








专利摘要
本发明涉及供水泵站用轴承座及修复工艺,其包括底座以及其孔同轴设置在底座上的第一轴承孔板与第二轴承孔板;底座的下表面基准为A,第一轴承孔板与第二轴承孔板的孔轴心线基准为D,第一轴承孔板的孔外侧面基准为B,第二轴承孔板的孔外侧面基准为C;基准D相对于基准A平行设置,基准B与基准C相对于基准D垂直设置;本发明设计合理、结构紧凑且使用方便。
说明书
技术领域
本发明涉及供水泵站用轴承座及修复工艺。
背景技术
目前,供水泵站是市政供水管路的关键部件,其质量的好坏直接影响城市供水系统的问题,而其最容易坏的部件是轴承,而影响轴承寿命的一个关键因素是轴承座的加工精度,特别是轴承孔的同轴度;
由于轴承孔是一次加工成型,在正常卧式镗床加工轴承孔的时候,影响其最大因素是底脚面的平面度,如果底脚面的平面度超差会直接导致安装时候,轴承孔不同轴,从而造成轴承偏心磨损,受力不均匀,加速主轴损坏。
为此,如果加工成型的轴承座底脚面平面度超差,会造成整个工件的报废,现有的修复方法是将底脚面重新加工,然后扩镗轴承孔,然后刷镀或镶套,修复工艺复杂,不适合成批量修复,而且修复后的孔易磨损,使用寿命短。
发明内容
针对上述内容,本发明所要解决的技术问题总的来说是提供一种设计合理、成本低廉、结实耐用、安全可靠、操作简单、省时省力、节约资金、结构紧凑且使用方便的供水泵站用轴承座及修复工艺;详细解决的技术问题以及取得有益效果在后述内容以及结合具体实施方式中内容具体描述。
为解决上述问题,本发明所采取的技术方案是:
一种供水泵站用轴承座,包括底座以及其孔同轴设置在底座上的第一轴承孔板与第二轴承孔板;
底座的下表面基准为A,第一轴承孔板与第二轴承孔板的孔轴心线基准为D,第一轴承孔板的孔外侧面基准为B,第二轴承孔板的孔外侧面基准为C;基准D相对于基准A平行设置,基准B与基准C相对于基准D垂直设置;
底座的下表面通过螺栓或焊接设置在供水泵站上,基准B用于安装驱动电机,基准D用于安装与驱动电机同轴的输出轴,基准C用于安装支撑输出轴的轴承盒。
一种用于上述的供水泵站用轴承座的工艺胎座,包括固定安装在工作台上的工作台固定台、在工作台固定台上设置有至少三个与工作台T型槽对应的U型豁口、设置在工作台固定台上的定位工艺台面、设置在定位工艺台面的定位工艺锥体、与定位工艺锥体同轴设置的中心轴、套装在中心轴上的压紧垫、与中心轴顶端螺纹连接的螺母、至少三个设置在工作台固定台上的工艺螺孔、安装在工艺螺孔内的拆卸工艺螺栓、设置在拆卸工艺螺栓上端的六方工艺台以及设置在六方工艺台上端的工艺顶起球面;工艺顶起球面与基准B或基准C对应;定位工艺锥体的锥度为1:2000-1:5000, 定位工艺锥体表面淬火,定位工艺锥体的尺寸与第一轴承孔板或第二轴承孔板的孔对应。
一种修复供水泵站用轴承座的工艺,设定图纸要求基准A平面度为α,实际加工后的上述的供水泵站用轴承座的基准A平面度大于数值α;
步骤a:用记号笔对供水泵站用轴承座逐一标号;检查并清理卧式镗床的工作台,选择工作台平面度为数值α/3且工作台表面跳动为数值α/3的卧式镗床;
步骤b:对已经标号完毕的供水泵站用轴承座焊接工艺支撑:在第一轴承孔板与第二轴承孔板之间点焊T型工艺支撑杆的横杆,T型工艺支撑杆的立杆下端点焊在底座的上表面上;注意点焊时不要损伤加工面;
步骤c:定位夹紧与筛选供水泵站用轴承座:首先,将焊接完毕工艺支撑的供水泵站用轴承座放置到工作台上,通过T型螺栓将底座预压紧;然后,将电磁表安装在镗床主轴上,反复测量孔外侧面的垂直度以及各个孔的圆度、中心高与同轴度,根据检测数据在基准A与工作台之间的缝隙中增减铜皮,选择各个孔的圆度与同轴度均在图纸设计的公差范围内的供水泵站用轴承座,并通过记号笔做标记;其次,通过T型螺栓将底座压紧;最后,选择中心高数据超差负值最大的距离,定义该数据为L;
步骤d:对已经定位夹紧的供水泵站用轴承座加工基准面:首先,对镗床主轴正对的底座侧面进行铣削,作为找正工艺面E;然后旋转工作台90°,将电磁表安装在镗床主轴上,通过检测找正工艺面E,调整工作台,直至工艺面E的跳动精度为α/9;最后,铣削T型工艺支撑杆的立杆侧面,作为找正工艺基准F;
步骤e: 在工作面上安装上述的工艺胎座;首先,根据步骤c中的数据L通过T型螺栓将工作台固定台固定在工作台上;然后,检测定位工艺台面的平面度,保证该平面度小于α/9;
步骤f: 修复前找正:首先,将第一轴承孔板或第二轴承孔板的孔插装到定位工艺锥体,中心轴穿过第二轴承孔板或第一轴承孔板后,将压紧垫通过螺母压紧在基准C或基准B上;其次,将电磁表安装在镗床主轴上,纵向找正找正工艺基准F跳动小于α/9;基准A正对卧式镗床的铣刀片;
步骤g:修复基准A:首先,以基准A最低点对刀,铣削基准A平面度小于α;然后,松开螺母取下,压紧垫,通过旋拧六方工艺台,工艺顶起球面将基准B或基准C顶起,从而取下供水泵站用轴承座;其次,测量加工后基准D的中心高;根据中心高数据在基准A下表面增加配磨的工艺垫;最后,铣削或打磨去掉T型工艺支撑杆。
作为上述技术方案的进一步改进:
所述步骤a中检查卧式镗床的工作台的工步包括:首先,扫去工作台的表面的铁屑;然后,用去污剂和煤油清理工作台的表面的油污;其次,将电磁表安装在镗床主轴上,启动卧式镗床,检测工作台的平面度,标记平面度相同的位置,用于步骤c将供水泵站用轴承座的基准A四点放置到该位置;最后,调整电磁表安装在镗床主轴上的位置,旋转工作台,通过检查工作台的表面的表面跳动数值。
步骤c中所述铜皮的厚度包括0.01mm、0.05mm以及0.1mm三种规格。
步骤c中的反复测量次数为10次。
基准D相对于基准A的平行度为0.1mm,基准B与基准C相对于基准D的垂直度为0.05mm。
首先,根据第一轴承孔板或第二轴承孔板的测量孔径尺寸对所述供水泵站用轴承座分组;然后,每组供水泵站用轴承座对应一个工艺胎座,工艺胎座的定位工艺锥体大端尺寸与每组供水泵站用轴承座中最大测量孔径尺寸对应。
在步骤g中,按每组供水泵站用轴承座测量中心高并配磨工艺垫。
采用上述技术方案所产生的有益效果在于:
本发明的T型工艺支撑杆工艺垫三点点焊,连接牢固,通过在立板上铣削工艺面便于找正,设计合理,方法巧妙;通过U型豁口实现固定,通过定位工艺台面便于安装的的时候找正,通过定位工艺锥体实现孔定位,分组设计从而减少锥体的长度,节约成本提高精度,通过拆卸工艺螺栓方便取下工件,六方工艺台便于板子扳动,工艺顶起球面设计合理,三点顶起受力均匀,淬火处理提高使用寿命防止研伤,压紧垫提高设计的工艺性,提高定位精度。
本发明设计合理、成本低廉、结实耐用、安全可靠、操作简单、省时省力、节约资金、结构紧凑且使用方便,实现大批量修复。
本发明的有益效果不限于此描述,为了更好的便于理解,在具体实施方式部分进行了更佳详细的描述。
附图说明
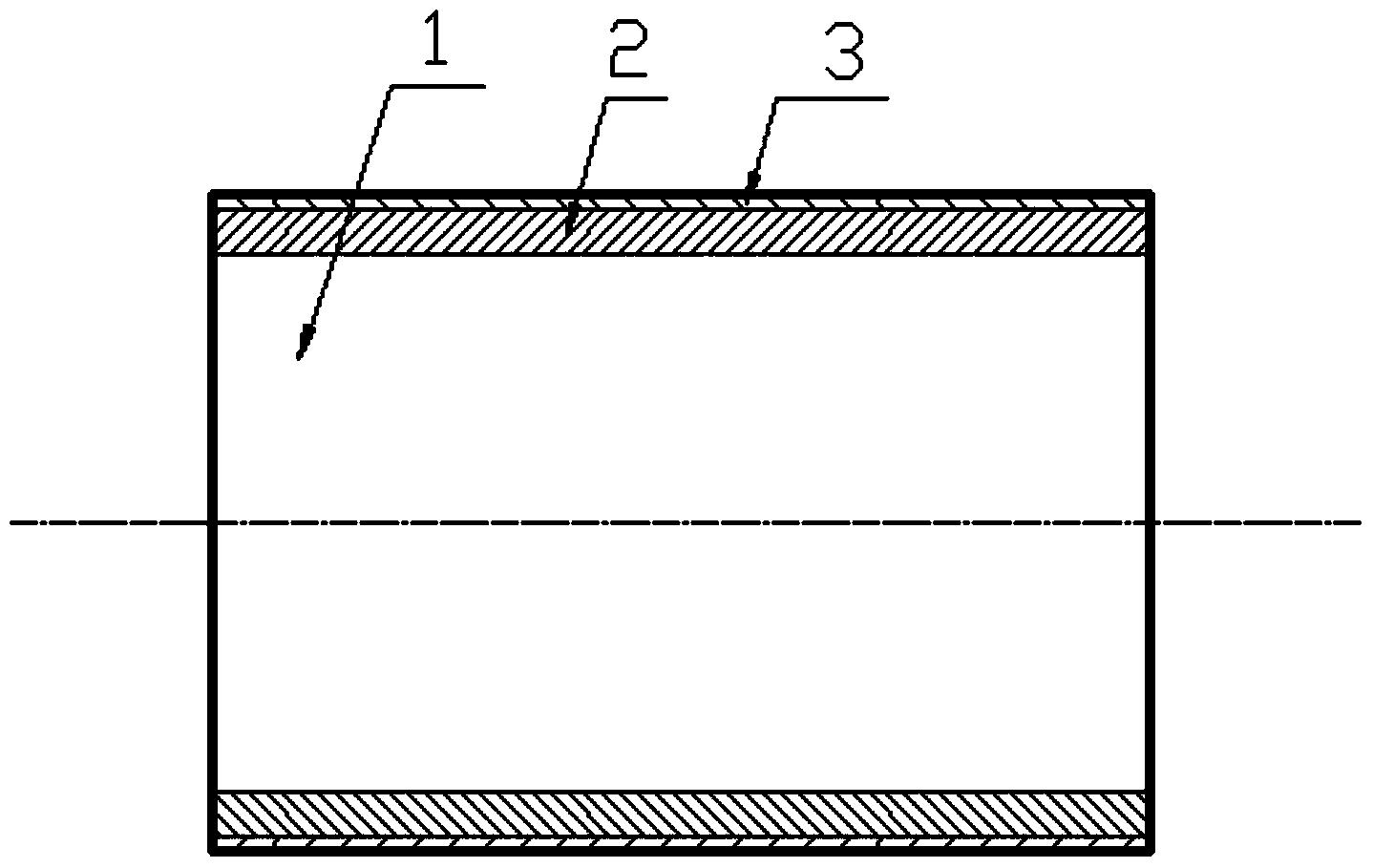
图1是本发明轴承座的结构示意图。
图2是本发明T型工艺支撑杆的结构示意图。
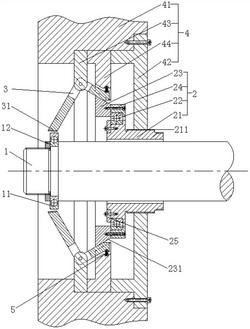
图3是本发明工艺胎座的结构示意图。
图4是本发明工艺胎座的使用状态结构示意图。
图5是本发明的检测状态结构示意图。
图6是本发明的修复状态结构示意图。
其中:1、底座;2、第一轴承孔板;3、第二轴承孔板;4、中心轴;5、压紧垫;6、T型工艺支撑杆;8、工艺垫;9、工艺胎座;10、工作台固定台;11、U型豁口;12、定位工艺台面;13、定位工艺锥体;14、拆卸工艺螺栓;15、工艺螺孔;16、六方工艺台;17、工艺顶起球面;18、卧式镗床。
具体实施方式
如图1-6所示,本实施例的供水泵站用轴承座,包括底座1以及其孔同轴设置在底座1上的第一轴承孔板2与第二轴承孔板3;
底座1的下表面基准为A,第一轴承孔板2与第二轴承孔板3的孔轴心线基准为D,第一轴承孔板2的孔外侧面基准为B,第二轴承孔板3的孔外侧面基准为C;基准D相对于基准A平行设置,基准B与基准C相对于基准D垂直设置;
底座1的下表面通过螺栓或焊接设置在供水泵站上,基准B用于安装驱动电机,基准D用于安装与驱动电机同轴的输出轴,基准C用于安装支撑输出轴的轴承盒。
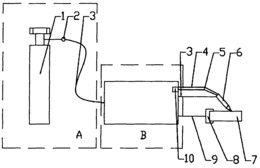
如图3-4所示,本实施例的供水泵站用轴承座的工艺胎座9,包括固定安装在工作台上的工作台固定台10、在工作台固定台10上设置有至少三个与工作台T型槽对应的U型豁口11、设置在工作台固定台10上的定位工艺台面12、设置在定位工艺台面12的定位工艺锥体13、与定位工艺锥体13同轴设置的中心轴4、套装在中心轴4上的压紧垫5、与中心轴4顶端螺纹连接的螺母、至少三个设置在工作台固定台10上的工艺螺孔15、安装在工艺螺孔15内的拆卸工艺螺栓14、设置在拆卸工艺螺栓14上端的六方工艺台16以及设置在六方工艺台16上端的工艺顶起球面17;工艺顶起球面17与基准B或基准C对应;定位工艺锥体13的锥度为1:2000-1:5000, 定位工艺锥体13表面淬火,定位工艺锥体13的尺寸与第一轴承孔板2或第二轴承孔板3的孔对应。
如图2、5、6所示,本实施例的修复供水泵站用轴承座的工艺,设定图纸要求基准A平面度为α,实际加工后的供水泵站用轴承座的基准A平面度大于数值α;
步骤a:用记号笔对供水泵站用轴承座逐一标号;检查并清理卧式镗床18的工作台,选择工作台平面度为数值α/3且工作台表面跳动为数值α/3的卧式镗床18;
步骤b:对已经标号完毕的供水泵站用轴承座焊接工艺支撑:在第一轴承孔板2与第二轴承孔板3之间点焊T型工艺支撑杆6的横杆,T型工艺支撑杆6的立杆下端点焊在底座1的上表面上;注意点焊时不要损伤加工面;
步骤c:定位夹紧与筛选供水泵站用轴承座:首先,将焊接完毕工艺支撑的供水泵站用轴承座放置到工作台上,通过T型螺栓将底座1预压紧;然后,将电磁表安装在镗床主轴上,反复测量孔外侧面的垂直度以及各个孔的圆度、中心高与同轴度,根据检测数据在基准A与工作台之间的缝隙中增减铜皮,选择各个孔的圆度与同轴度均在图纸设计的公差范围内的供水泵站用轴承座,并通过记号笔做标记;其次,通过T型螺栓将底座1压紧;最后,选择中心高数据超差负值最大的距离,定义该数据为L;
步骤d:对已经定位夹紧的供水泵站用轴承座加工基准面:首先,对镗床主轴正对的底座1侧面进行铣削,作为找正工艺面E;然后旋转工作台90°,将电磁表安装在镗床主轴上,通过检测找正工艺面E,调整工作台,直至工艺面E的跳动精度为α/9;最后,铣削T型工艺支撑杆6的立杆侧面,作为找正工艺基准F;
步骤e: 在工作面上安装工艺胎座9;首先,根据步骤c中的数据L通过T型螺栓将工作台固定台10固定在工作台上;然后,检测定位工艺台面12的平面度,保证该平面度小于α/9;
步骤f: 修复前找正:首先,将第一轴承孔板2或第二轴承孔板3的孔插装到定位工艺锥体13,中心轴4穿过第二轴承孔板3或第一轴承孔板2后,将压紧垫5通过螺母压紧在基准C或基准B上;其次,将电磁表安装在镗床主轴上,纵向找正找正工艺基准F跳动小于α/9;基准A正对卧式镗床18的铣刀片;
步骤g:修复基准A:首先,以基准A最低点对刀,铣削基准A平面度小于α;然后,松开螺母取下,压紧垫5,通过旋拧六方工艺台16,工艺顶起球面17将基准B或基准C顶起,从而取下供水泵站用轴承座;其次,测量加工后基准D的中心高;根据中心高数据在基准A下表面增加配磨的工艺垫8;最后,铣削或打磨去掉T型工艺支撑杆6。
步骤a中检查卧式镗床18的工作台的工步包括:首先,扫去工作台的表面的铁屑;然后,用去污剂和煤油清理工作台的表面的油污;其次,将电磁表安装在镗床主轴上,启动卧式镗床18,检测工作台的平面度,标记平面度相同的位置,用于步骤c将供水泵站用轴承座的基准A四点放置到该位置;最后,调整电磁表安装在镗床主轴上的位置,旋转工作台,通过检查工作台的表面的表面跳动数值。
步骤c中铜皮的厚度包括0.01mm、0.05mm以及0.1mm三种规格。
步骤c中的反复测量次数为10次。
基准A平面度α为0.05mm,基准D相对于基准A的平行度为0.1mm,基准B与基准C相对于基准D的垂直度为0.05mm。
进一步, 首先,根据第一轴承孔板2或第二轴承孔板3的测量孔径尺寸对供水泵站用轴承座分组;然后,每组供水泵站用轴承座对应一个工艺胎座9,工艺胎座9的定位工艺锥体13大端尺寸与每组供水泵站用轴承座中最大测量孔径尺寸对应。
进一步,在步骤g中,按每组供水泵站用轴承座测量中心高并配磨工艺垫8。
本发明的T型工艺支撑杆6工艺垫8三点点焊,连接牢固,通过在立板上铣削工艺面便于找正,设计合理,方法巧妙;通过U型豁口11实现固定,通过定位工艺台面12便于安装的的时候找正,通过定位工艺锥体13实现孔定位,分组设计从而减少锥体的长度,节约成本提高精度,通过拆卸工艺螺栓14方便取下工件,六方工艺台16便于板子扳动,工艺顶起球面17设计合理,三点顶起受力均匀,淬火处理提高使用寿命防止研伤,压紧垫5提高设计的工艺性,提高定位精度。
本发明设计合理、成本低廉、结实耐用、安全可靠、操作简单、省时省力、节约资金、结构紧凑且使用方便,实现大批量修复。
本发明充分描述是为了更加清楚的公开,而对于现有技术就不在一一例举。
最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;作为本领域技术人员对本发明的多个技术方案进行组合是显而易见的。而这些修改或者替换,并不使相应技术方案的本质脱离本发明实施例技术方案的精神和范围。
一种用于修复供水泵站用轴承座的工艺胎座专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。














动态评分
0.0