







专利摘要
本发明涉及一种用于LED管芯备胶作业的自动化机器,包括底板,底板上对称安装有两个电动滑块,两个电动滑块之间安装有移动支撑架,移动支撑架上设置有移动滑槽,移动滑槽内通过滑动配合方式设置有胶料放置箱,胶料放置箱的上端设置有进料口,进料口内设置有挤压装置,胶料放置箱的下侧安装有上料装置。本发明可以解决LED封装备胶工序生产加工过程中存在的需要人工手动进行备胶作业,需要人工控制银胶的涂抹量,需要人工逐一对LED管芯背部进行涂抹作业,人工控制银胶涂抹误差大,影响LED的使用效果,造成银胶的浪费,人工对LED管芯涂抹作业耗时费力等难题。
权利要求
1.一种用于LED管芯备胶作业的自动化机器,包括底板(1),其特征在于:底板(1)上对称安装有两个电动滑块(2),两个电动滑块(2)之间安装有移动支撑架(3),移动支撑架(3)上设置有移动滑槽,移动滑槽内通过滑动配合方式设置有胶料放置箱(4),胶料放置箱(4)的上端设置有进料口,进料口内设置有挤压装置(5),胶料放置箱(4)的下端设置有出料口,出料口处设置有出料导引管(6),胶料放置箱(4)的前后两侧通过电机座安装有移动执行电机(7),移动执行电机(7)的输出轴上安装有移动齿轮(8),移动齿轮(8)上啮合有移动齿条(10),移动齿条(10)安装在移动支撑架(3)上,胶料放置箱(4)的下侧安装有上料装置(9);
所述挤压装置(5)包括通过滑动配合方式设置在进料口内的挤压管(51),挤压管(51)为空心结构,挤压管(51)的外壁上设置有挤压控制架(52),位于挤压控制架(52)与胶料放置箱(4)之间的挤压管(51)上套设有挤压复位弹簧(53),挤压控制架(52)的下端通过销轴连接有两个挤压联动板(54),两个挤压联动板(54)对称位于挤压控制架(52)的前后两侧,挤压联动板(54)的下端通过销轴与挤压滑动板(55)相连,挤压滑动板(55)的侧壁上通过法兰安装在挤压驱动气缸(56)顶端,挤压驱动气缸(56)的底端安装在挤压立板(57)上,挤压立板(57)安装在胶料放置箱(4)上,挤压管(51)的下端外壁上套设有挤压作业块(58),挤压作业块(58)位于胶料放置箱(4)的内部;
所述上料装置(9)包括对称安装在胶料放置箱(4)前后两侧的支撑立板(91),支撑立板(91)之间通过轴承安装有旋转调节辊(92),旋转调节辊(92)的前端通过联轴器与旋转调节电机(93)的输出轴相连,旋转调节电机(93)通过电机座安装在支撑立板(91)的外壁上,旋转调节辊(92)上沿其周向方向均匀的设置有上料执行机构(94);
所述上料执行机构(94)安装在旋转调节辊(92)上的电动转盘(941),电动转盘(941)上安装有物料放置框(942),物料放置框(942)的上端为开口结构,物料放置框(942)的左右两侧设置有调节进给槽,电动转盘(941)上通过电机座安装有两个调节进给电机(943),两个调节进给电机(943)对称位于电动转盘(941)的左右两侧,调节进给电机(943)的输出轴上通过联轴器与调节丝杠(944)的底端相连,调节丝杠(944)的顶端通过轴承安装在调节立板(945)上,调节立板(945)安装在物料放置框(942)的外壁上,调节丝杠(944)上设置有调节移动块(946),物料放置框(942)内通过滑动配合方式设置有调节滑动板(947),调节滑动板(947)的左右两侧位于调节进给槽内,且调节滑动板(947)安装在调节移动块(946)上,调节滑动板(947)上通过调节伸缩杆(948)安装有调节缓冲板(949),调节伸缩杆(948)的外壁上套设有调节缓冲弹簧(9410),物料放置框(942)的上端左右两侧对称设置有固定支撑架(9411),固定支撑架(9411)的内壁之间设置有夹持转向机构(95),固定支撑架(9411)上设置有调节遮挡槽,调节遮挡槽内设置有调节遮挡机构(96)。
2.根据权利要求1所述的一种用于LED管芯备胶作业的自动化机器,其特征在于:所述挤压管(51)的上端设置有挤压开合口,挤压控制架(52)内壁上安装有挤压开合气缸(511),挤压开合气缸(511)的顶端通过法兰安装在挤压控制块(512)上,挤压控制块(512)呈圆形结构,挤压控制块(512)的外壁上套设有橡胶,且挤压控制块(512)的直径小于挤压管(51)内壁的直径。
3.根据权利要求1所述的一种用于LED管芯备胶作业的自动化机器,其特征在于:所述出料导引管(6)包括安装在胶料放置箱(4)下端的出料管(61),出料管(61)的下端从内往外为向上倾斜结构,且出料管(61)的外壁上通过销轴连接有出料防护垫(62),出料防护垫(62)的下端由柔性材质组成,出料防护垫(62)的上端与出料管(61)之间通过销轴连接有出料调节气缸(63)。
4.根据权利要求1所述的一种用于LED管芯备胶作业的自动化机器,其特征在于:所述调节遮挡机构(96)包括通过滑动配合方式连接在调节遮挡槽内的调节遮挡架(961),调节遮挡架(961)与固定支撑架(9411)之间设置有遮挡复位弹簧(962),调节遮挡架(961)的侧壁上通过轴承设置有调节作业辊(963),固定支撑架(9411)的外壁上通过销轴连接遮挡驱动板(964),遮挡驱动板(964)与固定支撑架(9411)之间通过销轴连接有遮挡驱动气缸(965)。
5.根据权利要求1所述的一种用于LED管芯备胶作业的自动化机器,其特征在于:所述夹持转向机构(95)包括安装在固定支撑架(9411)内壁上的夹持立板(951),夹持立板(951)上安装有夹持伸缩气缸(952),夹持伸缩气缸(952)的顶端通过法兰安装在夹持固定架(953),位于物料放置框(942)左端的夹持固定架(953)上通过电机座安装有夹持转动电机(954),夹持转动电机(954)的输出轴上安装有夹持旋转框(955),夹持旋转框(955)的右端通过轴承安装在夹持固定架(953)上,夹持旋转框(955)的上下两端均为开口结构,夹持旋转框(955)前后两侧对称设置有夹持作业槽,夹持作业槽内设置有夹持作业支链(97)。
6.根据权利要求5所述的一种用于LED管芯备胶作业的自动化机器,其特征在于:所述夹持作业支链(97)包括通过滑动配合方式设置在夹持作业槽内的夹持作业杆(971),夹持作业杆(971)位于夹持作业槽内侧的一端上设置有夹持作业块(972),夹持作业块(972)由海绵材质组成,夹持作业杆(971)上套设有夹持复位弹簧(973),夹持旋转框(955)的外壁上通过电机座安装有夹持驱动电机(974),夹持驱动电机(974)的输出轴上通过联轴器安装有夹持凸轮(975),夹持凸轮(975)的外壁抵靠在夹持作业杆(971)上。
7.根据权利要求5所述的一种用于LED管芯备胶作业的自动化机器,其特征在于:所述夹持旋转框(955)上通过销轴均匀的设置有夹持推送架(98),夹持推送架(98)与夹持旋转框(955)之间通过转动配合方式连接有推送调节气缸(99)。
说明书
技术领域
本发明涉及LED封装设备领域,具体的说是一种用于LED管芯备胶作业的自动化机器。
背景技术
LED封装技术大都是在分立器件封装技术基础上发展与演变而来的,但却有很大的特殊性。一般情况下,分立器件的管芯被密封在封装体内,封装的作用主要是保护管芯和完成电气互连,LED在封装工艺过程中对LED管芯备胶的备胶工序是其中重要的一环,LED管芯备胶需要人工手动进行备胶作业,需要人工控制银胶的涂抹量,需要人工逐一对LED管芯背部进行涂抹作业,但是人工控制银胶涂抹误差大,影响LED的使用效果,造成银胶的浪费,人工对LED管芯涂抹作业耗时费力,工作量大,投入成本高劳动强度大与工作效率低。
发明内容
为了解决上述问题,本发明提供了一种用于LED管芯备胶作业的自动化机器,可以解决LED封装备胶工序生产加工过程中存在的需要人工手动进行备胶作业,需要人工控制银胶的涂抹量,需要人工逐一对LED管芯背部进行涂抹作业,人工控制银胶涂抹误差大,影响LED的使用效果,造成银胶的浪费,人工对LED管芯涂抹作业耗时费力,工作量大,投入成本高劳动强度大与工作效率低等难题,可以实现LED封装备胶工序连续性自动化精确作业的功能,无需人工操作,不会影响LED的使用效果,且具有节约资源,成本小、劳动强度小于工作效率高等优点。
为了实现上述目的,本发明采用以下技术方案来实现:一种用于LED管芯备胶作业的自动化机器,包括底板,底板上对称安装有两个电动滑块,两个电动滑块之间安装有移动支撑架,移动支撑架上设置有移动滑槽,移动滑槽内通过滑动配合方式设置有胶料放置箱,胶料放置箱的上端设置有进料口,进料口内设置有挤压装置,胶料放置箱的下端设置有出料口,出料口处设置有出料导引管,胶料放置箱的前后两侧通过电机座安装有移动执行电机,移动执行电机的输出轴上安装有移动齿轮,移动齿轮上啮合有移动齿条,移动齿条安装在移动支撑架上,胶料放置箱的下侧安装有上料装置,通过电动滑块控制移动支撑架进行前后移动,移动执行电机工作带动胶料放置箱进行左右移动,挤压装置与出料导引管之间相互配合确保胶料能够均匀的输出,上料装置可以对LED管芯进行输送,确保LED管芯底部电极备上能够均匀的涂抹银胶。
所述挤压装置包括通过滑动配合方式设置在进料口内的挤压管,挤压管为空心结构,挤压管的外壁上设置有挤压控制架,位于挤压控制架与胶料放置箱之间的挤压管上套设有挤压复位弹簧,挤压控制架的下端通过销轴连接有两个挤压联动板,两个挤压联动板对称位于挤压控制架的前后两侧,挤压联动板的下端通过销轴与挤压滑动板相连,挤压滑动板的侧壁上通过法兰安装在挤压驱动气缸顶端,挤压驱动气缸的底端安装在挤压立板上,挤压立板安装在胶料放置箱上,挤压管的下端外壁上套设有挤压作业块,挤压作业块位于胶料放置箱的内部。所述挤压管的上端设置有挤压开合口,挤压控制架内壁上安装有挤压开合气缸,挤压开合气缸的顶端通过法兰安装在挤压控制块上,挤压控制块呈圆形结构,挤压控制块的外壁上套设有橡胶,且挤压控制块的直径小于挤压管内壁的直径。所述出料导引管包括安装在胶料放置箱下端的出料管,出料管的下端从内往外为向上倾斜结构,且出料管的外壁上通过销轴连接有出料防护垫,出料防护垫的下端由柔性材质组成,出料防护垫的上端与出料管之间通过销轴连接有出料调节气缸,通过挤压管将需要使用的银胶注入到胶料放置箱内,挤压开合气缸控制挤压控制块挤压管进行闭合作业,挤压驱动气缸工作通过与挤压复位弹簧之间相互配合带动挤压管进行运动,挤压管在运动的过程中带动挤压作业块对胶料放置箱内的银胶进行挤压,通过挤压作业块的挤压力度控制银胶的出胶量,出料管对银胶起到了导引的作用,出料调节气缸控制出料防护垫进行调节作业,能够有效的对银胶进行防护,可以防止银胶在输送的过程中洒出,无需人工操作,降低了工作人员的劳动强度,提高了工作的效率。
所述上料装置包括对称安装在胶料放置箱前后两侧的支撑立板,支撑立板之间通过轴承安装有旋转调节辊,旋转调节辊的前端通过联轴器与旋转调节电机的输出轴相连,旋转调节电机通过电机座安装在支撑立板的外壁上,旋转调节辊上沿其周向方向均匀的设置有上料执行机构,所述上料执行机构安装在旋转调节辊上的安装支撑板,安装支撑板上安装有物料放置框,物料放置框的上端为开口结构,物料放置框的左右两侧设置有调节进给槽,安装支撑板上通过电机座安装有两个调节进给电机,两个调节进给电机对称位于安装支撑板的左右两侧,调节进给电机的输出轴上通过联轴器与调节丝杠的底端相连,调节丝杠的顶端通过轴承安装在调节立板上,调节立板安装在物料放置框的外壁上,调节丝杠上设置有调节移动块,物料放置框内通过滑动配合方式设置有调节滑动板,调节滑动板的左右两侧位于调节进给槽内,且调节滑动板安装在调节移动块上,调节滑动板上通过调节伸缩杆安装有调节缓冲板,调节伸缩杆的外壁上套设有调节缓冲弹簧,物料放置框的上端左右两侧对称设置有固定支撑架,固定支撑架的内壁之间设置有夹持转向机构,固定支撑架上设置有调节遮挡槽,调节遮挡槽内设置有调节遮挡机构,所述调节遮挡机构包括通过滑动配合方式连接在调节遮挡槽内的调节遮挡架,调节遮挡架与固定支撑架之间设置有遮挡复位弹簧,调节遮挡架的侧壁上通过轴承设置有调节作业辊,固定支撑架的外壁上通过销轴连接遮挡驱动板,遮挡驱动板与固定支撑架之间通过销轴连接有遮挡驱动气缸,所述夹持转向机构包括安装在固定支撑架内壁上的夹持立板,夹持立板上安装有夹持伸缩气缸,夹持伸缩气缸的顶端通过法兰安装在夹持固定架,位于物料放置框左端的夹持固定架上通过电机座安装有夹持转动电机,夹持转动电机的输出轴上安装有夹持旋转框,夹持旋转框的右端通过轴承安装在夹持固定架上,夹持旋转框的上下两端均为开口结构,夹持旋转框前后两侧对称设置有夹持作业槽,夹持作业槽内设置有夹持作业支链,所述夹持作业支链包括通过滑动配合方式设置在夹持作业槽内的夹持作业杆,夹持作业杆位于夹持作业槽内侧的一端上设置有夹持作业块,夹持作业块由海绵材质组成,夹持作业杆上套设有夹持复位弹簧,夹持旋转框的外壁上通过电机座安装有夹持驱动电机,夹持驱动电机的输出轴上通过联轴器安装有夹持凸轮,夹持凸轮的外壁抵靠在夹持作业杆上,所述夹持旋转框上通过销轴均匀的设置有夹持推送架,夹持推送架与夹持旋转框之间通过转动配合方式连接有推送调节气缸,人工将LED管芯有序的倒放在物料放置框内,通过旋转调节电机控制旋转调节辊进行转动调节,从而带动上料执行机构进行有序的转动作业,调节进给电机工作控制调节移动块进行升降运动,调节移动块在升降运动的过程中带动调节滑动板同步进行作业调节滑动板在调节伸缩杆与调节缓冲弹簧的辅助下带动调节缓冲板控制放置在物料放置框内的LED管芯进行向上运动,夹持伸缩气缸控制夹持旋转框运动到合适的位置,位于物料放置框最上端的LED管芯,夹持驱动电机控制夹持凸轮进行旋转,夹持凸轮在转动的过程中与夹持复位弹簧之间相互配合带动夹持作业块对LED管芯进行抵紧固定作业,夹持伸缩气缸带动LED管芯运动到合适的位置,遮挡驱动气缸控制遮挡驱动板进行调节运动,遮挡驱动板在运动的过程中与遮挡复位弹簧之间相互配合运动,控制调节遮挡架对物料放置框的开口进行遮挡,确保在运动的过程中物料放置框内的LED管芯不会掉落,夹持转动电机控制夹持旋转框进行角度调节作业,确保涂抹在LED管芯背部的银胶在运动的过程中不会洒落,当运动到指定的位置时,夹持转动电机控制LED管芯进行翻转使LED管芯涂抹有银胶的一端朝向指定的安装位置,推送调节气缸控制夹持推送架将LED管芯放置到指定的安装点,无需人工操作,降低了工作人员的劳动强度,能够自动化进行连续作业,提高了工作的效率。
工作时首先人工将LED支架放置到指定的工作位置,通过挤压管将需要使用的银胶注入到胶料放置箱内,挤压开合气缸控制挤压控制块挤压管进行闭合作业,挤压驱动气缸工作通过与挤压复位弹簧之间相互配合带动挤压管进行运动,挤压管在运动的过程中带动挤压作业块对胶料放置箱内的银胶进行挤压,通过挤压作业块的挤压力度控制银胶的出胶量,出料管对银胶起到了导引的作用,出料调节气缸控制出料防护垫进行调节作业,能够有效的对银胶进行防护,可以防止银胶在输送的过程中洒出,通过旋转调节电机控制旋转调节辊进行转动调节,从而带动上料执行机构进行有序的转动作业,调节进给电机工作控制调节移动块进行升降运动,调节移动块在升降运动的过程中带动调节滑动板同步进行作业调节滑动板在调节伸缩杆与调节缓冲弹簧的辅助下带动调节缓冲板控制放置在物料放置框内的LED管芯进行向上运动,夹持伸缩气缸控制夹持旋转框运动到合适的位置,位于物料放置框最上端的LED管芯,夹持驱动电机控制夹持凸轮进行旋转,夹持凸轮在转动的过程中与夹持复位弹簧之间相互配合带动夹持作业块对LED管芯进行抵紧固定作业,夹持伸缩气缸带动LED管芯运动到合适的位置,遮挡驱动气缸控制遮挡驱动板进行调节运动,遮挡驱动板在运动的过程中与遮挡复位弹簧之间相互配合运动,控制调节遮挡架对物料放置框的开口进行遮挡,确保在运动的过程中物料放置框内的LED管芯不会掉落,夹持转动电机控制夹持旋转框进行角度调节作业,确保涂抹在LED管芯背部的银胶在运动的过程中不会洒落,当运动到指定的位置时,夹持转动电机控制LED管芯进行翻转使LED管芯涂抹有银胶的一端朝向指定的安装位置,推送调节气缸控制夹持推送架将LED管芯放置到指定的安装点,通过电动滑块和移动执行电机之间相互配合作业,可以将LED管芯安放到LED支架的任意位置,实现了LED封装备胶工序连续性自动化精确作业的功能。
本发明的有益效果是:
1、本发明可以解决LED封装备胶工序生产加工过程中存在的需要人工手动进行备胶作业,需要人工控制银胶的涂抹量,需要人工逐一对LED管芯背部进行涂抹作业,人工控制银胶涂抹误差大,影响LED的使用效果,造成银胶的浪费,人工对LED管芯涂抹作业耗时费力,工作量大,投入成本高劳动强度大与工作效率低等难题,可以实现LED封装备胶工序连续性自动化精确作业的功能,无需人工操作,不会影响LED的使用效果,且具有节约资源,成本小、劳动强度小于工作效率高等优点。
2、本发明设计了挤压装置,通过挤压作业块的挤压力度控制银胶的出胶量,出料管对银胶起到了导引的作用,出料调节气缸控制出料防护垫进行调节作业,能够有效的对银胶进行防护,可以防止银胶在输送的过程中洒出,无需人工操作,降低了工作人员的劳动强度,提高了工作的效率。
3、本发明设计了上料装置,可以确保涂抹在LED管芯背部的银胶在运动的过程中不会洒落,当运动到指定的位置时,夹持转动电机控制LED管芯进行翻转使LED管芯涂抹有银胶的一端朝向指定的安装位置,推送调节气缸控制夹持推送架将LED管芯放置到指定的安装点,无需人工操作,降低了工作人员的劳动强度,能够自动化进行连续作业。
附图说明
下面结合附图和实施例对本发明进一步说明。
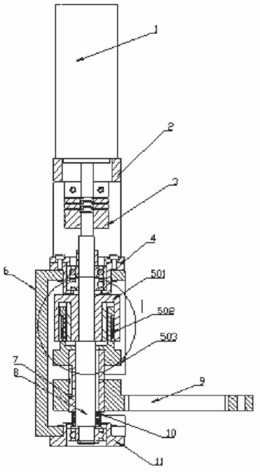
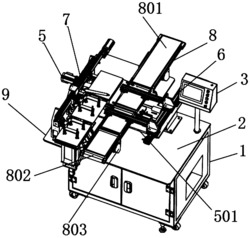
图1是本发明的结构示意图;
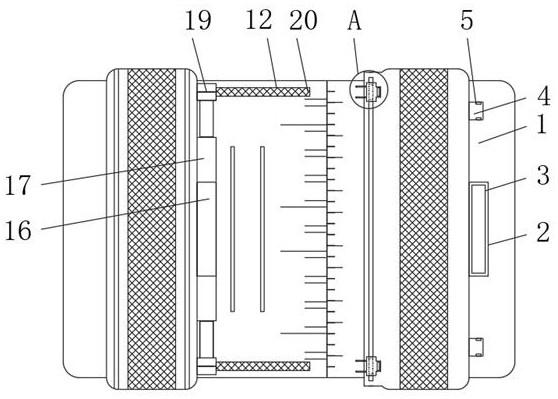
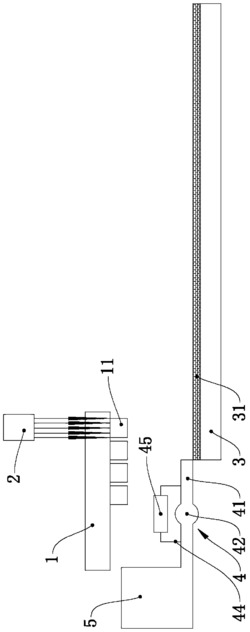
图2是本发明移动支撑架、胶料放置箱、挤压装置与出料导引管之间的结构示意图;
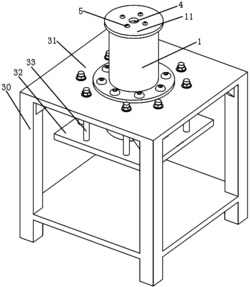
图3是本发明上料装置的结构示意图;
图4是本发明上料执行机构的结构示意图;
图5是本发明图4的I向局部放大图;
图6是本发明物料放置框、调节滑动板、调节伸缩杆、调节缓冲板与调节缓冲弹簧之间的结构示意图;
图7是本发明夹持作业杆、夹持作业块与夹持复位弹簧之间的结构示意图。
具体实施方式
为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体图示,进一步阐述本发明。
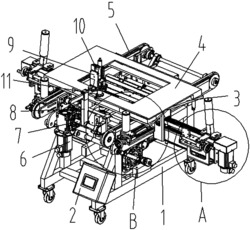
如图1到图7所示,一种用于LED管芯备胶作业的自动化机器,包括底板1,底板1上对称安装有两个电动滑块2,两个电动滑块2之间安装有移动支撑架3,移动支撑架3上设置有移动滑槽,移动滑槽内通过滑动配合方式设置有胶料放置箱4,胶料放置箱4的上端设置有进料口,进料口内设置有挤压装置5,胶料放置箱4的下端设置有出料口,出料口处设置有出料导引管6,胶料放置箱4的前后两侧通过电机座安装有移动执行电机7,移动执行电机7的输出轴上安装有移动齿轮8,移动齿轮8上啮合有移动齿条10,移动齿条10安装在移动支撑架3上,胶料放置箱4的下侧安装有上料装置9,通过电动滑块2控制移动支撑架3进行前后移动,移动执行电机7工作带动胶料放置箱4进行左右移动,挤压装置5与出料导引管6之间相互配合确保胶料能够均匀的输出,上料装置9可以对LED管芯进行输送,确保LED管芯底部电极备上能够均匀的涂抹银胶。
所述挤压装置5包括通过滑动配合方式设置在进料口内的挤压管51,挤压管51为空心结构,挤压管51的外壁上设置有挤压控制架52,位于挤压控制架52与胶料放置箱4之间的挤压管51上套设有挤压复位弹簧53,挤压控制架52的下端通过销轴连接有两个挤压联动板54,两个挤压联动板54对称位于挤压控制架52的前后两侧,挤压联动板54的下端通过销轴与挤压滑动板55相连,挤压滑动板55的侧壁上通过法兰安装在挤压驱动气缸56顶端,挤压驱动气缸56的底端安装在挤压立板57上,挤压立板57安装在胶料放置箱4上,挤压管51的下端外壁上套设有挤压作业块58,挤压作业块58位于胶料放置箱4的内部。所述挤压管51的上端设置有挤压开合口,挤压控制架52内壁上安装有挤压开合气缸511,挤压开合气缸511的顶端通过法兰安装在挤压控制块512上,挤压控制块512呈圆形结构,挤压控制块512的外壁上套设有橡胶,且挤压控制块512的直径小于挤压管51内壁的直径。所述出料导引管6包括安装在胶料放置箱4下端的出料管61,出料管61的下端从内往外为向上倾斜结构,且出料管61的外壁上通过销轴连接有出料防护垫62,出料防护垫62的下端由柔性材质组成,出料防护垫62的上端与出料管61之间通过销轴连接有出料调节气缸63,通过挤压管51将需要使用的银胶注入到胶料放置箱4内,挤压开合气缸511控制挤压控制块512挤压管51进行闭合作业,挤压驱动气缸56工作通过与挤压复位弹簧53之间相互配合带动挤压管51进行运动,挤压管51在运动的过程中带动挤压作业块58对胶料放置箱4内的银胶进行挤压,通过挤压作业块58的挤压力度控制银胶的出胶量,出料管61对银胶起到了导引的作用,出料调节气缸63控制出料防护垫62进行调节作业,能够有效的对银胶进行防护,可以防止银胶在输送的过程中洒出,无需人工操作,降低了工作人员的劳动强度,提高了工作的效率。
所述上料装置9包括对称安装在胶料放置箱4前后两侧的支撑立板91,支撑立板91之间通过轴承安装有旋转调节辊92,旋转调节辊92的前端通过联轴器与旋转调节电机93的输出轴相连,旋转调节电机93通过电机座安装在支撑立板91的外壁上,旋转调节辊92上沿其周向方向均匀的设置有上料执行机构94,所述上料执行机构94安装在旋转调节辊92上的安装支撑板941,安装支撑板941上安装有物料放置框942,物料放置框942的上端为开口结构,物料放置框942的左右两侧设置有调节进给槽,安装支撑板941上通过电机座安装有两个调节进给电机943,两个调节进给电机943对称位于安装支撑板941的左右两侧,调节进给电机943的输出轴上通过联轴器与调节丝杠944的底端相连,调节丝杠944的顶端通过轴承安装在调节立板945上,调节立板945安装在物料放置框942的外壁上,调节丝杠944上设置有调节移动块946,物料放置框942内通过滑动配合方式设置有调节滑动板947,调节滑动板947的左右两侧位于调节进给槽内,且调节滑动板947安装在调节移动块946上,调节滑动板947上通过调节伸缩杆948安装有调节缓冲板949,调节伸缩杆948的外壁上套设有调节缓冲弹簧9410,物料放置框942的上端左右两侧对称设置有固定支撑架9411,固定支撑架9411的内壁之间设置有夹持转向机构95,固定支撑架9411上设置有调节遮挡槽,调节遮挡槽内设置有调节遮挡机构96,所述调节遮挡机构96包括通过滑动配合方式连接在调节遮挡槽内的调节遮挡架961,调节遮挡架961与固定支撑架9411之间设置有遮挡复位弹簧962,调节遮挡架961的侧壁上通过轴承设置有调节作业辊963,固定支撑架9411的外壁上通过销轴连接遮挡驱动板964,遮挡驱动板964与固定支撑架9411之间通过销轴连接有遮挡驱动气缸965,所述夹持转向机构95包括安装在固定支撑架9411内壁上的夹持立板951,夹持立板951上安装有夹持伸缩气缸952,夹持伸缩气缸952的顶端通过法兰安装在夹持固定架953,位于物料放置框942左端的夹持固定架953上通过电机座安装有夹持转动电机954,夹持转动电机954的输出轴上安装有夹持旋转框955,夹持旋转框955的右端通过轴承安装在夹持固定架953上,夹持旋转框955的上下两端均为开口结构,夹持旋转框955前后两侧对称设置有夹持作业槽,夹持作业槽内设置有夹持作业支链97,所述夹持作业支链97包括通过滑动配合方式设置在夹持作业槽内的夹持作业杆971,夹持作业杆971位于夹持作业槽内侧的一端上设置有夹持作业块972,夹持作业块972由海绵材质组成,夹持作业杆971上套设有夹持复位弹簧973,夹持旋转框955的外壁上通过电机座安装有夹持驱动电机974,夹持驱动电机974的输出轴上通过联轴器安装有夹持凸轮975,夹持凸轮975的外壁抵靠在夹持作业杆971上,所述夹持旋转框955上通过销轴均匀的设置有夹持推送架98,夹持推送架98与夹持旋转框955之间通过转动配合方式连接有推送调节气缸99,人工将LED管芯有序的倒放在物料放置框942内,通过旋转调节电机93控制旋转调节辊92进行转动调节,从而带动上料执行机构94进行有序的转动作业,调节进给电机943工作控制调节移动块946进行升降运动,调节移动块946在升降运动的过程中带动调节滑动板947同步进行作业调节滑动板947在调节伸缩杆948与调节缓冲弹簧9410的辅助下带动调节缓冲板949控制放置在物料放置框942内的LED管芯进行向上运动,夹持伸缩气缸952控制夹持旋转框955运动到合适的位置,位于物料放置框942最上端的LED管芯,夹持驱动电机974控制夹持凸轮975进行旋转,夹持凸轮975在转动的过程中与夹持复位弹簧973之间相互配合带动夹持作业块972对LED管芯进行抵紧固定作业,夹持伸缩气缸952带动LED管芯运动到合适的位置,遮挡驱动气缸965控制遮挡驱动板964进行调节运动,遮挡驱动板964在运动的过程中与遮挡复位弹簧962之间相互配合运动,控制调节遮挡架961对物料放置框942的开口进行遮挡,确保在运动的过程中物料放置框942内的LED管芯不会掉落,夹持转动电机954控制夹持旋转框955进行角度调节作业,确保涂抹在LED管芯背部的银胶在运动的过程中不会洒落,当运动到指定的位置时,夹持转动电机954控制LED管芯进行翻转使LED管芯涂抹有银胶的一端朝向指定的安装位置,推送调节气缸99控制夹持推送架98将LED管芯放置到指定的安装点,无需人工操作,降低了工作人员的劳动强度,能够自动化进行连续作业,提高了工作的效率。
工作时首先人工将LED支架放置到指定的工作位置,通过挤压管51将需要使用的银胶注入到胶料放置箱4内,挤压开合气缸511控制挤压控制块512挤压管51进行闭合作业,挤压驱动气缸56工作通过与挤压复位弹簧53之间相互配合带动挤压管51进行运动,挤压管51在运动的过程中带动挤压作业块58对胶料放置箱4内的银胶进行挤压,通过挤压作业块58的挤压力度控制银胶的出胶量,出料管61对银胶起到了导引的作用,出料调节气缸63控制出料防护垫62进行调节作业,能够有效的对银胶进行防护,可以防止银胶在输送的过程中洒出,通过旋转调节电机93控制旋转调节辊92进行转动调节,从而带动上料执行机构94进行有序的转动作业,调节进给电机943工作控制调节移动块946进行升降运动,调节移动块946在升降运动的过程中带动调节滑动板947同步进行作业调节滑动板947在调节伸缩杆948与调节缓冲弹簧9410的辅助下带动调节缓冲板949控制放置在物料放置框942内的LED管芯进行向上运动,夹持伸缩气缸952控制夹持旋转框955运动到合适的位置,位于物料放置框942最上端的LED管芯,夹持驱动电机974控制夹持凸轮975进行旋转,夹持凸轮975在转动的过程中与夹持复位弹簧973之间相互配合带动夹持作业块972对LED管芯进行抵紧固定作业,夹持伸缩气缸952带动LED管芯运动到合适的位置,遮挡驱动气缸965控制遮挡驱动板964进行调节运动,遮挡驱动板964在运动的过程中与遮挡复位弹簧962之间相互配合运动,控制调节遮挡架961对物料放置框942的开口进行遮挡,确保在运动的过程中物料放置框942内的LED管芯不会掉落,夹持转动电机954控制夹持旋转框955进行角度调节作业,确保涂抹在LED管芯背部的银胶在运动的过程中不会洒落,当运动到指定的位置时,夹持转动电机954控制LED管芯进行翻转使LED管芯涂抹有银胶的一端朝向指定的安装位置,推送调节气缸99控制夹持推送架98将LED管芯放置到指定的安装点,通过电动滑块2和移动执行电机7之间相互配合作业,可以将LED管芯安放到LED支架的任意位置,实现了LED封装备胶工序连续性自动化精确作业的功能,解决了LED封装备胶工序生产加工过程中存在的需要人工手动进行备胶作业,需要人工控制银胶的涂抹量,需要人工逐一对LED管芯背部进行涂抹作业,人工控制银胶涂抹误差大,影响LED的使用效果,造成银胶的浪费,人工对LED管芯涂抹作业耗时费力,工作量大,投入成本高劳动强度大与工作效率低等难题,达到了目的。
以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中的描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
一种用于LED管芯备胶作业的自动化机器专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。












动态评分
0.0