








专利摘要
本发明公开了一种全瓷组合环填料的自动化生产方法,包括以下步骤:挤出机挤出填料本体,填料本体插入成型套的穿入孔内;装载了填料本体的行走车沿着运动弧段移动,并依次通过平台上的各个成孔组件,在遇到每个成孔组件时,同步电机通过蜗杆涡轮带动成型套整体发生转动,使得成型套上的插入孔对准对应的成孔组件,成孔组件的推头伸出并穿过成型套上对应的插入孔,实现对填料本体上的多组通孔进行成型;行走车进入转向弧段,成型套发生向外侧90度翻转,成型套内的填料本体掉落至输送带,完成整个全瓷组合环填料的生产过程。本发明提供实现了全瓷组合环填料的自动化成型加工,提高了全瓷组合环填料制造效率。
权利要求
1.一种全瓷组合环填料的自动化生产方法,其特征在于,包括以下步骤:
(1)、行走车(42)沿着环形轨道(3)运动移动至挤出机(2)的挤出端,行走车(42)上的成型套(41)穿入孔(411)对准挤出机(2);
(2)、挤出机(2)挤出没有带通孔(13)的具有连续长度的填料本体,填料本体插入成型套(41)的穿入孔(411)内,切断刀(8)动作,将填料本体进行切断;
(3)、行走车(42)移动至平台(5)上的第一个成孔组件(61)处,同步电机通过蜗杆(45)涡轮(46)带动成型套(41)在固定板(44)上发生转动,使得成型套(41)上的一组插入孔对准第一个成孔组件(61),第一个成孔组件(61)的推头伸出并穿过成型套(41)上的一组插入孔,完成填料本体的一组通孔成型;
(4)、行走车(42)继续沿着运动弧段(31)移动,移动至下一个成孔组件对应处,同时,同步电机带动成型套(41)绕自身轴线继续旋转,成型套(41)上的下一组插入孔对准此步骤中的成孔组件,此步骤中的成孔组件推头伸出实现对下一组通孔进行成型;
(5)、重复步骤(4),直至完成填料本体上多组通孔(13)的成型;
(6)、行走车(42)进入转向弧段(32),成型套(41)绕着环形轨道(3)转动,行走车(42)移动至转向弧段(32)的中部时,成型套(41)发生向外侧90度翻转,此时,旋转缸(43)再带动整个成型套(41)转动,使得成型套(41)由水平状态转变成竖直状态,成型套(41)内的填料本体掉落至输送带(7);
(7)、输送带(7)上的全瓷组合环填料(1)送入烧结箱内进行烧结,旋转缸(43)复位,成型套(41)恢复水平横向布置的状态,行走车(42)从转向弧段(32)重新进入运动弧段(31),成型套(41)恢复至环形轨道(3)的正上方位置,完成整个全瓷组合环填料(1)的生产过程。
2.根据权利要求1所述的全瓷组合环填料的自动化生产方法,其特征在于:所述环形轨道(3)上设置有多个行走车(42),每个行走车(42)处于各个不同的生产步骤中。
3.根据权利要求1所述的全瓷组合环填料的自动化生产方法,其特征在于:所述固定板(44)上设置有一转动环,所述成型套(41)外壁为柱状结构,成型套(41)外壁转动设置于转动环之内。
说明书
技术领域
本发明涉及化工填料领域,尤其涉及一种全瓷组合环填料的自动化生产方法。
背景技术
组合环填料广泛应用于石油、焦化、发电、化肥、合成氨等煤化工精细化工行业,在气体净化中的脱硫、洗涤、脱苯、脱奈洗蒸氨、精馏、吸收干燥、反应合成萃取等化工工艺流程中作填料,并广泛用于各种淋水塔内作为凉水填料。全瓷组合环填料具有耐酸、耐碱、耐有机溶剂,耐高温、热稳定性好,抗压强、抗弯力高的优点。
现有全瓷组合环填料包括填料本体,填料本体包括一中心环和多组侧环,每组侧环相对布置于中心环的周向,每个侧环与中心环的外壁相连,在同一组侧环上开设有贯穿中心环的通孔。全瓷组合环填料的生产方式为,利用泥料和水按一定比例混合,在陶瓷挤出机上装上特定形状的模具,用陶瓷挤出机挤出成型填料本体,之后,再利用人工将填料本体放置于成孔模具内,成孔模具上位于全瓷组合环填料的通孔处开设有贯穿孔,工人利用钢丝穿过成孔模具上的贯穿孔实现对全瓷组合环填料上的通孔进行加工成型,由于全瓷组合环填料上通孔不能直接由陶瓷挤出机挤出成型,通孔的加工成型工序较为繁琐,存在全瓷组合环填料的加工成型效率较低问题。
发明内容
本发明要解决的技术问题是针对现有技术的现状,提供一种全瓷组合环填料的自动化生产方法,实现全瓷组合环填料的自动化成型加工,提高了全瓷组合环填料制造效率。
本发明解决上述技术问题所采用的技术方案为:一种全瓷组合环填料的自动化生产方法,其特征在于,包括以下步骤:
(1)、行走车沿着环形轨道运动移动至挤出机的挤出端,行走车上的成型套穿入孔对准挤出机;
(2)、挤出机挤出没有带通孔的具有连续长度的填料本体,填料本体插入成型套的穿入孔内,切断刀动作,将填料本体进行切断;
(3)、行走车移动至平台上的第一个成孔组件处,同步电机通过蜗杆涡轮带动成型套在固定板上发生转动,使得成型套上的一组插入孔对准第一个成孔组件,第一个成孔组件的推头伸出并穿过成型套上的一组插入孔,完成填料本体的一组通孔成型;
(4)、行走车继续沿着运动弧段移动,移动至下一个成孔组件对应处,同时,同步电机带动成型套绕自身轴线继续旋转,成型套上的下一组插入孔对准此步骤中的成孔组件,此步骤中的成孔组件推头伸出实现对下一组通孔进行成型;
(5)、重复步骤(4),直至完成填料本体上多组通孔的成型;
(6)、行走车进入转向弧段,成型套绕着环形轨道转动,行走车移动至转向弧段的中部时,成型套发生向外侧90度翻转,此时,旋转缸再带动整个成型套转动,使得成型套由水平状态转变成竖直状态,成型套内的填料本体掉落至输送带;
(7)、输送带上的全瓷组合环填料送入烧结箱内进行烧结,旋转缸复位,成型套恢复水平横向布置的状态,行走车从转向弧段重新进入运动弧段,成型套恢复至环形轨道的正上方位置,完成整个全瓷组合环填料的生产过程。
作为改进,所述环形轨道上设置有多个行走车,每个行走车处于各个不同的生产步骤中,通过设置多个行走车,使得每个行走车处于同步协调动作过程中,相对于单个行走车结构,提高了全瓷组合环填料自动化生产的效率。
再改进,所述固定板上设置有一转动环,所述成型套外壁为柱状结构,成型套外壁转动设置于转动环之内,使得成型套能够在转动环内转动,转动环为成型套提供支撑,保证了成型套在转动过程中的稳定性。
与现有技术相比,本发明的优点在于:挤出机挤出没有带通孔的连续长度的填料本体,行走车运动至挤出机的挤出端,填料本体插入成型套内的穿入孔内,利用切断刀对填料本体进行切断,之后,装载了填料本体的行走车沿着运动弧段移动,并依次通过平台上的各个成孔组件,在遇到每个成孔组件时,同步电机通过蜗杆涡轮带动成型套整体发生转动,使得成型套上的插入孔对准对应的成孔组件,成孔组件的推头伸出并穿过成型套上对应的插入孔,完成填料本体的一组通孔成型,这样,循环进行,实现对填料本体上的多组通孔进行成型,在填料本体的通孔成型完成后,行走车移动至转向弧段,当行走车移动至转向弧段的中部时,成型套发生向外侧的90度翻转,此时,旋转缸再带动整个成型套转动,使得成型套由水平状态转变成竖直状态,成型套内的填料本体掉落至输送带之上,之后,旋转缸复位,同时,在行走车再次进入运动弧段进入下一个全瓷组合环填料的自动成型,本发明在全瓷组合环填料的生产过程中没有人工参与,实现全瓷组合环填料的自动化成型加工,提高了全瓷组合环填料制造效率。
附图说明
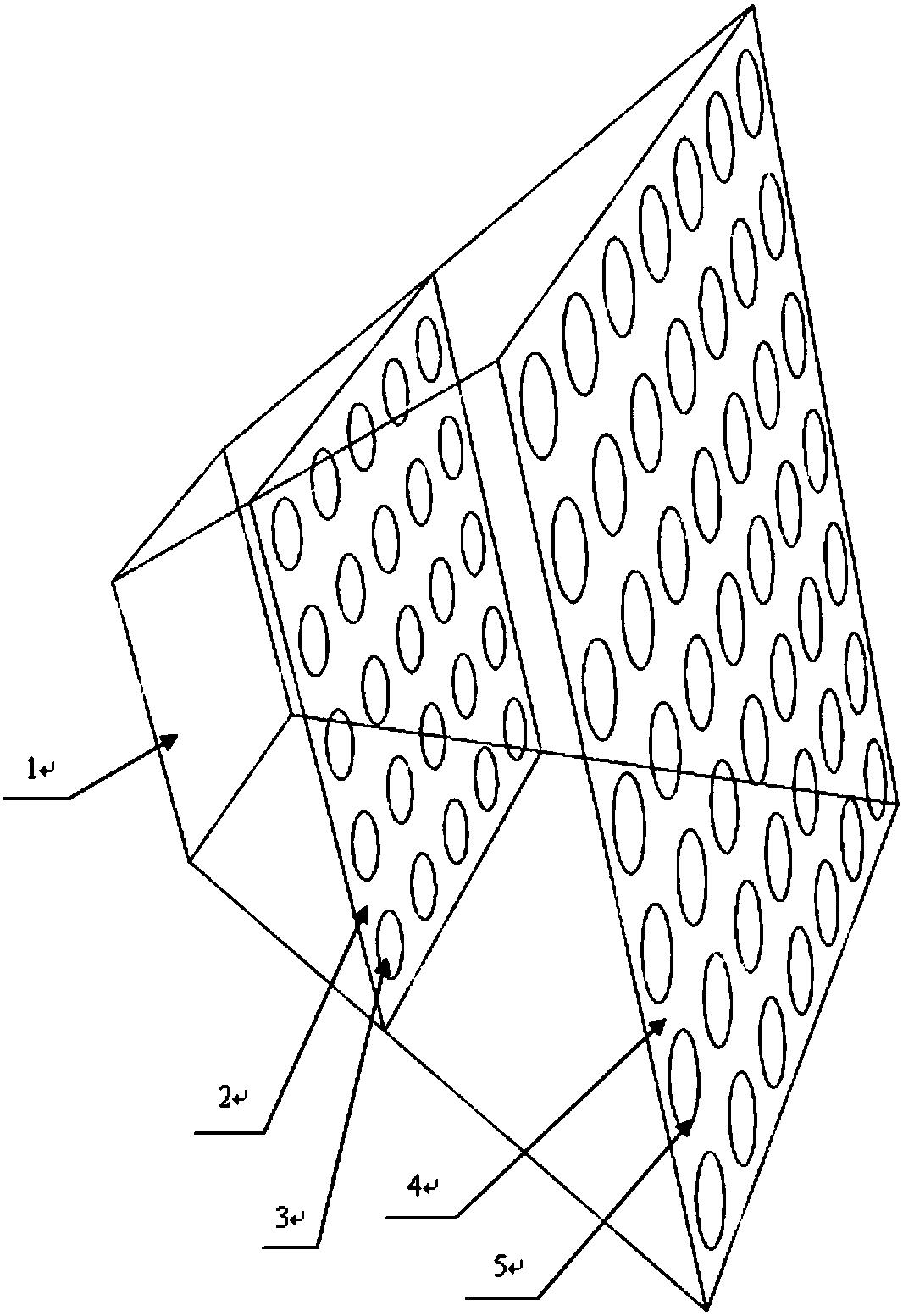
图1是本发明实施例中全瓷组合环填料成型后的结构示意图;
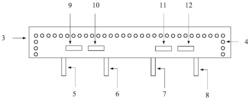
图2是本发明实施例中全瓷组合环填料的自动化生产方法的结构示意图;
图3是图2中转向组件的结构示意图。
具体实施方式
以下结合附图实施例对本发明作进一步详细描述。
本发明需要生产的全瓷组合环填料1包括填料本体,填料本体包括一中心环11和多组侧环12,每组侧环12相对布置于中心环11的周向,每个侧环12与中心环11的外壁相连,在同一组侧环12上开设有贯穿中心环11的通孔13。首先,本发明实施例对全瓷组合环填料的生产设备进行描述。如图1至3所示,全瓷组合环填料的生产设备包括挤出机2、切断刀8、环形轨道3、转向组件4、平台5、成孔组件6、输送带7。
其中,挤出机2用于挤出连续长度的填料本体,切断刀8设置于挤出机2的挤出端上方,切断刀8用于将填料本体进行切断,环形轨道3设置于挤出机2挤出端外侧,挤出机2的挤出端的延长线与环形轨道3的运动弧段相切,这样便于挤出机1成型的填料本体能够更好地进入成型套41内,环形轨道3上设置有连通导轨,连通导轨由运动弧段31和转向弧段32组成,运动弧段31上的开口槽槽口水平向上,转向弧段32的一端与运动弧段31的一端连通,转向弧段32的另一端与运动弧段31的另一端连通,转向弧段32的开口槽槽口从转向弧段32的一端沿着环形轨道3的外侧壁向环形轨道3的底部延伸并从环形轨道3的底部沿着环形轨道3的内侧壁向运动弧段31的另一端延伸。
在环形轨道3上设置有转向组件4,转向组件4包括移动设置于连通导轨之上的行走车42,行走车42上竖向设置有一旋转缸43,旋转缸43的输出端上设置有一固定板44,固定板44的两端分别设置有蜗杆45,每个蜗杆45由一同步电机带动,蜗杆45的上方设置有成型套41,成型套41的两端外壁上形成有与蜗杆45相啮合的涡轮46,进一步地,固定板44上设置有一转动环,成型套41外壁为柱状结构,成型套41外壁转动设置于转动环之内,使得成型套41能够在转动环内转动,转动环为成型套提供支撑,保证了成型套41在转动过程中的稳定性,成型套41上设置有与全瓷组合环填料1外壁相适配的穿入孔411,成型套41的外壁上位于全瓷组合环填料1的通孔的对应处开设有插入孔412,进一步地,行走车42的底部设置有永磁体,环形轨道3内部设置有环形的电磁铁,环形轨道3内的电磁铁得电,电磁铁和永磁体产生相互吸引的磁力,保证行走车42不偏离环形轨道3上的连通导轨,提高行走车42和环形轨道3之间运动过程中的稳定性。
在环形轨道3的内部固定设置有一平台5,平台5上环向布置间隔布置有多个用于成型全瓷组合环填料1上通孔13的成孔组件6,每个成孔组件6包括固定设置于平台5之上的成孔缸,成孔缸的输出端设置有与成型全瓷组合环填料1上通孔13相适配的推头,位于环形轨道3的转向弧段32的下方设置有一输送带7。
其次,本发明公开的一种全瓷组合环填料的自动化生产方法,包括以下步骤:
(1)、行走车42沿着环形轨道3运动移动至挤出机2的挤出端,行走车42上的成型套41穿入孔对准挤出机2;
(2)、挤出机2挤出没有带通孔的具有连续长度的填料本体,填料本体插入成型套41的穿入孔411内,切断刀8动作,将填料本体进行切断;
(3)、行走车42移动至平台5上的第一个成孔组件61处,同步电机通过蜗杆涡轮带动成型套41在固定板44上发生转动,使得成型套41上的一组插入孔对准第一个成孔组件61,第一个成孔组件61的推头伸出并穿过成型套41上的一组插入孔,完成填料本体的一组通孔成型;
(4)、行走车42继续沿着运动弧段31移动,移动至下一个成孔组件对应处,同时,同步电机带动成型套41绕自身轴线继续旋转,成型套41上的下一组插入孔对准此步骤中的成孔组件6,此步骤中的成孔组件6推头伸出实现对下一组通孔13进行成型;
(5)、重复步骤(4),直至完成填料本体上多组通孔13的成型;
(6)、行走车42进入转向弧段32,成型套41绕着环形轨道3转动,行走车42移动至转向弧段32的中部时,成型套41发生向外侧90度翻转,此时,旋转缸43再带动整个成型套41转动,使得成型套41由水平状态转变成竖直状态,成型套41内的填料本体掉落至输送带7;
(7)、输送带7上的全瓷组合环填料1送入烧结箱内进行烧结,旋转缸43复位,成型套41恢复水平横向布置的状态,行走车42从转向弧段32重新进入运动弧段31,成型套41恢复至环形轨道3的正上方位置,完成整个全瓷组合环填料1的生产过程。
进一步地,本发明实施例中的环形轨道3上可以同时设置有多个行走车42,每个行走车42处于各个不同的生产步骤中,通过设置多个行走车42,使得每个行走车42处于同步协调动作过程中,相对于单个行走车42结构,提高了全瓷组合环填料1自动化生产的效率。
综上,本发明的挤出机2挤出没有带通孔13的连续长度的填料本体,行走车42运动至挤出机2的挤出端,填料本体插入成型套41内的穿入孔411内,利用切断刀8对填料本体进行切断,之后,装载了填料本体的行走车42沿着运动弧段31移动,并依次通过平台5上的各个成孔组件6,在遇到每个成孔组件6时,同步电机通过蜗杆45涡轮46带动成型套41整体发生转动,使得成型套41上的插入孔412对准对应的成孔组件6,成孔组件6的推头伸出并穿过成型套41上对应的插入孔412,完成填料本体的一组通孔13成型,这样,循环进行,实现对填料本体上的多组通孔13进行成型,在填料本体的通孔13成型完成后,行走车42移动至转向弧段32,当行走车42移动至转向弧段32的中部时,受到转向弧段32的结构作用,成型套41发生向外侧的90度翻转,此时,旋转缸43再带动整个成型套41转动,使得成型套41由水平状态转变成竖直状态,成型套41内的填料本体掉落至输送带7之上,之后,旋转缸43复位,同时,在行走车42再次进入运动弧段31进入下一个全瓷组合环填料1的自动成型,本发明在全瓷组合环填料1的生产过程中没有人工参与,实现全瓷组合环填料1的自动化成型加工,提高了全瓷组合环填料1的制造效率。
一种全瓷组合环填料的自动化生产方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。









动态评分
0.0