






专利摘要
本发明公开了一种自动连续冲压装置,其特征在于:包括一可移动的输送带、冲压组件和转筒组件,冲压组件包括固定板、设置于固定板上的动力源、与动力源输出端相连的冲头、设置于冲头之上的连接块、设置于连接块下方的上模,上模的型腔形状为工件完全冲压后的上表面形状,连接块内位于上模的背部设置有电磁铁,转筒组件包括横向布置于上模正下方间歇转动的转筒、转筒的外表面上环向间隔布置有多个下模,下模的型腔与工件的下表面相适配,每个下模用于完成工件的一次冲压工位,每个下模处设置有一吹扫泵。本发明提供了一种自动连续冲压装置,避免了在多工位之间上料和卸料的人工操作,提高了生产效率,减少了劳动强度。
权利要求
1.一种自动连续冲压装置,其特征在于:包括一可移动的输送带(1)、设置于输送带(1)上方的冲压组件(2)、设置于输送带(1)下方的转筒组件(3),冲压组件(2)包括固定板(22)、设置于固定板(22)上的动力源(21)、与动力源(21)输出端相连的冲头(23)、设置于冲头(23)之上的连接块(24)、设置于连接块(24)下方的上模(25),上模(25)的型腔形状为工件完全冲压后的上表面形状,连接块(24)内位于上模(25)的背部设置有电磁铁,转筒组件(3)包括横向布置于上模(25)正下方间歇转动的转筒(31),转筒(31)的外表面上环向间隔布置有多个下模(32),下模(32)的型腔与工件的下表面相适配,每个下模(32)用于完成工件的一次冲压工位,每个下模(32)处设置有一吹扫泵。
2.根据权利要求1所述的自动连续冲压装置,其特征在于:所述转筒(31)的转轴由一伺服电机或步进电机驱动,转筒(31)的转轴的两端设置有抱闸。
3.根据权利要求2所述的自动连续冲压装置,其特征在于:所述动力源(21)为一冲压缸,冲压缸的输出端与所述冲头连接。
4.根据权利要求2所述的自动连续冲压装置,其特征在于:所述动力源(21)包括电机、偏心轮和连杆,偏心轮的转动中心与电机的输出端连接,连杆的一端设置于偏心轮之上,连杆的另一端设置于冲头(23)之上。
说明书
技术领域
本发明涉及冲压领域,尤其涉及一种自动连续冲压装置。
背景技术
当前国内广泛应用的冲压生产线也主要有4种:传统一人一机冲压线;单机联线自动化冲压线;大型多工位压力机;伺服压力机和高速压力机冲压线。
目前,国内冲压生产自动化运用水平还比较低,大多处于手工机械化流水线阶段。这种一人一机的手工操作生产方式,成为制约企业人均劳动生产率提高的瓶颈,还给行业劳动安全生产带来隐患。不仅如此,由于严重依赖劳动力密集的生产方式,企业缺乏用工弹性,难以按照订单淡旺季及时组织用工和调整生产节奏,对于外向型加工企业,用工矛盾尤为突出。
发明内容
本发明要解决的技术问题是针对现有技术的现状,提供一种自动连续冲压装置,避免了在多工位之间上料和卸料的人工操作,提高了生产效率,减少了劳动强度。
本发明解决上述技术问题所采用的技术方案为:一种自动连续冲压装置,其特征在于:包括一可移动的输送带、设置于输送带上方的冲压组件、设置于输送带下方的转筒组件,冲压组件包括固定板、设置于固定板上的动力源、与动力源输出端相连的冲头、设置于冲头之上的连接块、设置于连接块下方的上模,上模的型腔形状为工件完全冲压后的上表面形状,连接块内位于上模的背部设置有电磁铁,转筒组件包括横向布置于上模正下方间歇转动的转筒,转筒的外表面上环向间隔布置有多个下模,下模的型腔与工件的下表面相适配,每个下模用于完成工件的一次冲压工位,每个下模处设置有一吹扫泵。
作为改进,所述转筒的转轴由一伺服电机或步进电机驱动,转筒的转轴的两端设置有抱闸,伺服电机或者步进电机带动转筒缓慢旋转一定角度,当需要转轴停止时,为了减少对伺服电机或者步进电机的冲击力,此时,抱闸得电,抱闸锁止转筒转轴运动。
再改进,所述动力源为一冲压缸,冲压缸的输出端与所述冲头连接,利用冲压缸直接带动冲头上下运动;或者,所述动力源包括电机、偏心轮和连杆,偏心轮的转动中心与电机的输出端连接,连杆的一端设置于偏心轮之上,连杆的另一端设置于冲头之上,利用电机带动偏心轮转动,偏心轮通过连杆带动冲头上下移动。
与现有技术相比,本发明的优点在于:输送带将待冲压工件从输送带的一端输送至另一端,在待冲压工件上料的过程中,输送带移动至冲头的正下方,连接块内的电磁铁得电,上模的型腔内形成强磁场,待冲压工件从输送带的另一端被吸入上模的型腔内,输送带退出,转筒缓慢转动,转筒上的其中一个下模转动至冲头的正下方,转筒停止,动力源带动冲头向下运动,实现对工件的一次冲压,之后,上述的其中一个下模的吹扫泵动作,将冲裁下来的残料进行吹扫,接着,转筒继续转动,转筒上的下一个下模转动至冲头的正下方,对工件进行第二次冲压,这样,随着转筒的间歇持续转动,实现了对工件的多工序连续冲压,冲压完成后,连接块内的电磁铁失电,冲压完成后的工件从上模中进行卸料,从而实现了工件的多工序连续自动冲压,本发明避免了在多工位之间上料和卸料的人工操作,提高了生产效率,减少了劳动强度。
附图说明
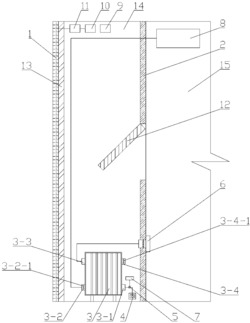
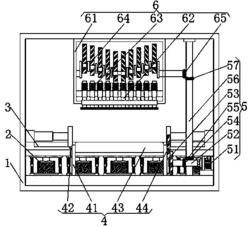
图1是本发明实施例中自动连续冲压装置的结构示意图。
具体实施方式
以下结合附图实施例对本发明作进一步详细描述。
如图1所示,本实施中的自动连续冲压装置,包括输送带1、冲压组件2、转筒组件3。
其中,输送带1是可移动的,冲压组件2设置于输送带1上方,转筒组件3设置于输送带1下方,冲压组件2包括固定板22、设置于固定板22上的动力源21、与动力源21输出端相连的冲头23、设置于冲头23之上的连接块24、设置于连接块24下方的上模25,上模25的型腔形状为工件完全冲压后的上表面形状,连接块24内位于上模25的背部设置有电磁铁;转筒组件3包括横向布置于上模25正下方间歇转动的转筒31,转筒31的外表面上环向间隔布置有多个下模32,下模32的型腔与工件的下表面相适配,每个下模32用于完成工件的一次冲压工位,每个下模32处设置有一吹扫泵。
同时,转筒31的间歇转动驱动方式为,转筒31的转轴311由一伺服电机或步进电机驱动,转筒31的转轴311的两端设置有抱闸,伺服电机或者步进电机带动转筒缓慢旋转一定角度,当需要转轴311停止时,为了减少对伺服电机或者步进电机的冲击力,此时,抱闸得电,抱闸锁止转筒转轴311运动。
另外,动力源21可以直接为一冲压缸,冲压缸的输出端与冲头23连接,利用冲压缸直接带动冲头23上下运动;或者,动力源21包括电机、偏心轮和连杆,偏心轮的转动中心与电机的输出端连接,连杆的一端设置于偏心轮之上,连杆的另一端设置于冲头23之上,利用电机带动偏心轮转动,偏心轮通过连杆带动冲头23上下移动。
在工件4的连续冲压过程中,输送带1将待冲压工件4从输送带1的一端输送至另一端,在待冲压工件4上料的过程中,输送带1移动至冲头23的正下方,连接块24内的电磁铁得电,上模25的型腔内形成强磁场,待冲压工件4从输送带1的另一端被吸入上模25的型腔内,输送带1退出,转筒31缓慢转动,转筒31上的其中一个下模转动至冲头23的正下方,转筒31停止,动力源21带动冲头23向下运动,实现对工件的一次冲压,之后,上述的其中一个下模的吹扫泵动作,将冲裁下来的残料进行吹扫,接着,转筒31继续转动,转筒31上的下一个下模转动至冲头23的正下方,对工件进行第二次冲压,这样,随着转筒31的间歇持续转动,实现了对工件的多工序连续冲压,冲压完成后,连接块24内的电磁铁失电,冲压完成后的工件从上模25中进行卸料,从而实现了工件4的多工序连续自动冲压,本发明避免了在多工位之间上料和卸料的人工操作,提高了生产效率,减少了劳动强度。
一种自动连续冲压装置专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。


















动态评分
0.0