

IPC分类号 : B29C45/26,B29C45/27,B29C45/32,B29C45/33,B29C45/40,B29C45/73








专利摘要
本发明公开了一种遥控器的注塑成型工艺及模具,包括浇口类型及位置的选择,不同方案填充时间、气穴、熔接痕、冷却、翘曲的比较,浇注系统的设计,分型面及成型零件的选择,导向及侧抽的设计与布局,冷却系统的尺寸参数选择等;首先通过模流分析对填充时间、气穴、熔接痕、保压、冷却及翘曲进行多种方案比较确定最优方案;模具采用针点式浇口,采用一模两腔的结构形式,双分型面分型,采用弹簧—拉杆式定距机构定距,采用球形头拉料杆拉料,侧抽采用斜推杆机构;该方法同样可以用于其他产品的设计研究,研究方法简单快速,通过方案比较能够迅速找到最佳浇口位置,设计出高效率高合格率的注塑模具。
权利要求
1.一种遥控器的注塑成型模具,其特征在于:包括动模座板、推板、推杆固定板、垫块、支承板、动模板、第一导柱、弹簧、限位销、定距拉板、定模板、定模座板、推杆、浇口套、水道、上型芯、导套、第二导柱、下型芯、球形头拉料杆、斜推杆、转销、滑块座、复位杆、水嘴,
上型芯设置在定模板中,下型芯设置在动模板中,浇口套通过螺钉连接在定模座板上;通过螺钉依次将动模座板、垫块、支承板与动模板连接,推板设置在动模座板上,推杆上端与定模板固定连接,推杆下端与推板固定连接;斜推杆上端与侧抽芯连接,斜推杆下端通过与转销和滑块座与推板连接;球形头拉料杆下端与推板固定连接,上端与浇口套连接;
所述第一导柱依次竖直穿设在定模座板、定模板、动模板中,第二导柱竖直穿设在定模板、动模板中;弹簧套设在第一导柱上,定距拉板一端通过螺钉固定在定模座板侧面,限位销水平设置一端固定在定模板上,另一端穿设在定距拉板中;
水嘴与水道相连通形成冷却系统,水道设置在动模板和定模板上。
2.根据权利要求1所述的遥控器的注塑成型模具,其特征在于:还包括设置在动模座板与推板之间的限位钉,所述限位钉将动模座板与推板隔离开,防止复位时动模座板与推板发生碰撞。
3.根据权利要求1所述的遥控器的注塑成型模具,其特征在于:还包括导套,定模板中的第二导柱外套设有导套。
4.根据权利要求1所述的遥控器的注塑成型模具,其特征在于:还包括推杆固定板,所述推杆固定板与推板连接。
5.一种遥控器的注塑成型工艺,其特征在于:在模具设计之前,先进行浇口类型及位置的选择,不同方案填充时间、气穴、熔接痕、冷却、翘曲的比较,浇注系统的设计,分型面及成型零件的选择,导向及侧抽的设计与布局,冷却系统的尺寸参数选择。
6.根据权利要求5所述的遥控器的注塑成型工艺,其特征在于:浇口的方案比较通过Moldflow软件实现,分别对填充时间、气穴、熔接痕、冷却、翘曲进行分类比较。
7.根据权利要求5所述的遥控器的注塑成型工艺,其特征在于:
模具选用点浇口,主流道紧接注塑机喷嘴到分流道,选择梯形分流道,采用球形头拉料杆;分型面为平面式分型面,除了主分型面以外,在定模座板和定模板一侧还有一个辅助分型面,其作用是取出浇注系统凝料,模具第一次分型,拉断浇口凝料并取出凝料,第二次分型以便脱模系统推出制件,属于双分型面;成型零件包括型芯、型腔,型芯、型腔与制件形状相配合,采用整体式结构,为一模两腔;导向机构采用导柱和导套导向,数量为4套,分布在模具的四个角落,采用弹簧—拉杆式定距机构定距,数量为2个;侧抽机构为斜推杆导滑的外侧抽芯机构,数量为2个,采用推杆推出,数量为20个,复位杆推出复位,数量为4个;冷却系统设置在动模板和定模板上,水道不经过型芯,水道的孔径为8mm。
说明书
技术领域
本发明涉及一种遥控器的注塑成型工艺及模具,属于塑料注射成型技术领域。
背景技术
遥控器的注塑成型通常是将熔融的塑料注射到模具型腔中,冷却后形成所需制件,达到顶出温度后,模具开启,取出制件。由于遥控器具有尺寸小,侧凸凹等结构特点,现有的注塑模具常常因为设计的不合理,使成品出现气穴、熔接痕,甚至翘曲变形等缺陷,造成生产效率低并且产品合格率低等问题,从而间接的增加了企业的生产投入资金成本,同时其不合理的设计也直接导致了模具使用寿命的缩短。
因此,基于上述问题,本发明提出一种依据模流分析模拟注塑过程,进行浇口优化,从而选择最优浇口,设计出有利于制件成型的最佳模具的方法。该方法同样可以用于其他产品的设计研究,研究方法简单快速,通过方案比较能够迅速找到最佳浇口位置,设计出高效合理的注塑模具。
发明内容
目的:为了克服现有技术中存在的不足,针对生产中对夹具控制系统的要求,本发明提供一种遥控器的注塑成型工艺及模具,架构简单、自动化程度高、稳定性好、生产效率高。
技术方案:为解决上述技术问题,本发明采用的技术方案为:
一种遥控器的注塑成型模具,其特征在于:包括动模座板、推板、推杆固定板、垫块、支承板、动模板、第一导柱、弹簧、限位销、定距拉板、定模板、定模座板、推杆、浇口套、水道、上型芯、导套、第二导柱、下型芯、球形头拉料杆、斜推杆、转销、滑块座、复位杆、水嘴,
上型芯设置在定模板中,下型芯设置在动模板中,浇口套通过螺钉连接在定模座板上;通过螺钉依次将动模座板、垫块、支承板与动模板连接,推板设置在动模座板上,推杆上端与定模板固定连接,推杆下端与推板固定连接;斜推杆上端与侧抽芯连接,斜推杆下端通过与转销和滑块座与推板连接;球形头拉料杆下端与推板固定连接,上端与浇口套连接;
所述第一导柱依次竖直穿设在定模座板、定模板、动模板中,第二导柱竖直穿设在定模板、动模板中;弹簧套设在第一导柱上,定距拉板一端通过螺钉固定在定模座板侧面,限位销水平设置一端固定在定模板上,另一端穿设在定距拉板中;
水嘴与水道相连通形成冷却系统,水道设置在动模板和定模板上,不经过型芯。
所述的遥控器的注塑成型模具,其特征在于:还包括设置在动模座板与推板之间的限位钉,所述限位钉将动模座板与推板隔离开,防止复位时动模座板与推板发生碰撞。
所述的遥控器的注塑成型模具,其特征在于:还包括导套,定模板中的第二导柱外套设有导套。
所述的遥控器的注塑成型模具,其特征在于:还包括推杆固定板,所述推杆固定板与推板连接。
一种遥控器的注塑成型工艺,其特征在于:在模具设计之前,先进行浇口类型及位置的选择,不同方案填充时间、气穴、熔接痕、冷却、翘曲的比较,浇注系统的设计,分型面及成型零件的选择,导向及侧抽的设计与布局,冷却系统的尺寸参数选择。
所述的遥控器的注塑成型工艺,其特征在于:浇口的方案比较通过Moldflow软件实现,分别对填充时间、气穴、熔接痕、冷却、翘曲进行分类比较。
所述的遥控器的注塑成型工艺,其特征在于:
模具选用点浇口,主流道紧接注塑机喷嘴到分流道,选择梯形分流道,采用球形头拉料杆;分型面为平面式分型面,除了主分型面以外,在定模座板和定模板一侧还有一个辅助分型面,其作用是取出浇注系统凝料,模具第一次分型,拉断浇口凝料并取出凝料,第二次分型以便脱模系统推出制件,属于双分型面;成型零件包括型芯、型腔,型芯、型腔与制件形状相配合,采用整体式结构,为一模两腔;导向机构采用导柱和导套导向,数量为4套,分布在模具的四个角落,采用弹簧—拉杆式定距机构定距,数量为2个;侧抽机构为斜推杆导滑的外侧抽芯机构,数量为2个,采用推杆推出,数量为20个,复位杆推出复位,数量为4个;冷却系统设置在动模板和定模板上,水道不经过型芯,水道的孔径为8mm。
有益效果:本发明提供的遥控器的注塑成型工艺及模具,与现有技术相比,具有以下优点:通过模流分析各方案的比较可以找到最佳浇口位置,从而设计出有利于制件成型的最优模具,采用本发明的一种双型腔塑料注塑模具,设计结构简单合理、注塑产品精度较高,一方面提高了模具的生产效率和成品合格率,另一方面也提高了模具的寿命,降低了企业资金成本的投入,同时本发明也适用于其他产品的设计研究,研究方法简单快速。
附图说明
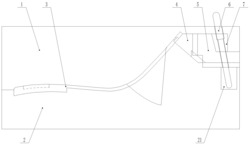
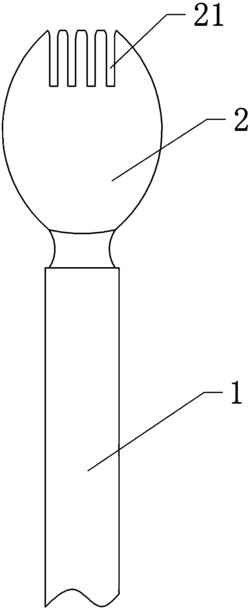
图1为遥控器底座的立体图;
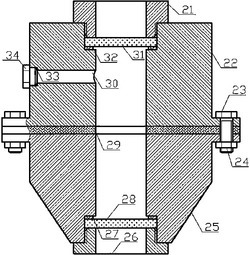
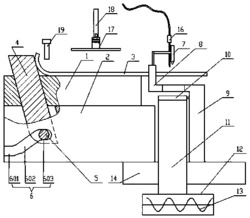
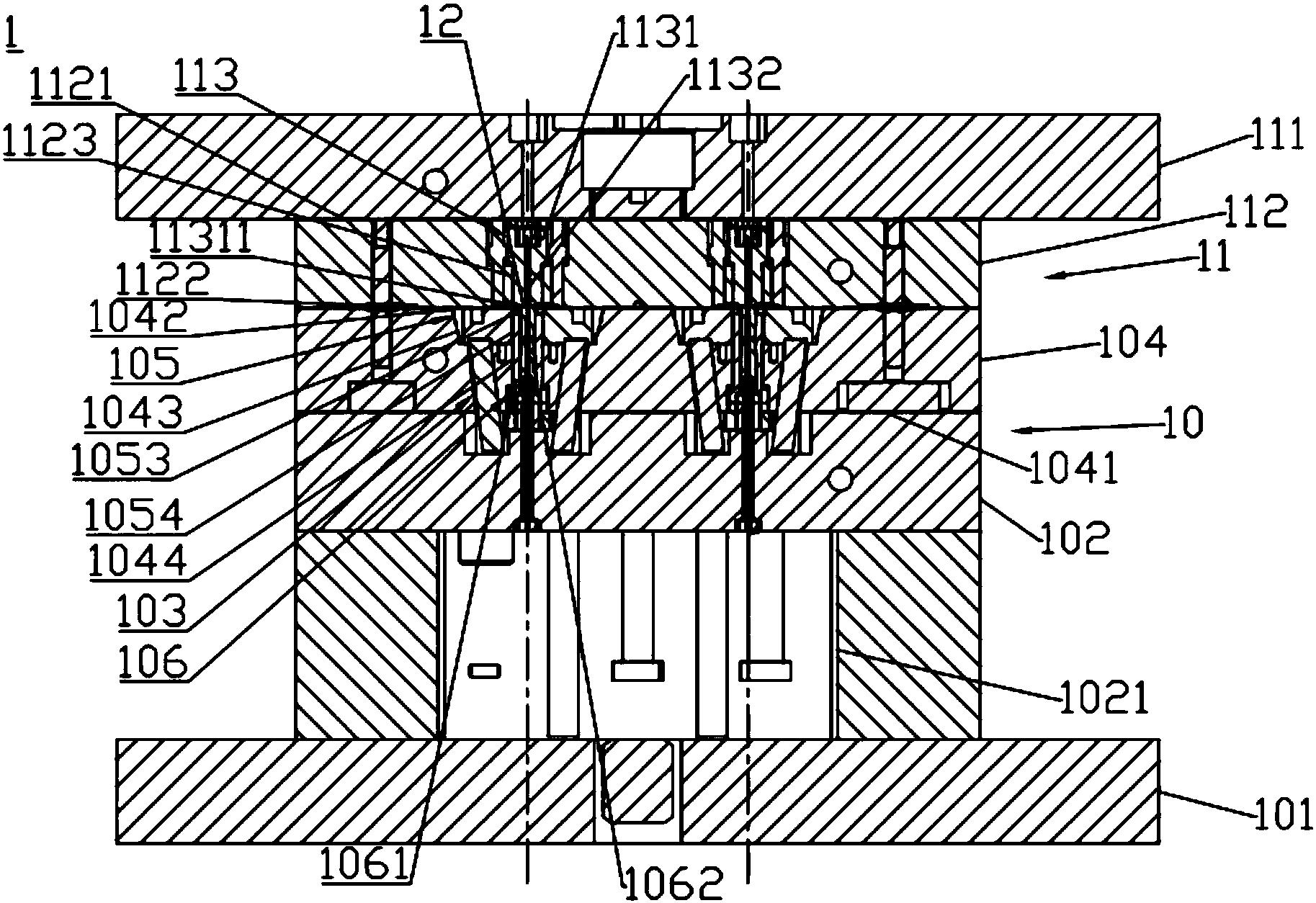
图2为模具的主剖视图;
图3为模具的左剖视图;
图4为模具的俯视图。
图中:动模座板1、推板2、推杆固定板3、垫块4、支承板5、动模板6、第一导柱7、弹簧8、限位销9、内六角螺钉10、定距拉板11、定模板12、定模座板13、推杆14、浇口套15、内六角螺钉16、水道17、上型芯18、导套19、第二导柱20、下型芯21、球形头拉料杆22、斜推杆23、转销24、滑块座25、限位钉26、内六角螺钉27、内六角螺钉28、内六角螺钉29、复位杆30、水嘴31。
具体实施方式
下面结合具体实施例对本发明作更进一步的说明。
如图1所示为遥控器底座的立体图,本发明以此模型为研究对象,利用Moldflow软件对它进行模流分析,模流分析过程中点浇口的填充时间;采用三种方案,分别是浇口为点浇口、侧浇口、潜伏浇口,设定压力、材料等参数后各种方案的填充时间,同样,我们还可以对各种方案进行气穴、熔接痕、保压、冷却及翘曲等分析,通过制件最终的要求进行取舍,从而确定最佳浇口位置和形式。
如图2至图4所示,一种遥控器的注塑成型模具,包括动模座板1、推板2、推杆固定板3、垫块4、支承板5、动模板6、第一导柱7、弹簧8、限位销9、内六角螺钉10、定距拉板11、定模板12、定模座板13、推杆14、浇口套15、内六角螺钉16、水道17、上型芯18、导套19、第二导柱20、下型芯21、球形头拉料杆22、斜推杆23、转销24、滑块座25、限位钉26、内六角螺钉27、内六角螺钉28、内六角螺钉29、复位杆30、水嘴31;上型芯18设置在定模板12中,下型芯21设置在动模板6中,浇口套15通过内六角螺钉16连接在定模座板13上;内六角螺钉29依次将动模座板1、垫块4、支承板5与动模板6连接,推板2设置在动模座板1上,推杆14上端与定模板12固定连接,推杆14下端与推板2固定连接;斜推杆23上端与侧抽芯连接,斜推杆23下端通过与转销24和滑块座25与推板2连接;球形头拉料杆22下端与推板2固定连接,上端与浇口套15连接;
第一导柱7竖直穿设在定模座板13、定模板12、动模板6中,第二导柱20竖直穿设在定模板12、动模板6中;弹簧8套设在第一导柱7上,定距拉板11一端通过内六角螺钉10固定在定模座板13侧面,限位销9水平设置一端固定在定模板12上,另一端穿设在定距拉板11中。定模板12中的第二导柱20外套设有导套19。
水嘴31与水道17相连通形成冷却系统,水道17设置在动模板和定模板上,不经过型芯。
限位钉26将动模座板1与推板2隔离开,防止复位时动模座板1与推板2发生碰撞,内六角螺钉10将定距拉板11与定模座板13连接,内六角螺钉16将定模座板13与浇口套15连接,内六角螺钉27将动模座板1与垫块4连接,内六角螺钉28将推板2与推杆固定板3连接,内六角螺钉29将动模座板1、垫块4、支承板5与动模板6连接。
该模具选用点浇口,设计为一模两腔,主流道紧接注塑机喷嘴到分流道,选择梯形分流道,采用球形头拉料杆;分型面为平面式分型面,除了主分型面以外,在定模一侧还有一个辅助分型面,其作用是取出浇注系统凝料,模具第一次分型,拉断浇口凝料并取出凝料,第二次分型以便脱模系统推出制件,属于双分型面;成型零件包括型芯型腔,具体根据制件形状确定,这里采用整体式结构,该模具实现一模两腔;导向机构采用导柱导套导向,数量为4个,分布在模具的四个角落,采用弹簧—拉杆式定距机构定距,数量为2个;侧抽机构为斜推杆导滑的外侧抽芯机构,数量为2个,采用推杆推出,数量为20个,复位杆推出复位,数量为4个;冷却系统设置在动模板和定模板上,水道不经过型芯,水孔直径为8mm。
本发明的工作过程如下:模具开始处于闭合状态,连接注射机,将熔融塑料通过浇口套主流道分流道注入型腔内,冷却后形成所需制件,达到顶出温度后,模具开始分型;第一次从Ⅰ处分型,由弹簧—拉杆式定距机构控制距离,在弹簧8的作用下,定模板12及下面部分向后退,当限位销9接触定距拉杆11下部时,第一次分型完成,这时主流道凝料从定模座板13拉出,此次分型由第一导柱7导向;第二次从Ⅱ处分型,动模板6及下面部分向后退,此时制件包裹在下型芯21上,浇口被拉断,此次分型由第二导柱20和导套19导向;然后推出机构开始工作,由推杆14、复位杆30,斜推杆23完成推出,同时斜推杆完成侧向抽芯,整个推出过程结束后,由复位杆30导向复位进行下一次循环。
以上所述仅是本发明的优选实施方式,应当指出:对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
一种遥控器的注塑成型工艺及模具专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。

















动态评分
0.0