










专利摘要
一种双层脉动导热板带及工艺,热管有着远高于任何纯金属材料的导热系数,但是由于本身管状的结构,特别是直径更小的毛细脉动热管,更是在应用中,存在热源与热管及散热装置与热管形状的非理想接触面,而形成热阻,已成为热管推广应用的重要瓶颈。本发明采用机械化程度高的低成本方案,生产一种双层脉动导热板带,内镶嵌毛细脉动热管,使该板带形成双层脉动导热,高效安全,并可根据不同的适用场合方便分割改变长度尺寸。
权利要求
1.一种双层脉动导热板带,主要由毛细脉动热管(3)作为热能传导器件,由中间开有窗口的不锈钢板材冲压成型的平面导热板(1),与按照模具冲压成凹槽型的同尺寸凹槽导热板(2),凹槽内镶嵌脉动热管,将平面导热板(1)与凹槽导热板(2)由定位固定孔平面对接,用曲线走动的火花滚焊机,连续将两板焊接成沿双层脉动导热板带内空间开窗(8)的内滚焊线(5)、外封口滚焊线(9)及槽间隔点焊(6)的双层脉动导热板带,毛细脉动热管被封在封闭的凹槽之中,所述的双层脉动导热板带两端头凹槽出口处,先将一端头滚焊封口,再将另一端头用钎焊焊接一开口的外接封口管(4),并在开口处连接真空泵将已封闭的毛细脉动热管(3)与凹槽脉动导热通道(11)之间的空气排出,并在高真空状态下注入空间容积50%的蒸馏水,并钎焊封口,形成叠加在毛细脉动热管(3)外的二次凹槽脉动导热通道;工艺定位固定孔(7)起到滚焊定位、传送及应用时的连接固定;由于脉动热管内的真空腔与液塞均布结构特征,导热带使用时可按实际使用长度使用工具分段压扁切断并焊接封口分段使用。
2.根据权利要求1所述的双层脉动导热板带,采用单根脉动热管或多跟脉动热管封装在凹槽脉动导热通道(11)内,相对应的凹槽是相通的单槽结构或多封口的多槽结构。
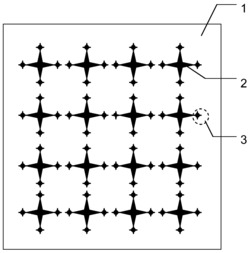
3.根据权利要求1所述的双层脉动导热板带,毛细脉动热管(3)在平面导热板区域分布图形以最大的接触面及最流畅的走向设置。
说明书
技术领域
本发明属于热管导热领域,涉及一种双层脉动导热板带及工艺。
背景技术
热管有着远高于任何纯金属材料的导热系数,但是由于本身管状的结构,特别是直径更小的毛细脉动热管,更是在应用中,存在热源与热管及散热装置与热管形状的非理想接触面,而形成热阻,已成为热管推广应用的重要瓶颈,因此实际应用中,热管很难发挥出最大效率,作为散热器的热传导器件有时甚至整体导热效果还赶不上单金属结构的散热器。
发明内容
为克服现有技术的不足,本发明的目的是提出一种双层脉动导热板带及工艺。
本发明为实现上述发明目的采用如下技术方案:所述的一种双层脉动导热板带主要由毛细脉动热管作为主要热能传导器件,由隔段中间开有窗口的不锈钢板材冲压成型的平面导热板带,与按照模具冲压成凹槽型的同尺寸凹槽导热板,凹槽内镶嵌毛细脉动热管,将平板导热板与凹槽导热板由定位固定孔定位平面对接,用特制的电火花滚焊机,连续将两板焊接成具沿导热板带内空间开窗内滚焊线,与外封口滚焊线及槽间隔点焊的导热板带,脉动热管被封在封闭的凹槽之中,所述的导热板带两头凹槽出口将一头滚焊封口,另一端头用钎焊焊接一开口的外接封口管,将外接封口连接真空泵将已封闭的脉动热管与凹槽之间的缝隙即凹槽脉动导热通道内的空气排出,并在高真空状态下,注入空间容积约50%的蒸馏水或其他热管液体,并钎焊封口,形成叠加在脉动热管外的二次凹槽脉动导热通道;所述的双层脉动导热板带可采用单根脉动热管或多跟脉动热管封装在凹槽脉动导热通道内,相对应的凹槽可以是相通的单槽结构或多封口的多槽结构,图1为双管双封口结构;双层脉动导热板带及工艺定位固定孔起到滚焊定位、传送及应用时的连接固定;由于脉动热管的液塞均布结构,导热带使用时可按实际使用长度使用台钳、榔头等工具分段压扁切断并焊接封口分段使用;脉动热管在平面导热板区域分布图形以最大的接触面及最流畅的走向为最佳,可有多种图形。
工作原理如下:本发明所述的双层脉动导热板带,热量通过平面导热板将热能传导至均布的凹槽脉动导热通道及镶嵌在槽内的脉动热管,由于凹槽脉动导热通道狭小的缝隙在真空状态下,槽缝隙内液体一样会形成液塞柱,并在复杂的热力作用下,实现脉动超导热效果,该效果与槽内脉动热管形成双脉动均温双层脉动导热板带蒸发段,所述的双层脉动导热板带空间窗口部分以柔软可塑的带状长度将热能带到另一空间,间隔的平面导热板可与散热结构连接起到连续散热的冷凝段作用,其高效原理相同于蒸发段,从而完成超导热过程。
由于采用如上所述的技术方案,本发明具有如下优越性:
1、加大了热管与热源与散热机构的有效接触面,可充分发挥热管的热超导优势。
2、机械化程度高成本低。
3、 双层脉动导热,更加安全和高效。
4、 可用于无重力方向,长距离接力导热,可用于卫星等航天设备。
5、可在多种导热散热场合使用,数米长的导热带可根据使用长度,简单操作切割分断使用。
附图说明
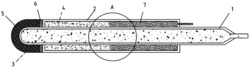
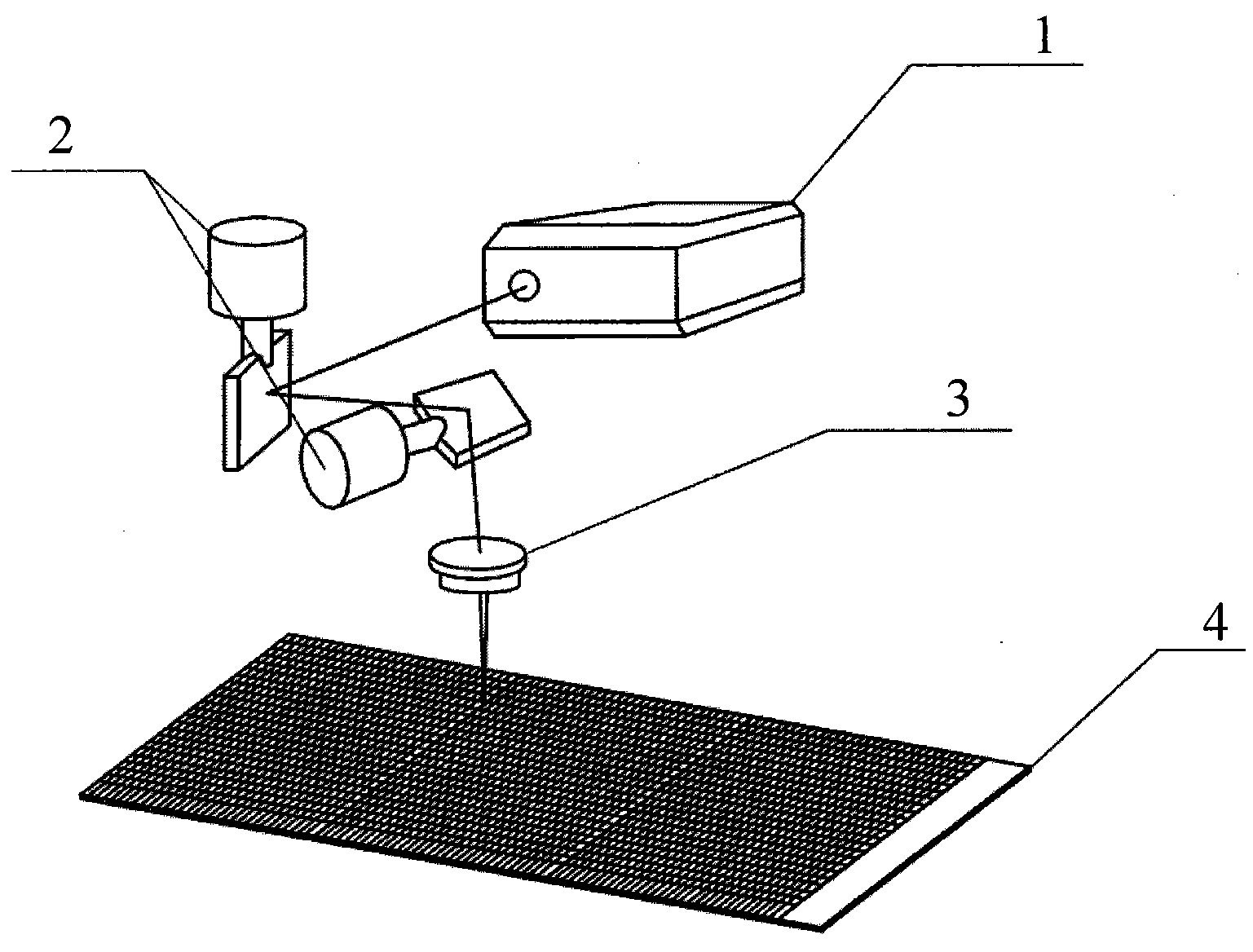
图1、双层脉动导热板带部分剖面结构示意图。
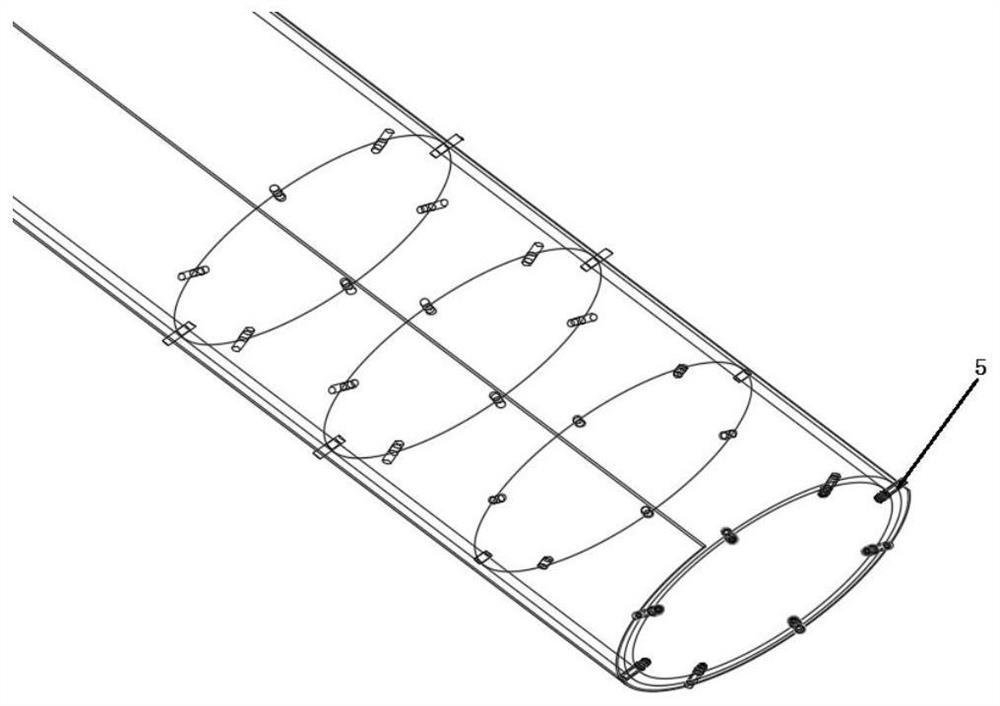
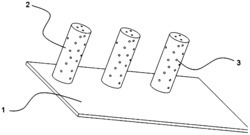
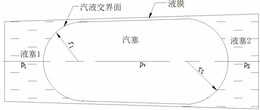
图2、双层脉动导热板带双窗口一个单元段结构示意图。
图1中:1—平面导热板,2—凹槽导热板,3—脉动热管,4—外接封口,5—内滚焊线,6—槽间隔点焊,7—工艺定位固定孔,8—空间窗口,9—外封口滚焊线,10—滚焊封口,11—凹槽脉动导热通道。
具体实施方式
结合附图1对本发明结构及工艺加以说明:
所述的本发明如图1所示,图中所述的一种双层脉动导热板带主要由毛细脉动热管(3)作为主要热能传导器件,由中间隔段开有窗口的不锈钢板材冲压成型的平面导热板(1)带,与按照模具冲压成凹槽型的同尺寸凹槽导热板(2),凹槽内镶嵌毛细脉动热管,将平板导热板(1)与凹槽导热板(2)由定位固定孔定位平面对接,用特制的电火花滚焊机,连续将两板焊接成具有图1所示的沿导热板带内空间开窗(8)内滚焊线(5),与外封口滚焊线(9)及槽间隔点焊(6)的导热板带,脉动热管被封在封闭的凹槽之中,所述的导热板带两头凹槽出口将一头滚焊封口(10),另一端头用钎焊焊接一开口的外接封口管(4),将外界封口(4)连接真空泵将已封闭的脉动热管(3)与凹槽之间的缝隙即凹槽脉动导热通道(11)内的空气排出,并在高真空状态下,注入空间容积约50%的蒸馏水或其他热管液体,并钎焊封口,形成叠加在脉动热管(3)外的二次凹槽脉动导热通道;所述的双层脉动导热板带可采用单根脉动热管或多跟脉动热管封装在凹槽脉动导热通道(11)内,相对应的凹槽可以是相通的单槽结构或多封口的多槽结构,图1为双管双封口结构;双层脉动导热板带及工艺定位固定孔(7)起到滚焊定位、传送及应用时的连接固定;由于脉动热管的液塞均布结构,导热带使用时可按实际使用长度使用台钳、榔头等工具分段压扁切断并焊接封口分段使用;脉动热管(3)在平面导热板区域分布图形以最大的接触面及最流畅的走向为最佳,可有多种图形。
结合附图本发明工作原理如下:所述的双层脉动导热板带,热量通过平面导热板(1)将热能传导至均布的凹槽脉动导热通道(11)及镶嵌在槽内的脉动热管(3),由于凹槽脉动导热通道(11)狭小的缝隙在真空状态下,槽缝隙内液体一样会形成液塞柱,并在复杂的热力作用下,实现脉动超导热效果,该效果与槽内脉动热管形成双脉动均温双层脉动导热板带蒸发段,所述的双层脉动导热板带空间窗口部分(8)以柔软可塑的带状长度将热能带到另一空间,间隔的平面导热板可与散热结构连接起到连续散热的冷凝段作用,其高效原理相同于蒸发段,从而完成超导热过程。
图2是所述的双层脉动导热板带双窗口一个单元段结构示意图。
一种双层脉动导热板带及工艺专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。








动态评分
0.0