






专利摘要
本发明涉及一种麻花钻双后角磨床。它包括有一个可横向移动的主轴座,主轴座上横向并排设置有两个可装夹定位麻花钻坯料的纵向的主轴,还包括有并排设置的、分别与两个主轴相对应的两条送料槽;两送料槽之间设置有可横向往复移动的料盒,料盒横向两侧设置有分别与两条送料槽对应的出料口,可分别向两条送料槽逐根输出麻花钻坯料;两条送料槽各有一个与之对应的推料装置;两条送料槽之间设置有一个磨削砂轮,当一根主轴位于正对磨削砂轮的磨削位置时,另一根主轴位于正对一条送料槽的装夹位置。本发明在对一根麻花钻坯料进行磨削加工时,可对另一根主轴进行麻花钻坯料的装夹操作,大大提高了加工效率。
权利要求
1.一种麻花钻双后角磨床,包括有一个可横向移动的主轴座(11),其特征是:主轴座上横向并排设置有两个可装夹定位麻花钻坯料的纵向的主轴(12),还包括有并排设置的、分别与两个主轴相对应的两条送料槽(13);两送料槽之间设置有可横向往复移动的料盒(14),料盒横向两侧设置有分别与两条送料槽对应的出料口,可分别向两条送料槽逐根输出麻花钻坯料;两条送料槽各有一个与之对应的推料装置(15);两条送料槽之间设置有一个磨削砂轮(16),当一根主轴位于正对磨削砂轮的磨削位置时,另一根主轴位于正对一条送料槽的装夹位置。
2.根据权利要求1所述的麻花钻双后角磨床,其特征是:送料槽(13)和推料装置(15)位于主轴的前方,在主轴处于装夹位置时,推料装置可推动麻花钻坯料进入主轴前端进行装夹。
3.根据权利要求1所述的麻花钻双后角磨床,其特征是:送料槽(13)和推料装置(15)位于主轴的后方,推料装置可推动麻花钻坯料从主轴尾部进入中空的主轴并移动至主轴前端进行装夹。
4.根据权利要求1-3之一所述的麻花钻双后角磨床,其特征是:两根主轴(12)通过各自独立的安装架安装在主轴座(11)上,使两根主轴的安装架间距可调。
5.一种麻花钻双后角磨床,其特征是:它包括有并排设置的两个可横向移动的主轴座(11),每个主轴座上设置有一个可装夹定位麻花钻坯料的纵向的主轴(12);还包括有并排设置的、分别与两个主轴相对应的两条送料槽(13),两个送料槽由位于上方的供料装置供料;两条送料槽各有一个与之对应的推料装置(15);两条送料槽之间设置有一个磨削砂轮(16),当一根主轴移动至正对磨削砂轮的磨削位置时,另一根主轴移动至正对一条送料槽的装夹位置;所述供料装置包括有设置在两送料槽之间的可横向往复移动的料盒(14),料盒横向两侧设置有分别与两条送料槽对应的出料口。
6.根据权利要求5所述的麻花钻双后角磨床,其特征是:送料槽(13)和推料装置(15)位于主轴的前方,在主轴处于装夹位置时,推料装置可推动麻花钻坯料进入主轴前端进行装夹。
7.根据权利要求5所述的麻花钻双后角磨床,其特征是:送料槽(13)和推料装置(15)位于主轴的后方,推料装置可推动麻花钻坯料从主轴尾部进入中空的主轴并移动至主轴前端进行装夹。
8.根据权利要求5-7之一所述的麻花钻双后角磨床,其特征是:所述供料装置包括有分别为两个送料槽供料的两个独立的料盒(14)。
说明书
技术领域
本发明涉及一种麻花钻的加工设备,具体是一种用来对麻花的钻尖刃背部分进行修磨加工的麻花钻双后角磨床。
背景技术
对于标准的麻花钻,其钻尖的刃背部分通常为光滑的曲面,由于钻头芯厚的存在使得钻尖具有较长的一段横刃,过长的横刃会影响钻头的定心能力,同时也会使切削时的摩擦发热增加,从而影响钻头的使用寿命。因此现有技术中会对标准麻花钻的钻尖刃背的后半部分(即远离主切削刃的部分)进行修磨,通常是通过大直径砂轮的圆周面将该部分磨削出一个与刃背前半部分表面不连续过渡的刃背后表面,从而有效地缩短钻头的横刃。双后角磨床就是用来加工上述刃背后表面的加工设备。
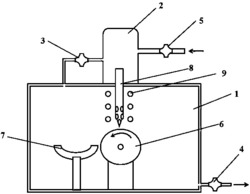
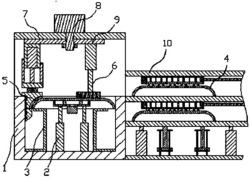
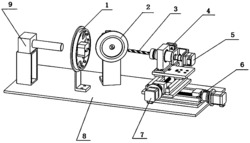
现有的双后角磨床的基本结构通常如图1、图2所示,包括有安装在主轴座01上的可旋转的主轴02,主轴前端具有可对麻花钻坯料P进行定位夹持的夹具;该装置还包括有纵向设置的送料槽03,送料槽上方设置有可横向往复移动的料盒04,料盒一端底部设置出料口,当料盒移动至正对送料槽时可使一根麻花钻坯料P落入送料槽;该装置还包括有可推动送料槽中的麻花钻坯料P进入主轴的推料装置05;在送料槽一侧设置有由动力驱动的磨削砂轮06;主轴座01可在动力驱动下在正对送料槽03和正对磨削砂轮06这两个位置之间往复移动,分别进麻花钻坯料的装夹和磨削。图1和图2中,主轴座01分别位于装夹位置和磨削位置。这种结构中,每个麻花钻坯料在磨削位置磨削完成并卸料后,要移动至装夹位置再重新装夹新的坯料,然后再移动至磨削位置进行磨削,其整个加工过程的加工效率低。
发明内容
本发明所要解决的技术问题是,提供一种可提高加工效率、运行可靠的麻花钻双后角磨床。
本发明的第一个技术方案是:该麻花钻双后角磨床包括有一个可横向移动的主轴座,主轴座上横向并排设置有两个可装夹定位麻花钻坯料的纵向的主轴,还包括有并排设置的、分别与两个主轴相对应的两条送料槽;两送料槽之间设置有可横向往复移动的料盒,料盒横向两侧设置有分别与两条送料槽对应的出料口,可分别向两条送料槽逐根输出麻花钻坯料;两条送料槽各有一个与之对应的推料装置,用来推动送料槽上的麻花钻坯料沿送料槽纵向移动至对应的主轴上;两条送料槽之间设置有一个磨削砂轮,当一根主轴位于正对磨削砂轮的磨削位置时,另一根主轴位于正对一条送料槽的装夹位置。
在上述第一个方案中,所述送料槽和推料装置可位于主轴的前方,推料装置可推动麻花钻坯料进入主轴前端进行装夹。
在上述第一个技术方案中,所述送料槽和推料装置也可位于主轴的后方,推料装置可推动麻花钻坯料从主轴尾部进入中空的主轴并移动至主轴前端进行装夹。
在上述第一个技术方案中,两根主轴通过各自独立的安装架安装在主轴座上,使两根主轴的安装架间距可调。
本发明的第二个技术方案是:该该麻花钻双后角磨床包括有并排设置的两个可横向移动的主轴座,每个主轴座上设置有一个可装夹定位麻花钻坯料的纵向的主轴;还包括有并排设置的、分别与两个主轴相对应的两条送料槽,两个送料槽由位于上方的供料装置供料;两条送料槽各有一个与之对应的推料装置,用来推动送料槽上的麻花钻坯料沿送料槽纵向移动至对应的主轴上;两条送料槽之间设置有一个磨削砂轮,当一根主轴移动至正对磨削砂轮的磨削位置时,另一根主轴移动至正对一条送料槽的装夹位置。
在上述第二个技术方案中,所述送料槽和推料装置可位于主轴的前方,推料装置可推动麻花钻坯料进入主轴前端进行装夹。
在上述第二个技术方案中,所述送料槽和推料装置也可位于主轴的后方,推料装置可推动麻花钻坯料从主轴尾部进入中空的主轴并移动至主轴前端进行装夹。
在上述第二个技术方案中,所述供料装置包括有分别为两个送料槽供料的两个独立的料盒,分别向两条送料槽逐根输出麻花钻坯料。
在上述第二个技术方案中,所述供料装置包括有设置在两送料槽之间的可横向往复移动的料盒,料盒横向两侧设置有分别与两条送料槽对应的出料口,可分别向两条送料槽逐根输出麻花钻坯料。
本发明的第三个技术方案是:该麻花钻双后角磨床包括有一个可横向移动的主轴座,主轴座上横向并排设置有两个可装夹定位麻花钻坯料的纵向的主轴,还包括有并排设置的、分别与两个主轴相对应的两条送料槽;两送料槽上方各设置有一个为送料槽供料的独立的料盒,可分别向两条送料槽逐根输出麻花钻坯料;两条送料槽各有一个与之对应的推料装置,用来推动送料槽上的麻花钻坯料沿送料槽纵向移动至对应的主轴上;两条送料槽之间设置有一个磨削砂轮,当一根主轴位于正对磨削砂轮的磨削位置时,另一根主轴位于正对一条送料槽的装夹位置。
本发明通过设置两对主轴及送料槽,使得在对一根麻花钻坯料进行磨削加工时,可对另一根主轴进行麻花钻坯料的装夹操作,节约了整个加工时间、减少了机构往复动作,大大提高了加工效率;其结构合理、运行可靠。
附图说明
图1是现有技术的双后角磨床在磨削位置时的俯视结构示意图;
图2是现有技术的双后角磨床在装夹位置时的俯视结构示意图;
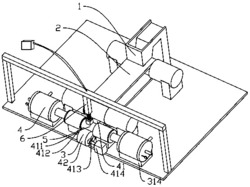
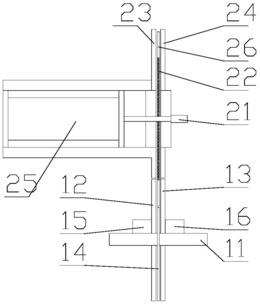
图3是本发明实施例一的主视结构示意图;
图4是本发明实施例一在第一个工作位置时的结构示意图;
图5是本发明实施例一在第二个工作位置时的结构示意图;
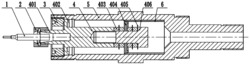
图6是本发明实施例二的主视结构示意图;
图7是本发明实施例二的俯视结构示意图;
图8是本发明实施例三的俯视结构示意图;
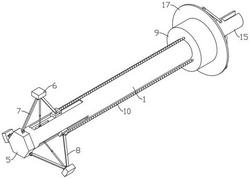
图9是本发明实施例四的俯视结构示意图;
图10是本发明的供料装置的实施例示意图。
具体实施方式
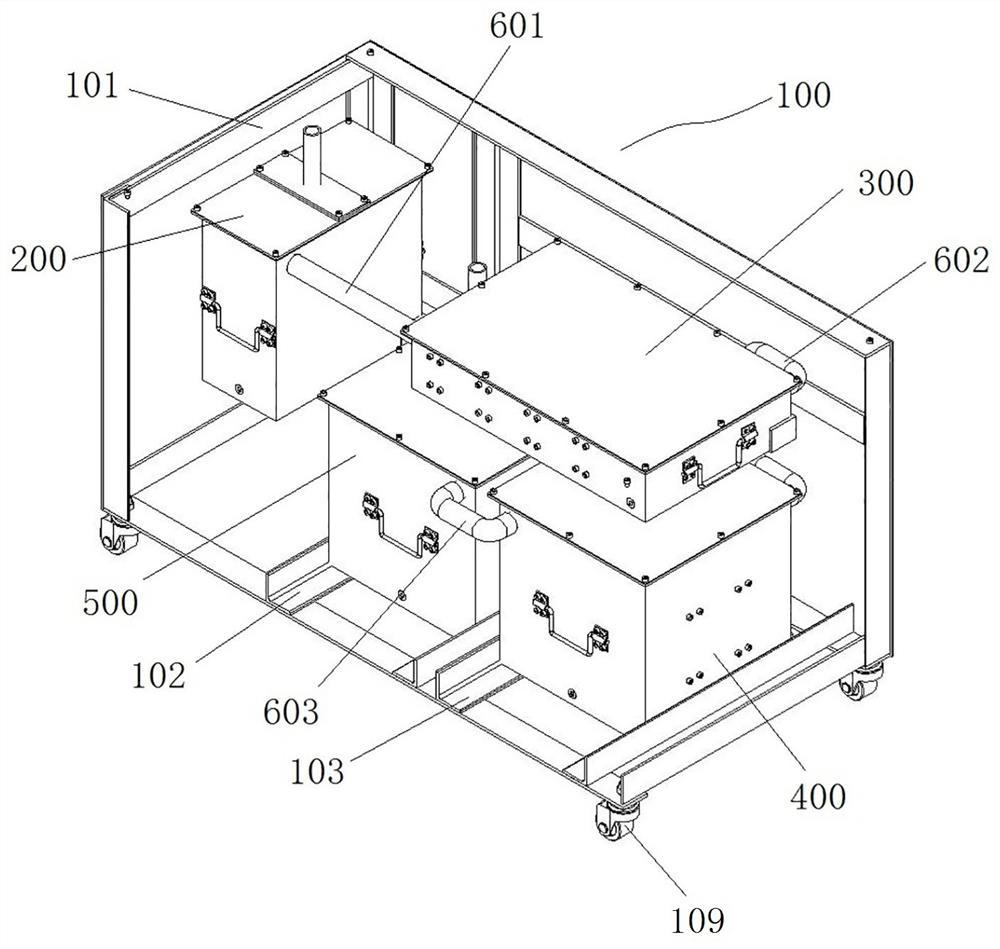
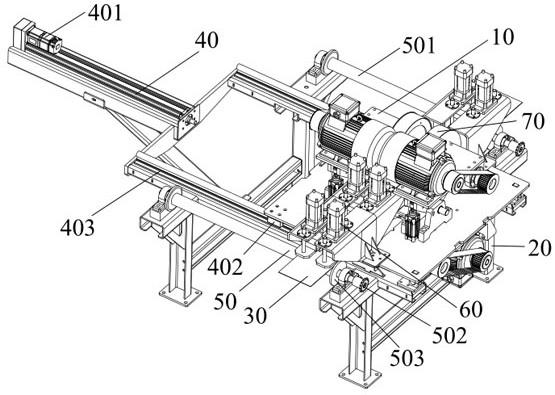
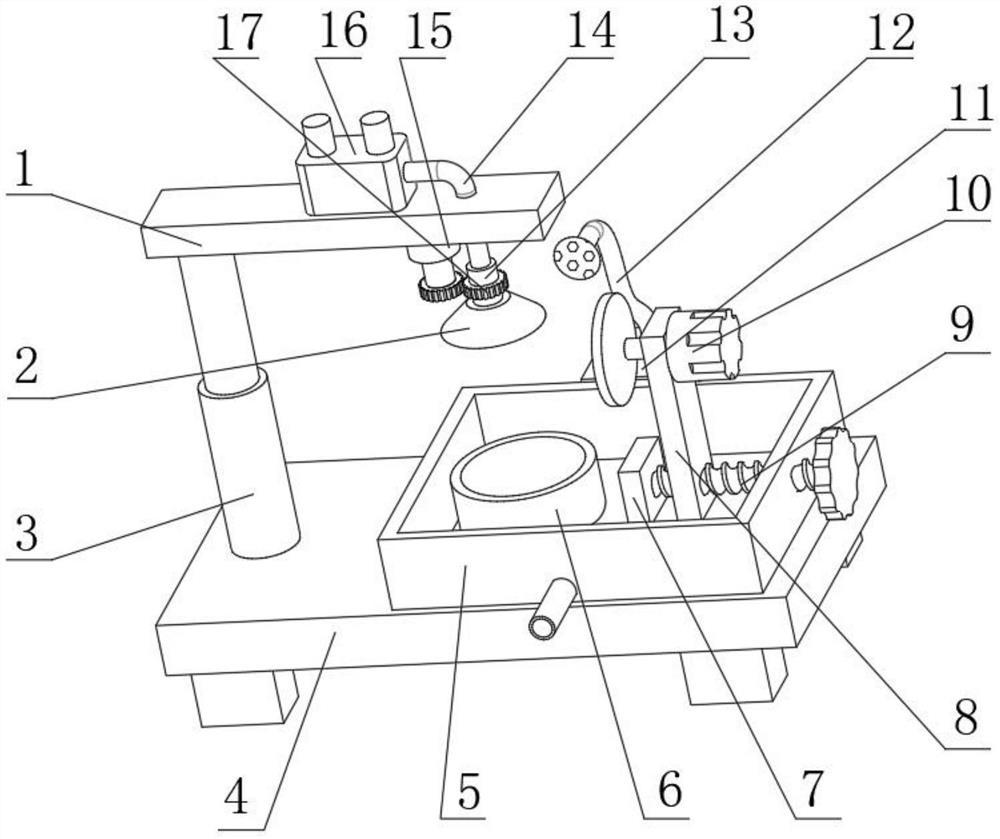
如图3~图7所示,该麻花钻双后角磨床包括有一个可横向移动的主轴座11,主轴座上横向并排设置有两个可装夹定位麻花钻坯料P的纵向的主轴12,还包括有并排设置的、分别与两个主轴相对应的两条送料槽13;两送料槽之间设置有可横向往复移动的料盒14,料盒横向两侧设置有分别与两条送料槽对应的出料口,可分别向两条送料槽逐根输出麻花钻坯料P;两条送料槽各有一个与之对应的推料装置15,用来推动送料槽上的麻花钻坯料沿送料槽纵向移动至对应的主轴上;两条送料槽之间设置有一个磨削砂轮16,当一根主轴位于正对磨削砂轮的磨削位置时,另一根主轴位于正对一条送料槽的装夹位置。
图3~图5所示的实施例一中,送料槽13和推料装置15位于主轴的前方,在主轴处于装夹位置时,推料装置可推动麻花钻坯料P进入主轴前端进行装夹。
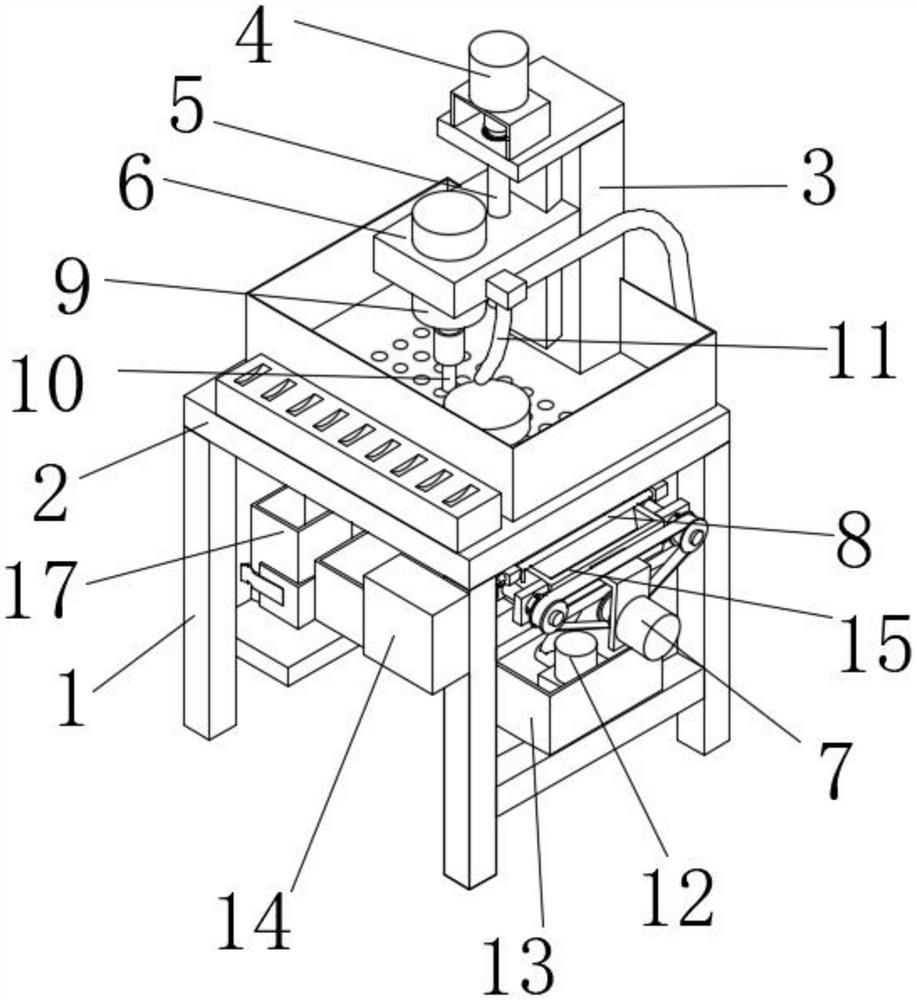
图6、图7所示的实施例二中,送料槽13和推料装置15位于主轴的后方,推料装置可推动麻花钻坯料P从主轴尾部进入中空的主轴并移动至主轴前端进行装夹。
如图8所示,本发明的实施例三中,两根主轴12通过各自独立安装架安装在一个主轴座11上,使两根主轴的安装架间距可调,以保证两根主轴对位准确。
如图9所示,本发明的实施例四中,两根主12轴分别安装在两个可独立移动的主轴座11上,两个主轴座可分别由动力装置独立驱动,以便独立调整。
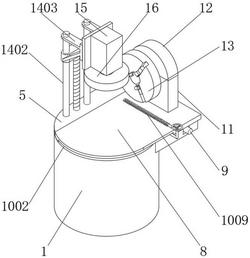
如图10所示,本发明的供料装置可以采用两个独立的料盒,分别为两个送料槽供料。
本发明工作过程中,首先将第一个主轴对准与其同侧的送料槽,通过推料装置将落在该送料槽上的第一根麻花钻坯料P送至该主轴中进行装夹定位,然后移动主轴座将装夹好的第一根麻花钻坯料送至磨削砂轮的磨削位置进行磨削加工;在磨削砂轮磨削第一根麻花钻坯料时,第二个主轴已对准与其同侧的另一条送料槽,通过对应的推料装置将第二根麻花钻坯料送入该主轴进行装夹定位;当第一根麻花钻坯料磨削结束并卸料后,再次移动主轴座,将第二根麻花钻坯料送至磨削砂轮的磨削位置进行磨削加工,此时第一个主轴已重新对准与其同侧的送料槽并重新进行送料、装夹定位操作。
麻花钻双后角磨床专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。











动态评分
0.0