





专利摘要
本发明涉及一种高压气淬炉,涉及淬火设备领域。本发明所述高压气淬炉的气淬室为壳体形成的球形腔体,所述气淬室内设有若干用于向气淬室内通入气体介质的喷嘴,所述喷嘴在球形腔体气淬室内沿圆周方向均匀分布,同时在喷嘴的附近放置工件架,使得进入气淬室的气体介质可以在最高流速和最高气压的情况下接触待处理工件,进而使气体介质发挥最大的气淬作用,达到缩短气淬时间,减小能耗的目的。同时,在球形腔体的中心部位设置主工件架,可用于处理较大体积的工件;在利用主工件架时可以开启底部的搅拌器,优化气体流速。
权利要求
1.一种高压气淬炉,其特征在于:所述气淬炉包括气淬室(1),所述气淬室(1)为壳体(2)形成的球形腔体,
所述气淬室(1)内设有若干用于向气淬室(1)内通入气体介质的喷嘴(101),所述喷嘴(101)在球形腔体气淬室(1)内的分布如下:
在所述球形腔体平行于地面的最大截面处沿圆周等距设置8个喷嘴(101),在8个喷嘴(101)附近设有可升降的子工件架(102);
在所述平行于地面的面积为最大截面面积的1/4的截面处沿圆周等距设置4个喷嘴(101);
在所述球形腔体的顶点设置1个喷嘴(101);
在所述球形腔体的中心处设有可升降的主工件架(103)。
2.根据权利要求1所述的气淬炉,其特征在于:所述壳体(2)的内壁表面为碳纤维复合材料表面。
3.根据权利要求1所述的气淬炉,其特征在于:所述喷嘴(101)为石墨喷嘴。
4.根据权利要求1所述的气淬炉,其特征在于:在球形腔体的底部设有搅拌器。
5.根据权利要求1所述的气淬炉,其特征在于:所述喷嘴(101)具有独立的开关控制。
说明书
技术领域
本发明涉及一种高压气淬炉,涉及淬火设备领域。
背景技术
淬火,是将金属工件加热到某一适当温度并保持一段时间,随即浸入淬冷介质中快速冷却的金属热处理工艺。常用的淬冷介质有盐水、水、矿物油、空气等。淬火可以提高金属工件的硬度及耐磨性,因而广泛用于各种工、模、量具及要求表面耐磨的零件(如齿轮、轧辊、渗碳零件等)。
淬火工艺主要用于钢件。常用的钢在加热到临界温度以上时,原有在室温下的组织将全部或大部转变为奥氏体。随后将钢浸入水或油中快速冷却,奥氏体即转变为马氏体。根据冷却方法,淬火工艺分为单液淬火、双介质淬火、马氏体分级淬火和贝氏体等温淬火4类。
“气淬”,是以气体作为淬火介质进行淬火的工艺,这类淬火工艺能够根据工件状态和材料的要求调整淬火过程,尤其适用于具有复杂结构的工件的淬火处理。但是,由于气体较液体介质的导热系数都小,因此,气淬的成本相对较高。
发明内容
本发明的目的是提供一种高压气淬炉,以解决上述技术问题。
一种高压气淬炉,所述气淬炉包括气淬室,所述气淬室为壳体形成的球形腔体,
所述气淬室内设有若干用于向气淬室内通入气体介质的喷嘴,所述喷嘴在球形腔体气淬室内的分布如下:
在所述球形腔体平行于地面的最大截面处沿圆周等距设置8个喷嘴,在8个喷嘴附近设有可升降的子工件架;
在所述平行于地面的面积为最大截面面积的1/4的截面处沿圆周等距设置4个喷嘴;
在所述球形腔体的顶点设置1个喷嘴;
在所述球形腔体的中心处设有可升降的主工件架。
本发明所述子工件架的位置设置在喷嘴附近,同时该工件架可升降,在使用时根据待处理工件的大小调整工件架的位置,使得从喷嘴进入的气体介质可以充分的作用于工件上。
本发明所述高压气淬炉优选所述壳体的内壁表面为碳纤维复合材料表面。
本发明所述高压气淬炉优选所述喷嘴为石墨喷嘴。进一步地,所述喷嘴具有独立的开关控制。
本发明所述高压气淬炉优选在球形腔体的底部设有搅拌器。
本发明的有益效果为:本发明所述高压气淬炉的气淬室为壳体形成的球形腔体,所述气淬室内设有若干用于向气淬室内通入气体介质的喷嘴,所述喷嘴在球形腔体气淬室内沿圆周方向均匀分布,同时在喷嘴的附近放置工件架,使得进入气淬室的气体介质可以在最高流速和最高气压的情况下接触待处理工件,进而使气体介质发挥最大的气淬作用,达到缩短气淬时间,减小能耗的目的。同时,在球形腔体的中心部位设置主工件架,可用于处理较大体积的工件;在利用主工件架时可以开启底部的搅拌器,优化气体流速。
附图说明
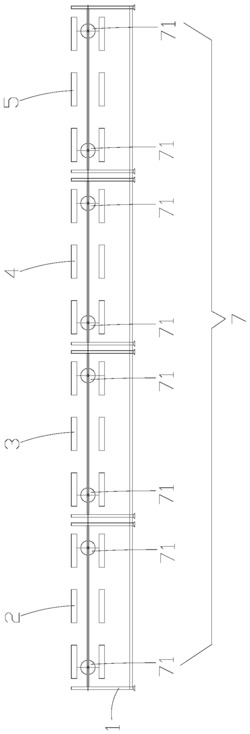
图1为气淬室球形腔体平行于地面的最大截面处的示意图;
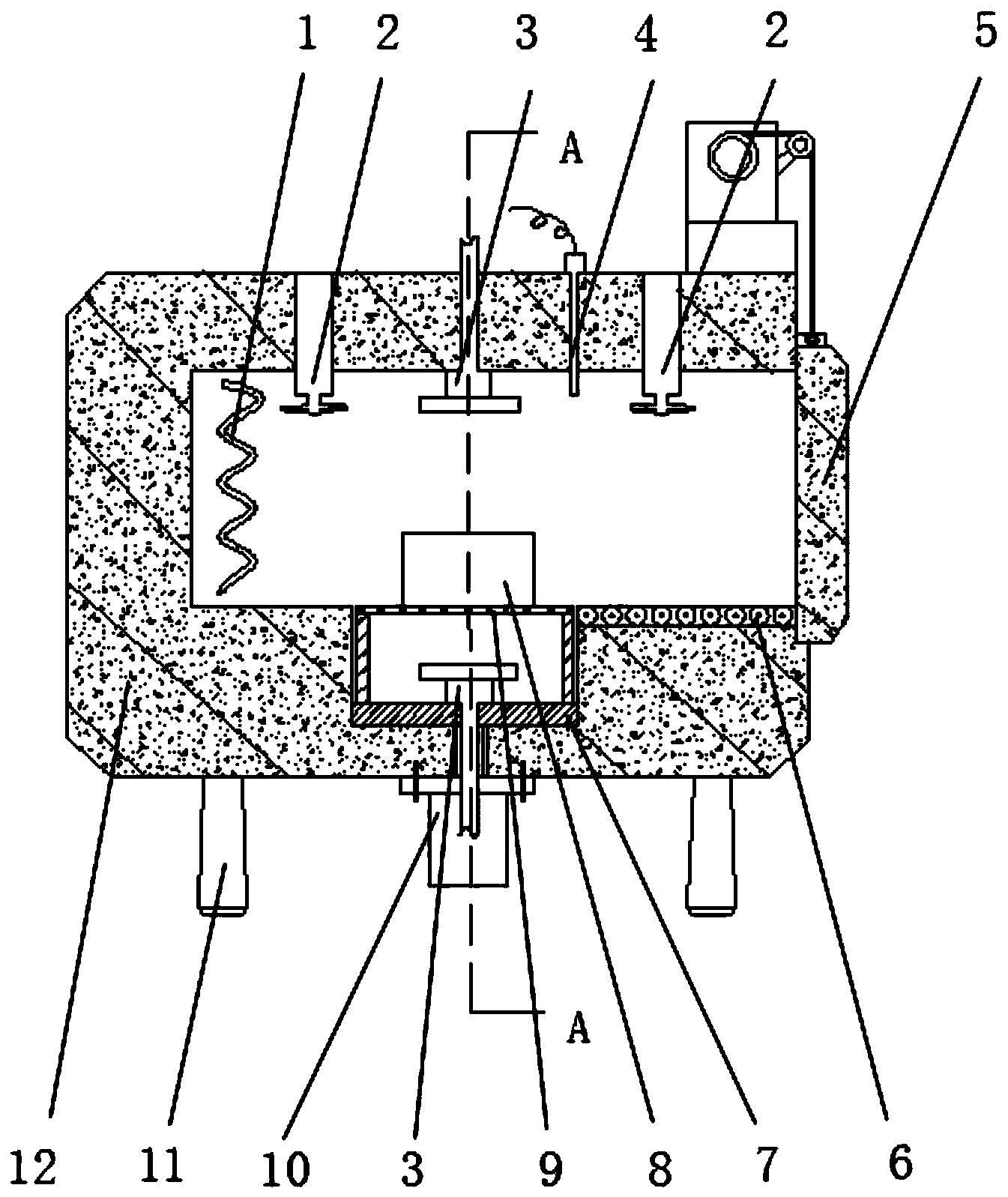
图2为气淬室球形腔体侧视图;
图3为图2中A-A处的截面图,
附图标记如下:1气淬室,2壳体,101喷嘴,102子工件架,103主工件架。
具体实施方式
下述非限制性实施例可以使本领域的普通技术人员更全面地理解本发明,但不以任何方式限制本发明。
下述实施例中所述试验方法,如无特殊说明,均为常规方法;所述试剂和材料,如无特殊说明,均可从商业途径获得。
实施例1
一种高压气淬炉,所述气淬炉包括气淬室1,所述气淬室1为壳体2形成的球形腔体,
所述气淬室1内设有若干用于向气淬室1内通入气体介质的喷嘴101,所述喷嘴101在球形腔体气淬室1内的分布如下:
在所述球形腔体平行于地面的最大截面处沿圆周等距设置8个喷嘴101,在8个喷嘴101附近设有可升降的子工件架102;
在所述平行于地面的面积为最大截面面积的1/4的截面处沿圆周等距设置4个喷嘴101;
在所述球形腔体的顶点设置1个喷嘴101;所述喷嘴101具有独立的开关控制。
在所述球形腔体的中心处设有可升降的主工件架103。在球形腔体的底部设有搅拌器。
所述壳体2的内壁表面为碳纤维复合材料表面。所述喷嘴101为石墨喷嘴。
利用上述气淬炉对GCr15钢件进行气淬处理,工艺条件如下:
将GCr15钢件置于子工件架102上,开启在所述球形腔体平行于地面的最大截面处的8个喷嘴101,工作温度940℃,工作压力0.5MPa,气淬介质为高纯氮气,处理时间30min。处理后的钢件硬度提高,且无表面缺陷。
实施例2
一种高压气淬炉,所述气淬炉包括气淬室1,所述气淬室1为壳体2形成的球形腔体,
所述气淬室1内设有若干用于向气淬室1内通入气体介质的喷嘴101,所述喷嘴101在球形腔体气淬室1内的分布如下:
在所述球形腔体平行于地面的最大截面处沿圆周等距设置8个喷嘴101,在8个喷嘴101附近设有可升降的子工件架102;
在所述平行于地面的面积为最大截面面积的1/4的截面处沿圆周等距设置4个喷嘴101;
在所述球形腔体的顶点设置1个喷嘴101;所述喷嘴101具有独立的开关控制。
在所述球形腔体的中心处设有可升降的主工件架103。在球形腔体的底部设有搅拌器。
所述壳体2的内壁表面为碳纤维复合材料表面。所述喷嘴101为石墨喷嘴。
利用上述气淬炉对GCr15钢件进行气淬处理,工艺条件如下:
将GCr15钢件置于主工件架103上,开启球形腔体内所有喷嘴101及搅拌器,工作温度940℃,工作压力0.5MPa,气淬介质为高纯氮气,处理时间30min。处理后的钢件硬度提高,且无表面缺陷。
一种高压气淬炉专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。











动态评分
0.0