







专利摘要
本发明涉及一种药品破碎轴的制备方法,包括冶炼、模铸后进行退火,深冷,局部淬火,回火和精整等步骤,通过对各个步骤的合理设置,使得破碎轴硬度得到提升,并且在不增加成本的情况下,大大提高了破碎刀工作面的硬度。同时通过合理限定破碎刀的形式,使得其更加耐用结实。
权利要求
1.一种药品破碎轴的制备方法,其特征在于,所述药品破碎轴包括破碎轴本体、螺旋破碎刀,顶端轴承和底端轴承;
所述顶端轴承和底端轴承分别环设于所述破碎轴本体的两端,所述破碎轴本体为圆柱形,所述螺旋破碎刀以螺旋向下的方式环绕在所述破碎轴本体上并且与所述破碎轴本体一体成型;
所述螺旋破碎刀靠近顶端轴承一侧的面为破碎刀面侧,靠近底端轴承的面为破碎刀背侧,所述破碎刀面侧为主要工作面,所述破碎刀背侧为次要工作面,所述破碎刀面侧的弧度小于所述破碎刀背侧的弧度;破碎刀中端为两个侧面各自的弧形的弧度变化节点,该破碎刀中端将破碎刀截面分为破碎刀尖端和破碎刀根端,所述破碎刀尖端的弧度大于破碎刀根端的弧度,所述破碎刀根端与所述破碎轴本体相连;
所述破碎轴本体和螺旋破碎刀采用硬质合金钢通过冶炼后模铸而一体成型;
在模铸成型后采用如下步骤的热处理:
(1)退火,将模铸成型之后的破碎轴本体和螺旋破碎刀半成品转运到退火炉中,随炉加热至830~860℃,保温1~2小时,然后随炉冷却至室温;
(2)微深冷:将步骤(1)处理之后的半成品转运到深冷箱中冷却至-92~-118℃,持续保温25~35min,然后出深冷箱恢复至室温;
(3)局部淬火:将步骤(2)处理之后的半成品转运到真空感应炉中加热至1080~1105℃,保温15~25min,然后对破碎刀面侧进行高压喷水,待整个半成品冷却至100~150℃后结束喷水,整体置入到淬火油中冷却至室温;
(4)回火:将步骤(3)得到的半成品回置到真空感应炉中,随炉加热至500~520℃,保温1~2小时,然后出炉空冷至室温;
(5)精整:将步骤(4)处理之后的半成品经过切边、打磨、精整处理后得到破碎轴本体和螺旋破碎刀为一体的成品。
2.根据权利要求1所述的药品破碎轴的制备方法,其特征在于,破碎刀根端长度与破碎刀尖端长度之间的比例L:L1=(1~1.2):(0.8~1)。
3.根据权利要求1所述的药品破碎轴的制备方法,其特征在于,步骤(3)中的高压喷水中,所喷水的温度保持在25~35℃。
4.根据权利要求1所述的药品破碎轴的制备方法,其特征在于,所述硬质合金钢按质量百分比含量计为:C:0.6~0.9%,Si:0.3~0.6%,Mn:0.8~1.2%,Cr:5~6%,Mo:6~8%,W:2~5%,Ti:0.3~0.5%,Nb:0.1~0.2%,Co:0.1~0.2%,P<0.02%,S<0.01%,La:0.05~0.1%,余量为Fe和不可避免的杂质,且在其微观组织中TiC和NbC强化相微粒弥散于基体中。
5.根据权利要求1所述的药品破碎轴的制备方法,其特征在于,所述模铸的过程中在破碎轴两端设置有电脉冲处理装置对模铸过程中的破碎轴进行电脉冲处理,其中电脉冲频率为90~260Hz,脉宽为20~120μs,峰值电流密度为60~220A·mm
6.根据权利要求1所述的药品破碎轴的制备方法,其特征在于,所述高压喷水为周期性喷水,每间隔0.5~1.2s喷水,喷水时长1~2min。
说明书
技术领域
本发明属于医疗器械和合金热处理领域,具体涉及一种药品破碎轴的制备方法。
背景技术
在医疗药品生产过程中,破碎是非常常规的处理步骤,但是目前的破碎并没有对破碎部件进行详尽的研究,通过对现有使用的破碎部件进行详细研究后发现,现有破碎部件大多都采用的是常规的高硬度钢,但是由于药品原料中有很多也具有相当的硬度,因此在破碎这些药品原料时,很容易对破碎部件进行损坏。也有一些精密的破碎部件采用硬质合金(如WC-Co类的),但是这类硬质合金一般价格非常高,使用这样的硬质合金作为药品的破碎部件稍显浪费。因此如何开发出一种成本不是很高,但是破碎效果良好的药品破碎部件就成为臻待解决的问题了。
发明内容
本发明的提出一种药品破碎轴的制备方法。
通过如下技术手段实现:
一种药品破碎轴的制备方法,所述药品破碎轴包括破碎轴本体、螺旋破碎刀,顶端轴承和底端轴承。
所述顶端轴承和底端轴承分别环设于所述破碎轴本体的两端,所述破碎轴本体为圆柱形,所述螺旋破碎刀以螺旋向下的方式环绕在所述破碎轴本体上并且与所述破碎轴本体一体成型。
所述螺旋破碎刀靠近顶端轴承一侧的面为破碎刀面侧(主要工作面),靠近底端轴承的面为破碎刀背侧(次要工作面),所述破碎刀面侧的弧度小于所述破碎刀背侧的弧度;破碎刀中端为两个侧面各自的弧形的弧度变化节点,该破碎刀中端将破碎刀截面分为破碎刀尖端和破碎刀根端,所述破碎刀尖端的弧度大于破碎刀根端的弧度,所述破碎刀根端与所述破碎轴本体相连。
所述破碎轴本体和螺旋破碎刀采用硬质合金钢通过冶炼后模铸而一体成型。
在模铸成型后采用如下步骤的热处理。
(1)退火,将模铸成型之后的破碎轴本体和螺旋破碎刀半成品转运到退火炉中,随炉加热至830~860℃,保温1~2小时,然后随炉冷却至室温。
(2)微深冷:将步骤(1)处理之后的半成品转运到深冷箱中冷却至-92~-118℃,持续保温25~35min,然后出深冷箱恢复至室温。
(3)局部淬火:将步骤(2)处理之后的半成品转运到真空感应炉中加热至1080~1105℃,保温15~25min,然后对破碎刀面侧进行高压喷水,待整个半成品冷却至100~150℃后结束喷水,整体置入到淬火油中冷却至室温。
(4)回火:将步骤(3)得到的半成品回置到真空感应炉中,随炉加热至500~520℃,保温1~2小时,然后出炉空冷至室温。
(5)精整:将步骤(4)处理之后的半成品经过切边、打磨、精整处理后得到破碎轴本体和螺旋破碎刀为一体的成品。
作为优选,破碎刀根端长度与破碎刀尖端长度之间的比例L:L1=(1~1.2):(0.8~1)。
作为优选,步骤(3)中的高压喷水中,所喷水的温度保持在25~35℃。
作为优选,所述硬质合金钢按质量百分比含量计为:C:0.6~0.9%,Si:0.3~0.6%,Mn:0.8~1.2%,Cr:5~6%,Mo:6~8%,W:2~5%,Ti:0.3~0.5%,Nb:0.1~0.2%,Co:0.1~0.2%,P<0.02%,S<0.01%,La:0.05~0.1%,余量为Fe和不可避免的杂质,且在其微观组织中TiC和NbC强化相微粒弥散于基体中。
作为优选,所述模铸的过程中在破碎轴两端设置有电脉冲处理装置对模铸过程中的破碎轴进行电脉冲处理,其中电脉冲频率为90~260Hz,脉宽为20~120μs,峰值电流密度为60~220A·mm
作为优选,所述高压喷水为周期性喷水,每间隔0.5~1.2s喷水,喷水时长1~2min。
本发明的效果在于:
1,通过对特定组分含量钢(尤其其中Ti合金元素的添加和含量设定)进行具体热处理,尤其是对于破碎刀面侧进行局部快速冷却,在高压喷水过程中,由于破碎刀面侧的温度是急速下降的,但是合金是热的良导体,其他部分没有喷水,所以热量是高于该处的,从而会传送热量到该处而再次使得该处的温度升高,从而实现了该处温度的快速降低-稍有回升-继续快速降低-再稍有回升这样持续周期性变化,从而可以将该面的微观结构中晶粒更加细化、TiC、NbC硬质相弥散更加均匀(如果整体喷水冷却,虽然也会提高硬度,但是由于没有存在周期性的温度变化,从而不会使得硬质相弥散均匀,并且晶粒细化程度也稍有欠缺)。而破碎刀面侧是与固体药品原料主要接触面,从而使得该面侧硬度和耐磨性得到强化。通过检测,面侧的硬度(300℃)HRC>62,最高的能达到69HRC。
2,通过对破碎刀的形状进行设置,其纵剖面顶端弧度大于根部,从而使得破碎时候不会对整个刀接触面产生较大的应力集中,并且由于破碎的是块状原料,只需要尖部足够硬即可,并不需要有太大的锐角,从而既保护了刀片也不影响正常工作强度。通过对面侧弧度设置为小于背侧弧度,使得主要的工作面更加强化的与尽量多的块状原料接触。由于面侧是经过强化的,因此更多的接触反而会进一步的保护整个破碎刀(尤其是背侧)。通过对破碎刀尖端和根端的长度进行限定,使得弧度变化尽量发生在靠近尖端的部位,避免了尖端太尖从而发生尖部断裂问题的产生。
3,通过在模铸的时候在两端设置合适参数的电脉冲,使得在铸造凝固过程中,较大的枝晶部分被电脉冲打碎,从而形成新的形核核心,使得后续热处理继续细化晶粒打好了基础。通过合理设定热处理,配合上述的模铸电脉冲工艺,在深冷过程中进一步细化了晶粒,使得钢整体强度得到了提高,硬度得到了强化,结合局部淬火,使得内部热量发生了流动,强化了热处理的效率,从而电脉冲处理和热处理更好的有机结合,将钢的强度和硬度大大的提升了。背侧的硬度也达到了62 HRC(300℃)左右。
附图说明
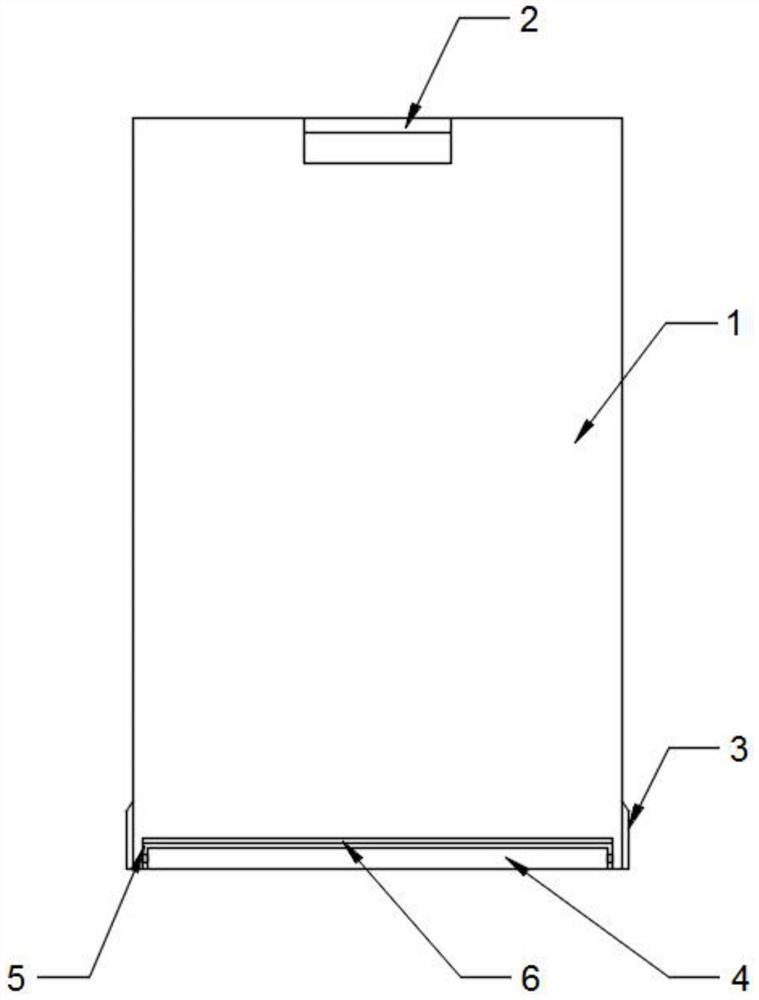
图1为本发明一种药品破碎轴的结构示意图。
图2为本发明破碎轴中破碎刀的局部剖视结构示意图。
其中:1-破碎轴本体,11-螺旋破碎刀,111-破碎刀根端,112-破碎刀尖端,113-破碎刀中端,114-破碎刀背侧,115-破碎刀面侧,12-顶端轴承,13-底端轴承,L-破碎刀根端长度,L1-破碎刀尖端长度。
具体实施方式
实施例1
如图1和图2所示:
一种药品破碎轴的制备方法,所述药品破碎轴包括破碎轴本体、螺旋破碎刀,顶端轴承和底端轴承。
所述顶端轴承和底端轴承分别环设于所述破碎轴本体的两端,所述破碎轴本体为圆柱形,所述螺旋破碎刀以螺旋向下的方式环绕在所述破碎轴本体上并且与所述破碎轴本体一体成型。
所述螺旋破碎刀靠近顶端轴承一侧的面为破碎刀面侧(主要工作面),靠近底端轴承的面为破碎刀背侧(次要工作面),所述破碎刀面侧的弧度小于所述破碎刀背侧的弧度;破碎刀中端为两个侧面各自的弧形的弧度变化节点,该破碎刀中端将破碎刀截面分为破碎刀尖端和破碎刀根端,所述破碎刀尖端的弧度大于破碎刀根端的弧度,所述破碎刀根端与所述破碎轴本体相连。
破碎刀根端长度与破碎刀尖端长度之间的比例L:L1=1:0.9。
所述破碎轴本体和螺旋破碎刀采用硬质合金钢通过冶炼后模铸而一体成型。
所述硬质合金钢按质量百分比含量计为:C:0.62%,Si:0.38%,Mn:0.9%,Cr:5.2%,Mo:6.1%,W:2.5%,Ti:0.32%,Nb:0.12%,Co:0.13%,P:0.01%,S:0.005%,La:0.062%,余量为Fe和不可避免的杂质,且在其成品的微观组织中TiC和NbC强化相微粒弥散于基体中。
所述模铸的过程中在破碎轴两端设置有电脉冲处理装置对模铸过程中的破碎轴进行电脉冲处理,其中电脉冲频率为120Hz,脉宽为30μs,峰值电流密度为80A·mm
在模铸成型后采用如下步骤的热处理。
(1)退火,将模铸成型之后的破碎轴本体和螺旋破碎刀半成品转运到退火炉中,随炉加热至838℃,保温1.2小时,然后随炉冷却至室温。
(2)微深冷:将步骤(1)处理之后的半成品转运到深冷箱中冷却至-98℃,持续保温28min,然后出深冷箱恢复至室温。
(3)局部淬火:将步骤(2)处理之后的半成品转运到真空感应炉中加热至1092℃,保温18min,然后对破碎刀面侧进行高压喷水,待整个半成品冷却至115℃后结束喷水,整体置入到淬火油中冷却至室温。
其中高压喷水中,所喷水的温度保持在28℃。
所述高压喷水为周期性喷水,每间隔1s喷水一次,喷水时长1.5min。
(4)回火:将步骤(3)得到的半成品回置到真空感应炉中,随炉加热至508℃,保温1.5小时,然后出炉空冷至室温。
(5)精整:将步骤(4)处理之后的半成品经过切边、打磨、精整处理后得到破碎轴本体和螺旋破碎刀为一体的成品。
对比例1
本对比例将电脉冲取消,且淬火设置为整体淬火,得到最终产品与实施例1进行对比,经过20小时碰撞试验后,得到本对比例破碎刀磨损和破坏尺寸是实施例1的1.5倍,损坏率是实施例1的1.3倍。
实施例2
如图1和图2所示:
一种药品破碎轴的制备方法,所述药品破碎轴包括破碎轴本体、螺旋破碎刀,顶端轴承和底端轴承。
所述顶端轴承和底端轴承分别环设于所述破碎轴本体的两端,所述破碎轴本体为圆柱形,所述螺旋破碎刀以螺旋向下的方式环绕在所述破碎轴本体上并且与所述破碎轴本体一体成型。
所述螺旋破碎刀靠近顶端轴承一侧的面为破碎刀面侧(主要工作面),靠近底端轴承的面为破碎刀背侧(次要工作面),所述破碎刀面侧的弧度小于所述破碎刀背侧的弧度;破碎刀中端为两个侧面各自的弧形的弧度变化节点,该破碎刀中端将破碎刀截面分为破碎刀尖端和破碎刀根端,所述破碎刀尖端的弧度大于破碎刀根端的弧度,所述破碎刀根端与所述破碎轴本体相连。
破碎刀根端长度与破碎刀尖端长度之间的比例L:L1=1.1:0.85。
所述破碎轴本体和螺旋破碎刀采用硬质合金钢通过冶炼后模铸而一体成型。
所述硬质合金钢按质量百分比含量计为:C:0.8%,Si:0.52%,Mn:1.1%,Cr:5.8%,Mo:6.9%,W:3.8%,Ti:0.36%,Nb:0.18%,Co:0.19%,P:0.012%,S:0.001%,La:0.09%,余量为Fe和不可避免的杂质,且在其微观组织中TiC和NbC强化相微粒弥散于基体中。
所述模铸的过程中在破碎轴两端设置有电脉冲处理装置对模铸过程中的破碎轴进行电脉冲处理,其中电脉冲频率为220Hz,脉宽为100μs,峰值电流密度为210A·mm
在模铸成型后采用如下步骤的热处理。
(1)退火,将模铸成型之后的破碎轴本体和螺旋破碎刀半成品转运到退火炉中,随炉加热至852℃,保温1.3小时,然后随炉冷却至室温。
(2)微深冷:将步骤(1)处理之后的半成品转运到深冷箱中冷却至-105℃,持续保温32min,然后出深冷箱恢复至室温。
(3)局部淬火:将步骤(2)处理之后的半成品转运到真空感应炉中加热至1100℃,保温22min,然后对破碎刀面侧进行高压喷水,待整个半成品冷却至138℃后结束喷水,整体置入到淬火油中冷却至室温。
其中高压喷水中,所喷水的温度保持在32℃。
所述高压喷水为周期性喷水,每间隔0.8s喷水,喷水时长1.5min。
(4)回火:将步骤(3)得到的半成品回置到真空感应炉中,随炉加热至512℃,保温1.8小时,然后出炉空冷至室温。
(5)精整:将步骤(4)处理之后的半成品经过切边、打磨、精整处理后得到破碎轴本体和螺旋破碎刀为一体的成品。
对比例2
本对比例其它部分和实施例2相同,不同之处在于硬质合金钢中没有添加Ti,且热处理中没有深冷处理(微深冷),得到成品后经过20小时碰撞试验后,得到本对比例破碎刀磨损尺寸是实施例1的1.2倍,损坏率是实施例1的1.5倍。
实施例3
如图1和图2所示:
一种药品破碎轴的制备方法,所述药品破碎轴包括破碎轴本体、螺旋破碎刀,顶端轴承和底端轴承。
所述顶端轴承和底端轴承分别环设于所述破碎轴本体的两端,所述破碎轴本体为圆柱形,所述螺旋破碎刀以螺旋向下的方式环绕在所述破碎轴本体上并且与所述破碎轴本体一体成型。
所述螺旋破碎刀靠近顶端轴承一侧的面为破碎刀面侧(主要工作面),靠近底端轴承的面为破碎刀背侧(次要工作面),所述破碎刀面侧的弧度小于所述破碎刀背侧的弧度;破碎刀中端为两个侧面各自的弧形的弧度变化节点,该破碎刀中端将破碎刀截面分为破碎刀尖端和破碎刀根端,所述破碎刀尖端的弧度大于破碎刀根端的弧度,所述破碎刀根端与所述破碎轴本体相连。破碎刀根端长度与破碎刀尖端长度之间的比例L:L1=1.1:1。
所述破碎轴本体和螺旋破碎刀采用硬质合金钢通过冶炼后模铸而一体成型。
所述硬质合金钢按质量百分比含量计为:C:0.85%,Si:0.56%,Mn:1.0%,Cr:5.5%,Mo:6.6%,W:3.2%,Ti:0.35%,Nb:0.15%,Co:0.13%,P:0.008%,S:0.005%,La:0.08%,余量为Fe和不可避免的杂质,且在其微观组织中TiC和NbC强化相微粒弥散于基体中。
所述模铸的过程中在破碎轴两端设置有电脉冲处理装置对模铸过程中的破碎轴进行电脉冲处理,其中电脉冲频率为120Hz,脉宽为90μs,峰值电流密度为120A·mm
在模铸成型后采用如下步骤的热处理。
(1)退火,将模铸成型之后的破碎轴本体和螺旋破碎刀半成品转运到退火炉中,随炉加热至850℃,保温1.5小时,然后随炉冷却至室温。
(2)微深冷:将步骤(1)处理之后的半成品转运到深冷箱中冷却至-102℃,持续保温20min,然后出深冷箱恢复至室温。
(3)局部淬火:将步骤(2)处理之后的半成品转运到真空感应炉中加热至1092℃,保温20min,然后对破碎刀面侧进行高压喷水,待整个半成品冷却至130℃后结束喷水,整体置入到淬火油中冷却至室温。
其中高压喷水中,所喷水的温度保持在20℃。
(4)回火:将步骤(3)得到的半成品回置到真空感应炉中,随炉加热至511℃,保温1.5小时,然后出炉空冷至室温。
(5)精整:将步骤(4)处理之后的半成品经过切边、打磨、精整处理后得到破碎轴本体和螺旋破碎刀为一体的成品。
一种药品破碎轴的制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。













动态评分
0.0