









专利摘要
本发明公开了一种基于离心泵的内冲液流体振动辅助电弧铣削加工用冲液源,利用离心泵产生的冲液流量分为两路,分别通过振动源通路与流量源通路,液体最终汇合在流体振动出口前,实现内溶液流体的振动,本发明结构简单,各个零部件方便加工与制造,便于对液体的密封,工艺性与可靠性好,成本低廉,能够同时实现最大瞬时流量、最小瞬时流量、流量变化周期的调节,功能性好,适应于内冲液流体振动电弧铣削加工技术。
权利要求
1.一种基于离心泵的内冲液流体振动辅助电弧铣削加工用冲液源,其特征在于:具有振动源通路与流量源通路,液体箱与离心泵连通,离心泵与T型三通的第一接口连接,振动源通路为:T型三通的第二接口与振动源阀连接,振动源阀与振动源装置的进液通道连接,振动源装置的第一组出液口分别连接振动源回流T型三通的第一接口与第二接口,振动源回流T型三通的第三接口与液体箱通过回流管道连接;振动源装置的第二组出液口分别连接入冲液源T型三通的第一接口与第二接口,冲液源T型三通的第三接口与流体振动出口前T型三通的第一接口连接;
流量源通路为:T型三通的第三接口与流量源阀连接,流量源阀与流体振动出口前T型三通的第二接口连接,流体振动出口前T型三通的第三接口为流体振动出口。
2.根据权利要求1所述的基于离心泵的内冲液流体振动辅助电弧铣削加工用冲液源,其特征在于:所述振动源装置包括分流器、安装架、进液通道、凸部、第一出液口、第二出液口、第三出液口、第四出液口、控制器、空腔、联轴器与伺服电机,分流器的进液通道沿分离器的中心轴线设置,分流器的周壁上设置有凸部,凸部以进液通道的中心呈环形阵列设置,凸部设置有四个出液口,相邻的两个出液口之间的夹角为90°,出液口的入口端设置在分流器的上端面,出液口的出口端设置在凸部的外端面。
3.根据权利要求2所述的基于离心泵的内冲液流体振动辅助电弧铣削加工用冲液源,其特征在于:所述分流器的上方设置有控制器,控制器的底部具有空腔,空腔与进液通道、两组出液口连通,控制器与分流器的顶部配合并相对转动,控制器的顶部与联轴器连接,联轴器与伺服电机连接。
4.根据权利要求2或3所述的基于离心泵的内冲液流体振动辅助电弧铣削加工用冲液源,其特征在于:所述四个出液口分别为第一出液、第二出液口、第三出液口与第四出液口,四个出液口分为两组,第一组出液口为第一出液口与第三出液口,第二组出液口为第二出液口与第四出液口。
5.根据权利要求4所述的基于离心泵的内冲液流体振动辅助电弧铣削加工用冲液源,其特征在于:所述分流器分为下部和上部,分流器的下部为圆柱状,分流器的下部设置在安装架的下板的下方,分流器的上部为圆盘状,分流器的上部设置在安装架的下板的上方。
6.根据权利要求5所述的基于离心泵的内冲液流体振动辅助电弧铣削加工用冲液源,其特征在于:所述分流器与控制器由碳化硅陶瓷烧结而成。
说明书
技术领域
本发明涉及机械领域,具体涉及一种基于离心泵的内冲液流体振动辅助电弧铣削加工用冲液源。
背景技术
电弧加工(Electro-arc Machining,简称EAM)包括电弧三维加工(ArcDimensional Machining,简称ADM)、电熔爆加工(Electro-melting-explosionMachining,简称EME)、短电弧加工(Short Electric Arc Machining,简称SEAM)、高效放电铣削加工(High Speed Electro-erosion Milling,简称HSEM)、高速电弧放电加工(Blasting Erosion Arc Machining,简称BEAM)等加工技术。电弧加工过程中不存在宏观作用力,具有无视工件材料的硬度、韧性、粘性、脆性等特性进行加工的特点,已经被成功用于轧辊修复制造、高压泵柱塞、叶轮外圆和端面加工等方面,极大的提高了生产效率并降低了加工成本。
申请人在前期研究中发现,对工件电极叠加振动,采用铣削加工方式的振动辅助电弧铣削加工技术具有加工成本低、稳定性高、加工柔性大的优点;振动的叠加通过增大平均电极间隙、促进电蚀产物排出,可以在不降低加工表面粗糙度的基础上,同时提升加工速度和降低电极相对损耗率,振动辅助电弧加工已经被证明是一种有效的复合加工方法。但是将振动叠加在工具电极上,采用电磁式激振台进行激振,有以下缺点:
1、振幅随着工件重量的改变而减小,可控性差;
2、振动台面需要同时驱动工件电极、工件电极夹具、放电介质振动,负载过大;
3、振动台驱动线圈等电器部分安装在振动台面下面,需要注意防水,结构复杂。将振动叠加在工具电极上,可以摆脱上述缺点,但电弧铣削加工需要的振动频率范围是0~300Hz,振幅0~300μm,市场上尚未出现能满足工具电极旋转、振动、内冲液、频率和振幅可以分别调节的内冲液振动旋转主轴。
发明专利申请CN201710309099.7 一种辅助电弧铣削加工的内冲液流体振动系统提出了将振动叠加在冲液流体中的振动方式,并进行了结构创新设计,通过大量机械机构,如杠杆、滑块、曲柄滑块等,实现了冲压压强、振幅与振动频率的调节,但机械结构的应用过多,导致系统成本升高,内部产生惯性、振动等动力学问题,难以达到更高的频率与振幅。
发明内容
为了解决上述的技术问题,本发明提供了一种基于离心泵的内冲液流体振动辅助电弧铣削加工用冲液源。
本发明的技术方案为:一种基于离心泵的内冲液流体振动辅助电弧铣削加工用冲液源,具有振动源通路与流量源通路,液体箱与离心泵连通,离心泵与T型三通的第一接口连接,振动源通路为:T型三通的第二接口与振动源阀连接,振动源阀与振动源装置的进液通道连接,振动源装置的第一组出液口分别连接振动源回流T型三通的第一接口与第二接口,振动源回流T型三通的第三接口与液体箱通过回流管道连接;振动源装置的第二组出液口分别连接入冲液源T型三通的第一接口与第二接口,冲液源T型三通的第三接口与流体振动出口前T型三通的第一接口连接;
流量源通路为:T型三通的第三接口与流量源阀连接,流量源阀与流体振动出口前T型三通的第二接口连接,流体振动出口前T型三通的第三接口为流体振动出口。
进一步地,所述振动源装置包括分流器、安装架、进液通道、凸部、第一出液口、第二出液口、第三出液口、第四出液口、控制器、空腔、联轴器与伺服电机,分流器的进液通道沿分离器的中心轴线设置,分流器的周壁上设置有凸部,凸部以进液通道的中心呈环形阵列设置,凸部设置有四个出液口,相邻的两个出液口之间的夹角为90°,出液口的入口端设置在分流器的上端面,出液口的出口端设置在凸部的外端面。。
进一步地,所述分流器的上方设置有控制器,控制器的底部具有空腔,空腔与进液通道、两组出液口连通,控制器与分流器的顶部配合并相对转动,控制器的顶部与联轴器连接,联轴器与伺服电机连接。
进一步地,所述四个出液口分别为第一出液、第二出液口、第三出液口与第四出液口,四个出液口分为两组,第一组出液口为第一出液口与第三出液口,第二组出液口为第二出液口与第四出液口。
进一步地,所述分流器分为下部和上部,分流器的下部为圆柱状,分流器的下部设置在安装架的下板的下方,分流器的上部为圆盘状,分流器的上部设置在安装架的下板的上方。
进一步地,所述分流器与控制器由碳化硅陶瓷烧结而成。
本发明的有益效果为:本发明结构简单,各个零部件方便加工与制造,便于对液体的密封,工艺性与可靠性好,成本低廉,能够同时实现最大瞬时流量、最小瞬时流量、流量变化周期的调节,功能性好,适应于内冲液流体振动电弧铣削加工技术。
附图说明
下面结合附图和实施例对本发明作进一步说明。
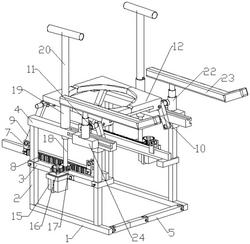
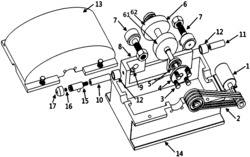
图1是本发明的结构示意图。
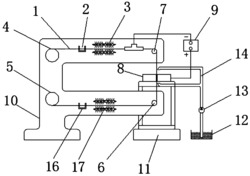
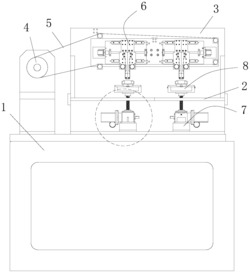
图2是振动源装置的结构示意图。
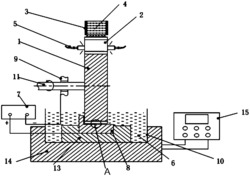
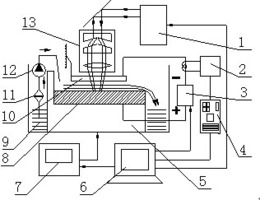
图3是分流器的结构示意图。
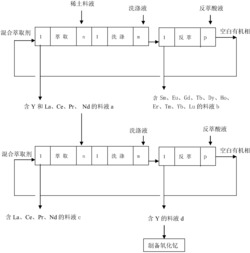
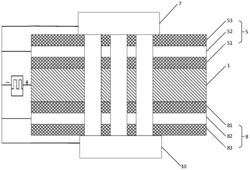
图4是流体振动出口的流量曲线图。
具体实施方式
下面结合附图对本发明的具体实施方式作进一步说明,本实施例不构成对本发明的限制。
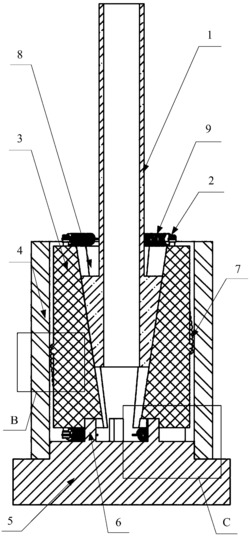
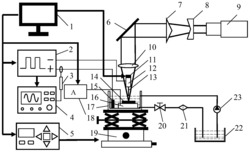
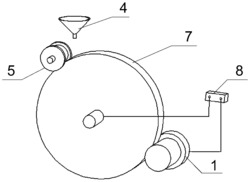
一种基于离心泵的内冲液流体振动辅助电弧铣削加工用冲液源,包括液体箱1、离心泵2 、T型三通3、振动源阀4、振动源装置5、振动源回流T型三通6、回流管道7、入冲液源T型三通8、流体振动出口前T型三通9、流量源阀10。
如图1所示,液体箱1与离心泵2连通, 通过控制离心泵2的功率控制最大流量。离心泵2与T型三通3的第一接口301连接,T型三通9的第二接口302与振动源阀4连接,振动源阀4与振动源装置5的进液通道503连接。
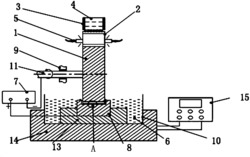
如图2、3所示,振动源装置5包括分流器501、安装架502、进液通道503、凸部504、第一出液口505、第二出液口506、第三出液口507、第四出液口508、控制器509、空腔510、联轴器511与伺服电机512。
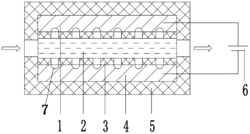
分流器501 由碳化硅陶瓷烧结而成,分流器501分为下部和上部,分流器501的下部为圆柱状,分流器5601的上部为圆盘状,分流器501的下部设置在安装架502的下板的下方,分流器501的上部设置在安装架502的下板的上方。分流器501具有进液通道503,进液通道503沿分离器501的中心轴线设置,进液通道503的入口端设置在分流器501的底端面,进液通道503的出口端设置在分流器501的顶端面。分流器501的周壁上设置有凸部504,凸部504以进液通道503的中心呈环形阵列设置,凸部504设置有四个出液口,分别为第一出液口505、第二出液口506、第三出液口507与第四出液口508。四个出液口分为两组,第一组出液口为第一出液口505与第三出液口507,第二组出液口为第二出液口506与第四出液口508。相邻的两个出液口之间的夹角为90°,出液口的入口端设置在分流器501的上端面,出液口的出口端设置在凸部504的外端面。
分流器501的上方设置有控制器509,控制器509由碳化硅陶瓷烧结而成。分流器501的上端面与控制器509的下端面贴合,控制器509的底部具有空腔510,空腔510为半椭球状,空腔510与进液通道503、两组出液口连通。控制器509的顶部与联轴器511连接,联轴器511与伺服电机512连接,伺服电机512固定设置在安装架512的上板的上方。
由伺服电机512驱动控制器509的转动,控制器509旋转时,控制器509与分流器501的顶部配合并相对转动,由分流器501的进液通道503流入的液体随着转动角度的不同,同时从第一组出液口或者第二组出液口流出。
振动源装置5的第一组出液口分别连接振动源回流T型三通6的第一接口601与第二接口602,振动源回流T型三通6的第三接口603与液体箱1通过回流管道7连接。
振动源装置5的第二组出液口分别连接入冲液源T型三通8的第一接口801与第二接口802,冲液源T型三通8的第三接口803与流体振动出口前T型三通9的第一接口901连接。
T型三通3的第三接口303与流量源阀10连接,流量源阀10与流体振动出口前T型三通9的第二接口902连接,流体振动出口前T型三通9的第三接口903为流体振动出口。
图4为流体振动出口的流量曲线,通过调节离心泵2的功率调节最大流量,通过分别调节振动源阀4与流量源阀10调节最小流量,通过调节伺服电机512的转速调节流量变化周期,即频率。本发明利用离心泵2产生的冲液流量分为两路,分别通过振动源通路与流量源通路,液体最终汇合在流体振动出口前,实现内溶液流体的振动。
本发明结构简单,各个零部件方便加工与制造,便于对液体的密封,工艺性与可靠性好,成本低廉,能够同时实现最大瞬时流量、最小瞬时流量、流量变化周期的调节,功能性好,适应于内冲液流体振动电弧铣削加工技术。
以上所述,仅是本发明的较佳实施例而已,不用于限制本发明,本领域技术人员可以在本发明的实质和保护范围内,对本发明做出各种修改或等同替换,这种修改或等同替换也应视为落在本发明技术方案的保护范围内。
基于离心泵的内冲液流体振动辅助电弧铣削加工用冲液源专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。








动态评分
0.0