

IPC分类号 : B05D1/04,B05D3/00,B05D3/02,B05D3/04,B05D5/00,C23C24/10







专利摘要
本发明公开了一种节能保温涂层的涂覆方法,涂覆方法包括:将结合层合金粉末与粘接剂溶液均匀混合成结合层液状涂料,结合层合金粉末包括如下组分:67wt%Ni、22wt%Cr、10wt%Al、1wt%Y;将隔热层合金粉末与粘接剂溶液均匀混合成隔热层液状涂料,隔热层合金粉末包括如下组分:88‑95wt%二氧化锆、5‑12wt%氧化钇;将保温层合金粉末与粘接剂溶液均匀混合成保温层液状涂料,保温层合金粉末为碳化锆粉末。本发明采用静电喷涂工艺稳定性处理粉末,再经激光熔覆,一方面,使得涂层平整、均匀、光滑,提高了涂层的耐热震稳定性,另一方面,使得熔覆层各层间互熔呈冶金方式结合,能够提高涂层抗老化性能,防止涂层开裂、脱落,增加涂层使用寿命。
权利要求
1.一种节能保温涂层的涂覆方法,其特征在于,所述涂层包括结合层、隔热层、保温层,涂覆方法包括:
材料调配
将结合层合金粉末与粘接剂溶液均匀混合成结合层液状涂料,结合层合金粉末包括如下组分:67wt%Ni、22wt%Cr、10wt%Al、1wt%Y;将隔热层合金粉末与粘接剂溶液均匀混合成隔热层液状涂料,隔热层合金粉末包括如下组分:88-95wt%二氧化锆、5-12wt%氧化钇;将保温层合金粉末与粘接剂溶液均匀混合成保温层液状涂料,保温层合金粉末为碳化锆粉末;粘接剂溶液为环氧聚酯粉末涂料,环氧聚酯粉末涂料包括环氧树酯、聚酯树酯、固化剂和颜料;
预处理
对基体进行预处理,清理掉基体表面的灰尘、油垢和锈蚀;
预热处理
对基体进行预热,基体预热温度为25~400℃;
预置层喷涂
采用静电喷涂法,将结合层液状涂料、隔热层液状涂料、保温层液状涂料逐层喷涂在基体表面,得到预置层,具体方法为:
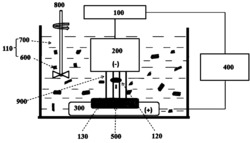
将电源的正极连接基体并接地,而负极高压连接静电喷枪,枪口与基体表面形成一强电场区域,喷涂时压缩空气将上述结合层液状涂料抽吸至静电喷枪嘴雾化,在电场的作用下,迅速飞向正极,均匀地吸附在基体表面;
干燥处理
将喷涂有预置层的基体置于真空干燥箱中烘干并取出;
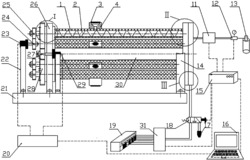
激光熔覆
对干燥后的预置层进行激光熔覆,即得节能保温涂层。
2.如权利要求1所述的一种节能保温涂层的涂覆方法,其特征在于,所述隔热层合金粉末是如下重量百分数的组分:80-90wt%二氧化锆、2-8wt%氧化钇、8-18wt%氧化铈。
3.如权利要求1所述的一种节能保温涂层的涂覆方法,其特征在于,所述静电喷涂工艺参数为:静电输出60~90kV,电流10~20uA,流速压力0.3~0.45MPa,机体预热温度100~180℃,喷涂时间20~50s,喷枪往复速度30~60 mm/s,喷涂流量2~5cc/s,树脂/粉末0.2~0.6,烘烤时间20~50 min。
4.如权利要求1所述的一种节能保温涂层的涂覆方法,其特征在于,所述激光熔覆工艺参数为:功率800-3500 W,氩气流量1200-2400mL/min ,扫描速度2-8 mm/s,离焦量10-30mm。
说明书
技术领域
本发明涉及一种节能涂层,尤其涉及一种节能保温涂层的涂覆方法。
背景技术
节省能源及合理使用加热能源,是国家节能降耗的重要环节与措施,根据国内外节能产品的现状,多种节能产品节省能耗在3~8%左右,远远适应不了节能降耗的国内及国际需求。
节能涂层是加热能源的重要节能措施,而传统工艺制作的节能涂层存在易空鼓、脱落、保温性能差的问题。究其原因,传统工艺制作的胶体稳定性差,涂层团聚严重,致密性差,涂层与基层结合性差。
发明内容
本发明的目的是提供一种节能保温涂层的涂覆方法,能够增加涂层使用寿命,提高涂层保温性能。
为实现上述发明目的,本发明的技术方案是:一种节能保温涂层的涂覆方法,所述涂层包括结合层、隔热层、保温层,涂覆方法包括:
材料调配
将结合层合金粉末与粘接剂溶液均匀混合成结合层液状涂料,结合层合金粉末包括如下组分:67wt%Ni、22wt%Cr、10wt%Al、1wt%Y;将隔热层合金粉末与粘接剂溶液均匀混合成隔热层液状涂料,隔热层合金粉末包括如下组分:88-95wt%二氧化锆、5-12wt%氧化钇;将保温层合金粉末与粘接剂溶液均匀混合成保温层液状涂料,保温层合金粉末为碳化锆粉末;
预处理
对基体进行预处理,清理掉基体表面的灰尘、油垢和锈蚀;
预热处理
对基体进行预热;
预置层喷涂
采用静电喷涂法,将结合层液状涂料、隔热层液状涂料、保温层液状涂料逐层喷涂在基体表面,得到预置层,具体方法为:
将电源的正极连接基体并接地,而负极高压连接静电喷枪,枪口与基体表面形成一强电场区域,喷涂时压缩空气将上述结合层液状涂料抽吸至静电喷枪嘴雾化,在电场的作用下,迅速飞向正极,均匀地吸附在基体表面;
干燥处理
将喷涂有预置层的基体置于真空干燥箱中烘干并取出;
激光熔覆
对干燥后的预置层进行激光熔覆,即得节能保温涂层。
作为本方案的一种优选方案,所述隔热层合金粉末还可以是如下重量百分数的组分:80-90wt%二氧化锆、2-8wt%氧化钇、8-18wt%氧化铈。
作为本方案的一种优选方案,所述基体预热温度为25~400℃。
作为本方案的一种优选方案,所述粘接剂溶液为还氧聚酯粉末涂料,还氧聚酯粉末涂料包括还氧树酯、聚酯树酯、固化剂和颜料。
作为本方案的一种优选方案,所述静电喷涂工艺参数为:静电输出60~90kV,电流10~20uA,流速压力0.3~0.45MPa,机体预热温度100~180℃,喷涂时间20~50s,喷枪往复速度30~60mm/s,喷涂流量2~5cc/s,树脂/纳米粉末0.2~0.6,烘烤时间20~50min。
作为本方案的一种优选方案,所述激光熔覆工艺参数为:功率800-3500W,氩气流量1200-2400ml/min,扫描速度2-8mm/s,离焦量10-30mm。
本发明的有益效果是:本发明节能保温涂层包括结合层、隔热层、保温层,采用静电喷涂工艺稳定性处理粉末,再经激光熔覆,一方面,使得涂层平整、均匀、光滑,提高了涂层的耐热震稳定性,另一方面,使得熔覆层各层间互熔呈冶金方式结合,能够提高涂层抗老化性能,防止涂层开裂、脱落,增加涂层使用寿命。
具体实施方式
下面对本发明实施例中的技术方案进行清楚、完整地描述。
一种节能保温涂层的涂覆方法,所述涂层包括结合层、隔热层、保温层,涂覆方法包括:
材料调配
将结合层合金粉末与粘接剂溶液均匀混合成结合层液状涂料,结合层合金粉末包括如下组分:67wt%Ni、22wt%Cr、10wt%Al、1wt%Y;将隔热层合金粉末与粘接剂溶液均匀混合成隔热层液状涂料,隔热层合金粉末包括如下组分:88-95wt%二氧化锆、5-12wt%氧化钇;将保温层合金粉末与粘接剂溶液均匀混合成保温层液状涂料,保温层合金粉末为碳化锆粉末;粘接剂溶液为还氧聚酯粉末涂料,还氧聚酯粉末涂料包括还氧树酯、聚酯树酯、固化剂和颜料;
预处理
对基体进行预处理,清理掉基体表面的灰尘、油垢和锈蚀;
预热处理
对基体进行预热,预热温度为25~400℃;
预置层喷涂
采用静电喷涂法,将结合层液状涂料、隔热层液状涂料、保温层液状涂料逐层喷涂在基体表面,得到预置层,具体方法为:
将电源的正极连接基体并接地,而负极高压连接静电喷枪,枪口与基体表面形成一强电场区域,喷涂时压缩空气将上述结合层液状涂料抽吸至静电喷枪嘴雾化,在电场的作用下,迅速飞向正极,均匀地吸附在基体表面;静电喷涂工艺参数为:静电输出60~90kV,电流10~20uA,流速压力0.3~0.45MPa,机体预热温度100~180℃,喷涂时间20~50s,喷枪往复速度30~60mm/s,喷涂流量2~5cc/s,树脂/纳米粉末0.2~0.6,烘烤时间20~50min;
干燥处理
将喷涂有预置层的基体置于真空干燥箱中烘干并取出;
激光熔覆
对干燥后的预置层进行激光熔覆,即得节能保温涂层;激光熔覆工艺参数为:功率800-3500W,氩气流量1200-2400ml/min,扫描速度2-8mm/s,离焦量10-30mm。
所述隔热层合金粉末还可以是如下重量百分数的组分:80-90wt%二氧化锆、2-8wt%氧化钇、8-18wt%氧化铈。
二氧化锆是一种多晶质耐火纤维材料。化学稳定性及抗氧化性能好,热导率小,具有抗冲击性、可烧结性等。由于ZrO2物质本身的高熔点、不氧化和其他高温优良特性,使得ZrO2纤维具有比氧化铝纤维、莫来石纤维、硅酸铝纤维等其他耐火纤维品种更高的使用温度。氧化锆纤维在1500℃以上超高温氧化气氛下长期使用,最高使用温度高达2200℃,甚至到2500℃仍可保持完整的纤维形状,并且高温化学性质稳定、耐腐蚀、抗氧化、抗热震、不挥发、无污染,是目前国际上最顶尖的一种耐火纤维材料。
碳化锆是一种重要的高熔点、高强度和耐腐蚀的高温结构耐火材料,并具有高效吸收可见光,反射红外线和储能等的特性。具有非常好的热传导和电传导性,其中导电能力和金属相当,碳化锆适用于发射器外壳涂层、核燃料颗粒涂层、热光电辐射器涂层以及超高温材料等许多领域。碳化锆应用于新型保温调温纺织品中:碳化锆具有高效吸收可见光,反射红外线的特性,当它吸收占太阳光中95%的2μm以下的短波长能源后,通过热转换,可将能源储存在材料中,它还具有反射超过2μm红外线波长的特性。而人体产生的红外线波长约10μm左右,当人们穿了含納米碳化锆纺织衣时,人体红外线将不易向外散发。这说明碳化锆具有理想的吸热、蓄热的特性,适用于外墙、屋顶、内墙等的涂装及石油化工储罐管道等金属表面的降温、减少淋水等。
以下通过上述方法将结合层、隔热层及保温层预置层粉末制备在内不锈钢的保温锅壁表面。
实施例1
一种节能保温涂层的涂覆方法,包括以下步骤:
1、不锈钢表面的预处理,包括脱脂、去油污处理。
2、不锈钢表面预热至25℃。
3、采用静电喷涂系统,在不锈钢表面逐层喷涂结合层、隔热层及保温层,得到预置层;具体操作为:
静电输出60~90kV,电流10~20uA,流速压力0.3~0.45MPa,机体预热温度100~180℃,喷涂时间20~50s,喷枪往复速度30~60mm/s,喷涂流量2~5cc/s,树脂/纳米粉末0.2~0.6,烘烤时间20~50min。
4、将喷涂有预置层的保温锅置于真空干燥箱中烘干并取出。
5、采用激光熔覆喷涂系统,对不锈钢表面预置层进行激光熔覆,具体操作为:采用功率为2400w,保护气流量为2400l/s;扫描速度为2mm/s;离焦量为10cm;
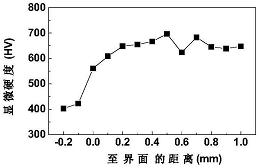
该节能保温涂层经升温至100℃并保温480min的条件下反复升温100次以上,涂层保温性能保持稳定;制备的结合层、隔热层及保温层厚度分别为2-5um、5-15um、15-50um;涂层表面硬度为750-850HV。
实施例2
一种节能保温涂层的涂覆方法,包括以下步骤:
1、不锈钢表面的预处理,包括脱脂、去油污处理。
2、不锈钢表面预热至200℃。
3、采用静电喷涂系统,在不锈钢表面逐层喷涂结合层、隔热层及保温层,得到预置层;具体操作为:
静电输出60~90kV,电流10~20uA,流速压力0.3~0.45MPa,机体预热温度100~180℃,喷涂时间20~50s,喷枪往复速度30~60mm/s,喷涂流量2~5cc/s,树脂/纳米粉末0.2~0.6,烘烤时间20~50min。
4、将喷涂有预置层的保温锅置于真空干燥箱中烘干并取出。
5、采用激光熔覆喷涂系统,对不锈钢表面预置层进行激光熔覆,具体操作为:采用功率为2600w,保护气流量为1600l/s;扫描速度为4mm/s;离焦量为15cm;
该节能保温涂层经升温至100℃并保温480min的条件下反复升温100次以上,涂层保温性能保持稳定;制备的结合层、隔热层及保温层厚度分别为2-5um、8-18um、15-80um;涂层表面硬度为700-800HV。
实施例3
一种节能保温涂层的涂覆方法,包括以下步骤:
1、不锈钢表面的预处理,包括脱脂、去油污处理。
2、不锈钢表面预热至400℃。
3、采用静电喷涂系统,在不锈钢表面逐层喷涂结合层、隔热层及保温层,得到预置层;具体操作为:
静电输出60~90kV,电流10~20uA,流速压力0.3~0.45MPa,机体预热温度100~180℃,喷涂时间20~50s,喷枪往复速度30~60mm/s,喷涂流量2~5cc/s,树脂/纳米粉末0.2~0.6,烘烤时间20~50min。
4、将喷涂有预置层的保温锅置于真空干燥箱中烘干并取出。
5、采用激光熔覆喷涂系统,对不锈钢表面预置层进行激光熔覆,具体操作为:采用功率为2800w,保护气流量为1800l/s;扫描速度为6mm/s;离焦量为20cm;
该节能保温涂层经升温至100℃并保温480min的条件下反复升温100次以上,涂层保温性能保持稳定;制备的结合层、隔热层及保温层厚度为2-5um、10-20um、25-150um;涂层表面硬度为650-700HV。
实施例1-3制得的节能保温涂层与相同涂覆厚度的现有涂料相比,如下表所示:
相同条件下,本发明节能保温涂层可节约能耗30%以上,且耐热震稳定性好,其隔热层与吸热层之间的匹配性好,可以达到高效节能的功效。
所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明的范围。
一种节能保温涂层的涂覆方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。













动态评分
0.0