

IPC分类号 : B23K15/00,A47J27/00,A47J36/02,C09D1/00,C09D5/18,C09D7/61





专利摘要
本发明公开了一种不粘涂层的制作方法,所述不粘涂层包括设置在锅体内表面的基底层,基底层上设有第一过渡层,第一过渡层上设有第二过渡层,第二过渡层上设有面层。本发明不含氟化物、冶金性结合的不粘涂层,其基底层采用铝镍熔点低且润湿性佳的耐高温粘结剂材料,易于基体结合,附着性优,各层涂料采用渐进式混合,结合性能佳,不易脱落,涂层的微观结构沿特定方向呈连续变化,力学性能和组织沿厚度方向逐步变化,消除了金属基体和陶瓷层由于物性参数巨大差异而在涂层内部产生的热应力界面,达到了缓和热应力的目的,避免裂纹产生。另外,本发明不粘涂层制作工序简单、易于操作、成本低。
权利要求
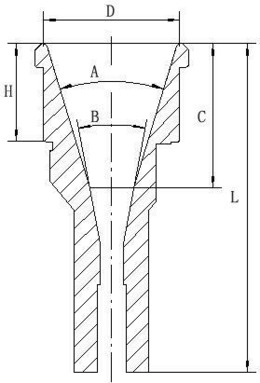
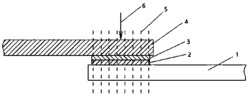
1.一种不粘涂层的制作方法,其特征在于,所述不粘涂层包括设置在锅体内表面的基底层,基底层上设有第一过渡层,第一过渡层上设有第二过渡层,第二过渡层上设有面层;制作方法包括:
步骤1、制作镍铝合金粉末;以镍铝合金粉末作为基底层涂料,备用;将60wt%镍铝合金粉末、10wt%氮化硅、25wt%氮化硼、5wt%碳化锆混合,作为第一过渡层涂料,备用;将30wt%镍铝合金粉末、10wt%氮化硅、50wt%氮化硼、10wt%碳化锆混合,作为第二过渡层涂料,备用;将20wt%氮化硅、70wt%氮化硼、10wt%碳化锆混合,作为面层涂料,备用;
步骤2、对锅体内表面进行预处理,清理掉灰尘、油垢和锈蚀;
步骤3、采用感应加热线圈预热锅体并使锅体温度维持在100-300℃,采用等离子喷涂粉末方式在锅体内表面预置基底层涂料,再经电子束焊,得到基底层;采用同样的方式逐层预置第一过渡层涂料、第二过渡层涂料和面层涂料,依次得到第一过渡层、第二过渡层和面层;
步骤4、将锅体自然冷却至室温,然后再用感应加热线圈加热锅体至300-500℃,恒温4h,接着锅体以速率5-10℃/分下降至室温,即得不粘涂层。
2.如权利要求1所述的一种不粘涂层的制作方法,其特征在于,所述等离子喷涂的工艺参数如下:喷枪角度:45-90度,电流为400-800A,喷枪枪口与容器体内表面之间距离为10-70cm,喷枪移动速度30-80cm/s,氩气流量为20-90l/min,氦气流量为10-80l/min,送气压力为10-40l/min,合金粉末流量为10-50g/min。
3.如权利要求1所述的一种不粘涂层的制作方法,其特征在于,所述电子束焊的工艺参数如下:加速电压25-300kV,聚焦电流200-500mA,电子束流20-100mA,焊接速度5-50mm/s,扫描频率20-400Hz,扫描形状为圆形或方形。
4.如权利要求1所述的一种不粘涂层的制作方法,其特征在于,感应加热线圈输入电压范围300-450V、额定输出功率100Kw、感应频率20-60kHz。
5.如权利要求1所述的一种不粘涂层的制作方法,其特征在于,所述镍铝合金粉末包括以下重量百分数的组分:70-80%的Al和20-30%的Ni。
6.如权利要求1所述的一种不粘涂层的制作方法,其特征在于,所述基底层为0.2-0.7μm、第一过渡层与第二过渡层的厚度均为0.7-1.1mm,所述面层的厚度为1-3mm。
说明书
技术领域
本发明涉及不粘锅技术领域,尤其涉及一种不粘涂层的制作方法。
背景技术
不粘锅即做饭不会粘锅底的锅,不粘锅的问世给人们的生活带来了很大的方便,人们不必再提心煮菜时一不小心就会烧焦,粘在锅壁上。不粘锅与普通锅的外型无关,只在锅的内表面多涂了一层不粘涂层,深受大众欢迎。
不粘锅除了要安全卫生之外,其不粘涂层还应该具备耐氧化性、耐磨、耐高温、耐腐蚀性等性能之外。而现有不粘容器中的不粘涂层在高温的作用下,容易脱落,且导热性能差、热效率低,热量容易流失,影响锅体性能。另外,市场上常用的一些不粘锅,由于不粘涂层中使用了一种加工助剂PFOA(全氟辛酸铵),这种不粘锅使用温度需在250℃以下,且不能制作酸性食物,以免PFOA(全氟辛酸铵)高温或与酸性物质反应分解,产生毒性物质。
发明内容
本发明的目的是提供一种不粘涂层的制作方法。
为实现上述发明目的,本发明的技术方案是:一种不粘涂层的制作方法,所述不粘涂层包括设置在锅体内表面的基底层,基底层上设有第一过渡层,第一过渡层上设有第二过渡层,第二过渡层上设有面层;制作方法包括:
步骤1、制作镍铝合金粉末;以镍铝合金粉末作为基底层粘接剂涂料,备用;将60wt%镍铝合金粉末、10wt%氮化硅、25wt%氮化硼、5wt%碳化锆混合,作为第一过渡层涂料,备用;将30wt%镍铝合金粉末、10wt%氮化硅、50wt%氮化硼、10wt%碳化锆混合,作为第二过渡层涂料,备用;将20wt%氮化硅、70wt%氮化硼、10wt%碳化锆混合,作为面层涂料,备用;
步骤2、对锅体内表面进行预处理,清理掉灰尘、油垢和锈蚀;
步骤3、采用感应加热线圈预热锅体并使锅体温度维持在100-300℃,采用等离子喷涂粉末方式在锅体内表面预置基底层涂料,再经电子束焊,得到金属间化合物做为基底层;采用同样的方式逐层预置第一过渡层涂料、第二过渡层涂料和面层涂料,依次得到第一过渡层、第二过渡层和面层;
步骤4、将锅体自然冷却至室温,然后再用感应加热线圈加热锅体至300-500℃,恒温4h,接着锅体以速率5-10℃/分下降至室温,即得不粘涂层。
作为本方案的一种优选方案,所述等离子喷涂的工艺参数如下:喷枪角度:45-90度,电流为400-800A,喷枪枪口与容器体内表面之间距离为10-70cm,喷枪移动速度30-80cm/s,氩气流量为20-90l/min,氦气流量为10-80l/min,送气压力为10-40l/min,合金粉末流量为10-50g/min。
作为本方案的一种优选方案,所述电子束焊的工艺参数如下:加速电压25-300kV,聚焦电流200-500mA,电子束流20-100mA,焊接速度5-50mm/s,扫描频率20-400Hz,扫描形状为圆形或方形。
作为本方案的一种优选方案,感应加热线圈输入电压范围300-450V、额定输出功率100Kw、感应频率20-60kHz。
作为本方案的一种优选方案,所述镍铝合金粉末包括以下重量百分数的组分:70-80%的Al和20-30%的Ni。
作为本方案的一种优选方案,所述基底层为0.2-0.7μm、第一过渡层与第二过渡层的厚度均为0.7-1.1mm,所述面层的厚度为1-3mm。
本发明的有益效果是:
本发明不含氟化物、冶金性结合的不粘涂层,其基底层采用镍铝熔点低且润湿性佳的耐高温粘结剂材料,易于基体结合,附着性优,各层涂料采用渐进式混合,结合性能佳,不易脱落,涂层的微观结构沿特定方向呈连续变化,力学性能和组织沿厚度方向逐步变化,消除了金属基体和陶瓷层由于物性参数巨大差异而在涂层内部产生的热应力界面,达到了缓和热应力的目的,避免裂纹产生。另外,本发明不粘涂层致密均匀,孔隙较少,结合强度较高,不与酸碱反应,具有化学安定性佳、耐高温、受热均匀、耐磨损、高润湿角及无毒安全的特点;不粘涂层制作工序简单、易于操作、成本低。
具体实施方式
下面对本发明实施例中的技术方案进行清楚、完整地描述。
一种不粘涂层的制作方法,所述不粘涂层包括设置在锅体内表面的基底层,基底层上设有第一过渡层,第一过渡层上设有第二过渡层,第二过渡层上设有面层;制作方法包括:
步骤1、制作镍铝合金粉末,镍铝合金粉末包括以下重量百分数的组分:70-80%的Al和20-30%的Ni;
以镍铝合金粉末作为基底层粘接剂涂料,备用;将60wt%镍铝合金粉末、10wt%氮化硅、25wt%氮化硼、5wt%碳化锆混合,作为第一过渡层涂料,备用;将30wt%镍铝合金粉末、10wt%氮化硅、50wt%氮化硼、10wt%碳化锆混合,作为第二过渡层涂料,备用;将20wt%氮化硅、70wt%氮化硼、10wt%碳化锆混合,作为面层涂料,备用;
步骤2、对锅体内表面进行预处理,清理掉灰尘、油垢和锈蚀;
步骤3、采用感应加热线圈预热锅体并使锅体温度维持在100-300℃,采用等离子喷涂粉末方式在锅体内表面预置基底层涂料,再经电子束焊,得到基底层;采用同样的方式逐层预置第一过渡层涂料、第二过渡层涂料和面层涂料,依次得到第一过渡层、第二过渡层和面层;基底层为0.2-0.7μm、第一过渡层与第二过渡层的厚度均为0.7-1.1mm、面层的厚度为1-3mm。
感应加热线圈输入电压范围300-450V、额定输出功率100Kw、感应频率20-60kHz。能够减小离子喷涂的过程中熔池的温度梯度,使晶粒有足够时间生长,从而减少裂纹、孔洞以及熔覆层残余的应力。
所述等离子喷涂的工艺参数如下:喷枪角度:45-90度,电流为400-800A,喷枪枪口与容器体内表面之间距离为10-70cm,喷枪移动速度30-80cm/s,氩气流量为20-90l/min,氦气流量为10-80l/min,送气压力为10-40l/min,合金粉末流量为10-50g/min。
所述电子束焊的工艺参数如下:加速电压25-300kV,聚焦电流200-500mA,电子束流20-100mA,焊接速度5-50mm/s,扫描频率20-400Hz,扫描形状为圆形或方形。
步骤4、将锅体自然冷却至室温,然后再用感应加热线圈加热锅体至300-500℃,恒温4h,接着锅体以速率5-10℃/分下降至室温,即得不粘涂层。
碳化硅具有耐腐蚀、耐高温、强度大、导热性能良好、抗冲击等特性,作高温间接加热材料。碳化锆具有非常好的热传导和电传导性,其中导电能力和金属相当,碳化锆适用于发射器外壳涂层、核燃料颗粒涂层、热光电辐射器涂层以及超高温材料等许多领域。氮化硅具有润滑性,并且耐磨损,为原子晶体;高温时抗氧化。而且它还能抵抗冷热冲击,在空气中加热到1000℃以上,急剧冷却再急剧加热,也不会碎裂。
氮化硼具有耐高温、不黏结、抗腐蚀、硬度高、耐磨性好、高温绝缘性好、散热导热很好等特性。从而不粘锅不仅使用安全健康,而且提高复合陶瓷层耐磨、耐热、耐腐蚀以及不易脱落的性能。氮化硼是一种人工合成Ⅲ-Ⅴ族的共价化合物,有很高的硬度和良好的耐磨性,摩擦系数低,大约在0.1~0.3,其显微硬度可以达到8000HV~9000HV,是超硬保护膜的最佳材料之一;热稳定性较高,耐热温度可以达到1400℃~1500℃,优于人造金刚石,另外还具有一些金刚石不具有的电、光、声、热及化学特征;立方氮化硼在1200℃以下不与金属铁反应,对酸碱稳定,化学惰性大;氮化硼的导热性能好,热导率可达250W/(M·K)目前氮化硼的主要应用有以下几个方面:被用作磨具材料、刀具材料,另外也被用作功能材料,比如一些需要散热性好的器件。氮化硼是一种超硬材料,其硬度和热导率方面有极好的性能,并且形成的膜层抗冲击性能好,耐磨损能量强。
以下通过实施例1-3对本发明不粘涂层的制作方法进行具体说明。
实施例1
一种不粘涂层的制作方法,包括以下步骤:
1、对锅体内表面进行预处理,清理掉灰尘、油垢和锈蚀;
2、锅体内表面预热至100℃;
3、采用等离子喷涂系统,采用等离子喷涂粉末方式在锅体内表面预置基底层粉末材料,再经电子束焊,得到基底层;采用同样的方式逐层预置第一过渡层粉末材料、第二过渡层粉末材料和面层粉末材料,得到第一过渡层、第二过渡层和面层;
等离子喷涂的工艺参数如下:喷枪角度:45-90度,电流为400-800A,喷枪枪口与容器体内表面之间距离为10-70cm,喷枪移动速度30-80cm/s,氩气流量为20-90l/min,氦气流量为10-80l/min,送气压力为10-40l/min,合金粉末流量为10-50g/min。
电子束焊的工艺参数如下:加速电压100kV,聚焦电流400mA,电子束流50mA,焊接速度10mm/s,扫描频率100Hz,扫描形状为圆形。
4、将锅体自然冷却至室温,然后再用感应加热线圈加热锅体至300-500℃,并维持300-500℃4h,接着锅体以速率5-10℃/分下降至室温,即得不粘涂层。得到的不粘涂层表面硬度为850-1000HV。
实施例2
一种不粘涂层的制作方法,包括以下步骤:
1、对锅体内表面进行预处理,清理掉灰尘、油垢和锈蚀;
2、锅体内表面预热至200℃;
3、采用等离子喷涂系统,采用等离子喷涂粉末方式在锅体内表面预置基底层粉末材料,再经电子束焊,得到基底层;采用同样的方式逐层预置第一过渡层粉末材料、第二过渡层粉末材料和面层粉末材料,得到第一过渡层、第二过渡层和面层;
等离子喷涂的工艺参数如下:喷枪角度:45-90度,电流为400-800A,喷枪枪口与容器体内表面之间距离为10-70cm,喷枪移动速度30-80cm/s,氩气流量为20-90l/min,氦气流量为10-80l/min,送气压力为10-40l/min,合金粉末流量为10-50g/min。
电子束焊的工艺参数如下:加速电压200kV,聚焦电流450mA,电子束流60mA,焊接速度20mm/s,扫描频率200Hz,扫描形状为圆形。
4、将锅体自然冷却至室温,然后再用感应加热线圈加热锅体至300-500℃,并维持300-500℃4h,接着锅体以速率5-10℃/分下降至室温,即得不粘涂层。得到的不粘涂层表面硬度为850-950HV。
实施例3
一种不粘涂层的制作方法,包括以下步骤:
1、对锅体内表面进行预处理,清理掉灰尘、油垢和锈蚀;
2、锅体内表面预热至300℃;
3、采用等离子喷涂系统,采用等离子喷涂粉末方式在锅体内表面预置基底层粉末材料,再经电子束焊,得到基底层;采用同样的方式逐层预置第一过渡层粉末材料、第二过渡层粉末材料和面层粉末材料,得到第一过渡层、第二过渡层和面层;
等离子喷涂的工艺参数如下:喷枪角度:45-90度,电流为400-800A,喷枪枪口与容器体内表面之间距离为10-70cm,喷枪移动速度30-80cm/s,氩气流量为20-90l/min,氦气流量为10-80l/min,送气压力为10-40l/min,合金粉末流量为10-50g/min。
电子束焊的工艺参数如下:加速电压300kV,聚焦电流500mA,电子束流80mA,焊接速度30mm/s,扫描频率300Hz,扫描形状为圆形。
4、将锅体自然冷却至室温,然后再用感应加热线圈加热锅体至300-500℃,并维持300-500℃4h,接着锅体以速率5-10℃/分下降至室温,即得不粘涂层。得到的不粘涂层表面硬度为750-800HV。
与现有技术相比,本发明制作的不粘涂层性能如表1所示:
表1
所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明的范围。
一种不粘涂层的制作方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。







动态评分
0.0