










专利摘要
一种镍基焊条,包括焊芯及药皮,焊芯的化学成分,按重量百分比计:C≤0.2%、Mn2‑5%、Si0.6‑1.8%、Cr10‑20%、Al≤0.4%、Ti≤0.3%、W2‑8%、S≤0.005%、P≤0.006%、余量为Ni;药芯成分按其重量百分比计:大理石20‑35%、萤石15‑45%、石英8‑18%、金红石2‑8%、钛白粉1‑5%、钒铁2‑6%、锰铁2‑6%、钨铁4‑7%、铁粉为余量,具有低成本、焊接接头力学性能良好及焊缝成型良好的技术效果。
权利要求
1.一种镍基焊条,包括焊芯及药皮,其特征在于,焊芯成分按重量百分比计:C≤0.2%、Mn2-5%、Si0.6-1.8%、Cr10-20%、Al≤0.4%、Ti≤0.3%、W2-8%、S≤0.005%、P≤0.006%、余量为Ni;药芯成分按其重量百分比计:大理石20-35%、萤石15-45%、石英8-18%、金红石2-8%、钛白粉1-5%、钒铁2-6%、锰铁2-6%、钨铁4-7%、铁粉为余量。
2.根据权利要求1所述的镍基焊条,其特征在于:焊芯的化学成分,按重量百分比计:C≤0.2%、Mn5%、Si0.6-1.8%、Cr10-20%、Al≤0.2%、Ti≤0.3%、W6-8%、S≤0.005%、P≤0.006%、余量为Ni;药芯成分按其重量百分比计:大理石20-30%、萤石30-45%、石英8-10%、金红石3-6%、钛白粉4-5%、钒铁2-4%、锰铁2-6%、钨铁4-5%、铁粉为余量。
3.根据权利要求1所述的镍基焊条,其特征在于:焊芯的化学成分,按重量百分比计:C≤0.2%、Mn5%、Si0.6-1.3%、Cr18-20%、Al≤0.2%、Ti≤0.3%、W6-8%、S≤0.005%、P≤0.006%、余量为Ni;药芯成分按其重量百分比计:大理石20-30%、萤石30-45%、石英8-12%、金红石3-7%、钛白粉4-5%、钒铁2-6%、锰铁2-6%、钨铁4-7%、铁粉为余量。
4.根据权利要求1所述的镍基焊条,其特征在于:焊芯的化学成分,按重量百分比计:C≤0.2%、Mn2%、Si0.6-1.3%、Cr15-18%、Al≤0.2%、Ti≤0.3%、W2-4%、S≤0.005%、P≤0.006%、余量为Ni;药芯成分按其重量百分比计:大理石20-30%、萤石30-45%、石英8-12%、金红石3-7%、钛白粉4-5%、钒铁2-6%、锰铁2-6%、钨铁4-7%、铁粉为余量。
5.根据权利要求1所述的镍基焊条的制备方法,其特征在于:通过熔炼、浇注以及拉拔得到的直径为Ф4mm焊芯,按设计的配方配粉后,进行干粉搅拌和湿粉搅拌,再用油压机压制焊条,焊条经晾干,低温烘干和350℃保温2h高温烘干后,形成药皮外径为Ф6.5mm的焊条。
说明书
技术领域
本发明涉及一种焊材,特别涉及一种镍基焊条及其制备方法。
背景技术
目前我国LNG运输及储罐项目工程中所使用的焊材主要为进口的ENiCrMo-6焊条,不仅采购周期长,而且价格昂贵,质量控制比较困难,并且存在因为政治、外交等原因被封锁控制的问题,对我国海洋油气事业的发展不利。
本发明研制的焊条,在成功地批量化生产或者产业化后,可打破我国油气储运市场被西方国家垄断的窘境,预计可减少2/3的采购成本,同时可大幅度降低产品售后服务的成本,提高服务效率,有效降低国内LNG运输及储罐项目建设成本过高的问题,具有非常可观的经济效益和产业化前景。
因此积极开展焊条的国产化研究工作,开发用于自主知识产权的焊条材料,将打破国外对我国油气储运技术和焊接材料市场的垄断局面,摆脱焊材过度依赖进口的状况,逐渐掌握最新的油气储运技术及其配套焊材的国产化。
镍基耐蚀合金在焊接过程中的主要问题是焊缝金属的结晶裂纹、液化裂纹和近缝区的过热组织长大倾向,对沉淀强化的镍基高温合金,焊缝金属除了存在结晶裂纹外,还可能产生液化裂纹、气孔等问题;为了更好地适应市场发展的需求,所开发的焊接材料应以高效率、高质量、低成本、降低操作要求,改善环境为主要目标。
发明内容
本发明克服现有技术中镍基焊条容易产生结晶裂纹、气孔缺陷,本发明提供了一种低成本、焊接接头力学性能良好及焊缝成型良好的镍基焊条,发明内容如下:
一种镍基焊条,包括焊芯及药皮,焊芯的化学成分,按重量百分比计:C≤0.2%、Mn2-5%、Si0.6-1.8%、Cr10-20%、Al≤0.4%、Ti≤0.3%、W2-8%、S≤0.005%、P≤0.006%、余量为Ni;药芯成分按其重量百分比计:大理石20-35%、萤石15-45%、石英8-18%、金红石2-8%、钛白粉1-5%、钒铁2-6%、锰铁2-6%、钨铁4-7%、铁粉为余量。
镍强度和延展性都较优秀,20℃时镍的密度为8.9g/cm3,0℃~100℃时的热导率为88.5w/(m*k),熔点1455℃,在活泼金属中镍处于中等程度,能耐盐、碱、氟以及许多有机物质的腐蚀;在高温镍基合金中,镍基体容纳大量的合金元素,从而形成稳定相。
铬在20℃时密度为7.199g/cm3,熔点1875℃,沸点在2660℃,是金属中较难熔的类型,钢中的铬能明显改善自身的抗氧化性并增强抗蚀性,是广泛应用在特殊钢中的添加元素;Ni基合金能耐高温腐蚀性能的主要添加元素为Cr,通常添加量在10%-20%,铬含量超过10%,会在材料表面形成连续致密的Cr2O3膜,其耐腐蚀性极佳;镍的氧化物生成速度快于氧化铬,在Cr2O3膜生成前,已经产生了大量的Nio和NiCr204,这会导致氧化膜与合金界面的氧分压降低,促进了Cr2O3的连续氧化膜生成,它有低的阳离子空位,能阻止金属元素向外扩散和O、N、S及其它有害元素向内扩散,以保护内部材料;在镍基合金中铬元素起到固溶强化和抗高温腐蚀的作用。
金属钼是现代工业生产常用的材料之一,其具有耐磨性好、熔点高、硬度高以及抗腐蚀、抗粘结和耐电弧侵蚀、耐熔融铜、铁侵蚀等优良性能,此外因材料具有低膨胀系数和高导热率,所以其有着优异抗热冲击性能的特点;Mo不但可以使合金的钝化能力提高,而且还能使表面膜的性质得到改善,提高材料的耐点蚀性能;所以Ni基合金中加进Mo元素,可使合金材料的抗还原性介质的能力得到显著提高。
Mo主要进入合金固溶体,减慢Al、Ti和Cr的高温扩散速度,加强固溶体中原子结合力,减慢软化速度;Mo的适量可添加降低镍基焊缝结晶裂纹倾向。
A1、Ti都有利于镍基合金的抗裂纹性能,一方面,二者具有很好的脱氧性能,而氧会降低硫化物的表面自由能,故可通过A1、Ti对氧的溶解来提高自由能,降低热裂倾向;另一方面,通过适量添加Al、Ti,可以细化奥氏体晶粒,Ti能结合偏析于奥氏体晶界的C和H,分别形成TiC和TiH从而抑制C、H的有害作用,降低结晶裂纹倾向。
S、P的存在将显著增大镍基焊缝金属的结晶开裂倾向,其中,S、P的有害影响主要表现S、P向晶界偏析,降低残存液相的结晶温度,使得脆性温度区间范围增加,同时固液相间界面能减小,晶界处低熔点共晶相更易形成。
W主要进入合金固溶体,减慢A1,Ti和Cr的高温扩散速度,加强固溶体中原子结合力,减慢软化速度,W元素是有利元素,具有明显的时效强化及固溶强化作用,可提高合金的热强性,还可明显提高Ni-Cr-Fe合金的抗裂性,加入W的量需不小于7%~8%时,合金的热强性才能明显提高,但是W的优势在更高的使用温度C1000℃)下,有着显著的强化作用。
Mn的加入有利于镍基耐蚀合金的抗结晶开裂性能;一方面,Mn优先与s结合形成MnS(熔点1610℃),减小S形成低熔点共晶液膜的倾向,使得奥氏体硫化物共晶温度提高;另一方面,增加固液相表面能,减小晶界低熔点共晶液膜形成的可能性,抑制了S、P的不利作用,从而降低熔敷金属结晶裂纹形成倾向;另外,Mn的加入还能控制低熔点共晶相的溶解度、数量和液化温度,改善抗结晶裂纹性能,Mn优先与O结合,抑制低熔点的硅酸盐形成,降低结晶裂纹倾向。
大理石:在焊接过程中的作用,稳弧、脱硫、可间接脱磷,通过分解产生CO2气体以保护焊缝。生成短渣,方便方向性焊接,用量过多的危害:会调高药粉熔点,使得焊接速度变慢且焊缝成型粗糙不美观,因熔点升高使得渣粘度增加导致焊缝内易产生气孔;主要化学成分:S≤0.03%,P≤0.03%,CaCO≥95%;在焊条药皮中的作用:主要起到造气、造渣的作用,此外还能稳弧、脱硫。
石英:主要成分是SiO2,造渣剂,渣壳的重要组分,使渣具有良好的覆盖性能,适量的石英可这增加渣的活泼性,但其含量过高时,会造成渣黏、飞溅大,爆炸声明显,导致焊缝成形不好。
金红石:主要成分是TiO2,造渣剂,渣壳主要组分,短渣可以改善渣的覆盖性能和热脱渣性,还起到使电弧稳定集中,熔池平静,从而减少飞溅的作用,然而当其含量过高时,反而会破坏渣的覆盖性能和焊缝,使焊缝金属的机械性能下降。
钛白粉在药皮中可增加塑性和粘性,优化压涂工艺。
药皮中的铁粉在焊接电弧的热作用下进入焊道,增加了焊道金属熔敷量,并且铁粉在电弧燃烧时发生放热反应而使电弧能量提高,提高了焊条的熔化速度,另外药皮中铁粉也参加导电,使焊条电阻下降,在不使焊条发红的前提下,焊接电流可以适当增大,焊条熔化速度也可提高,焊条的可利用长度有所增加;这样,电弧热能的充分利用,熔敷速度和焊接速度的提高,再加上实际弧焊时间的减少及焊条的节约,带来了显著的经济效益,同时,铁粉可以促进熔池冶金反应的进行,能够有效减少缺陷。
锰铁是良好的脱氧剂和脱硫剂;锰和铁可以形成固溶体,提高金属中铁素体和奥氏体的硬度和强度,同时锰又是碳化物形成元素,能够进入渗碳体中取代一部分铁原子形成复合碳化物,焊条药皮中加入适量锰可以提高淬透性,并起固溶强化作用,锰扩大奥氏体区,增加金属中残余奥氏体,减少淬火变形和开裂;锰含量过高会增加金属的过热敏感性和回火敏感性,并且使晶粒粗化,此外残余奥氏体太多会降低合金的硬度,故本焊条药皮中加入的锰铁的量占2~6%之间。
钨在金属中除了与碳化合生成碳化物外,也会溶入合金形成固溶体,因为钨与碳原子的亲和力较大,它和碳化合生成硬度和熔点都极高特殊的碳化物(WC或WaC),并且在高温条件下也不能全部溶入到基体中,而是常以若干微小颗粒残留于晶界处,能够有效遏制焊接金属在高温时的晶粒粗大现象;同时,钨的碳化物即使是在高温下也很难汇聚,可以提高金属的热强性、红硬性和耐磨性;但碳化钨性能很脆,与基体结合强度低,焊接金属中碳化钨含量高时增大金属开裂的倾向,同时钨属于稀有金属,因而综合考虑各因素,本发明焊条药皮中加入的碳化钨含量在4%~7%之间。
钒的碳化物硬度极高,性能十分稳定,在磨损条件下也不易变形和开裂,可以显著提高金属的抗磨粒磨损性,但却出现使合金的机加工性能变差的不利因素;当焊条药皮中钒含量过高时,部分的钒将以游离态固溶与金属中,一旦由于磨损而暴露于零件的外表面,在高温的工况条件会将形成V2O5,其在高温时容易挥发,在零件的工作面上出现细小凹坑,进而使零件的抗高温磨损性能降低;从这方面考虑焊条药皮中的钒含量在达到一定程度后对金属的抗磨粒磨损性能的提高并不明显,并且钒的价格昂贵,在过程中的烧损也比较严重;所以,不管是从合金的耐磨性能、机加工性能,还是从焊条的成本效益上来考虑,钒含量都不宜过高;本发明焊条中钒是以钒铁的形式加入的,钒铁在焊条药皮中的含量在2-6%之间,焊接金属具备很高的强度和优良的抗磨粒磨损性能。
一种镍基焊条的制备方法:
通过熔炼、浇注以及拉拔得到的直径为Ф4mm焊芯,按设计的配方配粉后,进行干粉搅拌和湿粉搅拌,再用油压机压制焊条,焊条经晾干,低温烘干和350℃保温2h高温烘干后,形成药皮外径为Ф6.5mm的焊条。
本发明的有益效果是:
通过适量添加Al、Ti,可以细化奥氏体晶粒,Ti能结合偏析于奥氏体晶界的C和H,分别形成TiC和TiH从而抑制C、H的有害作用,降低结晶裂纹倾向;
通过合理控制造渣剂和造气剂的含量,提高了焊缝成型质量;另外通过合理控制合金成分的添加提高了焊缝金属的力学性能。
附图说明
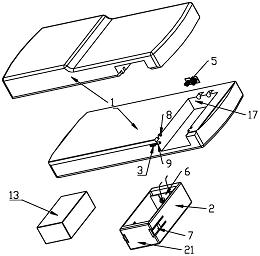
图1是本发明焊接过程示意图。
具体实施方式
下面结合具体实施例,进一步阐明本发明;应理解,这些实施例仅用于说明本发明而不用于限制本发明请求保护的范围;此外,还应理解,在阅读了本发明所讲授的内容之后,本领域技术人员可以对本发明做各种改动或修改,这些等价形式同样落于本申请所附权利要求书所限定的范围。
焊条使用前应将焊条放进烘干箱中,在300℃温度下烘烤1~2h,烘焊条时要避免把冷焊条突然放进高温箱内,也不要从高温箱中突然取出,要慢慢加热,慢慢冷却,以防止药皮因骤热或骤冷而产生开裂、脱落等现象。
焊工领用焊条应将焊条放入保温筒中,如超出4h,应重新放入烘干箱中烘烤,当天没有用完的焊条,应放入干燥箱中保存,否则要重新烘干才能使用;但是焊条不能多次反复烘烤,否则容易变质失效,重复烘烤次数不能超过两次。
焊接试验采用9Ni钢板作为母材,尺寸为370mm×150mm×20mm,采用V型坡口,开口角度为60°,坡口间隙13mm。焊接工艺参数选择焊接电流100-120A,焊接电压为23-28V,焊接速度为12-20cm/min,极性为直流反接,层间温度控制在150℃,对每道焊缝进行机械打磨。
实施例一
通过熔炼、浇注以及拉拔得到的直径为Ф4mm焊芯,按设计的配方配粉后,进行干粉搅拌和湿粉搅拌,再用油压机压制焊条,焊条经晾干,低温烘干和350℃保温2h高温烘干后,形成药皮外径为Ф6.5mm的焊条。
焊芯的化学成分,按重量百分比计:C≤0.2%、Mn2%、Si0.6-1.8%、Cr15-20%、Al≤0.2%、Ti≤0.3%、W2-6%、S≤0.005%、P≤0.006%、余量为Ni;药芯成分按其重量百分比计:大理石20-30%、萤石30-45%、石英8-12%、金红石2-7%、钛白粉1-2%、钒铁2-6%、锰铁2-6%、钨铁4-7%、铁粉为余量。
焊接完成后,制备熔敷金属拉伸试样,抗拉强度为750Mpa,延伸率为34%,-196℃下的冲击功为88J进行焊接热裂纹试验。
试板尺寸为200mm×120mm×10mm,施焊前,将试板放入试验装置中,紧固好试板后,顺次焊接4条长40mm的试验焊缝,焊缝间距10mm,焊接结束后10min后将试件从试验装置中取出,待试件冷却后,将试验焊缝轴向弯断,观察断面有无裂纹,裂纹率为0.03%。
实施例二
通过熔炼、浇注以及拉拔得到的直径为Ф4mm焊芯,按设计的配方配粉后,进行干粉搅拌和湿粉搅拌,再用油压机压制焊条,焊条经晾干,低温烘干和350℃保温2h高温烘干后,形成药皮外径为Ф6.5mm的焊条。
焊芯的化学成分,按重量百分比计:C≤0.2%、Mn2%、Si0.6-1.3%、Cr15-18%、Al≤0.2%、Ti≤0.3%、W2-4%、S≤0.005%、P≤0.006%、余量为Ni;药芯成分按其重量百分比计:大理石20-30%、萤石30-45%、石英8-12%、金红石3-7%、钛白粉4-5%、钒铁2-6%、锰铁2-6%、钨铁4-7%、铁粉为余量。
焊接完成后,制备熔敷金属拉伸试样,抗拉强度为756Mpa,延伸率为32%,-196℃下的冲击功为76J进行焊接热裂纹试验。
试板尺寸为200mm×120mm×10mm,施焊前,将试板放入试验装置中,紧固好试板后,顺次焊接4条长40mm的试验焊缝,焊缝间距10mm,焊接结束后10min后将试件从试验装置中取出,待试件冷却后,将试验焊缝轴向弯断,观察断面有无裂纹,裂纹率为0.05%。
实施例三
一种药芯焊丝的制备方法:
通过熔炼、浇注以及拉拔得到的直径为Ф4mm焊芯,按设计的配方配粉后,进行干粉搅拌和湿粉搅拌,再用油压机压制焊条,焊条经晾干,低温烘干和350℃保温2h高温烘干后,形成药皮外径为Ф6.5mm的焊条。
焊芯的化学成分,按重量百分比计:C≤0.2%、Mn5%、Si0.6-1.3%、Cr18-20%、Al≤0.2%、Ti≤0.3%、W6-8%、S≤0.005%、P≤0.006%、余量为Ni;药芯成分按其重量百分比计:大理石20-30%、萤石30-45%、石英8-12%、金红石3-7%、钛白粉4-5%、钒铁2-6%、锰铁2-6%、钨铁4-7%、铁粉为余量。
焊接完成后,制备熔敷金属拉伸试样,抗拉强度为774Mpa,延伸率为37%,-196℃下的冲击功为73J进行焊接热裂纹试验。
试板尺寸为200mm×120mm×10mm,施焊前,将试板放入试验装置中,紧固好试板后,顺次焊接4条长40mm的试验焊缝,焊缝间距10mm,焊接结束后10min后将试件从试验装置中取出,待试件冷却后,将试验焊缝轴向弯断,观察断面有无裂纹,裂纹率为0.04%。
实施例四
通过熔炼、浇注以及拉拔得到的直径为Ф4mm焊芯,按设计的配方配粉后,进行干粉搅拌和湿粉搅拌,再用油压机压制焊条,焊条经晾干,低温烘干和350℃保温2h高温烘干后,形成药皮外径为Ф6.5mm的焊条。
焊芯的化学成分,按重量百分比计:C≤0.2%、Mn5%、Si0.6-1.8%、Cr10-20%、Al≤0.2%、Ti≤0.3%、W6-8%、S≤0.005%、P≤0.006%、余量为Ni;药芯成分按其重量百分比计:大理石20-30%、萤石30-45%、石英8-10%、金红石3-6%、钛白粉4-5%、钒铁2-4%、锰铁2-6%、钨铁4-5%、铁粉为余量。
焊接完成后,制备熔敷金属拉伸试样,抗拉强度为734Mpa,延伸率为31%,-196℃下的冲击功为81J进行焊接热裂纹试验。
试板尺寸为200mm×120mm×10mm,施焊前,将试板放入试验装置中,紧固好试板后,顺次焊接4条长40mm的试验焊缝,焊缝间距10mm,焊接结束后10min后将试件从试验装置中取出,待试件冷却后,将试验焊缝轴向弯断,观察断面有无裂纹,裂纹率为0.06%。
实施例五
通过熔炼、浇注以及拉拔得到的直径为Ф4mm焊芯,按设计的配方配粉后,进行干粉搅拌和湿粉搅拌,再用油压机压制焊条,焊条经晾干,低温烘干和350℃保温2h高温烘干后,形成药皮外径为Ф6.5mm的焊条。
焊芯的化学成分,按重量百分比计:C≤0.2%、Mn5%、Si0.6-1.8%、Cr10-16%、Al≤0.2%、Ti≤0.3%、W6-8%、S≤0.005%、P≤0.006%、余量为Ni;药芯成分按其重量百分比计:大理石20-30%、萤石30-40%、石英8-9%、金红石3-5%、钛白粉4-5%、钒铁2-4%、锰铁2-6%、钨铁4-5%、铁粉为余量。
焊接完成后,制备熔敷金属拉伸试样,抗拉强度为768Mpa,延伸率为27%,-196℃下的冲击功为87J进行焊接热裂纹试验。
试板尺寸为200mm×120mm×10mm,施焊前,将试板放入试验装置中,紧固好试板后,顺次焊接4条长40mm的试验焊缝,焊缝间距10mm,焊接结束后10min后将试件从试验装置中取出,待试件冷却后,将试验焊缝轴向弯断,观察断面有无裂纹,裂纹率为0.05%。
实施例六
通过熔炼、浇注以及拉拔得到的直径为Ф4mm焊芯,按设计的配方配粉后,进行干粉搅拌和湿粉搅拌,再用油压机压制焊条,焊条经晾干,低温烘干和350℃保温2h高温烘干后,形成药皮外径为Ф6.5mm的焊条。
焊芯的化学成分,按重量百分比计:C≤0.2%、Mn5%、Si0.6-1.2%、Cr10-15%、Al≤0.2%、Ti≤0.3%、W6-8%、S≤0.005%、P≤0.006%、余量为Ni;药芯成分按其重量百分比计:大理石20-25%、萤石30-35%、石英8-13%、金红石3-6%、钛白粉1-5%、钒铁2-4%、锰铁2-6%、钨铁5-7%、铁粉为余量。
焊接完成后,制备熔敷金属拉伸试样,抗拉强度为753Mpa,延伸率为26%,-196℃下的冲击功为77J进行焊接热裂纹试验。
试板尺寸为200mm×120mm×10mm,施焊前,将试板放入试验装置中,紧固好试板后,顺次焊接4条长40mm的试验焊缝,焊缝间距10mm,焊接结束后10min后将试件从试验装置中取出,待试件冷却后,将试验焊缝轴向弯断,观察断面有无裂纹,裂纹率为0.04%。
通过以上实施例的结果可以看出,通过本发明研制的镍基焊条能够克服现有技术中镍基焊条容易产生结晶裂纹、气孔缺陷,提供了一种低成本、焊接接头力学性能良好及焊缝成型良好的镍基焊条。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
一种镍基焊条及其制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。





动态评分
0.0