








专利摘要
本发明公开了一种高强度纳米晶铜管材的制备方法,本发明的特点是可以低成本制备高强度薄壁管材代替厚壁管材使用,同时通过采用半圆形模具通道拉拔铜管材后再进行第二道次拉拔,可实现铜管材的反复塑性变形,最终累积大变形,获得高强度纳米晶铜管材。本发明设计的半圆形通道拉拔模具采用双层预应力套圈结构能够大幅度提高半圆形通道模具强度,提高模具的使用寿命。采用的锡熔体充实铜管避免了管材在半圆形模具通道拉拔过程的横截面畸变,同时管材在两向应力下材料得到较好细化,使铜管材的力学性能得到进一步提高,保证高密度的前提下兼有高的强度和良好的韧性。
权利要求
1.一种高强度纳米晶铜管材的制备方法,可以低成本制备高强度薄壁管材代替厚壁管材使用,其特征是:
(a)通过采用半圆形模具通道拉拔铜管材后再进行第二道次拉拔,可实现铜管材的反复塑性变形,最终累积大变形,获得高强度纳米晶铜管材;
(b)该模具采用双层预应力套圈结构能够大幅度提高半圆形通道模具强度,提高模具的使用寿命。
2.根据权利要求1所述的一种高强度纳米晶铜管材的制备方法,其特征是: 通过向一端密封的铜管注入锡熔体并进行冷却的方法可以获得实心的铜管,即可避免在拉拔过程中因通过半圆形通道的剧烈塑性变形产生管材的横截面畸变,也可保证管材在两向应力下材料得到较好细化,使铜管材的力学性能得到进一步提高,保证高密度的前提下兼有高的强度和良好的韧性。
3.根据权利要求1所述的一种高强度纳米晶铜管材的制备方法,其特征是: 高强度纳米晶铜管材内部的锡金属填充材料经垂直放置在加热槽中焙烧至230°受热全部熔化流出,可反复使用,同时加热也相应对铜管进行了去应力退火工艺,获得力学性能优良的高强度纳米晶铜管材。
4.根据权利要求3所述的一种高强度纳米晶铜管材的制备方法,其特征是:所获得的的管材内部平均晶粒组织是小于500nm的纳米材料,同时该材料的强度较传统试样提高28%,获得的材料有高的硬度和强度,同时保持较好的韧性。
说明书
技术领域
本发明涉及一种金属管材的成形领域,尤其是涉及一种制备高强度纳米晶铜管的方法及模具。
背景技术
铜金属管材具备坚固、耐腐蚀的特性、容易加工和连接、加工塑性好,因此在国民经济中得到了广泛的应用。铜管消费的主要领域为空调器、冰箱、热水器、汽车、空压机、发电设备以及电子电气元器件等方面。采用挤压技术可制备大口径厚壁管材,该方法采用棒料铸造-棒料加热及热挤压-轧制及拉伸成形,工序复杂,而且能耗高。采用连续挤压的方法也可以制备小口径铜管材,该方法高效节能,减少工序,但是连续挤压对挤压口模的要求极高,目前在世界上仅有几条工业化生产线,模具寿命低直接影响了该方法的广泛应用。
目前生产铜管采用铸轧生产技术,直接由水平连铸机组生产空心管坯,再由三辊行星轧管机轧制成一定规格的拉伸管坯,同时卷取入盘。由于直接制备铜管坯,其次三辊行星轧制一道次变形量高达96%以上,其生产效率也非常高,且该工艺为冷轧成形,不需要加热。轧制后管料可以直接进行拉伸成形,不需要中间退火,显著简化了加工工艺,与传统挤压工艺相比,铸轧工艺连续性强,更适合于自动化连续加工生产线。但是上述工艺对于制备薄壁管材加工成本会大幅上升,同时由于铜的价格较为昂贵,厚壁管材的成本也十分高昂。
申请号为20110347299.4和201110374700.3的发明提出了一种用于管材的等通道变截面挤压和拉拔的方法,通过由圆-椭圆-圆及椭圆扭转变化,可使材料累积变形,可提高材料的强度,改善管材性能,但是采用该方法改变了模具通道的横截面,获得的管件不能较好的保持管道的原有截面几何形状。本发明提出了一种半圆形通道模具拉拔方法,采用该方法理论上可获得无限长尺寸的高强度纳米晶铜管材,同时由于是一种等横截面通道变形可保持管道的原有截面几何形状,既能满足制备薄壁管的低加工成本,又能获得高强度管材,部分替代厚壁管的使用。因此,本发明提出了一种改善铜管材力学性能的半圆形通道模具拉拔法获得纳米晶铜管材。
发明内容
本发明的目的是:为克服薄壁铜管材的强度问题、低成本获得较长尺寸铜管材,提供一种通过半圆形通道模具拉拔法,制备高强度纳米晶铜管材。
本发明提出的一种半圆形通道模具拉拔法制备长尺寸铜管材纳米晶铜管材的方法包括以下步骤:
步骤一,管坯准备:将即将拉拔的管坯分为二部分,第一部分是管材拉拔端部分:该部分通过焊合密封,同时在端口部设置钢绳卡头;第二部分是管材主要拉拔部分:该部分将获得大应变,组织达到纳米化,最终获得优良的力学性能;向一端密封的铜管注入锡熔体进行冷却,通过该方法可以获得实心的铜管,避免在步骤二的变形中产生管材的横截面畸变。
步骤二,拉拔准备:将管坯进行磷化皂化后、在管坯外表面涂覆二硫化钼与石蜡混合物,把准备好的管坯的第一部分的钢绳卡头与拉拔装置的钢丝拉绳连接,然后在钢丝绳牵引下把管坯放入半圆形通道模具。
步骤三,拉拔变形:拉拔装置以5mm/s-20mm/s的牵引速度将管坯通过半圆形通道模具拉拔,拉拔后重复上一次的拉拔变形一次,通过两次拉拔可以累积足够的应变,从而获得高强度纳米晶铜管材。
步骤四,获得管材:将获得高强度纳米晶铜管材拉拔端部分向上垂直放置在加热槽中焙烧至230°一小时,锡金属填充材料受热全部熔化流出,流出的锡料可以反复使用,同时铜管进行了去应力退火,获得力学性能优良的高强度纳米晶铜管材。
本发明实现铜管材拉拔变形的半圆形通道模具,包括半圆形通道凹模、第一次预应力压套、第二次预应力压套,及相应的附属部件钢绳卡头和钢绳。
本发明的有益效果是:采用此种方案,通过半圆形通道模具拉拔两次变形方法拉拔铜管材,同时内部填充锡金属材料,对铜管材内壁施加压应力能保证铜管材在拉拔过程中横截面的形状及尺寸不改变,该方法可以实现铜管材的微观组织纳米化,从而获得性能优良的高强度纳米晶铜管材。在半圆形通道模具基础上实现了铜管材的连续拉拔变形,既实现了管壁金属的纳米化,又减轻了操纵工人的劳动强度,拓宽了薄壁铜管材的应用范围。
附图说明
下面是结合附图和实施例对本发明的具体实施方案进行详细地说明。
图1为本发明加工工艺简略示意图;
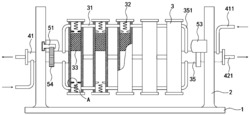
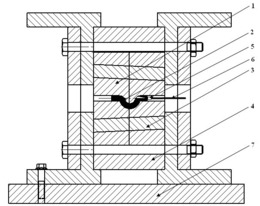
图2为本发明半圆形通道模具拉拔工艺装置图;
图3获得的挤压试样透射电镜微观照片;
图4为拉拔管材试样的真实应力-应变曲线。
上述图中的标记为:
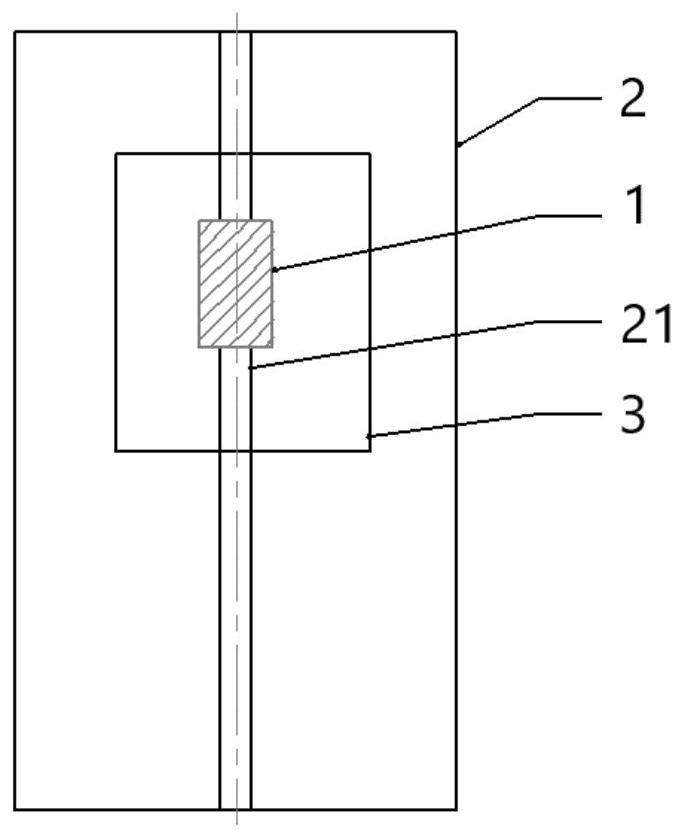
图1为本发明加工工艺简略示意图的1.半圆形通道凹模,2.挤压件管坯;
图2为本发明半圆形通道模具拉拔工艺装置图的1.半圆形通道凹模,2.挤压件管坯,3.第一层凹模预应力套圈,4. 第二层凹模预应力套圈,5.卡头,6.钢丝绳,7.预应力模具底座。
具体实施方式
实施例1、一种高强度纳米晶铜管材的制备方法:
将即将拉拔的管坯拔端部分焊合密封,同时在端口部设置钢绳卡头;向一端密封的铜管注入锡熔体进行冷却,通过该方法可以获得实心的铜管。将管坯进行磷化皂化后、在管坯外表面涂覆二硫化钼与石蜡混合物,把准备好的管坯的第一部分的钢绳卡头与拉拔装置的钢丝拉绳连接,然后在钢丝绳牵引下把管坯放入半圆形通道模具。拉拔装置以10mm/s的牵引速度将管坯通过半圆形通道模具拉拔,拉拔后再重复上一次的拉拔变形一次,然后将获得高强度纳米晶铜管材拉拔端部分向上垂直放置在加热槽中焙烧至230°后保温一小时,锡金属填充材料受热全部熔化流出,同时也相应对铜管进行了去应力退火工艺,获得力学性能优良的高强度纳米晶铜管材。
从图3所示的纳米晶铜拉拔管材试样透射电镜微观照片可以看出铜管材的平均晶粒组织是小于500nm的纳米材料。从图4所示的纳米晶铜拉拔管材试样拉伸真应力-应变曲线,可以看出,强度较传统试样提高28%,根据Hall-Pech公式可知,材料的晶粒尺寸越小,其外在宏观力学性能越高。
本发明提供的一种高强度纳米晶铜管材可采用简单的线材拉拔加工设备,获得的材料有高的硬度和强度,同时保持较好的韧性。因此,本发明材料具有潜在的应用价值,特别在航空、航天和核电领域方面具有很好的优势。
本发明所采用的凹模半圆形通道结构,均可采用现有技术,本发明并不局限于上述所列举的具体实施形式,凡本领域技术人员不经过创造性劳动所能得到的改进,均属于本发明的保护范围内。
一种高强度纳米晶铜管材的制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。







动态评分
0.0