








专利摘要
本发明公开了一种低银亚共晶无铅焊料的熔铸设备及利用其制造焊料的方法,解决亚共晶锡合金的晶粒粗大和成分不均匀,导致的塑性强度较低的技术问题。熔铸设备包括保温加热熔炼装置、超声波搅拌系统、电磁波振荡系统、浇注系统、吸铸冷却系统和抽真空系统;利用该熔铸设备制造焊料,可对熔炼的材料实现快速定向铸造,实现生产自动化,提高生产效率,而且成品率大于90%。制造过程中,在合金半固态温度区间由于剧烈的超声和电磁波复合搅拌,可以细化晶粒,获得均匀细小晶粒组织,金属铸锭的成分均匀,本发明可推广至其它锡基合金铸件的制备。
权利要求
1.一种低银亚共晶无铅焊料的熔铸设备,其特征在于:包括保温加热熔炼装置、超声波搅拌系统、电磁波振荡系统、浇注系统、吸铸冷却系统和抽真空系统;
保温加热熔炼装置包括坩埚、与坩埚配合的坩埚上盖、控温装置、测温探头和坩埚保温加热装置,测温探头和坩埚保温加热装置分别与控温装置电连接;
吸铸冷却系统包括密封装置、真空吸铸室、设置在真空吸铸室内的成型模具和设置在成型模具上的循环冷却液管,成型模具的上端通过通气孔与真空吸铸室相连通,抽真空系统与真空吸铸室相连通;
浇注系统包括浇口套、锥形阀杆和能驱动锥形阀杆上下移动液压驱动系统,液压驱动系统通过控制锥形阀杆的移动打开/关闭浇口;
保温加热熔炼装置设置在吸铸冷却系统上方,浇口套安装在坩埚底面上且使坩埚与成型模具型腔相连通,液压驱动系统和超声波搅拌系统安装在坩埚上盖上,电磁波振荡系统设置在保温座体内。
2.根据权利要求1所述的低银亚共晶无铅焊料的熔铸设备,其特征在于:所述超声波搅拌系统包括调频超声波发生器、超声波换能器、变幅杆和工作头,超声波换能器和变幅杆安装在所述坩埚上盖上,工作头置于所述坩埚内;调频超声波发生器的超声波可调频率为15-25KHz。
3.根据权利要求1或2所述的低银亚共晶无铅焊料的熔铸设备,其特征在于:所述坩埚保温加热装置包括保温座体和设置保温座体上的感应加热丝,所述电磁波振荡系统包括安装在保温座体内的变频电源和电磁感应器,电磁感应器与超声波工作头方向相互垂直,电磁波振荡系统的磁场强度为0.1-1.0特斯拉。
4.根据权利要求1所述的低银亚共晶无铅焊料的熔铸设备,其特征在于:所述抽真空系统包括依次通过管道相连的真空表、真空调节器、真空罐、真空泵和机械泵,真空度可调范围为0.2×10-2Pa-50KPa。
5.根据权利要求1-4任一权利要求所述的低银亚共晶无铅焊料的熔铸设备,其特征在于:所述的浇口套4-3材料为304不锈钢或石墨,浇口比坩埚底部略高约1-2mm,所述锥形阀杆采用热模具钢镀钛材料;所述坩埚、成型模具均由奥氏体304不锈钢材料制成。
6.一种利用权利要求1-6任一项权利要求所述的低银亚共晶无铅焊料的熔铸设备制造焊料的方法,其特征在于:包括如下步骤:
1)利用常规熔铸工艺制备中间合金;
2)开启抽真空系统,对真空吸铸室进行抽真空处理;
3)将合金原材料放入熔炼坩埚内,合上上盖进行加热熔炼,合金熔融至液态后,冷却呈半固态,保温一定时间,在合金液态到半固态的过程中不间断施加超声波和电磁波振荡;
4)开启冷却系统,开启浇口套,半固态合金在真空压力差和自身重力的综合作用下,迅速充满型腔,直至金属熔体完全凝固,得到铸件。
7.根据权利要求6所述的制造焊料的方法,其特征在于:所述焊料为SnAg0.3Cu0.7焊料,所述制造焊料的方法包括如下步骤:
1)利用常规熔铸工艺,550℃制造含20%Cu的Sn-Cu中间合金;
2)开启真空吸铸室的真空系统,将真空室抽真空至0.6×10-2Pa;
3)将Sn、Ag和Sn-Cu中间合金3种材料按质量百分比:Ag为0.3%,Cu为0.7%,Sn为余量进行计算称量,混合放入不锈钢坩埚,合上上盖后加热到500℃至熔融状态,并在表面覆盖一层熔盐KCl:LiCl=1.3:1保护;待金属熔体的温度降低到235-225℃,进行保温5-10分钟,并不间断施加超声波和电磁波振荡搅拌;
4)开启冷却系统,开启浇口,半固态合金在真空压力差和自身重力的综合作用下,迅速充满型腔,直至金属熔体完全凝固,得到铸件。
8.根据权利要求6所述的制造焊料的方法,其特征在于:所述焊料为SnAg0.3Cu0.7Bi12焊料,所述制造焊料的方法包括如下步骤:
1)利用常规熔铸工艺,550℃制造含20%Cu的Sn-Cu中间合金;
2)开启真空吸铸室的真空系统,将真空室抽真空至0.6×10-2Pa;
3)将Sn、Ag、Bi和Sn-Cu中间合金3种材料按质量百分比Ag为0.3%,Cu为0.7%,Bi为12%,Sn为余量进行计算称量,混合放入不锈钢坩埚,合上上盖后加热到500℃至熔融状态,并在表面覆盖一层熔盐KCl:LiCl=1.3:1保护,待金属熔体的温度降低到212-201℃,保温8-15分钟,在合金液态到半固态的过程中,不间断施加超声波和电磁波振荡搅拌;
4)开启冷却系统,开启浇口,半固态合金在真空压力差和自身重力的综合作用下,迅速充满型腔,直至金属熔体完全凝固,得到铸件。
9.根据权利要求6所述的制造焊料的方法,其特征在于:所述焊料为SnAg0.3Cu0.7Sb4.5焊料,所述制造焊料的方法包括如下步骤:
1)利用常规熔铸工艺,450℃制造含20%Sb的Sn-Sb中间合金,550℃制造含20%Cu的Sn-Cu中间合金;
2)开启真空吸铸室的真空系统,将真空室抽真空至1.2×10-2Pa;
3)将Sn、Ag、Sn-Sb中间合金和Sn-Cu中间合金按质量百分比Ag为0.3%,Cu为0.7%,Sb为4.5%,Sn为余量进行计算称量,混合放入不锈钢坩埚,合上上盖后加热到550℃至熔融状态,并在表面覆盖一层熔盐KCl:LiCl=1.3:1保护,待金属熔体的温度降低到240-232℃,保温5-10分钟,在合金液态到半固态的过程中不间断施加超声波和电磁波振荡搅拌;
4)开启水冷系统,开启浇口,半固态合金在真空压力差和自身重力的综合作用下,迅速充满型腔,直至金属熔体完全凝固,得到铸件。
10.根据权利要求6所述的制造焊料的方法,其特征在于:所述焊料为SnAg0.3Cu0.7Sb4.5Bi12焊料,所述制造焊料的方法包括如下步骤:
1)利用常规熔铸工艺,450℃制造含20%Sb的Sn-Sb中间合金,550℃制造含20%Cu的Sn-Cu中间合金;
2)开启真空吸铸室的真空系统,将真空室抽真空至16×10-2Pa;
3)将Sn、Ag、Bi、Sn-Sb中间合金、Sn-Cu中间合金按质量百分比Ag为0.3%,Cu为0.7%,Sb为4.5%,Bi为12%,Sn为余量进行计算称量,混合放入不锈钢坩埚,合上上盖后加热到550℃至熔融状态,并在表面覆盖一层熔盐KCl:LiCl=1.3:1保护,待金属熔体的温度降低到210-204℃,保温8-15分钟,在合金液态到半固态的过程中不间断施加超声波和电磁波振荡搅拌;
4)开启水冷系统,开启浇口,半固态合金在真空压力差和自身重力的综合作用下,迅速充满型腔,直至金属熔体完全凝固,得到铸件。
说明书
技术领域
本发明涉及锡基合金熔炼吸铸技术领域,尤其涉及到低银亚共晶无铅焊料半固态合金熔铸生产设备及利用该设备制造焊料的方法。
背景技术
从降低熔点角度来考虑,Sn-Ag-Cu系合金中的Ag质量含量一般在3.5%左右为宜,在平衡凝固条件下,在221℃发生共晶反应,其凝固过程为:L→Ag3Sn+βSn,在室温条件下从Sn-3.5Ag合金的组织由βSn、βSn和Ag3Sn形成的共晶体组成。但由于白银在地球含量少,属稀缺金属,而且焊料合金的制造和对焊料进行焊接时不可避免部分焊料中的银元素被氧化烧损,Sn-Ag-Cu系焊料中的耗银量超过其牌号中标注的含银量,焊料成本价格高是制约其全面推广的障碍。
当Ag的含量小于3.5wt.%时,亚共晶Sn-Ag-Cu焊料虽然价格成本低,在常规铸造工艺条件下发生亚共晶反应,形成亚稳态的粗大晶粒组织,导致焊料塑性和抗拉强度较低,且熔点偏高。通常期望焊料合金析出微细Ag3Sn金属化合物和细化晶粒来改善其性能,如采用大的冷却速率或通过加入合金元素来改善低银亚共晶无铅焊料的性能,添加Bi可以降低熔点和改善润湿性,但Bi元素超过质量百分比为7%的Bi使合金本身的塑性下降,使合金脆化,使焊料不能加工成线材使用,而且还能促进Ag3Sn粗化。
现有技术中,AIM的US6525577专利和US6352407专利,公开了Sn-Ag-Cu-Sb系无铅焊料,在Sn-Ag合金中加入Sb,合金组织多了Ag3(Sb,Sn),这种Ag3(Sb,Sn)金属化合物对Sn-Ag合金基体起到弥散强化作用,从而提高焊料的抗蠕变性,还可抑制粗大Ag3Sn的生长,但Sb使合金熔点增加。专利CN102029479A公开了一种低银无铅焊料合金及其制造方法和装置,采用快速冷却和振动相结合的制造方法,有效地减少了熔程而使合金迅速凝固的方法,但这种单一机械振动模式难以破碎半固态合金的粗大树枝组织,这对锡基焊料合金的机械性能的提高受到了限度。专利CN103447506A公开了一种低熔点合金超声和机械搅拌复合熔炼设备,超声波工作头从侧面导入至金属熔体的方式会导致金属熔池温度分布不均;工作头与坩埚有间隙,间隙需通过耐热氟橡胶密封,人工固化密封过程至少需要8小时以上,且缺乏铸造成形装置,制造和生产效率较低;采用的机械搅拌法的生产效率低、易卷入气体、搅拌棒的寿命短及搅拌棒腐蚀易污染半固态金属浆料。
发明内容
本发明的目的在于克服上述已有技术的不足,提供一种生产效率高的低银亚共晶无铅焊料的熔铸设备,利用该熔铸设备制造的焊料铸件合金塑性好,熔点低。
为了实现上述目的,本发明采用的技术方案是:一种低银亚共晶无铅焊料的熔铸设备,其特征在于:包括保温加热熔炼装置、超声波搅拌系统、电磁波振荡系统、浇注系统、吸铸冷却系统和抽真空系统;保温加热熔炼装置包括坩埚、与坩埚配合的坩埚上盖、控温装置、测温探头和坩埚保温加热装置,测温探头和坩埚保温加热装置分别与控温装置电连接;吸铸冷却系统包括密封装置、真空吸铸室、设置在真空吸铸室内的成型模具和设置在成型模具上的循环冷却液管,成型模具的上端通过通气孔与真空吸铸室相连通,抽真空系统与真空吸铸室相连通;浇注系统包括浇口套、锥形阀杆和能驱动锥形阀杆上下移动液压驱动系统,液压驱动系统通过控制锥形阀杆的移动打开/关闭浇口;保温加热熔炼装置设置在吸铸冷却系统上方,浇口套安装在坩埚底面上且使坩埚与成型模具型腔相连通,液压驱动系统和超声波搅拌系统安装在坩埚上盖上,电磁波振荡系统设置在坩埚保温加热装置内。
进一步地,所述超声波搅拌系统包括调频超声波发生器、超声波换能器、变幅杆和工作头,超声波换能器和变幅杆安装在所述坩埚上盖上,工作头置于所述坩埚内。所述调频超声波发生器的超声波可调频率为15-25KHz。
进一步地,所述坩埚保温加热装置包括保温座体和设置保温座体上的感应加热丝,所述电磁波振荡系统包括安装在保温座体内的变频电源和电磁感应器,电磁感应器与超声波工作头方向相互垂直,电磁波振荡系统的磁场强度为0.1-1.0特斯拉。
进一步地,所述抽真空系统包括依次通过管道相连的真空表、真空调节器、真空罐、真空泵和机械泵,真空度可调范围为0.2×10-2Pa-50KPa。
进一步地,所述的浇口套4-3材料为304不锈钢或石墨,浇口比坩埚底部略高约1-2mm,所述锥形阀杆采用热模具钢镀钛材料;所述坩埚、成型模具均由奥氏体304不锈钢材料制成。
本发明还公开一种利用上述低银亚共晶无铅焊料的熔铸设备制造焊料的方法,其特征在于:包括如下步骤:1)利用常规熔铸工艺制备中间合金;2)开启抽真空系统,对真空吸铸室进行抽真空处理;3)将合金原材料放入熔炼坩埚内,合上上盖进行加热熔炼,合金熔融至液态后,冷却呈半固态,保温一定时间,在合金液态到半固态的过程中不间断施加超声波和电磁波振荡;4)开启冷却系统,开启浇口套,半固态合金在真空压力差和自身重力的综合作用下,迅速充满型腔,直至金属熔体完全凝固,得到铸件。
进一步地,当所述焊料为SnAg0.3Cu0.7焊料时,所述制造焊料的方法包括如下步骤:1)利用常规熔铸工艺,550℃制造含20%Cu的Sn-Cu中间合金;2)开启真空吸铸室的真空系统,将真空室抽真空至0.6×10-2Pa;3)将Sn、Ag和Sn-Cu中间合金3种材料按质量百分比:Ag为0.3%,Cu为0.7%,Sn为余量进行计算称量,混合放入不锈钢坩埚,合上上盖后加热到500℃至熔融状态,并在表面覆盖一层熔盐KCl:LiCl=1.3:1保护;待金属熔体的温度降低到235-225℃,进行保温5-10分钟,并不间断施加超声波和电磁波振荡搅拌;4)开启冷却系统,开启浇口,半固态合金在真空压力差和自身重力的综合作用下,迅速充满型腔,直至金属熔体完全凝固,得到铸件。
进一步地,当所述焊料为SnAg0.3Cu0.7Bi12焊料,所述制造焊料的方法包括如下步骤:1)利用常规熔铸工艺,550℃制造含20%Cu的Sn-Cu中间合金;2)开启真空吸铸室的真空系统,将真空室抽真空至0.6×10-2Pa;3)将Sn、Ag、Bi和Sn-Cu中间合金3种材料按质量百分比Ag为0.3%,Cu为0.7%,Bi为12%,Sn为余量进行计算称量,混合放入不锈钢坩埚,合上上盖后加热到500℃至熔融状态,并在表面覆盖一层熔盐KCl:LiCl=1.3:1保护,待金属熔体的温度降低到212-201℃,保温8-15分钟,在合金液态到半固态的过程中,不间断施加超声波和电磁波振荡搅拌;4)开启冷却系统,开启浇口,半固态合金在真空压力差和自身重力的综合作用下,迅速充满型腔,直至金属熔体完全凝固,得到铸件。
进一步地,当所述焊料为SnAg0.3Cu0.7Sb4.5焊料,所述制造焊料的方法包括如下步骤:1)利用常规熔铸工艺,450℃制造含20%Sb的Sn-Sb中间合金,550℃制造含20%Cu的Sn-Cu中间合金;2)开启真空吸铸室的真空系统,将真空室抽真空至1.2×10-2Pa;3)将Sn、Ag、Sn-Sb中间合金和Sn-Cu中间合金按质量百分比Ag为0.3%,Cu为0.7%,Sb为4.5%,Sn为余量进行计算称量,混合放入不锈钢坩埚,合上上盖后加热到550℃至熔融状态,并在表面覆盖一层熔盐KCl:LiCl=1.3:1保护,待金属熔体的温度降低到240-232℃,保温5-10分钟,在合金液态到半固态的过程中不间断施加超声波和电磁波振荡搅拌;4)开启水冷系统,开启浇口,半固态合金在真空压力差和自身重力的综合作用下,迅速充满型腔,直至金属熔体完全凝固,得到铸件。
进一步地,当所述焊料为SnAg0.3Cu0.7Sb4.5Bi12焊料,所述制造焊料的方法包括如下步骤:1)利用常规熔铸工艺,450℃制造含20%Sb的Sn-Sb中间合金,550℃制造含20%Cu的Sn-Cu中间合金;2)开启真空吸铸室的真空系统,将真空室抽真空至16×10-2Pa;3)将Sn、Ag、Bi、Sn-Sb中间合金、Sn-Cu中间合金按质量百分比Ag为0.3%,Cu为0.7%,Sb为4.5%,Bi为12%,Sn为余量进行计算称量,混合放入不锈钢坩埚,合上上盖后加热到550℃至熔融状态,并在表面覆盖一层熔盐KCl:LiCl=1.3:1保护,待金属熔体的温度降低到210-204℃,保温8-15分钟,在合金液态到半固态的过程中不间断施加超声波和电磁波振荡搅拌;4)开启水冷系统,开启浇口,半固态合金在真空压力差和自身重力的综合作用下,迅速充满型腔,直至金属熔体完全凝固,得到铸件。
本发明的有益效果是:
(1)本发明通过可将半固态技术和底漏式真空吸铸方法相结合,在锡合金半凝固过程切入电磁搅拌和超声搅拌,两种相互垂直无干扰的搅拌方式共同实施,可消除熔池里的任何死区,使液态金属母液某些初生相均匀悬浮浆料中,具有破碎枝晶、增强元素扩散,降低温度梯度和成分过冷以及清除熔体中的气体,两者结合可实现晶粒在各个方向上均匀长大;冷却系统的循环管道可通空气、水、油、乙二醇型等冷却介质,可根据具体需要实现不同的冷却速率,实现细化晶粒的效果。
(2)浇口套比坩埚底部高约1~2mm,锡合金液面的浮渣,不易被吸入模具型腔,保证了铸件的质量。
(3)在真空条件下实现金属液的凝固,凝固过程中析出的气体也易上浮外逸,故铸件中不易形成气孔。
(4)在吸铸冷却系统中可利用真空负压气场和金属重力场共同作用,对熔炼的材料实现快速定向铸造,实现生产自动化,提高生产效率,这种技术和装置可推广到锡基合金的制造和批量生产。
附图说明
下面结合附图对本发明作进一步的详细说明。
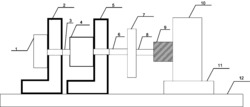
图1为本发明的结构示意图。
图1a为图1中浇口闭合的结构示意图。
图1b为图1中浇口打开的结构示意图。
图2a为采用常规熔铸方法制造的SnAg0.3Cu0.7焊料的显微组织图。
图2b为采用本发明之方法制造的SnAg0.3Cu0.7焊料的显微组织图。
图3a为采用常规熔铸方法制造的SnAg0.3Cu0.7Bi12焊料的显微组织图。
图3b为采用本发明之方法制造的SnAg0.3Cu0.7Bi12焊料的显微组织图。
图4a为采用常规熔铸方法制造的SnAg0.3Cu0.7Sb4.5焊料的显微组织图。
图4b为采用本发明之方法制造的SnAg0.3Cu0.7Sb4.5焊料的显微组织图。
图5a为采用常规熔铸方法制造的SnAg0.3Cu0.7Sb4.5Bi12焊料的显微组织图。
图5b为采用本发明之方法制造的SnAg0.3Cu0.7Sb4.5Bi12焊料的显微组织图。
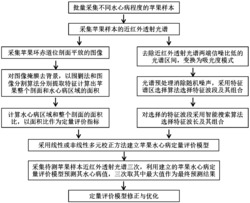
图6为SnAg0.3Cu0.7Sb4.5Bi12与Cu进行钎焊的焊缝显微结构图。
具体实施方式
如图1所示,本发明一种低银亚共晶无铅焊料的熔铸设备,包括保温加热熔炼装置1、超声波搅拌系统2、电磁波振荡系统3、浇注系统4、吸铸冷却系统5和抽真空系统6。
其中,上述保温加热熔炼装置1包括控温装置11、坩埚上盖12、坩埚13、测温探头14和坩埚保温加热装置,坩埚保温加热装置包括保温座体15和设置保温座体上的感应加热丝16,测温探头14和感应加热丝16分别与控温装置11电连接。测温探头14可以设置多个,均布插入到坩埚13内,用于检测不同位置金属熔体的温度;具体的数量可根据实际情况进行设置,如4个、6个等。
上述吸铸冷却系统5包括密封装置51、真空吸铸室52、设置在真空吸铸室内的成型模具53和设置在成型模具上的循环冷却液管54。成型模具53的上端通过通气孔55与真空吸铸室53相连通。抽真空系统6与真空吸铸室53通过管道相连通。
上述浇注系统4包括浇口套41、锥形阀杆42和能驱动锥形阀杆上下移动液压驱动系统43,液压驱动系统43通过控制锥形阀杆42的移动打开/关闭浇口。保温加热熔炼装置1设置在吸铸冷却系统5的上方,浇口套41安装在坩埚13底面上且使坩埚与成型模具型腔相连通;液压驱动系统43和超声波搅拌系统2安装在坩埚上盖12上,电磁波振荡系统3设置在保温座体15内,且位于坩埚下方。
上述超声波搅拌系统2包括调频超声波发生器21、超声波换能器22、变幅杆23和工作头24,调频超声波发生器21与超声波换能器22之间电连接,超声波换能器22和变幅杆23安装在所述坩埚上盖上,工作头置于所述坩埚内且上端安装在变幅杆23上。所述调频超声波发生器21的超声波可调频率为15-25KHz。
上述电磁波振荡系统3包括变频电源32和电磁感应器32;电磁感应器32与超声波工作头24方向相互垂直,电磁波振荡系统的磁场强度为0.1-1.0特斯拉。
上述抽真空系统6包括依次通过管道相连的真空表61、真空调节器62、真空罐63、真空泵64和机械泵65,真空度可调范围为0.2×10-2Pa-50KPa。
进一步地,上述的浇口套41的制造材料为304不锈钢或石墨,浇口比坩埚底部略高约1-2mm。上述锥形阀杆42采用热模具钢镀钛材料;上述坩埚13、成型模具53均由奥氏体304不锈钢材料制成。
本发明还公开一种利用上述低银亚共晶无铅焊料的熔铸设备制造焊料的方法,下面以几种焊料的制造做详细说明。
实例一:当焊料为SnAg0.3Cu0.7焊料时,所述制造焊料的方法包括如下步骤:1)利用常规熔铸工艺,550℃制造含20%Cu的Sn-Cu中间合金;2)开启真空吸铸室的真空系统,将真空室抽真空至0.6×10-2Pa;3)将Sn、Ag和Sn-Cu中间合金3种材料按质量百分比:Ag为0.3%,Cu为0.7%,Sn为余量进行计算称量,混合放入不锈钢坩埚,合上上盖后加热到500℃至熔融状态,并在表面覆盖一层熔盐KCl:LiCl=1.3:1保护;待金属熔体的温度降低到235-225℃,进行保温5-10分钟,并不间断施加超声波和电磁波振荡搅拌;4)开启冷却系统,开启浇口,半固态合金在真空压力差和自身重力的综合作用下,迅速充满型腔,直至金属熔体完全凝固,得到铸件。
实例二:当所述焊料为SnAg0.3Cu0.7Bi12焊料,所述制造焊料的方法包括如下步骤:1)利用常规熔铸工艺,550℃制造含20%Cu的Sn-Cu中间合金;2)开启真空吸铸室的真空系统,将真空室抽真空至0.6×10-2Pa;3)将Sn、Ag、Bi和Sn-Cu中间合金3种材料按质量百分比Ag为0.3%,Cu为0.7%,Bi为12%,Sn为余量进行计算称量,混合放入不锈钢坩埚,合上上盖后加热到500℃至熔融状态,并在表面覆盖一层熔盐KCl:LiCl=1.3:1保护,待金属熔体的温度降低到212-201℃,保温8-15分钟,在合金液态到半固态的过程中,不间断施加超声波和电磁波振荡搅拌;4)开启冷却系统,开启浇口,半固态合金在真空压力差和自身重力的综合作用下,迅速充满型腔,直至金属熔体完全凝固,得到铸件。
实例三:当所述焊料为SnAg0.3Cu0.7Sb4.5焊料,所述制造焊料的方法包括如下步骤:1)利用常规熔铸工艺,450℃制造含20%Sb的Sn-Sb中间合金,550℃制造含20%Cu的Sn-Cu中间合金;2)开启真空吸铸室的真空系统,将真空室抽真空至1.2×10-2Pa;3)将Sn、Ag、Sn-Sb中间合金和Sn-Cu中间合金按质量百分比Ag为0.3%,Cu为0.7%,Sb为4.5%,Sn为余量进行计算称量,混合放入不锈钢坩埚,合上上盖后加热到550℃至熔融状态,并在表面覆盖一层熔盐KCl:LiCl=1.3:1保护,待金属熔体的温度降低到240-232℃,保温5-10分钟,在合金液态到半固态的过程中不间断施加超声波和电磁波振荡搅拌;4)开启水冷系统,开启浇口,半固态合金在真空压力差和自身重力的综合作用下,迅速充满型腔,直至金属熔体完全凝固,得到铸件。
实例四:当所述焊料为SnAg0.3Cu0.7Sb4.5Bi12焊料,所述制造焊料的方法包括如下步骤:1)利用常规熔铸工艺,450℃制造含20%Sb的Sn-Sb中间合金,550℃制造含20%Cu的Sn-Cu中间合金;2)开启真空吸铸室的真空系统,将真空室抽真空至16×10-2Pa;3)将Sn、Ag、Bi、Sn-Sb中间合金、Sn-Cu中间合金按质量百分比Ag为0.3%,Cu为0.7%,Sb为4.5%,Bi为12%,Sn为余量进行计算称量,混合放入不锈钢坩埚,合上上盖后加热到550℃至熔融状态,并在表面覆盖一层熔盐KCl:LiCl=1.3:1保护,待金属熔体的温度降低到210-204℃,保温8-15分钟,在合金液态到半固态的过程中不间断施加超声波和电磁波振荡搅拌;4)开启水冷系统,开启浇口,半固态合金在真空压力差和自身重力的综合作用下,迅速充满型腔,直至金属熔体完全凝固,得到铸件。
上述制造方法中所提及的常规熔铸工艺,具体步骤是将合金中的各种纯金属和中间合金混合,加热至高于熔点20℃-50℃以上,熔融至液态金属后进行机械搅拌,保温,扒渣,浇注,空冷,获得铸件。
利用WDW-100型微机电子万能拉伸机对拉伸试样进行拉伸,拉伸时第一阶段的速率控制在0.5kN/sec,第二阶段为位移控制1.5mm/sec。拉断后目测断面是否有缺陷(气孔等),是否在标距内断裂,再测量伸长后的标距长度,计算并获得伸长率。拉伸结束后,导出数据和拉伸曲线,可得抗拉强度。采用不同的熔铸工艺获得的焊料合金熔点和性能如下表所示。
由上表可见,实例一中的SnAg0.3Cu0.7在常规熔铸工艺条件下塑性和强度较低,采用本案设备和熔铸技术后,伸长率提高了139%,拉伸强度提高了44%,熔点下降了3.43℃,机械性能得到改善和熔点下降原因是:本案获得的铸件的晶粒比常规熔铸工艺的更加细小,如图2所示。
在SnAg0.3Cu0.7中添加12%Bi可降低合金熔点14.53℃,但如果采用常规熔铸工艺,合金由于形成树枝晶导致其塑性和强度严重下降;采用本案实施方式(二)后,改善了Bi的偏析行为,形成等轴细小晶粒,如图3所示,因此本发明可以有效降熔点和提高合金的机械性能。
在SnAg0.3Cu0.7中添加Sb可有效改善合金机械性能,但缺点是焊料熔点增大,图4表明采用本案实例(三)的制备步骤可获得较小的晶粒显微组织,因此,SnAg0.3Cu0.7Sb4.5焊料比常规熔铸工艺的熔点略有下降,伸长率分别提高了67.26%,拉伸强度也得到一定的提高。
联合利用Sb弥散强化和Bi降低熔点的作用,在SnAg0.3Cu0.7中联合添加质量百分比4.5%Sb和12%Bi,结合本发明所述的工艺和装置制备SnAg0.3Cu0.7Sb4.5Bi12合金,可获得高塑性高强度和低熔点铸件合金,这是由于超声和电磁复合搅拌方式具有很高的剪切效率,可以有效破碎枝晶、增强元素扩散,降低温度梯度和成分过冷以及清除熔体中的气体,两者结合可实现晶粒在各个方向上均匀长大,利用水冷方式,提高冷却速率,合金的树枝晶组织转变成等轴细晶如图5。采用本发明涉及的制备工艺,SnAg0.3Cu0.7Sb4.5Bi12合金的熔点205.44℃,伸长率为41.87%,拉伸强度62.60%。采用本案制备的SnAg0.3Cu0.7Sb4.5Bi12焊料与紫铜进行钎焊,可获得如图6所示的焊缝显微结构,图6所示的焊料保持着等轴细晶组织,焊料与铜基板形成连续的冶金结合层,焊接效果良好。
最后应当说明的是,以上内容仅用以说明本发明的技术方案,而非对本发明保护范围的限制,本领域的普通技术人员对本发明的技术方案进行的简单修改或者等同替换,均不脱离本发明技术方案的实质和范围。
低银亚共晶无铅焊料的熔铸设备及利用其制造焊料的方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。







动态评分
0.0