

IPC分类号 : C23C24/10I,B22F3/22I,B22F1/00I,B22F3/105I,A61L27/30I,A61L27/50I








专利摘要
本发明公开一种感应烧结法用于电子束熔覆制备涂层的方法,将糊状或膏状的粉末通过金属注射成型法挤压在待熔覆的基材表面上,然后采用感应烧结法以形成预置层,对预置层进行电子束熔覆即得复合涂层,最后将复合涂层进行热处理。本发明值得的涂层具有较好的机械力学性能。本发明针对人工髋关节摩擦副的球头和髋臼的摩擦磨损及其结合层的质量问题,提供一种感应烧结法用于电子束熔覆制备涂层的方法及应用制备的石墨烯掺杂金刚石涂层改善人工髋关节表面的硬度、膜/基结合强度,耐磨性和耐腐蚀性能以及良好的生物兼容性的性能,解决现有技术金属材质的问题。
权利要求
1.一种感应烧结法用于电子束熔覆制备涂层的方法,其特征在于:将糊状或膏状的粉末通过金属注射成型法挤压在待熔覆的基材表面上,然后采用感应烧结法以形成预置层,对预置层进行电子束熔覆即得复合涂层,最后将复合涂层进行热处理;
所述待熔覆粉末为金刚石、石墨烯陶瓷粉末、NiTi/金刚石金属基陶瓷复合粉末或NiTi金属粉末;
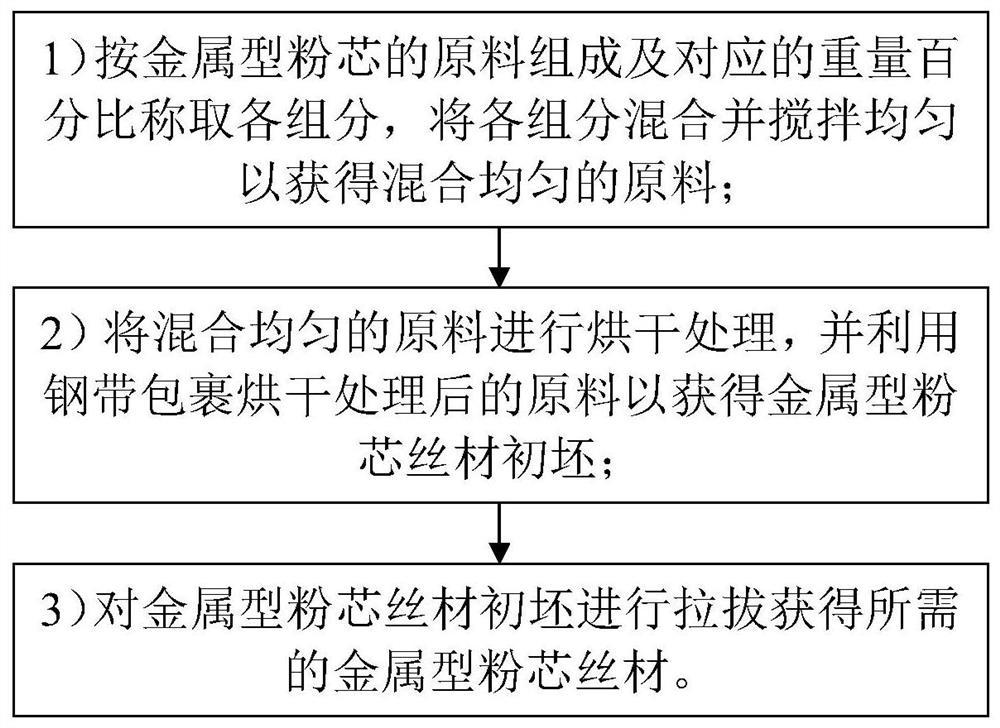
所述方法具体包括以下步骤:
1)对基材进行预处理,清理掉基材表面的灰尘、油垢和锈蚀;
2)待熔覆粉末处理,将待熔覆粉置于行星式球磨机中,再放入干燥箱中烘干2h,接着,将待熔覆粉末均匀混入粘接剂以实现原始粉末均匀混合并调和成糊状或膏状的粉末,备用;所述粘接剂为石蜡~聚合物体系涂料,该石蜡~聚合物涂料由以下质量分数的组份组成:石蜡52%,聚丙烯28%,聚乙烯16%,硬脂酸4%;
3)采用金属注射成型法将膏状或糊状的粉末挤压在基材表面上并用液压机进行压制后晾干,形成积层;所述步骤3)中将膏状或糊状的粉末挤压在基材表面上的具体方法如下:在基材的一端注射入膏状或糊状的粉末,用刮板对基材上注射膏状或糊状粉末的部位施加一定压力,同时朝基材另一端匀速移动,膏状或糊状粉末在移动中被刮板挤压到基材表面上;所述金属注射成型法的工艺参数如下:注射温度90~150℃,注射时间5~15s,注射压力80~160MPa ,保压时间0.5~5s;
4)采用感应烧结法对基材表面的积层进行感应加热形成预置层;所述感应烧结法的工艺参数如下:烧结功率10~60kW,升温速率10~50℃/min,烧结温度1200~1500℃,基材预热温度200~400℃,保温时间20~30min;
5)对预置层进行电子束熔覆得到复合涂层;所采用电子束熔覆的工艺参数为:加速电压25~300kV,聚焦电流200~500mA,电子束流20~100mA,焊接速度10~50mm/s,扫描频率50~300Hz,束斑尺寸为80μm~150μm,烧结层预热温度200~400℃,扫描形状为圆形或方形;
6)将基材放置在热处理炉的工作台上,对复合涂层进行消除应力的热处理;所采用热处理的具体方法为:将热处理炉加热到500~650℃后,经5~7h保温后,打开热处理炉让基材在炉中冷却至室温。
2.应用权利要求1所述的感应烧结法用于电子束熔覆制备涂层的方法制备人工髋关节摩擦副表面涂层,其特征在于:所述表面涂层包括依序成型的内层、过渡层和外层,所述内层的材料为NiTi镍基自熔合金属粉末,过渡层的材料为60wt%NiTi+40wt%金刚石金属基陶瓷复合粉末,外层材料为10wt%石墨烯掺杂90wt%金刚石陶瓷基复合粉末。
说明书
技术领域
本发明涉及涂层制备领域,尤其涉及一种感应烧结法用于电子束熔覆制备涂层的方法及应用。
背景技术
熔覆涂层技术是一种材料表面处理技术,可以大幅度改善工件表面性能,具有生产效率高、生产成本低、可获得大面积熔覆层等优点,在工业生产中具有广泛的应用。熔覆涂层的制备技术主要有激光熔覆、氩弧熔覆、等离子熔覆,电子束熔覆以及高频感应熔覆。相比于其他熔覆涂层技术,虽然高频感应熔覆技术的应用成本较低,能提供高的功率密度,在加热表面及深度上有高度灵活的选择性,不产生物理污染,能在各种载气中工作,符合环保和可持续发展的路线,是绿色环保型加热工艺之一,具有广泛的应用价值。但熔覆层仍然存在一些缺陷,比如:熔覆层结合不充分,表面质量过差,熔覆层出现气泡、裂纹,存有残余应力。特别是陶瓷材料,在熔覆成形过程中材料经历极冷极热作用而产生较大热应力,极易出现裂纹和气孔等缺陷,解决感应熔覆陶瓷件中的裂纹和气孔等缺陷成为目前研究的重点。
金属粉末注射成型技术(metal injection molding,MIM)结合了粉末冶金和注塑成型两方面的势,特别适合生产小型、复杂、精密和高性能的金属零部件尤其是对熔点高、硬度大、难以机械原料粘结剂和刀片型号加工的金属产品,比如硬质合金刀片更加合适。金属注射成型具有原料利用率高、批量生产成本低等优点,是当今粉末冶金领域发展最快、应用潜力最高的新型粉末冶金近净成形技术,已广泛应用于不锈钢、硬质合金、钛合金、磁性材料等多种材料体系。金属粉末注射成型技术简称结合了粉末冶金和注塑成型两方面的势,特别适合生产小型、复杂、精密和高性能的金属零部件尤其是对熔点高、硬度大、难以机械原料粘结剂和刀片型号加工的金属产品,比如硬质合金刀片更加合适,因而广泛应用于电子信息工程、汽车、机械、五金、兵器及航空航天等工业领域,被誉为“当今最热门的零部件成形技术”和“21世纪的成形技术”.
感应加热是利用感应螺线管线圈中的交变电磁场在工件中产生涡流发热使工件达到加热的目的,属非接触加热方式,能提供高的功率密度,损耗非常低,在加热表面及深度上有高度灵活的选择性,不产生物理污染,能在各种载气中工作,符合环保和可持续发展的路线,是绿色环保型加热工艺之一。
电子束熔覆技术属于高能束焊接的一种,它与其它焊接方法的对比,电子束熔覆特点如下:焊接时不需要填充焊丝或其他材料;超精密焊接,焊接深度可在0.05~100mm范围内精确控制;焊缝深宽比大,热影响区小,使焊后工件变形小;可进行数控精密焊接,能焊接复杂几何形状;焊后不需要进行焊缝表面处理和加工,大大减少机加工工作量;焊接速度快,效率高,特别适合大批量生产;可焊接各种金属,包括不同种金属和难熔金属;由于焊接是在真空中进行,还可采用扫描搅拌焊接,因而有利于焊接过程中气体杂质的排出,且焊缝表面光亮美观、无氧化现象。电子束熔覆技术的应用涵盖了从薄膜到大厚度材料的零件焊接,使机械零件的设计具有了更多的自由度。因此广泛应用于汽车工业.医疗,航空、航天工程,交通,能源。
基材表面的耐磨耐蚀性、高温抗氧化性以及生物兼容性等性能为目标,即主要用于表面涂层的制备,而表面涂层大多又以复合涂层等多相涂层的制备为主,众所周知,人工关节置换术已广泛应用于治疗肩关节、肘关节、腕关节、指间关节、髋关节、膝关节以及踝关节等的疾病,人工髋关节置换是目前治疗骨关节领域疾病最有效的方法。其中以髓关节最为普遍,人工髋关节包括髋臼、股骨、关节柄,所述髋臼由髋臼内层和髋臼外层组成。此外,检索到类似的专利申请,如申请号:CN201320625558;专利名:一种人工髋关节;申请号:CN201510266807;专利名:一种人工髋关节和申请号:CN 201610678636;专利名:一种用于人工髋关节的髋臼杯;申请号:CN201711230705;专利名:超耐磨、高韧性、具有生物活性的人工髋关节的制备方法;CN201910230401;专利名:一种耐磨抗氧化人工髋关节,上述专利申请可知,是为了解决现有技术金属材质的问题,克服了上述现有技术的缺点,提供一种新型的人工髋关节涂层。在人工髋关节的临床应用中,还有许多的问题需要不断的探索,目前对人工关节进行表面处理,例如在人工关节表面进行钛珠烧结、钛丝烧结或喷涂钛合金粉末、生物陶瓷粉、羟基磷灰石(HA)涂层等,通过热喷涂、溶胶-凝胶法、阳极氧化沉积等方法制备医用载银涂层已有大量研究。然而,这些表面处理存在涂层稳定性的问题。因此,提高改善了结合层的质量,减少了气泡、裂纹的产生,消除了残余应力,提高关节耐磨性能,延长了工件的使用寿命至关重要。
金刚石具有一系列的优异性能,如高的硬度、极好的耐磨性和耐腐蚀性能以及良好的生物兼容性;同时金刚石膜还具有良好的自润滑特性。但是金刚石存在的内应力大,涂层与基材一般结合力低,影响其使用性能,特别是要求长时间的使用寿命。因此,研究者采用的各种技术方案为了降低金刚石膜层的内应力和提高涂层基结合强度。在保证金刚石涂层良好性能的基础上掺入少量的石墨烯进行改良,可大幅度地降低膜层内应力,同时,在金刚石涂层与基材之间实现硬度及成份梯度过渡,从而大幅度地提高膜/基结合强度。综上所述,石墨烯掺杂金刚石涂层应用于金属对金属人工髋关节摩擦副表面改性以降低摩擦磨损方面具有巨大的潜力。
发明内容
本发明的目的在于提供一种能够获得结合度高、具有高机械性能涂层的感应烧结法用于电子束熔覆制备涂层的方法及应用。
为实现上述目的,本发明采用以下技术方案:
一种感应烧结法用于电子束熔覆制备涂层的方法,将糊状或膏状的粉末通过金属注射成型法挤压在待熔覆的基材表面上,然后采用感应烧结法以形成预置层,对预置层进行电子束熔覆即得复合涂层,最后将复合涂层进行热处理。
所述方法具体包括以下步骤:
1)对基材进行预处理,清理掉基材表面的灰尘、油垢和锈蚀;
2)待熔覆粉末处理,将待熔覆粉置于行星式球磨机中,再放入干燥箱中烘干2h,接着,将待熔覆粉末均匀混入粘接剂以实现原始粉末均匀混合并调和成糊状或膏状的粉末,备用;
3)采用金属注射成型法将膏状或糊状的粉末挤压在基材表面上并用液压机进行压制后晾干,形成积层;
4)采用感应烧结法对基材表面的积层进行感应加热形成预置层;
5)对预置层进行电子束熔覆得到复合涂层;
6)将基材放置在热处理炉的工作台上,对复合涂层进行消除应力的热处理。
所述待熔覆粉末为待熔覆粉末为金刚石、石墨烯陶瓷粉末、NiTi/金刚石金属基陶瓷混合粉末、NiTi金属粉末。
所述步骤3)中将膏状或糊状的粉末挤压在基材表面上的具体方法如下:在基材的一端注射入膏状或糊状的粉末,用刮板对基材上注射膏状或糊状粉末的部位施加一定压力,同时朝基材另一端匀速移动,膏状或糊状粉末在移动中被刮板挤压到基材表面上;
所述金属注射成型法的工艺参数如下:注射温度90~150℃,注射时间5~15s,注射压力80~160Mpa,保压时间0.5~5s。
所述粘结剂为石蜡~聚合物体系涂料,该石蜡~聚合物涂料由以下质量分数的组份组成:石蜡52%,聚丙烯28%,聚乙烯16%,硬脂酸4%。
所述感应烧结法的工艺参数如下:烧结功率10~60kW,升温速率10~50℃/min,烧结温度1200~1500℃,基材预热温度200~400℃,保温时间20~30min。
所采用电子束熔覆的工艺参数为:加速电压25~300kV,聚焦电流200~500mA,电子束流20~100mA,焊接速度10~50mm/s,扫描频率50~300Hz,束斑尺寸为80μm~150μm,烧结层预热温度200~400℃,扫描形状为圆形或方形。
所采用热处理的具体方法为:将热处理炉加热到500~650℃后,经5~7h保温后,打开热处理炉让基材在炉中冷却至室温。
应用本发明感应烧结法用于电子束熔覆制备涂层的方法制备人工髋关节摩擦副表面涂层,其中表面涂层包括依序成型的内层、过渡层和外层,所述内层的材料为NiTi镍基自熔合金属粉末,过渡层的材料为60wt%NiTi+40wt%金刚石金属基陶瓷复合粉末,外层材料为10wt%石墨烯掺杂90wt%金刚石陶瓷基复合粉末。
本发明方法不存在粉末损失情况,粉末利用率极高,而电子束熔覆技术所用粉末一般较为昂贵,这在很大程度上提高了本申请技术的经济性;
本发明方法完全不受粉末种类和粉末粒度的限制,且预置过程不改变粉末原始粒度,为开发电子束熔覆专用粉末奠定了良好的工艺基础;
本发明通过调整金属注射成型法可以灵活地控制预置层形状尺寸,后再感应烧结以形成预置层;进行电子束熔覆,即得复合涂层;涂层放置在热处理炉的工作台上进行消除应力热处理。从而为各种机械零件表面修复和改性提供エ艺基础,对推动电子束熔覆技术在工程上的应用具有十分重要的意义;
本发明通过在金属注射成型的过程中增加液压机进行压制辅助设备控制厚度,避免粉体易团聚以及易气化和飞溅,使熔覆层产生空洞等问题,感应加热提供高的功率密度,在加热表面及深度上有高度灵活的选择性,不产生物理污染;利用电子束熔覆技术降低了金属氧化程度,提供了一个很好的热平衡系统,从而保证了其成型的稳定性,提高熔覆层和基层、熔覆层之间的材料间的冶金结合,获得无孔、晶粒细小的显微组织且可控制涂层厚度,实现好的机械性能熔覆层。
此外,本发明针对人工髋关节摩擦副的球头和髋臼的摩擦磨损及其结合层的质量问题,提供一种感应烧结法用于电子束熔覆制备涂层的方法及应用改善人工髋关节表面的硬度、膜/基结合强度,耐磨性和耐腐蚀性能以及良好的生物兼容性的性能,解决现有技术金属材质的问题。本发明实施例所制备的石墨烯掺杂金刚石涂层对金属人工髋关节具有优异的化学惰性和生物兼容性,在人体中无不良组织反应和过敏反应,安全性极高。
附图说明
以下结合附图和具体实施方式对本发明做进一步详细说明;
图1为人工髋关节的示意图;
图2为人工髋关节摩擦副表面涂层的示意图。
具体实施方式
本发明一种感应烧结法用于电子束熔覆制备涂层的方法:将糊状或膏状的粉末通过金属注射成型法挤压在待熔覆的基材表面上,然后采用感应烧结法以形成预置层,对预置层进行电子束熔覆即得复合涂层,最后将复合涂层进行热处理。具体包括以下步骤:
1)对基材进行预处理,清理掉基材表面的灰尘、油垢和锈蚀;基材通常为金属或陶瓷材料;
2)待熔覆粉末处理,将待熔覆粉置于行星式球磨机中,再放入干燥箱中烘干2h,接着,将待熔覆粉末均匀混入粘接剂以实现原始粉末均匀混合并调和成糊状或膏状的粉末,备用;其中,其中,待熔覆粉末为待熔覆粉末为金刚石、石墨烯陶瓷粉末、NiTi/金刚石金属基陶瓷复合粉末或NiTi金属粉末;粘结剂为石蜡~聚合物体系涂料,该石蜡~聚合物涂料由以下质量分数的组份组成:石蜡52%,聚丙烯28%,聚乙烯16%,硬脂酸4%;
3)采用金属注射成型法将膏状或糊状的粉末挤压在基材表面上并用液压机进行压制后晾干,形成积层;分别扫描加热将膏状或糊状的粉末挤压在基材表面上的具体方法如下:在基材的一端注射入膏状或糊状的粉末,用刮板对基材上注射膏状或糊状粉末的部位施加一定压力,同时朝基材另一端匀速移动,膏状或糊状粉末在移动中被刮板挤压到基材表面上;所述金属注射成型法的工艺参数如下:注射温度90~150℃,注射时间5~15s,注射压力80~160Mpa,保压时间0.5~5s;
4)采用感应烧结法对基材表面的积层进行感应加热形成预置层;感应烧结法的工艺参数如下:烧结功率10~60kW,升温速率10~50℃/min,烧结温度1200~1500℃,机体预热温度200~400℃,保温时间20~30min;
5)对预置层进行电子束熔覆得到复合涂层;电子束熔覆的工艺参数为:加速电压25~300kV,聚焦电流200~500mA,电子束流20~100mA,焊接速度10~50mm/s,扫描频率50~300Hz,束斑尺寸为80μm~150μm,烧结层预热温度200~400℃,扫描形状为圆形或方形;
6)将基材放置在热处理炉的工作台上,对复合涂层进行消除应力的热处理。所采用热处理的具体方法为:将热处理炉加热到500~650℃后,经5~7h保温后,打开热处理炉让基材在炉中冷却至室温;
另外,上述步骤4)中膏状或糊状粉末以条状方式预置在基材表面,其步骤是先预置一条后再进行步骤3)、4)的操作,再预置另一待熔覆粉末条状且与前一条状搭接,然后进行步骤3)、4)的操作,如此反复,直至整个基材表面附着复合涂层,待熔覆粉末条状之间的搭接率为5~50%,待熔覆粉末条状的截面形状为圆形、梯形或者矩形。
应用本发明感应烧结法用于电子束熔覆制备涂层的方法制备人工髋关节摩擦副表面涂层。如图1所示,人工髋关节包括关节头和髋臼,髋臼球面连接于关节头上,而上述表面涂层置于关节头表面。
如图2所示,上述人工髋关节摩擦副表面涂层包括依序成型的内层、过渡层和外层,所述内层的材料为NiTi镍基自熔合金属粉末,过渡层的材料为60wt%NiTi+40wt%金刚石金属基陶瓷复合粉末,外层材料为10wt%石墨烯掺杂90wt%金刚石陶瓷基复合粉末。
实施例1:本发明一种感应烧结法用于电子束熔覆制备涂层的方法,具体包括以下步骤:
1)对基材进行预处理,清理掉基材表面的灰尘、油垢和锈蚀;基材通常为金属或陶瓷材料;
2)待熔覆粉末处理,将待熔覆粉置于行星式球磨机中,再放入干燥箱中烘干2h,接着,将待熔覆粉末均匀混入粘接剂以实现原始粉末均匀混合并调和成糊状或膏状的粉末,备用;粘结剂为石蜡~聚合物体系涂料,该石蜡~聚合物涂料由以下质量分数的组份组成:石蜡52%,聚丙烯28%,聚乙烯16%,硬脂酸4%;
3)采用金属注射成型法将膏状或糊状的粉末挤压在基材表面上并用液压机进行压制后晾干,形成积层;将膏状或糊状的粉末挤压在基材表面上的具体方法如下:在基材的一端注射入膏状或糊状的粉末,用刮板对基材上注射膏状或糊状粉末的部位施加一定压力,同时朝基材另一端匀速移动,膏状或糊状粉末在移动中被刮板挤压到基材表面上;所述金属注射成型法的工艺参数如下:注射温度90℃,注射时间15s,注射压力160Mpa,保压时间5s;
4)采用感应烧结法对基材表面的积层进行感应加热形成预置层;感应烧结法的工艺参数如下:烧结功率10kW,升温速率50℃/min,烧结温度1500℃,机体预热温度400℃,保温时间30min;
5)对预置层进行电子束熔覆得到复合涂层;电子束熔覆的工艺参数为:加速电压25kV,聚焦电流500mA,电子束流100mA,焊接速度50mm/s,扫描频率300Hz,束斑尺寸为150μm,烧结层预热温度200℃,扫描形状为圆形;
6)将基材放置在热处理炉的工作台上,对复合涂层进行消除应力的热处理。所采用热处理的具体方法为:将热处理炉加热到650℃后,经7h保温后,打开热处理炉让基材在炉中冷却至室温;
另外,上述步骤4)中膏状或糊状粉末以条状方式预置在基材表面,其步骤是先预置一条后再进行步骤3)、4)的操作,再预置另一待熔覆粉末条状且与前一条状搭接,然后进行步骤3)、4)的操作,如此反复,直至整个基材表面附着复合涂层,待熔覆粉末条状之间的搭接率为5%,待熔覆粉末条状的截面形状为矩形。
采用上述实施例1的方法依序制备人工髋关节摩擦副表面涂层的内层、过渡层和外层,内层的材料为NiTi镍基自熔合金属粉末,过渡层的材料为60wt%NiTi+40wt%金刚石金属基陶瓷复合粉末,外层材料为10wt%石墨烯掺杂90wt%金刚石陶瓷基复合粉末。
实施例2:本发明一种感应烧结法用于电子束熔覆制备涂层的方法,具体包括以下步骤:
1)对基材进行预处理,清理掉基材表面的灰尘、油垢和锈蚀;基材通常为金属或陶瓷材料;
2)待熔覆粉末处理,将待熔覆粉置于行星式球磨机中,再放入干燥箱中烘干2h,接着,将待熔覆粉末均匀混入粘接剂以实现原始粉末均匀混合并调和成糊状或膏状的粉末,备用;粘结剂为石蜡~聚合物体系涂料,该石蜡~聚合物涂料由以下质量分数的组份组成:石蜡52%,聚丙烯28%,聚乙烯16%,硬脂酸4%;
3)采用金属注射成型法将膏状或糊状的粉末挤压在基材表面上并用液压机进行压制后晾干,形成积层;将膏状或糊状的粉末挤压在基材表面上的具体方法如下:在基材的一端注射入膏状或糊状的粉末,用刮板对基材上注射膏状或糊状粉末的部位施加一定压力,同时朝基材另一端匀速移动,膏状或糊状粉末在移动中被刮板挤压到基材表面上;所述金属注射成型法的工艺参数如下:注射温度150℃,注射时间5s,注射压力80Mpa,保压时间0.5s;
4)采用感应烧结法对基材表面的积层进行感应加热形成预置层;感应烧结法的工艺参数如下:烧结功率60kW,升温速率10℃/min,烧结温度1200℃,机体预热温度200℃,保温时间20min;
5)对预置层进行电子束熔覆得到复合涂层;电子束熔覆的工艺参数为:加速电压300kV,聚焦电流200mA,电子束流20mA,焊接速度10mm/s,扫描频率50Hz,束斑尺寸为80μm,烧结层预热温度300℃,扫描形状为方形;
6)将基材放置在热处理炉的工作台上,对复合涂层进行消除应力的热处理。所采用热处理的具体方法为:将热处理炉加热到570℃后,经6h保温后,打开热处理炉让基材在炉中冷却至室温;
另外,上述步骤4)中膏状或糊状粉末以条状方式预置在基材表面,其步骤是先预置一条后再进行步骤3)、4)的操作,再预置另一待熔覆粉末条状且与前一条状搭接,然后进行步骤3)、4)的操作,如此反复,直至整个基材表面附着复合涂层,待熔覆粉末条状之间的搭接率为50%,待熔覆粉末条状的截面形状为梯形。
采用上述实施例2的方法依序制备人工髋关节摩擦副表面涂层的内层、过渡层和外层,内层的材料为NiTi镍基自熔合金属粉末,过渡层的材料为60wt%NiTi+40wt%金刚石金属基陶瓷复合粉末,外层材料为10wt%石墨烯掺杂90wt%金刚石陶瓷基复合粉末。
实施例3:本发明一种感应烧结法用于电子束熔覆制备涂层的方法,具体包括以下步骤:
1)对基材进行预处理,清理掉基材表面的灰尘、油垢和锈蚀;基材通常为金属或陶瓷材料;
2)待熔覆粉末处理,将待熔覆粉置于行星式球磨机中,再放入干燥箱中烘干2h,接着,将待熔覆粉末均匀混入粘接剂以实现原始粉末均匀混合并调和成糊状或膏状的粉末,备用;粘结剂为石蜡~聚合物体系涂料,该石蜡~聚合物涂料由以下质量分数的组份组成:石蜡52%,聚丙烯28%,聚乙烯16%,硬脂酸4%;
3)采用金属注射成型法将膏状或糊状的粉末挤压在基材表面上并用液压机进行压制后晾干,形成积层;将膏状或糊状的粉末挤压在基材表面上的具体方法如下:在基材的一端注射入膏状或糊状的粉末,用刮板对基材上注射膏状或糊状粉末的部位施加一定压力,同时朝基材另一端匀速移动,膏状或糊状粉末在移动中被刮板挤压到基材表面上;所述金属注射成型法的工艺参数如下:注射温度120℃,注射时间10s,注射压力120Mpa,保压时间3s;
4)采用感应烧结法对基材表面的积层进行感应加热形成预置层;感应烧结法的工艺参数如下:烧结功率35kW,升温速率30℃/min,烧结温度1300℃,机体预热温度300℃,保温时间25min;
5)对预置层进行电子束熔覆得到复合涂层;电子束熔覆的工艺参数为:加速电压160kV,聚焦电流350mA,电子束流60mA,焊接速度30mm/s,扫描频率170Hz,束斑尺寸为120μm,烧结层预热温度400℃,扫描形状为圆形;
6)将基材放置在热处理炉的工作台上,对复合涂层进行消除应力的热处理。所采用热处理的具体方法为:将热处理炉加热到500℃后,经5h保温后,打开热处理炉让基材在炉中冷却至室温;
另外,上述步骤4)中膏状或糊状粉末以条状方式预置在基材表面,其步骤是先预置一条后再进行步骤3)、4)的操作,再预置另一待熔覆粉末条状且与前一条状搭接,然后进行步骤3)、4)的操作,如此反复,直至整个基材表面附着复合涂层,待熔覆粉末条状之间的搭接率为25%,待熔覆粉末条状的截面形状为圆形。
采用上述实施例3的方法依序制备人工髋关节摩擦副表面涂层的内层、过渡层和外层,内层的材料为NiTi镍基自熔合金属粉末,过渡层的材料为60wt%NiTi+40wt%金刚石金属基陶瓷复合粉末,外层材料为10wt%石墨烯掺杂90wt%金刚石陶瓷基复合粉末。
为了验证本发明制备方法制得涂层的性能,对上述各实施例中制备涂层进行性能测试,可知,本发明感应烧结法用于电子束熔覆制备涂层方法与现有传统感应烧结法工艺涂层为对比,采用人工髋关节摩擦副表面涂层为例进行涂层力学性能测试,涂层结构,硬度检测、附着性测试及摩擦磨损体积结果如下表:
上面结合附图对本发明的实施加以描述,但是本发明不局限于上述的具体实施方式,上述的具体实施方式是示意性而不是加以局限本发明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围,其均应涵盖在本发明的权利要求和说明书的范围当中。
一种感应烧结法用于电子束熔覆制备涂层的方法及应用专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。
















动态评分
0.0