







专利摘要
一种螺纹钢生产线自动计数方法,包括:在棒材传输的不同段链,或者在棒材传输同一段链的不同位置分别安装第一计数脉冲产生单元、第二计数脉冲产生单元的计数检测装置;对第一计数脉冲产生单元输出的脉冲信号和第二计数脉冲产生单元输出的脉冲信号分别进行窄脉冲过滤和计数,取其中的计数数值较大者作为螺纹钢生产线自动计数的结果;对第一计数脉冲产生单元输出的脉冲信号和第二计数脉冲产生单元输出的脉冲信号分别进行窄脉冲过滤均由窄脉冲过滤单元实现;窄脉冲过滤单元过滤的窄脉冲宽度受棒材传输速度控制。所述方法能够应用在螺纹钢生产线等各种棒材生产线上需要对产品数量进行计数的场合。
权利要求
1.一种螺纹钢生产线自动计数方法,其特征在于:
在棒材传输的不同段链,或者在棒材传输同一段链的不同位置分别安装第一计数脉冲产生单元、第二计数脉冲产生单元的计数检测装置;对第一计数脉冲产生单元输出的脉冲信号和第二计数脉冲产生单元输出的脉冲信号分别进行窄脉冲过滤和计数,取其中的计数数值较大者作为螺纹钢生产线自动计数的结果;
对第一计数脉冲产生单元输出的脉冲信号和第二计数脉冲产生单元输出的脉冲信号分别进行窄脉冲过滤均由正向电流驱动器和反向电流驱动器控制的窄脉冲过滤单元实现;
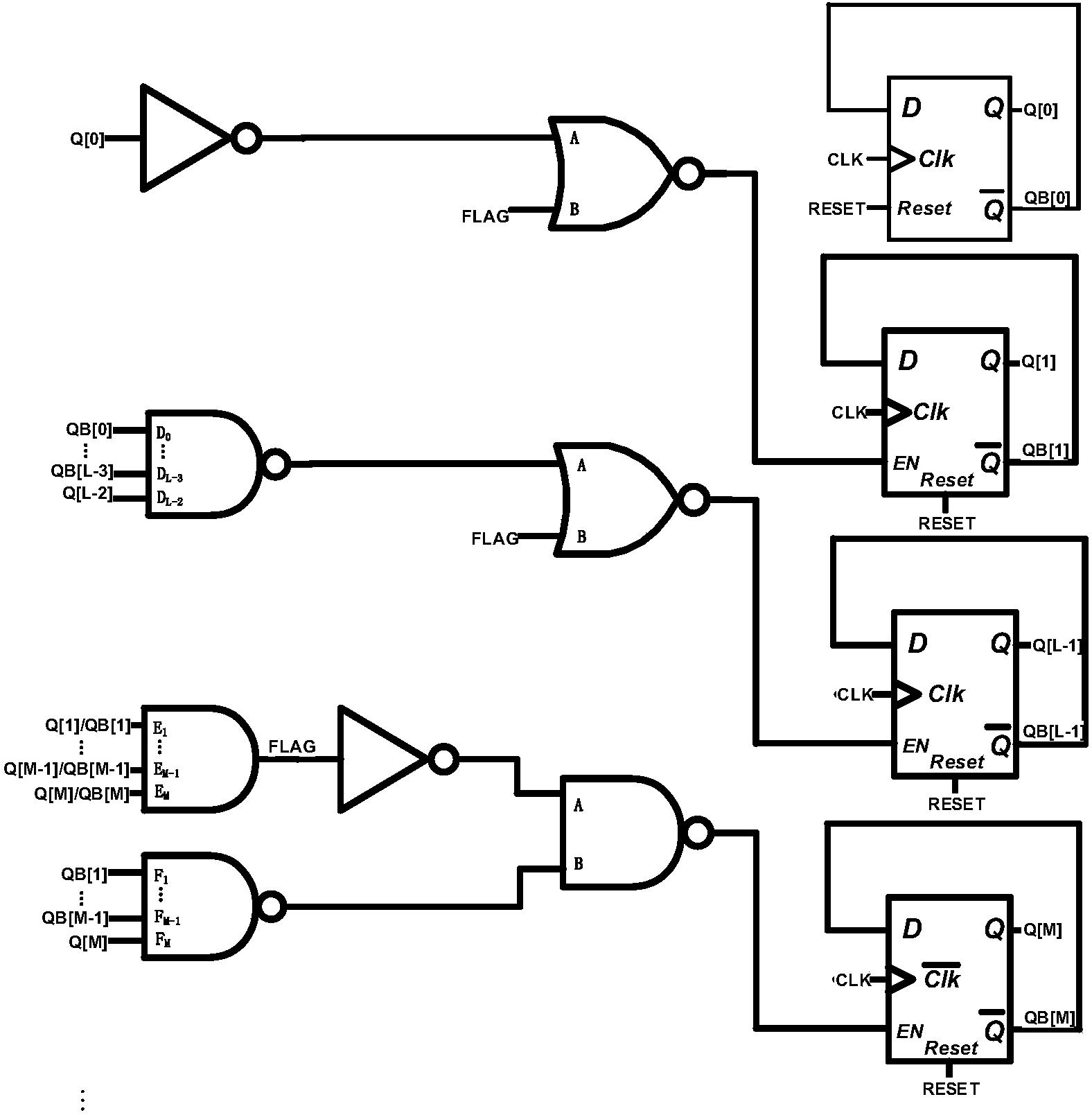
所述窄脉冲过滤单元包括正向充放电电路、反向充放电电路、数据选择器;所述正向充放电电路的输入为窄脉冲过滤单元的输入脉冲端;所述反向充放电电路的输入连接至窄脉冲过滤单元的输入脉冲端;所述数据选择器为二选一数据选择器;所述数据选择器的二个数据输入端分别连接至正向充放电电路、反向充放电电路的输出端;所述数据选择器的数据输出端为输出脉冲端;所述数据选择器由所在窄脉冲过滤单元的输出脉冲进行数据选择控制;
所述正向充放电电路包括正向电流驱动器、正向抗干扰电容、正向抗干扰施密特电路;所述正向电流驱动器输入为正向充放电电路的输入端,输出连接至正向抗干扰施密特电路输入端;所述正向抗干扰电容的一端连接至正向抗干扰施密特电路输入端,另外一端连接至公共地或者是正向抗干扰施密特电路的供电电源;
所述反向充放电电路包括反向电流驱动器、反向抗干扰电容、反向抗干扰施密特电路;所述反向电流驱动器输入为反向充放电电路的输入端,输出连接至反向抗干扰施密特电路输入端;所述反向抗干扰电容的一端连接至反向抗干扰施密特电路输入端,另外一端连接至公共地或者是反向抗干扰施密特电路的供电电源;
所述正向抗干扰施密特电路输出端为正向充放电电路输出端,反向抗干扰施密特电路输出端为反向充放电电路输出端;
所述数据选择器输出信号与正向抗干扰施密特电路输入信号之间为同相关系时,数据选择器输出信号与反向抗干扰施密特电路输入信号之间为反相关系;所述数据选择器输出信号与正向抗干扰施密特电路输入信号之间为反相关系时,数据选择器输出信号与反向抗干扰施密特电路输入信号之间为同相关系;
所述数据选择器由所在窄脉冲过滤单元的输出脉冲进行数据选择控制的具体方法是,当数据选择器输出信号与正向抗干扰施密特电路输入信号之间为同相关系、数据选择器输出信号与反向抗干扰施密特电路输入信号之间为反相关系时,输出脉冲的低电平控制数据选择器选择正向抗干扰施密特电路的输出信号送到数据选择器的输出端,高电平控制数据选择器选择反向抗干扰施密特电路的输出信号送到数据选择器的输出端;当数据选择器输出信号与正向抗干扰施密特电路输入信号之间为反相关系、数据选择器输出信号与反向抗干扰施密特电路输入信号之间为同相关系时,输出脉冲的低电平控制数据选择器选择反向抗干扰施密特电路的输出信号送到数据选择器的输出端,高电平控制数据选择器选择正向抗干扰施密特电路的输出信号送到数据选择器的输出端。
2.根据权利要求1所述的螺纹钢生产线自动计数方法,其特征在于:窄脉冲过滤单元过滤的窄脉冲宽度受棒材传输速度控制。
3.根据权利要求2所述的螺纹钢生产线自动计数方法,其特征在于:所述正向电流驱动器输入为高电平时,输出端为电流驱动且流出驱动电流;所述正向电流驱动器输入为低电平时,输出端为电压驱动且输出低电平;所述反向电流驱动器输入为低电平时,输出端为电流驱动且流出驱动电流;所述反向电流驱动器输入为高电平时,输出端为电压驱动且输出低电平。
4.根据权利要求3所述的螺纹钢生产线自动计数方法,其特征在于:所述窄脉冲过滤单元过滤的窄脉冲宽度受棒材传输速度控制方法是,正向充放电电路的充电速度和反向充放电电路的充电速度受棒材传输速度控制。
5.根据权利要求4所述的螺纹钢生产线自动计数方法,其特征在于:所述正向充放电电路的充电速度和反向充放电电路的充电速度受棒材传输速度控制的方法是,正向电流驱动器、反向电流驱动器的流出驱动电流大小受棒材传输速度控制;当棒材传输速度增大时,正向电流驱动器、反向电流驱动器输出的流出驱动电流增大;当棒材传输速度减小时,正向电流驱动器、反向电流驱动器输出的流出驱动电流减小。
6.根据权利要求4所述的螺纹钢生产线自动计数方法,其特征在于:所述窄脉冲过滤单元能够过滤的正窄脉冲宽度还能够通过改变正向电流驱动器的流出驱动电流范围和正向抗干扰电容大小来进行控制,能够过滤的负窄脉冲宽度还能够通过改变反向电流驱动器的流出驱动电流范围和反向抗干扰电容大小来进行控制。
说明书
本发明专利申请为分案申请,原案申请号为201610420920.8,申请日为2016年6月15日,发明名称为螺纹钢生产线自动计数装置。
一种螺纹钢生产线自动计数方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。









动态评分
0.0