






专利摘要
本发明提供了一种井下滤砂式气液分离装置,应用于油气井和非常规气井产液的气液固分离。该井下气液分离装置主要由双管轴流器、旋流分离器、轴流分离器和直丝滤砂器组成,并结合井下抽油泵,实现产液进泵前的气液固一体化分离,有效解决气锁和砂卡泵等问题;直丝滤砂器采用滤砂式直丝管实现产液进泵前的固液分离,轴流分离器采用第一级轴流式孔隙管实现产液固液分离后的第一级初步气液分离,旋流分离器采用第二级分层旋流式多段管实现产液的第二级气液分离,双管轴流器依据内轴流管实现第一级气液分离后携小气泡产液的缓冲,并通过外轴流管将第二级气液分离后的细砂液体输送至抽油泵。
权利要求
1.一种井下滤砂式气液分离装置,它整体设计为对称管体构造,双管轴流器和直丝滤砂器由上而下依次同轴心布置,旋流分离器置入双管轴流器的内轴流管且轴流分离器置入直丝滤砂器的管腔,旋流分离器和轴流分离器由上而下依次同轴心布置,其特征在于:
一直丝滤砂器;所述直丝滤砂器采用滤砂式直丝管实现产液进泵前的固液分离,它包括直丝管套和直丝扣;直丝扣采用上细下粗的变截面盘体,直丝管套由直丝体沿直丝扣的圆周方向均匀分布而成,所有直丝体均倾斜放置,由此使得直丝管套呈现上粗下细的V形构造,相邻直丝体间形成的丝缝沿径向外窄内宽,为此直丝管套具备自清洁功能;
一轴流分离器;所述轴流分离器采用第一级轴流式孔隙管实现产液固液分离后的第一级初步气液分离,它包括轴流卡箍和轴流孔隙管;轴流卡箍采用变截面厚壁筒体,轴流卡箍的外环面下部的截面变化处形成卡槽,轴流孔隙管采用半封闭等径长管体,轴流孔隙管的环腔内壁由上而下依次设置锥状轴流面和柱状轴流面,轴流孔隙管的柱状轴流面中下部位置的管壁上铣有沿轴向等间距分层排列的减速孔,轴流孔隙管减速孔的孔道沿径向外细内粗;
一旋流分离器;所述旋流分离器采用第二级分层旋流式多段管实现产液的第二级气液分离,它包括导气管、造旋管、旋流管和导液管;导气管和导液管均采用T型三通管并由进口管段和出口管段组成,导气管的进口管段下端设有倒锥状坡口,导液管的出口管段两侧设有锥状旋流面;造旋管由造旋锥管段和造旋柱管段组成,造旋管的造旋柱管段管壁上钻有射流孔,两列射流孔交错布置;旋流管由上锥管段、中柱管段和下锥管段组成,旋流管的上锥管段和下锥管段的内外环面均采用倒锥面;
一双管轴流器;所述双管轴流器依据内轴流管实现携小气泡产液的缓冲,并通过外轴流管将细砂液体输送至抽油泵,它包括内轴流管、外轴流管、排气管、气管端盖和液管端盖;内轴流管采用等径细管体,而外轴流管则采用等径粗管体,内轴流管与造旋管和旋流管间构成环形空间,且内轴流管与外轴流管间构成环形空间,内轴流管管壁的上部和下部均设有分层排列的圆形凸台并分别配置气管端盖和液管端盖,外轴流管的外管螺纹下部设有沿径向对称布置的斜孔,排气管采用弯管,且气管端盖和液管端盖均采用法兰盘体。
2.根据权利要求1所述的井下滤砂式气液分离装置,其特征在于:所述井下滤砂式气液分离装置通过双管轴流器的外轴流管接于抽油泵的底部;
所述井下滤砂式气液分离装置的产液进泵前固液分离流程为,产液携砂粒流经直丝管套,大于丝缝的粗砂粒被过滤掉并依据直丝管套V形构造顺利沉降至井底口袋,小于丝缝的细砂粒依据直丝管套自清洁作用随产液顺利流经丝缝并进入直丝管套和轴流孔隙管的环形空间。
3.根据权利要求1所述的井下滤砂式气液分离装置,其特征在于:所述直丝滤砂器中的直丝扣的截面变化处形成卡槽,并实现直丝管套下端的轴向定位,且直丝扣上下截面半径的差值等于直丝管套的管壁厚;
所述直丝滤砂器中的直丝管套的上下两端部分别与轴流卡箍和直丝扣焊接在一起,直丝体由不锈钢丝轧制而成,其截面呈等腰梯形,且直丝体的宽边朝外布置。
4.根据权利要求1所述的井下滤砂式气液分离装置,其特征在于:所述轴流分离器中的轴流卡箍的外环面上部通过管螺纹与外轴流管相连,且轴流卡箍的外环面下部的卡槽实现直丝管套上端的轴向定位,由此将直丝滤砂器和外轴流管连成一体,同时轴流卡箍的环腔内壁通过管螺纹将轴流孔隙管和内轴流管连成一体;
所述轴流分离器中的轴流孔隙管的锥状轴流面采用倒锥面,使得锥状轴流面的流道截面面积不断扩大,其内产液的流速逐渐减小;轴流孔隙管管壁上相邻层间的减速孔交错布置,且每层减速孔沿周向均布,轴流孔隙管的减速孔均采用锥面,且其减速孔倾斜放置,产液流经轴流孔隙管减速孔时的孔道截面面积不断扩大,同时产液流速逐渐减小。
5.根据权利要求1所述的井下滤砂式气液分离装置,其特征在于:所述井下滤砂式气液分离装置的第一级初步气液分离流程为,携大气泡的产液经由外窄内宽的丝缝进入直丝管套和轴流孔隙管的环形空间,产液流压下降而完成初步气液分离,分离出的一级气体朝上运移并由直丝管套上部的丝缝溢出而进入油管和套管的环形空间,同时分离后携小气泡的产液朝下流动并经外细内粗的减速孔减速后而进入轴流孔隙管的管腔,而后朝上继续流动并由轴流孔隙管的锥状轴流面减速后而进入双管轴流器的管腔。
6.根据权利要求1所述的井下滤砂式气液分离装置,其特征在于:所述旋流分离器中的导气管的进口管段置入造旋管内而导液管的进口管段通过圆周焊与旋流管相连,且导气管和导液管的进口管段均与造旋管和旋流管同轴心布置,导气管和导液管的出口管段均水平布置,导气管通过倒锥状坡口将分离后的二级气体顺利导入导气管内,导液管的锥状旋流面采用锥面,使得锥状旋流面的流道截面面积不断扩大,导液管内细砂液体的流速逐渐减小;
所述旋流分离器的造旋管通过其造旋锥管段与导气管焊接在一起,并通过其造旋柱管段与旋流管焊接在一起,造旋管的造旋锥管段内外环面均采用锥面,且造旋锥管段内外环面所在锥面的小端圆面直径均等于导气管的进口管段外环面直径;造旋管的射流孔均采用圆形孔眼,射流孔的孔壁与造旋管造旋柱管段的环腔内壁保持相切,且射流孔倾斜放置,同时造旋管的射流孔共有两列,每列射流孔的轴线位于同一垂面上,且射流孔轴线所在的垂面均经过造旋管的轴线。
7.根据权利要求1所述的井下滤砂式气液分离装置,其特征在于:所述旋流分离器中的旋流管的上锥管段内外环面所在倒锥面的锥度小于下锥管段内外环面所在倒锥面的锥度,而上锥管段内外环面所在倒锥面的锥高则大于下锥管段内外环面所在倒锥面的锥高,同时上锥管段内环面所在倒锥面的小端圆面直径和下锥管段内环面所在倒锥面的大端圆面直径均等于中柱管段的内径;
所述井下滤砂式气液分离装置的第二级气液分离流程为,内轴流管内携小气泡的产液经射流孔射入造旋管并形成多束旋转液流,而后多束旋转液流在造旋柱管段的环腔内壁底部汇合并最终形成分层旋流,分层旋流进入上锥管段并继续高速旋转分离,分离出的气体运移至旋流管中央并反向上升形成气柱,同时分离后的产液逐步甩向管壁并流入中柱管段,停留一段时间后旋流进下锥管段,下锥管段中流道截面迅速缩小而使得产液不断加速旋转分离,产液中剩余的气泡运移至旋流管中央形成上升气柱,并与上锥管段内的气柱汇合而形成二级气体,而后经导气管导出,同时分离后的细砂液体由导液管的出口管段减速整流后导出。
8.根据权利要求1所述的井下滤砂式气液分离装置,其特征在于:所述双管轴流器中的内轴流管的环腔内壁直径等于轴流孔隙管的锥状轴流面所在倒锥面的大端圆面直径,内轴流管的圆形凸台沿径向对称布置且其圆形凸台的中央部位钻有圆形通孔,外轴流管的外径等于轴流卡箍外环面直径,外轴流管的顶部和内轴流管的底部分别车制外管螺纹,且外轴流管的底部车制内管螺纹而内轴流管的顶部配有盲端法兰盘进行封闭。
9.根据权利要求1所述的井下滤砂式气液分离装置,其特征在于:所述双管轴流器中的排气管的管径等于导气管出口管段的管径,排气管的内侧与气管端盖通过管螺纹相连,且排气管的外侧通过圆周焊的方式接于外轴流管的斜孔,由此实现旋流分离器与油管和套管的环形空间之间保持联通;
所述双管轴流器中的气管端盖的环腔内壁两侧车制管螺纹,液管端盖的环腔内壁内侧车制管螺纹,且液管端盖的环腔内壁直径等于导液管的锥状旋流面所在锥面大端圆面的直径;气管端盖的内侧分别与导气管的出口管段相连,同时液管端盖的内侧分别与导液管的出口管段相连,由此实现旋流分离器在内轴流管管腔中的固定。
说明书
技术领域
本发明涉及一种油气井和非常规气井开采用的气液固一体分离装置,特别是涉及一种滤砂式、第一级轴流式和第二级分层旋流式的井下气液分离装置。
背景技术
高气液比的油气井和非常规气井开采中,气体的存在将直接影响到整个抽吸系统的效率,气体含量相对较低时,气体主要影响抽油泵的充满度并使泵效降低,而当气体含量较大时,大量气体进入抽油泵,大大提高气锁现象发生的概率,同时由于砂粒或煤粒等固体颗粒的存在,也会出现砂卡泵等问题。
目前有关井下气液固一体分离装置的专门研究还较少,主要是一些针对脱气问题而研发的井下气液分离器,井下气液分离器的结构也在不断地改进之中,由常规的重力式和螺旋式发展到多杯等流式,这些气液分离器的基本原理都是基于重力作用和离心作用而设计的,其中常规重力分离器为自然重力分离器,它利用套管射孔段以下的部位作为口袋进行重力分离,该分离器尺寸较大;偏心重力分离器的偏心设计改变了环空的形状,使得环空有更大的空间进行气液分离,进入分离器的气相也相对降低;螺旋式分离器是在重力式分离器的中心管上另外设计螺旋叶片,依靠流体自身的重力和流压产生向下的速度,同时在螺旋叶片的引流下缓慢运动,该分离器的工作性能取决于螺旋叶片的尺寸,不适用于处理大体积流量的含液气流,同时其螺旋叶片的加工制造也存在一定难度。
为此,在依托现有气液分离可行性技术的基础上,依据抽油泵内气液两相流动和固液两相流动数值模拟和仿真分析结果,并结合胜利油田油气井和鄂尔多斯盆地非常规气井现场试验测试结果,研制出新型气液固一体化分离装置,对解决现场气锁和砂卡泵等问题以及提高机采系统效率均具有重要意义。
发明内容
为了有效解决现有井下固液分离技术和气液分离技术存在的缺陷和不足,本发明的目的是提供一种油气井和非常规气井产液气液固一体化分离用的井下滤砂式气液分离装置。该井下气液分离装置采用滤砂式直丝管、第一级轴流式孔隙管和第二级分层旋流式多段管,并结合井下抽油泵,可实现产液进泵前的气液固一体化分离,有效解决气锁和砂卡泵等问题。
本发明解决其技术问题所采用的技术方案是提供一种井下滤砂式气液分离装置,该井下气液分离装置整体设计为对称管体构造,它主要由双管轴流器、旋流分离器、轴流分离器和直丝滤砂器组成。该井下气液分离装置通过双管轴流器的外轴流管接于抽油泵的底部,双管轴流器和直丝滤砂器由上而下依次同轴心布置,旋流分离器置入双管轴流器的内轴流管且轴流分离器置入直丝滤砂器的管腔,旋流分离器和轴流分离器由上而下依次同轴心布置。
直丝滤砂器采用滤砂式直丝管实现产液进泵前的固液分离,它包括直丝管套和直丝扣。直丝扣采用上细下粗的变截面盘体,直丝扣的截面变化处形成卡槽,并实现直丝管套下端的轴向定位,且直丝扣上下截面半径的差值等于直丝管套的管壁厚。
直丝管套由直丝体沿直丝扣的圆周方向均匀分布而成,直丝管套的上下两端部分别与轴流卡箍和直丝扣焊接在一起,同时所有直丝体均倾斜放置,由此使得直丝管套呈现上粗下细的V形构造,以减少井下作业中直丝滤砂器与套管管壁发生碰撞的概率,并保证经直丝滤砂器过滤后的粗砂粒顺利沉降至井底口袋内,而不会堆积于直丝管套外。直丝体由不锈钢丝轧制而成,其截面呈等腰梯形,且直丝体的宽边朝外布置,由此相邻直丝体间形成的丝缝沿径向外窄内宽,以避免随产液流经丝缝的细砂粒卡死于丝缝的入口处而造成堵塞,为此直丝管套具备自清洁功能。
产液进泵前固液分离流程为,直丝滤砂器随油管柱和抽油泵下井并悬挂于产液层位,产液携砂粒流经直丝管套,大于丝缝的粗砂粒被过滤掉并依据直丝管套V形构造顺利沉降至井底口袋,小于丝缝的细砂粒依据直丝管套自清洁作用随产液顺利流经丝缝并进入直丝管套和轴流孔隙管的环形空间。
轴流分离器采用第一级轴流式孔隙管实现产液固液分离后的第一级初步气液分离,它包括轴流卡箍和轴流孔隙管。
轴流卡箍采用变截面厚壁筒体,轴流卡箍的外环面上部通过管螺纹与外轴流管相连,且轴流卡箍的外环面下部的截面变化处形成卡槽,并实现直丝管套上端的轴向定位,由此将直丝滤砂器和外轴流管连成一体,同时轴流卡箍的环腔内壁通过管螺纹将轴流孔隙管和内轴流管连成一体。
轴流孔隙管采用半封闭等径长管体,轴流孔隙管的环腔内壁由上而下依次设置锥状轴流面和柱状轴流面,轴流孔隙管的锥状轴流面采用倒锥面,使得锥状轴流面的流道截面面积不断扩大,其内产液的流速逐渐减小。轴流孔隙管的柱状轴流面中下部位置的管壁上铣有沿轴向等间距分层排列的减速孔,以保证进入直丝管套和轴流孔隙管的环形空间内的产液有足够时间实施第一级气液分离,而后产液进入轴流孔隙管的管腔内,同时相邻层间的减速孔交错布置,且每层减速孔沿周向均布。轴流孔隙管的减速孔均采用锥面,其减速孔的孔道沿径向外细内粗且减速孔倾斜放置,产液流经轴流孔隙管减速孔时的孔道截面面积不断扩大,同时产液流速逐渐减小。
第一级初步气液分离流程为,携大气泡的产液经由外窄内宽的丝缝进入直丝管套和轴流孔隙管的环形空间,产液流压下降而完成初步气液分离,分离出的一级气体朝上运移并由直丝管套上部的丝缝溢出而进入油管和套管的环形空间,同时分离后携小气泡的产液朝下流动并经外细内粗的减速孔减速后而进入轴流孔隙管的管腔,而后朝上继续流动并由轴流孔隙管的锥状轴流面减速后而进入双管轴流器的管腔。
旋流分离器采用第二级分层旋流式多段管实现产液的第二级气液分离,它包括导气管、造旋管、旋流管和导液管。
导气管和导液管均采用T型三通管并由进口管段和出口管段组成,导气管的进口管段置入造旋管内而导液管的进口管段通过圆周焊与旋流管相连,且导气管和导液管的进口管段均与造旋管和旋流管同轴心布置,导气管和导液管的出口管段均水平布置且其外环面的两端部均车制管螺纹。导气管的进口管段下端设有倒锥状坡口,以便将分离后的二级气体顺利导入导气管内。导液管的出口管段两侧设有锥状旋流面,由此实现旋流分离器与内轴流管和外轴流管的环形空间之间保持联通,而且导液管的锥状旋流面采用锥面,使得锥状旋流面的流道截面面积不断扩大,导液管内细砂液体的流速逐渐减小。
造旋管由造旋锥管段和造旋柱管段组成,造旋管通过其造旋锥管段与导气管焊接在一起,并通过其造旋柱管段与旋流管焊接在一起。造旋管的造旋锥管段内外环面均采用锥面,且造旋锥管段内外环面所在锥面的小端圆面直径均等于导气管的进口管段外环面直径。造旋管的造旋柱管段管壁上钻有射流孔,造旋管的射流孔均采用圆形孔眼,射流孔的孔壁与造旋管造旋柱管段的环腔内壁保持相切,且射流孔倾斜放置;与此同时,造旋管的射流孔共有两列,每列射流孔的轴线位于同一垂面上,且射流孔轴线所在的垂面均经过造旋管的轴线,两列射流孔交错布置,由此内轴流管内携小气泡的产液经射流孔射入造旋管并形成多束旋转液流。
旋流管由上锥管段、中柱管段和下锥管段组成,旋流管的上锥管段和下锥管段的内外环面均采用倒锥面,且上锥管段内外环面所在倒锥面的锥度小于下锥管段内外环面所在倒锥面的锥度,而上锥管段内外环面所在倒锥面的锥高则大于下锥管段内外环面所在倒锥面的锥高,同时上锥管段内环面所在倒锥面的小端圆面直径和下锥管段内环面所在倒锥面的大端圆面直径均等于中柱管段的内径。
第二级气液分离流程为,内轴流管内携小气泡的产液经射流孔射入造旋管并形成多束旋转液流,而后多束旋转液流在造旋柱管段的环腔内壁底部汇合并最终形成分层旋流,分层旋流进入上锥管段并继续高速旋转分离,分离出的气体运移至旋流管中央并反向上升形成气柱,同时分离后的产液逐步甩向管壁并流入中柱管段,停留一段时间后旋流进下锥管段,下锥管段中流道截面迅速缩小而使得产液不断加速旋转分离,产液中剩余的气泡运移至旋流管中央形成上升气柱,并与上锥管段内的气柱汇合而形成二级气体,而后经导气管导出,同时分离后的细砂液体由导液管的出口管段减速整流后导出。
双管轴流器依据内轴流管实现携小气泡产液的缓冲,并通过外轴流管将细砂液体输送至抽油泵,它包括内轴流管、外轴流管、排气管、气管端盖和液管端盖。
内轴流管采用等径细管体,而外轴流管则采用等径粗管体,内轴流管与造旋管和旋流管间构成环形空间,用于第一级气液分离后携小气泡产液的缓冲,且内轴流管与外轴流管间构成环形空间,用于输送第二级气液分离后的细砂液体。
内轴流管的环腔内壁直径等于轴流孔隙管的锥状轴流面所在倒锥面的大端圆面直径,以便将第一级气液分离后携小气泡的产液顺利导入内轴流管的环腔内。内轴流管管壁的上部和下部均设有分层排列的圆形凸台,内轴流管的圆形凸台沿径向对称布置且其圆形凸台的中央部位钻有圆形通孔,内轴流管上部和下部的圆形凸台分别配置气管端盖和液管端盖。外轴流管的外径等于轴流卡箍外环面直径,外轴流管的顶部和内轴流管的底部分别车制外管螺纹,且外轴流管的底部车制内管螺纹而内轴流管的顶部配有盲端法兰盘进行封闭,同时外轴流管的外管螺纹下部设有沿径向对称布置的斜孔。
排气管采用弯管,排气管的管径等于导气管出口管段的管径,排气管的内侧与气管端盖通过管螺纹相连,且排气管的外侧通过圆周焊的方式接于外轴流管的斜孔,由此实现旋流分离器与油管和套管的环形空间之间保持联通。
气管端盖和液管端盖均采用法兰盘体,气管端盖的环腔内壁两侧车制管螺纹,液管端盖的环腔内壁内侧车制管螺纹,且液管端盖的环腔内壁直径等于导液管的锥状旋流面所在锥面大端圆面的直径。气管端盖的内侧分别与导气管的出口管段相连,同时液管端盖的内侧分别与导液管的出口管段相连,由此实现旋流分离器在内轴流管管腔中的固定。
本发明所能达到的技术效果是,该井下气液分离装置整体设计为对称管体构造,并结合井下抽油泵,可实现产液进泵前的气液固一体化分离,有效解决气锁和砂卡泵等问题;直丝滤砂器采用滤砂式直丝管实现产液进泵前的固液分离,轴流分离器采用第一级轴流式孔隙管实现产液固液分离后的第一级初步气液分离,旋流分离器采用第二级分层旋流式多段管实现产液的第二级气液分离,双管轴流器依据内轴流管实现第一级气液分离后携小气泡产液的缓冲,并通过外轴流管将第二级气液分离后的细砂液体输送至抽油泵。
附图说明
下面结合附图对本发明作进一步的说明,但本发明并不局限于以下实施例。
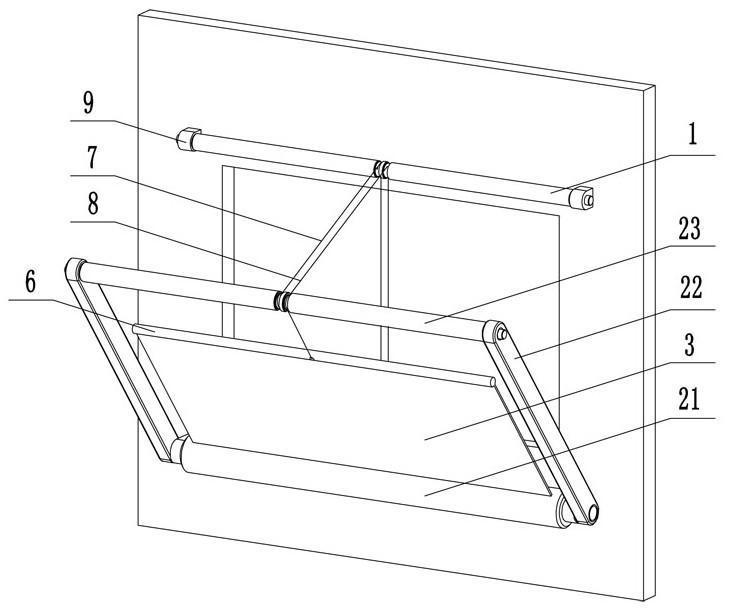
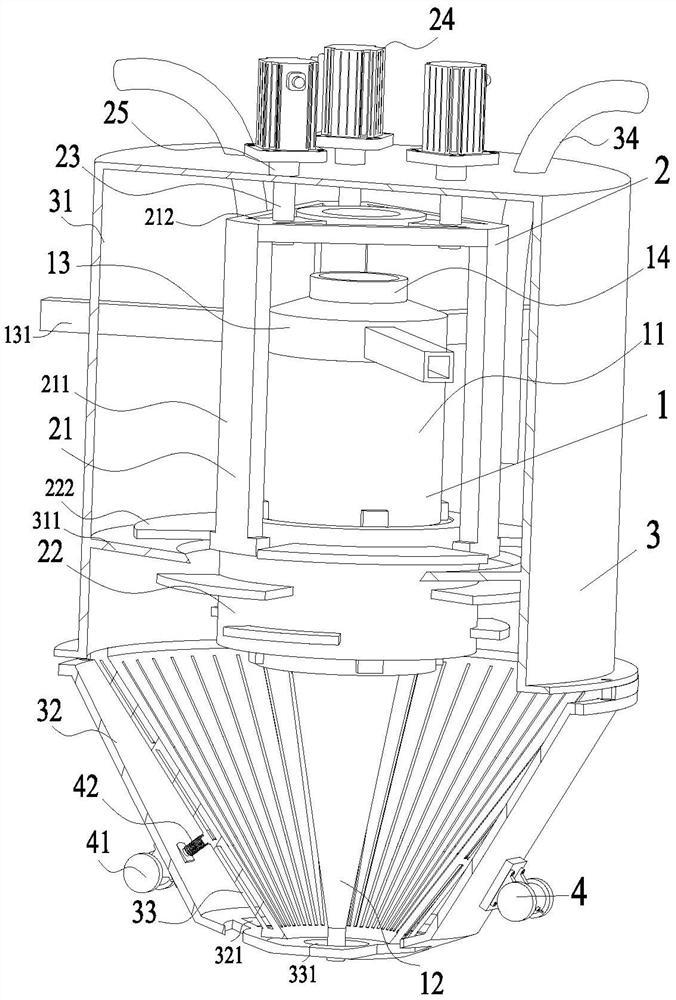
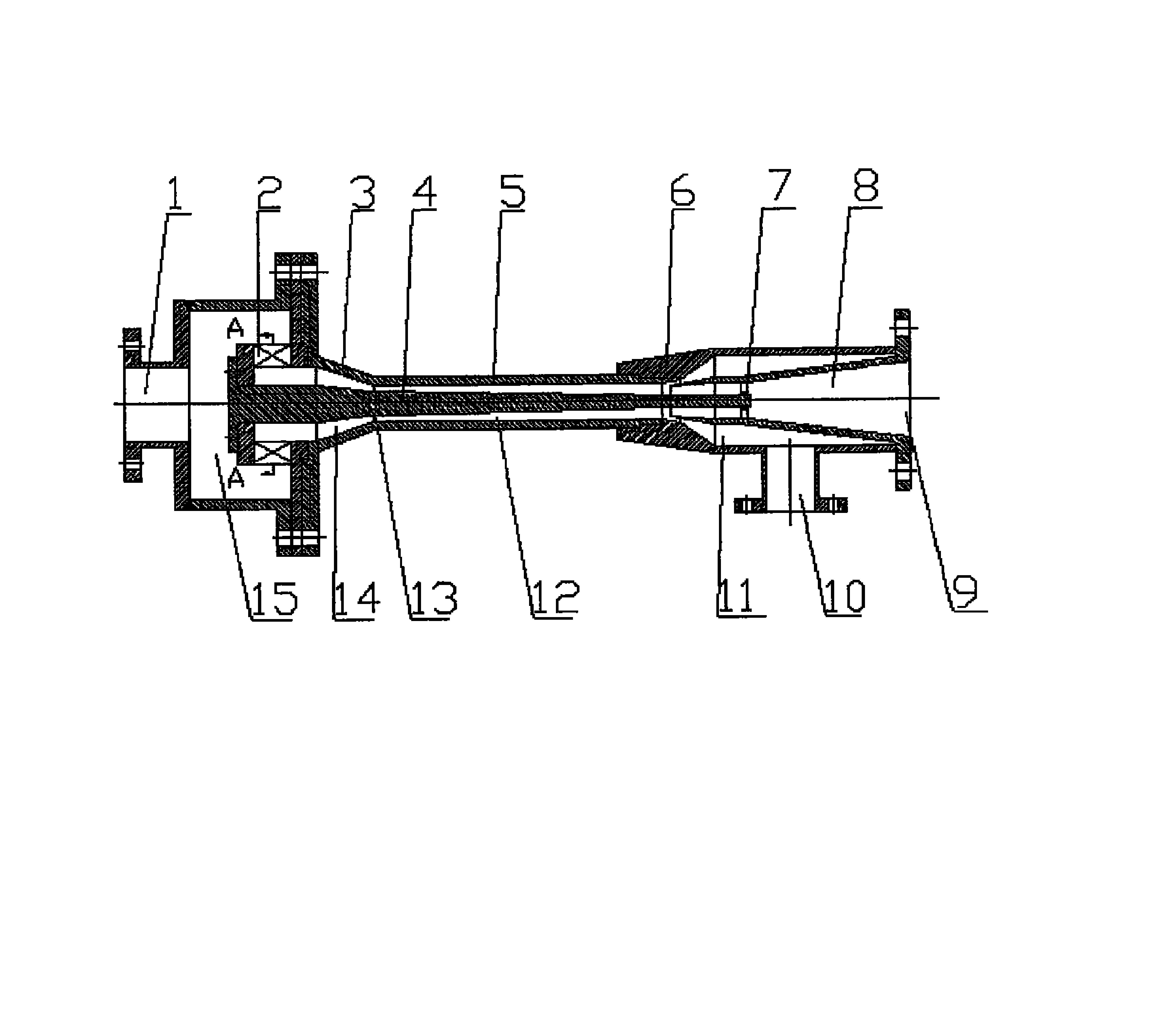
图1是根据本发明所提出的井下滤砂式气液分离装置的典型结构简图。
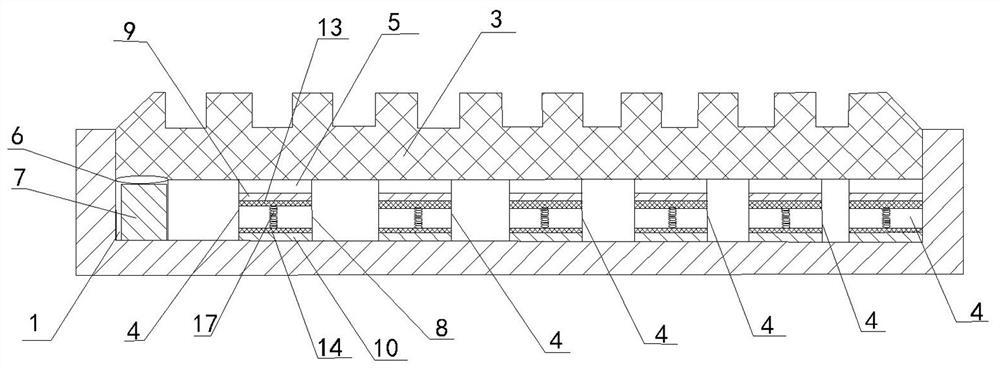
图2是井下滤砂式气液分离装置中直丝滤砂器的结构简图。
图3是图2的A—A剖视图。
图4是井下滤砂式气液分离装置中轴流分离器的结构简图。
图5是井下滤砂式气液分离装置中旋流分离器的结构简图。
图6是图5的B—B剖视图。
图7是井下滤砂式气液分离装置中双管轴流器的结构简图。
图8是井下滤砂式气液分离装置的产液进泵前固液分离流程简图。
图9是井下滤砂式气液分离装置的产液进泵前两级气液分离流程简图。
图中1-双管轴流器,2-旋流分离器,3-轴流分离器,4-直丝滤砂器,5-直丝管套,6-直丝扣,7-轴流卡箍,8-轴流孔隙管,9-导气管,10-造旋管,11-旋流管,12-导液管,13-排气管,14-气管端盖,15-外轴流管,16-内轴流管,17-液管端盖。
具体实施方式
在图1中,井下滤砂式气液分离装置主要由双管轴流器1、旋流分离器2、轴流分离器3和直丝滤砂器4组成,它采用滤砂式直丝管、第一级轴流式孔隙管和第二级分层旋流式多段管,并结合井下抽油泵,可实现产液进泵前的气液固一体化分离,有效解决气锁和砂卡泵等问题。
在图1中,井下滤砂式气液分离装置整体设计为对称管体构造,它通过双管轴流器1的外轴流管接于抽油泵的底部,双管轴流器1和直丝滤砂器4由上而下依次同轴心布置,旋流分离器2置入双管轴流器1的内轴流管且轴流分离器3置入直丝滤砂器4的管腔,旋流分离器2和轴流分离器3由上而下依次同轴心布置。
在图1中,井下滤砂式气液分离装置组装前,双管轴流器1的外轴流管表面进行喷漆防腐处理,而双管轴流器1的外轴流管和内轴流管的环腔内壁、旋流分离器2的造旋管和旋流管的环腔内壁以及轴流分离器3的轴流孔隙管的环腔内壁分别进行化学镀处理,旋流分离器2的造旋管和旋流管的外环面以及轴流分离器3的轴流孔隙管的外环面分别进行喷焊处理,并保持旋流分离器2的造旋管和旋流管以及轴流分离器3的轴流孔隙管内壁的清洁,最后检查旋流分离器2的导气管和直丝滤砂器4的直丝管套有无损伤,检查各螺纹联接处是否牢固且有无锈蚀。
在图1中,井下滤砂式气液分离装置组装时,旋流分离器2通过其导气管和导液管接入双管轴流器1的内轴流管管腔内,双管轴流器1的内轴流管通过其排气管接入外轴流管管腔内,接着轴流分离器3的轴流卡箍通过管螺纹将其轴流孔隙管与双管轴流器1的外轴流管和内轴流管连成一体,直丝滤砂器4的直丝管套通过圆周焊的方式接于直丝扣和轴流分离器3的轴流卡箍。
在图2和图3中,直丝滤砂器4中的直丝管套5规格与抽油泵泵筒的规格相一致,直丝管套5的长度和丝缝的宽度依据地层产液量、产液携砂量和砂粒大小等因素进行选型。
在图2和图3中,直丝滤砂器4采用滤砂式直丝管实现产液进泵前的固液分离,它包括直丝管套5和直丝扣6,直丝体沿直丝扣6的圆周方向均布形成直丝管套5,直丝管套5呈现上粗下细的V形构造,同时丝缝沿径向外窄内宽而使得直丝管套5具备自清洁功能。
在图4中,轴流分离器3中的轴流孔隙管8规格与直丝管套5的规格保持一致,且轴流孔隙管8的长度依据直丝管套5的长度进行调整,轴流孔隙管8的减速孔在管壁中下部的具体位置依据地层产液量和产液中所携大气泡量等因素进行设计,轴流孔隙管8的减速孔数量和孔径依据第一级气液分离后携小气泡的产液量等因素进行设计。
在图4中,轴流分离器3采用第一级轴流式孔隙管实现产液固液分离后的第一级初步气液分离,它包括轴流卡箍7和轴流孔隙管8,轴流卡箍7将直丝滤砂器4和轴流孔隙管8与双管轴流器1的内轴流管和外轴流管连成一体,轴流孔隙管8的减速孔位于管壁的中下部位置,以保证进入直丝管套5和轴流孔隙管8的环形空间内的产液有足够时间实施第一级气液分离,同时将携大气泡的产液分离成一级气体和携小气泡的产液。
在图5和图6中,旋流分离器2中的造旋管10和旋流管11规格依据第一级气液分离后的产液量和产液中所携小气泡量等因素进行选型,造旋管10中射流孔的数量和孔径依据第一级气液分离后携小气泡的产液量等因素进行设计,导气管9的管径依据第二级气液分离后二级气体的流量等因素进行设计,导液管12的管径依据第二级气液分离后细砂液体的流量等因素进行设计。
在图5和图6中,旋流分离器2采用第二级分层旋流式多段管实现产液的第二级气液分离,它包括导气管9、造旋管10、旋流管11和导液管12,导气管9的进口管段设有倒锥状坡口,以便顺利导入分离后的二级气体,导液管12的出口管段两侧设有锥状旋流面,以便将分离后的细砂液体减速整流后导出,双管轴流器1的内轴流管中携小气泡的产液经射流孔射入造旋管10并形成多束旋转液流,旋流管11的上锥管段和下锥管段内分层旋流分段加速旋转分离,同时将携小气泡的产液分离成二级气体和细砂液体。
在图7中,双管轴流器1中的外轴流管15和内轴流管16间的环形空间大小依据第一级气液分离后携小气泡的产液量和携小气泡的产液缓冲所需用的时间等因素进行设计,内轴流管16与造旋管10和旋流管11间的环形空间大小则依据第二级气液分离后细砂液体的流量和细砂液体携细砂运移所需用的流速等因素进行设计,同时排气管13的管径随导气管9的管径进行调整。
在图7中,双管轴流器1包括排气管13、气管端盖14、外轴流管15、内轴流管16和液管端盖17,双管轴流器1依据内轴流管16与造旋管10和旋流管11间的环形空间实现携小气泡产液的缓冲,并通过外轴流管15和内轴流管16间的环形空间将细砂液体输送至抽油泵,排气管13的两侧分别与气管端盖14和外轴流管15相连而实现旋流分离器2与油管和套管的环形空间之间保持联通,同时液管端盖17与导液管12相连而实现旋流分离器2与外轴流管15和内轴流管16的环形空间之间保持联通。
在图8中,井下滤砂式气液分离装置的产液进泵前固液分离流程中,直丝滤砂器4随油管柱和抽油泵下井并悬挂于产液层位,地层产出携砂粒的产液首先在油管和套管的环形空间内充分沉降,而后产液进泵前携砂粒流经直丝滤砂器4,大于直丝管套5丝缝的粗砂粒首先被过滤掉,并依据直丝管套5的V形构造随油管和套管环形空间内的产液顺利沉降至井底口袋,与此同时,小于丝缝的细砂粒依据直丝管套5的自清洁作用随产液顺利流经丝缝并进入直丝管套5和轴流孔隙管8的环形空间。
在图9中,井下滤砂式气液分离装置的产液进泵前两级气液分离流程中,携大气泡的产液经由外窄内宽的丝缝进入直丝管套5和轴流孔隙管8的环形空间,产液流压下降而完成初步气液分离,分离出的一级气体朝产液流动相反方向运移,并由直丝管套5上部的丝缝溢出而进入油管和套管的环形空间,最终通过井口装置和输气管汇输出;与此同时,分离后携小气泡的产液在直丝管套5和轴流孔隙管8的环形空间内朝下流动,并经轴流孔隙管8管壁上外细内粗的减速孔减速后而进入轴流孔隙管8的管腔,而后携小气泡的产液在轴流孔隙管8内朝上继续流动,并由轴流孔隙管8的锥状轴流面减速后而进入内轴流管16与造旋管10和旋流管11间的环形空间,由此实施产液固液分离后的第一级初步气液分离。
在图9中,井下滤砂式气液分离装置的产液进泵前两级气液分离流程中,携小气泡的产液在内轴流管16中充分缓冲后,经造旋管10管壁上的射流孔射入旋流分离器2,并在造旋管10的环腔内壁形成多束旋转液流,而后多束旋转液流同时沿造旋管10的环腔内壁继续朝下旋转流动,并在造旋管10中造旋柱管段的环腔内壁底部汇合而形成分层旋流;接着,分层旋流进入旋流管11的上锥管段,旋流管11上锥管段的内环面所在倒锥面的锥度较小,分层旋流继续高速旋转并开始气液分离,分离出的气体运移至旋流管11上锥管段的中央部位并反向上升形成气柱,与此同时,分离后的产液逐步甩向旋流管11上锥管段的管壁并流入旋流管11的中柱管段;然后,分离后的产液在旋流管11的中柱管段停留一段时间,并旋流进旋流管11的下锥管段,旋流管11下锥管段的内环面所在倒锥面的锥度较大,分离后产液的旋流流道截面迅速缩小,而使得产液在旋流管11的下锥管段内不断加速旋转并继续气液分离,产液中剩余的气泡运移至旋流管11下锥管段的中央部位并形成气柱,而后反向上升并与旋流管11上锥管段内的气柱汇合而形成二级气体,二级气体经导气管9导出并由排气管13输送至油管和套管的环形空间,与此同时,分离后的细砂液体由导液管12的出口管段减速整流后导出至外轴流管15和内轴流管16间的环形空间并输送到抽油泵的入口处,由此实施产液固液分离后的第二级气液分离。
上述各实施例仅用于说明本发明,其中各部件的结构、连接方式等都是可以有所变化的,凡是在本发明技术方案的基础上进行的等同变换和改进,均不应排除在本发明的保护范围之外。
井下滤砂式气液分离装置专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。

















动态评分
0.0