

IPC分类号 : G06T7/00,G06T7/30,G06T7/13,G06T7/136,G06K9/64




专利摘要
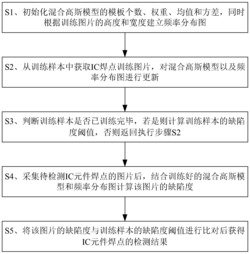
本发明涉及一种齿轮外观缺陷快速影像检测方法,其包括检测预处理阶段和在线检测两个阶段;检测预处理阶段包括目标区域自动设置、生成粗检模板和生成精检模板三个过程;在线检测阶段包括如下步骤:J1)图像采集;J2)预处理和特征提取;J3)待检图像与粗检模板图像进行面积差值运算以进行粗检判断;J4)将待检图像与精检模板图像进行配准,使得两图像的齿轮齿向重合;J5)将待检图像与精检模板图像进行异或运算得出差异图像,获得差异图像中的缺陷区域面积并进行精检判断。本发明利用机器视觉进行图像采集,利用图像面积差值运算进行粗检判别,并利用模板匹配和图像异或运算进行精检判别,检测精度高且速度快。
权利要求
1.一种齿轮外观缺陷快速影像检测方法,其特征是包括检测预处理阶段和在线检测两个阶段;检测预处理阶段包括目标区域自动设置、生成粗检模板和生成精检模板三个过程;在线检测阶段包括如下步骤:
步骤J1)对待检齿轮进行图像采集,通过背光投影的方式获得待检图像;
步骤J2)对待检图像进行预处理和特征提取;
步骤J3)将待检图像与粗检模板图像进行面积差值运算以进行粗检判断,剔除具有明显缺陷的零件;
步骤J4)利用基于形状的模板匹配方式,将待检图像与精检模板图像进行配准,使得两图像的齿轮齿向重合;
步骤J5)将待检图像与精检模板图像进行异或运算得出差异图像,获得差异图像中的缺陷区域面积并进行精检判断,剔除不合格零件;
步骤J3)具体包括如下步骤:步骤J3.1)将待检图像和粗检模板图像分别进行阈值化分割,获得两者的二值图;步骤J3.2)通过统计二值图的像素值,得出粗检模板图像二值图和待检图像二值图的面积,分别记为SA和SB;步骤J3.3)设置粗检阈值T1,计算|SA-SB|/SB,如果|SA-SB|/SB>T1,则直接判定待检图像对应的齿轮不合格;如果|SA-SB|/SB≤T1,则粗检合格并进入下一步;
步骤J5)的具体步骤为:步骤J5.1)将精检模板图像二值图与待检图像二值图进行异或运算,得到差异图像二值图;步骤J5.2)将差异图像进行滤除线性噪声处理;步骤J5.3)通过连通区域标注法对差异图像中的缺陷区域进行像素标记,计算标记个数得到缺陷区域的面积SC;步骤J5.4)设置精检阈值T2,计算SC/SB,如果SC/SB≤T2,则最终判定该待检图像对应的齿轮合格;如果SC/SB>T2,则最终判定该待检图像对应的齿轮不合格。
2.如权利要求1所述的齿轮外观缺陷快速影像检测方法,其特征是所述目标区域自动设置的过程具体包括如下步骤:
步骤M1)取目标齿轮,获得目标图像;
步骤M2)利用迭代法分析目标图像直方图获得阈值;
步骤M3)利用阈值化分割获得目标图像二值图;
步骤M4)基于目标图像二值图获得最小凸多边形;
步骤M5)基于凸多边形进行曲线拟合获得齿轮的外接圆;
步骤M6)以不小于拟合出的齿轮外接圆半径的同心圆作为蒙版进行抠图,获得包含目标齿轮的区域。
3.如权利要求2所述的齿轮外观缺陷快速影像检测方法,其特征是在目标区域自动设置的过程中,取已合格的标准齿轮作为目标齿轮,经抠图后获得的图像作为粗检模板;取多个粗检模板进行齿轮配准,使得各图像的齿轮齿向重合,之后再对配准后的各图像进行多图求平均得到平均图像,该平均图像作为精检模板图像。
4.如权利要求1所述的齿轮外观缺陷快速影像检测方法,其特征是步骤J2)中的图像预处理是指对待检图像进行边缘保持滤波处理,特征提取是指对待检图像进行亚像素边缘提取。
5.如权利要求4所述的齿轮外观缺陷快速影像检测方法,其特征是所述亚像素边缘提取采用Canny算子法,其具体步骤为:
步骤C1)利用Gauss滤波器对图像进行平滑滤波,5×5的滤波模板为:
步骤C2)通过求解一阶偏导数得到梯度的幅值和方向;Mx和My分别表示x方向和y方向的梯度,则:
梯度值
步骤C3)对梯度幅值进行非极大值抑制;
步骤C4)使用双阈值法检测并连接边缘。
6.如权利要求1所述的齿轮外观缺陷快速影像检测方法,其特征是步骤J4)采用金字塔搜索法,其具体步骤为:
步骤S1)对精检模板和待搜索的图像进行分层预处理,得到分层的金字塔数据;
步骤S2)在金字塔的顶层上所有区域进行匹配,搜索得到与精检模板相似的实例;
步骤S3)将匹配的结果映射到金字塔数据的下一层,并将配准结果周围的区域确定为新的搜索区域;
步骤S4)在当前层新的搜索区域进行匹配运算,并将结果映射到金字塔下一层;
步骤S5)不断重复以上步骤,直到映射到金字塔的最底层。
说明书
技术领域
本发明涉及齿轮外观缺陷检测领域,具体的说是一种齿轮外观缺陷快速影像检测方法。
背景技术
对于一般的零部件,其外观缺陷多由人工肉眼直接观察检测,或者借助卡尺和放大镜等辅助工具进行检测。而对于齿轮等用于机械传动的精密零部件,其尺寸小、精度高,人的肉眼只能有效识别不小于0.3mm的缺陷,因此很难保证检测精度,容易出现漏检。同时,受个人主观因素的影响,无法保证检测的一致性。另外,人工测得的数据不便存入管理软件,与当前自动化流水作业的规模化生产模式不匹配。
由上述可知,人工检测无法满足齿轮等精密部件的外观缺陷检测。由于齿轮本身的几何形状特点,对于齿崩、缺齿、齿歪等缺陷的测量过程十分复杂。目前也有自动检测的方法,但是由于检测方式和设计原理上的固有缺陷,现有的自动检测方法在外观缺陷检测上均存在局限性。常规的自动检测方法有激光全息测量技术、整体误差测量技术和三坐标测量技术等。激光全息测量虽然能够测出整个齿轮表面的误差,但价格高、测量速度慢,不适于推广;齿轮综合误差测量技术能够检测齿轮的质量,但其测量的数据为整体误差,不适于做齿轮单指标的测量;三坐标测量机在产品的外观检测上存在局限性,误差较大。
目前有一种基于计算机视觉的检测方法尤其适用于产品的外观检测,其利用工业相机进行非接触式的影像检测,具有检测速度快和抗干扰能力强的优点。但是,现有的影像检测方法还存在如下缺陷:以小齿轮的检测为例,目前的影像检测需要首先确定小齿轮的圆心坐标,并以圆心坐标为基准坐标进行检测。显然,基准坐标的确定直接影响下一步参数测量的精度。尽管圆心坐标的确定有多种方法,但是均存在误差,从而使得基准坐标存在误差,在后续处理中误差不断被放大,最终导致测量精度降低,具体应用在外观缺陷的检测上则会出现漏检和错检现象,导致检测结果不可靠。
发明内容
本发明要解决的技术问题是提供齿轮外观缺陷快速影像检测方法,该检测方法能够精准、高效地检出外观不合格的齿轮零件,从而替代人工检测,提高自动化程度,满足规模化生产的需求。
为解决上述技术问题,本发明的齿轮外观缺陷快速影像检测方法包括检测预处理阶段和在线检测两个阶段;检测预处理阶段包括目标区域自动设置、生成粗检模板和生成精检模板三个过程;在线检测阶段包括如下步骤:
步骤J1)对待检齿轮进行图像采集,通过背光投影的方式获得待检图像;
步骤J2)对待检图像进行预处理和特征提取;
步骤J3)将待检图像与粗检模板图像进行面积差值运算以进行粗检判断,剔除具有明显缺陷的零件;
步骤J4)利用基于形状的模板匹配方式,将待检图像与精检模板图像进行配准,使得两图像的齿轮齿向重合;
步骤J5)将待检图像与精检模板图像进行异或运算得出差异图像,获得差异图像中的缺陷区域面积并进行精检判断,剔除不合格零件。
所述目标区域自动设置的过程具体包括如下步骤:步骤M1)取目标齿轮,获得目标图像;步骤M2)利用迭代法分析目标图像直方图获得阈值;步骤M3)利用阈值化分割获得目标图像二值图;步骤M4)基于目标图像二值图获得最小凸多边形;步骤M5)基于凸多边形进行曲线拟合获得齿轮的外接圆;步骤M6)以不小于拟合出的齿轮外接圆半径的同心圆作为蒙版进行抠图,获得目标齿轮的轮廓。
在目标区域自动设置的过程中,取已合格的标准齿轮作为目标齿轮,经抠图后获得的图像作为粗检模板;取多个粗检模板进行齿轮配准,使得各图像的齿轮齿向重合,之后再对配准后的各图像进行多图求平均得到平均图像,该平均图像作为精检模板图像。
在步骤J2)中,图像预处理是指对待检图像进行边缘保持滤波处理,特征提取是指对待检图像进行亚像素边缘提取。
其中,边缘保持滤波再滤除杂点噪声的同时能保留齿轮细节信息方面,尤其适合齿轮缺陷的检测,其具体过程为:
对于图像中的任意一个像素点(x,y)的邻域S,分别计算其左上角S1、左下角S2、右上角S3和右下角S4四个区域的灰度分布均匀度V,最后将均匀度最小区域的平均值作为该像素点的新的灰度值;计算灰度均匀度的公式为:
其中Sk为灰度分布均匀度最小的区域,k={1,2,3,4};均匀度V的计算公式为:
其中,亚像素边缘提取采用Canny算子法,在各种边缘提取算子中,Canny算子在抗干扰和精度方面都能取得良好的效果,特别适合于齿轮的边缘提取,其具体步骤为:
步骤C1)利用Gauss滤波器对图像进行平滑滤波,5×5的滤波模板为:
步骤C2)通过求解一阶偏导数得到梯度的幅值和方向;Mx和My分别表示x方向和y方向的梯度,则:
梯度值 梯度方向角θ=arctan(My/Mx);
步骤C3)对梯度幅值进行非极大值抑制;
步骤C4)使用双阈值法检测并连接边缘。
在精检模板建立的基础上,步骤J4)是模板匹配的过程,其具体包括如下步骤:将精检模板图像定义为点集pi=(ri,ci)
在待检图像的某一点q=(r,c)
当相似度s达到设定的阈值smin时,则判定在q=(r,c)
其中,优选的,为了加快模板匹配过程中的搜索速度,步骤J4)中模板匹配的搜索采用金字塔搜索方法,其具体步骤为:步骤S1)对精检模板和待搜索的图像进行分层预处理,得到分层的金字塔数据;步骤S2)在金字塔的顶层上所有区域进行匹配,搜索得到与精检模板相似的实例;步骤S3)将匹配的结果映射到金字塔数据的下一层,并将配准结果周围的区域确定为新的搜索区域;步骤S4)在当前层新的搜索区域进行匹配运算,并将结果映射到金字塔下一层;步骤S5)不断重复以上步骤,直到映射到金字塔的最底层。
上述的步骤J5)是利用精检模板的精检过程,其具体步骤为:
步骤J5.1)将精检模板图像二值图与待检图像二值图进行异或运算,得到差异图像二值图;
步骤J5.2)将差异图像进行滤除线性噪声处理;
步骤J5.3)通过连通区域标注法对差异图像中的缺陷区域进行像素标记,计算标记个数得到缺陷区域的面积SC;
步骤J5.4)设置精检阈值T2,计算SC/SB,如果SC/SB≤T2,则最终判定该待检图像对应的齿轮合格;如果SC/SB>T2,则最终判定该待检图像对应的齿轮不合格。
综上所述,本发明的有益效果是:1)该方法针对齿轮零件的特殊外观形状,首先通过差值运算剔除明显缺陷的齿轮零件,然后采用模板匹配与图像异或运算相结合的方法,对齿轮的齿顶、齿根、齿孔进行实时定量检测,检测效率高且误检率低;2)该方法避免了常规齿轮缺陷检测中对中心精确定位的依赖性,防止了因误差叠加而造成的误检现象,提高了检测的精度和可靠性;3)整个检测过程自动完成,替代了人工检测,提高了检测效率。
附图说明
下面结合附图和具体实施方式对本发明作进一步详细说明:
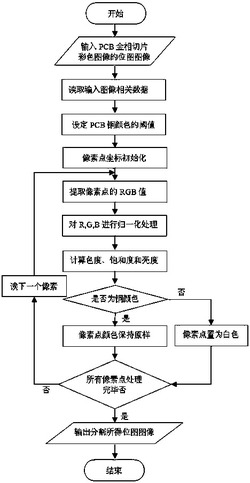
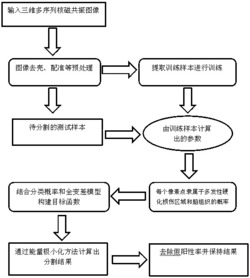
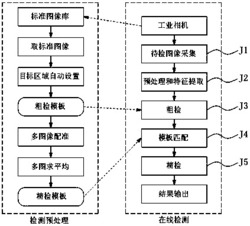
图1为本发明的整体流程示意图;
图2为本发明中目标区域自动设置的流程示意图;
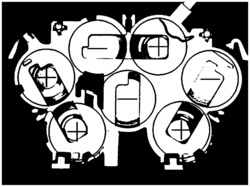
图3为本发明中以标准齿轮图像为目标图像进行目标区域自动设置生成粗检模板的效果示意图;
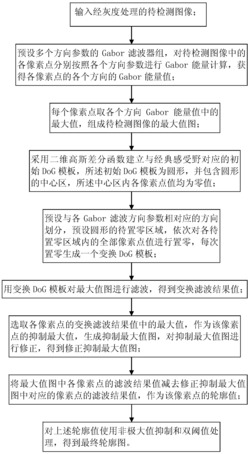
图4为本发明中亚像素边缘提取的流程示意图;
图5为本发明中亚像素边缘提取的效果示意图;
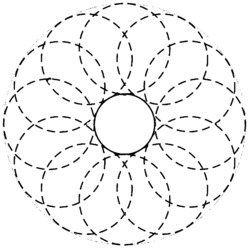
图6为金字塔数据结构示意图;
图7为待检图像仿射变换的效果示意图;
图8为本发明中在线检测的流程示意图;
图9为图像异或运算的效果示意图;
图10为本发明中在线检测的过程示意图;
图11为齿轮有肿齿缺陷时的检测效果示意图;
图12为齿轮有残齿缺陷时的检测效果示意图;
图13为齿轮有齿孔缺陷时的检测效果示意图;
图14为合格齿轮的检测效果示意图。
具体实施方式
参照附图,该发明的齿轮外观缺陷快速影像检测方法包括检测预处理阶段和在线检测两个阶段。
参照附图,检测预处理阶段包括目标区域自动设置、生成粗检模板和生成精检模板三个过程。如图2和图3所示,目标区域自动设置的过程具体包括如下步骤:
步骤M1)取目标齿轮,获得目标图像;
步骤M2)利用迭代法分析目标图像直方图获得阈值;
步骤M3)利用阈值化分割获得目标图像二值图;
步骤M4)基于目标图像二值图获得最小凸多边形;
步骤M5)基于凸多边形进行曲线拟合获得齿轮的外接圆;
步骤M6)以不小于拟合出的齿轮外接圆半径的同心圆作为蒙版进行抠图,获得包含目标齿轮的区域。假设蒙版图像为t(x,y),源图像为f(x,y),则运算表达式为:
在目标区域自动设置的过程中,如图3所示,取已合格的标准齿轮作为目标齿轮,经抠图后获得的图像作为粗检模板。图3中(I)为合格的标准齿轮投影图像;(Ⅱ)为其灰度直方图,从图中看出目标区域和背景区域灰度分布差距明显;(Ⅲ)为基于迭代阈值法获得的二值图像,其中白色部分为齿轮区域,黑色部分为背景区域;(Ⅳ)为围绕齿轮的齿顶坐标形成的最小凸多边形;(Ⅴ)为基于最小凸多边形拟合形成的圆形区域,表示齿轮的齿顶圆,将不小于其半径的同心圆作为蒙版;(Ⅵ)为蒙版图像与源图像计算的模板区域,用来作为模板匹配的目标区域。整个过程自动完成,无需人工选定匹配区域。
取多个粗检模板进行齿轮配准,使得各图像的齿轮齿向重合,之后再对配准后的各图像进行多图求平均得到平均图像,该平均图像作为精检模板图像。其中,前述齿轮配准的过程可参照在精检中的精检模板匹配过程,其目的均是为了将齿轮的齿向重合,对于模板匹配的过程下文中将有详细介绍。对于多图求平均的方法,假设需要n幅图像进行平均计算,则计算公式下所示:
参照附图,本发明的在线检测阶段包括如下步骤:
步骤J1)对待检齿轮进行图像采集,通过背光投影的方式获得待检图像;
步骤J2)对待检图像进行预处理和特征提取;
步骤J3)将待检图像与粗检模板图像进行面积差值运算以进行粗检判断,剔除具有明显缺陷的零件;
步骤J4)利用基于形状的模板匹配方式,将待检图像与精检模板图像进行配准,使得两图像的齿轮齿向重合;
步骤J5)将待检图像与精检模板图像进行异或运算得出差异图像,获得差异图像中的缺陷区域面积并进行精检判断,剔除不合格零件。
上述步骤J1)采用工业相机并利用背光投影的方式采集图像到上位机,齿轮的输送可采用转盘式的输送结构,即在转盘的周圈放置多个齿轮,通过转盘的转动将齿轮逐个输送到工业相机的镜头下方,逐个进行图像采集。其中,输送结构上还设置分拣机构,当检测到齿轮的外观不合格时,利用分拣机构可将不合格齿轮分到不合格产品区。本发明的核心是检测方法,该检测方法具体依托的机械结构可根据实际情况进行设计,在此不再赘述。
上述步骤J2)是对采集来的图像进行处理的过程,其主要过程是滤波处理过程。本发明采用边缘保持滤波的方法,对于图像的滤波还包括均值滤波和中值滤波。设一副图像中,S为滤波窗口,滤波后窗口中心点的像素值为g(x,y),则均值滤波表示为:
中值滤波的公式为:
g(x,y)=Mid[f(i,j)] (i,j)∈S;其中Mid[]表示取中值。
均值滤被和中值滤波都能够较好地滤除图像中的杂点,但是均值滤波会使图像边缘变得模糊,而中值滤波却将图像中的线条细节滤除。齿轮的内外轮廓边缘的细节对检测非常重要,因此这两种滤波器对于齿轮缺陷的检测不适用。
边缘保持滤波处理的具体过程为:
对于图像中的任意一个像素点(x,y)的邻域S,分别计算其左上角S1、左下角S2、右上角S3和右下角S4四个区域的灰度分布均匀度V,最后将均匀度最小区域的平均值作为该像素点的新的灰度值;
计算灰度均匀度的公式为:
其中Sk为灰度分布均匀度最小的区域,k={1,2,3,4};
均匀度V的计算公式为:
步骤J2)中还有特征提取的过程,特征提取是精检中模板匹配的前提条件之一。所谓特征提取,对于齿轮而言,即是指对待检齿轮图像进行亚像素边缘提取,图4和图5分别示意出了亚像素边缘提取的过程和效果示意。如图4所示,亚像素边缘提取采用Canny算子法,其具体步骤为:
步骤C1)利用Gauss滤波器对图像进行平滑滤波,5×5的滤波模板为:
步骤C2)通过求解一阶偏导数得到梯度的幅值和方向;Mx和My分别表示x方向和y方向的梯度,则:
梯度值 梯度方向角θ=arctan(My/Mx);
步骤C3)对梯度幅值进行非极大值抑制;其过程为:对于获得的梯度幅值图像,将目标像素点(i,j)的梯度值M(i,j)与其梯度方向两端像素点的梯度值M1(i,j)和M2(i,j)进行比较,如果M(i,j)>M1(i,j)且M(i,j)>M2(i,j)则M(i,j)保持不变;否则M(i,j)=0。
步骤C4)使用双阈值法检测并连接边缘。所谓双阈值法是利用高低两个不同阈值对步骤C3)步骤处理后的图像进行阈值分割,得到两幅边缘图像GL(i,j)和GH(i,j)。GH(i,j)用高阈值得到,假边缘少,但是存在不闭合的情况;GL(i,j)用低阈值得到,边缘点丰富,但是存在假边缘。因此就需要参考GL(i,j)中的点,在GH(i,j)中利用8-邻域跟踪算法将断续的点连接在一起,形成一条细线,其他位置的像素值设为零,最终在GH(i,j)二值图中形成封闭边缘。所谓的8-邻域跟踪算法是指对于一个目标区域边界上的像素点,在其周围上、下、左、右、左上角、左下角、右上角或右下角搜索满足边界条件的点,则认为这些点是当前区域的边界,不断重复以上步骤直到连成一条闭合曲线。Canny算子检测强边缘和弱边缘时使用不同的阈值,只有当强边缘与弱边缘相连接时,弱边缘才会显示出来。因此,该方法更具有抗噪声能力,减小假边缘的数量。
上述步骤J3)是粗检的过程,其目的是对明显具有外观缺陷的产品进行直接剔除。如图8和图10所示,步骤J3)具体包括如下步骤:
步骤J3.1)将待检图像和粗检模板图像分别进行阈值化分割,获得两者的二值图;
步骤J3.2)通过统计二值图的像素值,得出粗检模板图像二值图和待检图像二值图的面积,分别记为SA和SB;
步骤J3.3)设置粗检阈值T1,计算|SA-SB|/SB,如果|SA-SB|/SB>T1,则直接判定待检图像对应的齿轮不合格;如果|SA-SB|/SB≤T1,则粗检合格并进入下一步。
步骤J4)是模板匹配的过程,其具体包括如下步骤:
将精检模板图像定义为点集pi=(ri,ci)
将精检模板图像进行仿射变换,将其中平移的部分分离,线性变换模型通过点p′i=Api以及相应的变换后的方向向量d′i=(A
在待检图像的某一点q=(r,c)
当相似度s达到设定的阈值smin时,则判定在q=(r,c)
归一化相似性度量值作为潜在的匹配对象的分值,如果分值等于1,则表示模板与待匹配区域完全一致。
为了加快模板匹配过程中的搜索速度,步骤J4)采用金字塔搜索法,参照图6,其具体步骤为:
步骤S1)对精检模板和待搜索的图像进行分层预处理,得到分层的金字塔数据;
步骤S2)在金字塔的顶层上所有区域进行匹配,搜索得到与精检模板相似的实例;
步骤S3)将匹配的结果映射到金字塔数据的下一层,并将配准结果周围的区域确定为新的搜索区域;如图6中的黑色加粗区域,即为第2层映射到第1层的新的搜索区域。
步骤S4)在当前层新的搜索区域进行匹配运算,并将结果映射到金字塔下一层;
步骤S5)不断重复以上步骤,直到映射到金字塔的最底层。
利用图像金字塔的方式进行分层搜索,可以减少搜索区域的面积,实现了高效快速搜索,大大地减少了运算量。
模板匹配以标准图像为基准可以获得待检图像的旋转角、缩放比率和平移量信息。由于图像采集过程中视场较小,默认同环境下所获得的目标图像缩放比率相同。因此,在缺陷检测前,待检图像还需要进行仿射变换处理,为待检图像和标准图像后续的数据处理和比较做准备。仿射变换公式为:
其中,tx和ty为平移量,θ为旋转的角度,s为缩放比率。
其过程如图7所示。图7中,(I)为标准图像,(Ⅱ)为待检图像,(Ⅲ)为配准并仿射变换后的图像,(Ⅳ)为目标抠图。
上述步骤J5)为精检过程,其具体步骤为:
步骤J5.1)将精检模板图像二值图与待检图像二值图进行异或运算,得到差异图像二值图;其中,异或运算的原理示意效果如图9所示。
步骤J5.2)将差异图像进行滤除线性噪声处理;
步骤J5.3)通过连通区域标注法对差异图像中的缺陷区域进行像素标记,计算标记个数得到缺陷区域的面积SC;
步骤J5.4)设置精检阈值T2,计算SC/SB,如果SC/SB≤T2,则最终判定该待检图像对应的齿轮合格;如果SC/SB>T2,则最终判定该待检图像对应的齿轮不合格。
在具体的实施中,所谓的粗检模板和精检模板可统一称为模板,由于在粗检中仅需要统计模板面积,不需要进行图像配准,粗检模板仅仅为适用于本方法粗检环节的一种原理性的表述,在具体实施中可以由精检模板替代。假设为A(x,y)待检图像二值图,B(x,y)为匹配后的二值图,为下面对整个缺陷检测过程进行量化介绍。
目标分割过程。根据模板图像的灰度分布获得阈值,获得二值图像A(x,y)和B(x,y):
粗检过程。求取目标的面积。由于二值图像的目标区域像素值为1,背景区域像素值为0,因此可以通过统计二值图像的像素值和获得齿轮面积。模板和待检测图像的面积分别为SA和SB。公式表示为:
通过二值图像的目标面积比较则可以进行粗略判断,如果SA和SB之间的差值大于阈值T1,则直接剔除;否则,则进入下一环节。判别规则用公式表示为
精检过程。图像异或运算。异或运算可以将两幅图像之间的差别直接通过二值图显示出来,其运算公式表示为:
其中Θ和⊕符号分别表示腐蚀运算和膨胀运算。先进行腐蚀运算,后进行膨胀运算可以将线性噪声滤除,保持缺陷点的尺寸不变。
缺陷量化。对于潜在的缺陷区域,通过8-连通区域标注法对各个像素进行标记,计算各标号数就可以得到封闭区域的面积公式表示为:
所谓的8-连通区域标记就是对于一个目标像素点,如果在其周围上、下、左、右、左上角、左下角、右上角或右下角至少存在一个同类像素点,则认为这些同类像素点是连通的,然后用同一个数字标注,说明它们是一个区域。
缺陷评测。由于获得的SC为绝对差异的面积,因此可以通过判别阈值T2进行最终判断。其判别公式可表示为:
为了更加客观地评价本发明检测方法的精度和可靠性,下面进行实验验证。
选择200个塑料单层齿轮进行试验,齿轮的齿数为18,模数为0.5,直径为10mm。实验过程是先将所有齿轮样本交由质检员进行人工检测,并且对检测不合格的产品进行标记。然后利用本发明的缺陷检测系统进行复检,试验中系统设置的精检阈值T2大小为0.001,粗检阈值T1大小为0.05。齿轮模板的拟合圆直径约为503个像素,齿数为18。齿轮的参数和检测结果如下表1所示。
表1
综合表1内的数据,得到人工检测与本发明的机器检测的结果数据对比如下表2所示。
表2
综合表1和表2的信息,在200个样本中,通过本发明检测方法检出的合格产品为192个,不合格产品为8个。前期质检员所检测到的数据相比较,漏检了76号样本,并多检出了150号和171号两个齿轮为不合格,不一致的个数为3个,与人工检测结果一致性比率为98.5%。通过高精度仪器对有争议的3个齿轮进行再次检测发现,76号齿轮背面有缺陷,采用本发明机器视觉的投影无法检测。而对于150和171虽然齿数完整,但是由于主体存在变形,因此属于不合格产品。可见,本发明的机器检测的精度高于工检测。
此外,本发明检测方法和人工检测的时间也有差异,其结果如下表3所示。
表3
由表3数据可以看出,检测一个齿轮,本发明检测方法所用的时间平均不到1.2秒,是人工检测用时的1/9。
图11-图14分别给出了利用本发明检测方法检测的四个实例效果图,图11中的齿轮有肿齿缺陷,图12中的齿轮有残齿缺陷;图13中的齿轮有齿孔缺陷,图14中的齿轮为合格齿轮。每幅图中均包含a、b、c、d四幅小图,其中a图表示源图像;b图表示源图像与标准图像配准后的图像;c图为匹配后图像的二值化图;d图为源图像的二值图与标准图像的二值图进行异或运算后的结果。
综上所述,本发明不限于上述具体实施方式。本领域技术人员,在不脱离本发明的精神和范围的前提下,可做若干的更改和修饰。本发明的保护范围应以本发明的权利要求为准。
一种齿轮外观缺陷快速影像检测方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。










动态评分
0.0