








专利摘要
高速铣刀多齿不均匀切削行为的补偿方法,它涉及高速铣刀切削行为的补偿方法。本发明的目的是为了解决现有的高速多齿铣刀因切削不均引起加工表面质量下降的问题。本发明包括以下步骤:步骤一:建立高速铣刀在铣刀振动和刀齿误差影响下的切削行为模型;步骤二:对高速铣刀切削行为进行识别,对齿距和转速进行调整,进行初次补偿;步骤三:对步骤二高速铣刀进行二次识别,对多齿不均匀切削行为进行二次补偿;步骤四:对补偿效果进行验证。本发明解决了铣刀振动和刀齿误差影响下,高速铣刀多齿不均匀切削导致的加工表面质量下降问题。
权利要求
1.高速铣刀多齿不均匀切削行为的补偿方法,其特征在于:包括以下步骤:
步骤一:建立高速铣刀在铣刀振动和刀齿误差影响下的切削行为模型;
步骤二:对高速铣刀切削行为进行识别,对齿距、转速和铣刀振动主频进行调整,进行初次补偿;
步骤三:对步骤二所述高速铣刀进行二次识别,对多齿不均匀切削行为进行二次补偿;
步骤四:对补偿效果进行验证。
2.根据权利要求1所述高速铣刀多齿不均匀切削行为的补偿方法,其特征在于:所述步骤一建立切削行为模型的步骤为:
构建铣刀刀齿切削坐标系,以机床上的指定点为坐标系原点,以高速铣刀铣削宽度方向为x轴,以铣刀进给方向为y轴,以铣刀的铣削深度方向为z轴;
建立高速铣刀上任意一个刀齿的铣削宽度aei、每齿进给量fzi和铣削深度api的模型:
式中,θi为高速铣刀的相邻刀齿的齿距, 为相邻两齿间径向误差沿x方向的误差分量, 为相邻两齿间径向误差沿y方向的误差分量, 为相邻两齿的轴向误差, 和 分别为第i个刀齿切削时铣刀沿x、y、z方向振动振幅, 和 分别为第i-1个刀齿切削时铣刀沿x、y、z方向振动振幅,n为高速铣刀转速,ae为铣削宽度,vf为进给速度,ap为铣削深度。
3.根据权利要求1所述高速铣刀多齿不均匀切削行为的补偿方法,其特征在于:步骤二所述对高速铣刀进行切削行为的识别过程包括:
利用步骤一所述的高速铣刀振动、刀齿误差和刀齿切削行为模型的参数,构建第i个刀齿加工表面残留波峰高度Hi和加工表面相邻残留波峰之间间距△Li模型;
建立高速铣刀加工表面残留波峰在高度上分布不均匀度UL和高速铣刀加工表面残留波峰波在峰间距的分布上不均匀度UH的解算模型:
利用高速铣刀相邻刀齿的加工表面残留波峰高度和残留波峰间距的差别及波峰分布不均匀度,进行高速铣刀刀齿不均匀切削行为显著性判别;利用铣刀相邻刀齿的每齿进给量fzi、fzi-1,刀齿铣削深度api、api-1,和刀齿的铣削宽度aei、aei-1的差别,识别高速铣刀刀齿不均匀切削行为类型。
4.根据权利要求3所述高速铣刀多齿不均匀切削行为的补偿方法,其特征在于:所述第i个刀齿加工表面残留波峰高度Hi和加工表面相邻残留波峰之间间距△Li模型为;
式中,κsi-1为第i-1个刀齿的副偏角,κri为第i个刀齿的主偏角;
高速铣刀加工表面残留波峰在高度上分布不均匀度UL和高速铣刀加工表面残留波峰波在峰间距的分布上不均匀度UH的解算模型为:
式中,M为加工表面检测长度范围内残留波峰数量,△Lmax为残留波峰间距最大值,△Lmin为残留波峰间距最小值,Hmax为残留波峰高度最大值,Hmin为残留波峰高度最小值。
5.根据权利要求1所述高速铣刀多齿不均匀切削行为的补偿方法,其特征在于:步骤二所述初次补偿过程为调整高速铣刀齿距、铣刀转速和铣刀振动主频的数值,使其满足:
式中,N1,N2和N3为整数,n为铣刀转速,Fx,Fy和Fz分别为铣刀沿铣削宽度方向、进给方向和铣削深度方向振动主频。
6.根据权利要求1所述高速铣刀多齿不均匀切削行为的补偿方法,其特征在于:步骤三具体包括:
对步骤二所述已经进行初次补偿的高速铣刀进行二次识别,二次识别的过程与步骤二所述的识别过程相同;
二次补偿的过程包括:通过调整相邻两齿间径向误差沿x方向的误差分量 相邻两齿间径向误差沿y方向的误差分量 和相邻两齿的轴向误差 使相邻两齿的铣削宽度差值△aei、每齿给进量差值△fzi和铣削深度差值△api分别满足:
△aei≤△aemax
△fzi≤△fzmax
△api≤△apmax
所述△aei=aei-aei-1,△fzi=fzi-fzi-1,△api=api-api-1,式中△aemax为加工表面形貌允许的刀齿铣削宽度不均性最大值,△fzmax为加工表面形貌允许的刀齿每齿进给量不均性最大值,△apmax为加工表面形貌允许的刀齿铣削深度不均性最大值。
说明书
技术领域
本发明涉及高速铣刀切削行为的补偿方法,具体涉及高速铣刀多齿不均匀切削行为的补偿方法,属于高速铣刀设计技术领域。
背景技术
高速铣刀铣削时,一方面要求以极大的金属去除率来减少占机时间,另一方面要求低切削振动和高加工表面质量。为此,铣刀普遍采用不等齿距的刀齿分布,通过分散切削振动的能量,以改善高速铣削加工表面质量。上述方法可有效抑制切削力振动,但刀齿的不等齿距分布同时会使铣刀产生不均匀切削,破坏高速铣削加工表面的均匀性,高速铣削加工表面质量无法得到可靠的保障。
高速铣刀多齿不均匀切削是铣刀振动和刀齿误差等因素综合作用的结果,刀齿不等齿距分布存在多种设计方案,并不是每种设计方案均能有效解决多齿不均匀切削问题,刀齿分布在设计上的随机性和多样性,使其在控制刀齿切削行为上缺乏依据。
发明内容
本发明的目的是为了解决现有的高速多齿铣刀因切削不均引起加工表面质量下降的问题。
本发明的技术方案是:高速铣刀多齿不均匀切削行为的补偿方法,包括以下步骤:
步骤一:建立高速铣刀在铣刀振动和刀齿误差影响下的切削行为模型;
步骤二:对高速铣刀切削行为进行识别,对高速铣刀的齿距、铣刀转速和铣刀的震动主频进行调整,进行初次补偿;
步骤三:对步骤二所述高速铣刀进行二次识别,对多齿不均匀切削行为进行二次补偿;
步骤四:对补偿效果进行验证。
所述步骤一建立切削行为模型的步骤为:
构建铣刀刀齿切削坐标系,以机床上的指定点为坐标系原点,以高速铣刀铣削宽度方向为x轴,以铣刀进给方向为y轴,以铣刀的铣削深度方向为z轴;
建立高速铣刀上任意一个刀齿的铣削宽度aei、每齿进给量fzi和铣削深度api的模型:
式中,θi为高速铣刀的相邻刀齿的间距, 为相邻两齿间径向误差沿x方向的误差分量, 为相邻两齿间径向误差沿y方向的误差分量, 为相邻两齿的轴向误差, 分别为第i个刀齿切削时铣刀沿x、y、z方向振动振幅, 和 分别为第i-1个刀齿切削时铣刀沿x、y、z方向振动振幅,n为高速铣刀转速,ae为铣削宽度,vf为进给速度,ap为铣削深度。现有技术采用单因素控制变量法,针对影响加工表面形貌显著的高速铣刀整体切削行为特征进行研究和建模,相比之下,本发明考虑多特征量之间交互作用对铣刀各个刀齿切削行为的影响,能够有效抑制刀齿的不均切削行为。
步骤二所述对高速铣刀进行切削行为的识别过程包括:
利用步骤一所述的高速铣刀振动、刀齿误差和刀齿切削行为模型的参数,构建第i个刀齿加工表面残留波峰高度Hi和加工表面相邻残留波峰之间间距△Li模型;
建立高速铣刀加工表面残留波峰在高度上分布不均匀度UL和高速铣刀加工表面残留波峰波在峰间距的分布上不均匀度UH的解算模型:
利用高速铣刀相邻刀齿的加工表面残留波峰高度和残留波峰间距的差别及波峰分布不均匀度,进行高速铣刀刀齿不均匀切削行为显著性判别;利用铣刀相邻刀齿的每齿进给量fzi、fzi-1,刀齿铣削深度api、api-1,和刀齿的铣削宽度aei、aei-1的差别,识别高速铣刀刀齿不均匀切削行为类型。
所述第i个刀齿加工表面残留波峰高度Hi和加工表面相邻残留波峰之间间距△Li模型为;
式中,κsi-1为第i-1个刀齿的副偏角,κri为第i个刀齿的主偏角;
高速铣刀加工表面残留波峰在高度上分布不均匀度UL和高速铣刀加工表面残留波峰波在峰间距的分布上不均匀度UH的解算模型为:
式中,M为加工表面检测长度范围内残留波峰数量,△Lmax为残留波峰间距最大值,△Lmin为残留波峰间距最小值,Hmax为残留波峰高度最大值,Hmin为残留波峰高度最小值。
步骤二所述初次补偿调整高速铣刀齿距、铣刀转速和铣刀振动主频的数值,使其满足:
式中,θi为相邻刀齿i和i-1间的齿距,N1,N2和N3为整数,n为铣刀转速,Fx,Fy和Fz分别为铣刀沿铣削宽度方向、进给方向和铣削深度方向振动主频。
所述步骤三具体包括:
对步骤二所述已经进行初次补偿的高速铣刀进行二次识别,二次识别的过程与步骤二所述的识别过程相同;
通过调整相邻两齿间径向误差沿x方向的误差分量 相邻两齿间径向误差沿y方向的误差分量 和相邻两齿的轴向误差 使相邻两齿的铣削宽度差值△aei、每齿给进量差值△fzi和铣削深度差值△api分别满足:
△aei≤△aemax
△fzi≤△fzmax
△api≤△apmax
所述△aei=aei-aei-1,△fzi=fzi-fzi-1,△api=api-api-1,式中△aemax为加工表面形貌允许的刀齿铣削宽度不均性最大值,△fzmax为加工表面形貌允许的刀齿每齿进给量不均性最大值,△apmax为加工表面形貌允许的刀齿铣削深度不均性最大值。
本发明与现有技术相比具有以下效果:本项发明提供一种高速铣刀多齿不均匀切削行为的补偿设计方法及铣刀;该方法利用振动与刀齿误差影响下的刀齿每齿进给量、铣削深度、铣削宽度解算模型,揭示出铣刀振动和误差对刀齿切削行为的影响,实现了铣刀多齿切削行为的定量描述;利用高速铣刀切削实验,获得高速铣刀切削过程中沿铣削宽度方向、进给方向和铣削深度方向振动的时域和频域特征;采用高速铣削加工表面形貌仿真方法,揭示出铣刀振动影响下刀齿切削行为与加工表面形貌关系;利用高速铣刀加工表面残留波峰高度及其间距的变化,识别出高速铣刀刀齿不均匀切削行为类型;提出一种高速铣刀多齿不均匀切削行为的齿距补偿设计方法,并针对该方法的不足,提出了铣刀多齿不均匀切削行为的二次补偿设计方法,利用本发明的方法可以设计出可改善刀齿不均匀切削状态,减小加工表面粗糙度和加工表面形貌不均匀度的高速铣刀;有效的解决了铣刀振动和刀齿误差影响下,高速铣刀多齿不均匀切削导致的加工表面质量下降问题。
附图说明
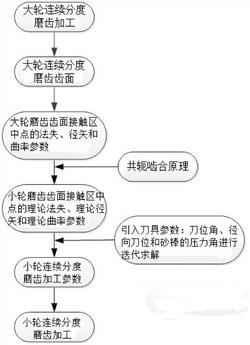
图1,本发明的流程图;
图2,本发明在yoz平面内铣刀刀齿的切削行为示意图;
图3,本发明在xoy平面内铣刀刀齿的切削行为示意图;
图4,本发明高速铣刀切削45钢加工表面形貌示意图;
图5,铣削宽度方向的加工表面形貌仿真结果图;
图6,进给方向的加工表面形貌仿真结果图;
图7、铣削深度方向的加工表面形貌仿真结果图;
图8,高速铣刀多齿不均匀切削行为的识别方法流程图;
图9,高速铣刀齿距和刀齿误差补偿方法流程图;
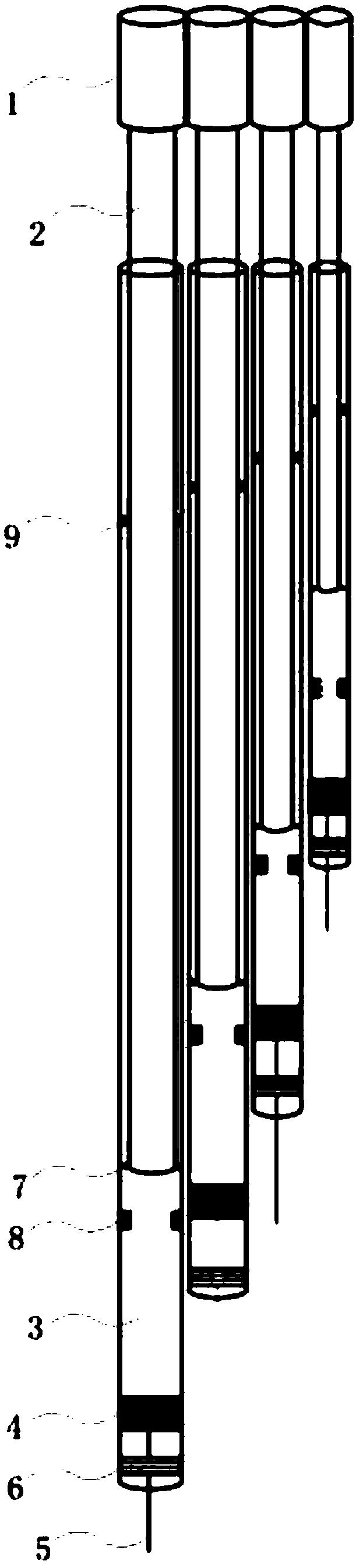
图10,直径63mm四齿不等齿距铣刀的齿距分布及刀齿径向尺寸示意图;
图11,直径63mm四齿不等齿距铣刀刀齿的轴向尺寸示意图;
图12,铣削宽度方向的铣刀振动,a为补偿设计前高速铣刀振动,b为补偿设计后高速铣刀振动;
图13,铣刀进给方向的铣刀振动,a为补偿设计前高速铣刀振动,b为补偿设计后高速铣刀振动;
图14,铣削深度方向的铣刀振动,a为补偿设计前高速铣刀振动,b为补偿设计后高速铣刀振动;
图15,补偿设计前高速铣刀的加工表面形貌示意图;
图16,补偿设计后高速铣刀的加工表面形貌示意图。
具体实施方式
结合附图说明本发明的具体实施方式,本发明的本发明的技术方案是:高速铣刀多齿不均匀切削行为的补偿方法,包括以下步骤:
步骤一、建立高速铣刀在铣刀振动和刀齿误差影响下的切削行为模型,具体为:
构建铣刀刀齿切削坐标系,以机床上的指定点为坐标系原点,以高速铣刀铣削宽度方向为x轴,以铣刀进给方向为y轴,以铣刀的铣削深度方向为z轴;
在该坐标系中建立高速铣刀振动和刀齿误差影响下的刀齿切削模型,如图2和图3所示;
通过坐标系内的刀齿切削模型建立高速铣刀上任意一个刀齿的铣削宽度aei、每齿进给量fzi和铣削深度api的模型:
式中,θi为高速铣刀的相邻刀齿的间距, 为相邻两齿间径向误差沿x方向的误差分量, 为相邻两齿间径向误差沿y方向的误差分量, 为相邻两齿的轴向误差,两相邻刀齿i和i-1间的误差以前一个刀齿i-1为基准进行度量; 和 分别为第i个刀齿切削时铣刀沿x、y、z方向振动振幅, 和 分别为第i-1个刀齿切削时铣刀沿x、y、z方向振动振幅,n为高速铣刀转速,ae为铣削宽度,vf为进给速度,ap为铣削深度。
步骤二:对高速铣刀切削行为进行识别,对高效铣刀的齿距、铣刀转速和铣刀的振动主频进行调整,进行初次补偿,具体包括:
1、采用直径63mm四齿等齿距分布的高速铣刀,在转速1011rpm、进给速度323mm/min、铣削深度0.3mm、铣削宽度40mm条件下进行切削45钢实验,获得高速铣刀切削过程中沿铣削宽度方向、进给方向和铣削深度方向振动的时域和频域特征参数如表1所示,获得的加工表面形貌实验结果如图4所示;
表1高速铣刀振动特征参数
2、利用表1中高速铣刀切削过程中沿铣削宽度方向、进给方向和铣削深度方向振动的时域和频域测试结果,采用Matlab求解第i个刀齿和与之相邻的下一个刀齿i+1切削时铣刀沿x、y、z方向振动振幅方程 和
3、分别求解直径63mm铣刀四个刀齿的切削行为,进行高速铣削加工表面形貌仿真,揭示出铣刀振动影响下刀齿切削行为与加工表面形貌关系,如图5、图6和图7所示;
4、由图5、图6和图7,铣刀振动频率与刀齿切削频率不一致所引起的铣刀多齿不均匀切削,使加工表面形貌及其分布发生明显改变,相邻两刀齿形成的加工表面残留高度及其间距对铣刀多齿不均匀切削具有显著的响应特性;
5、利用步骤一所述的高速铣刀振动、刀齿误差和刀齿切削行为模型的参数,构建第i个刀齿加工表面残留波峰高度Hi和加工表面相邻残留波峰之间间距△Li模型;
式中,κsi-1为第i-1个刀齿的副偏角,κri为第i个刀齿的主偏角;
6、建立高速铣刀加工表面残留波峰在高度上分布不均匀度UL和高速铣刀加工表面残留波峰波在峰间距的分布上不均匀度UH的解算模型:
式中,M为加工表面检测长度范围内残留波峰数量,△Lmax为残留波峰间距最大值,△Lmin为残留波峰间距最小值,Hmax为残留波峰高度最大值,Hmin为残留波峰高度最小值。
7、根据利用高速铣刀相邻刀齿的加工表面残留波峰高度Hi、Hi-1,残留波峰间距△Li、△Li-1的差别及波峰分布不均匀度,进行高速铣刀刀齿不均匀切削行为显著性判别;利用铣刀相邻刀齿的每齿进给量fzi、fzi-1,刀齿铣削深度api、api-1,和刀齿的铣削宽度aei、aei-1的差别,识别高速铣刀刀齿不均匀切削行为类型,如图8所示;其中,ULmax为工件加工表面形貌允许的残留波峰在高度上分布的不均匀度最大值,UHmax为工件加工表面形貌允许的残留波峰间距上分布的不均匀度最大值。
8、采用图8方法进行高速铣刀多齿切削行为识别,结果表明,铣刀振动频率与刀齿切削频率不重合,引起相邻刀齿切削参数变化,是刀齿产生不均匀切削的重要原因之一;
9、当铣刀振动频率与刀齿切削频率之间满足整数倍关系时,每个刀齿在相同切削位置的振动主体波形基本一致,则铣刀振动引起的刀齿不均匀切削行为会大大减弱;据此,通过调整高速铣刀齿距、铣刀转速和铣刀振动主频的数值,使其满足:
式中,θi为高速铣刀的相邻刀齿的间距,N1、N2和N3为整数,n为铣刀转速,Fx、Fy和Fz分别为铣刀沿铣削宽度方向、进给方向和铣削深度方向振动主频。
步骤三:采用齿距补偿方法只能使刀齿切削频率与铣刀多种振动信号中的一种存在整数倍关系,无法补偿存在多个主频的铣刀振动所引起的刀齿不均匀切削问题,为此,首先依据齿距和转速调整后的铣刀振动测试结果,进行铣刀多齿不均匀切削行为的二次识别,二次识别的过程与步骤二所述的识别过程相同;
通过具体加工表面形貌的仿真结果确定△Lmax和Hmax的数值,进而得到加工表面形貌允许的刀齿铣削宽度不均性最大值△aemax、刀齿每齿进给量不均性最大值△fzmax和刀齿铣削深度不均性最大值△apmax的数值,通过调整相邻两齿间径向误差沿x方向的误差分量 相邻两齿间径向误差沿y方向的误差分量 和相邻两齿的轴向误差 使相邻两齿的铣削宽度差值△aei、每齿给进量差值△fzi和铣削深度差值△api分别满足:
△aei≤△aemax (9)
△fzi≤△fzmax (10)
△api≤△apmax (11)
所述△aei=aei-aei-1,△fzi=fzi-fzi-1,△api=api-api-1,通过调整后的数值计算高速铣刀加工表面残留波峰在高度上分布不均匀度UL和高速铣刀加工表面残留波峰波在峰间距的分布上不均匀度UH数值,并验证是否满足:
UL≤ULmax (12)
若满足上式,则所确定的相邻两齿间径向误差沿x方向的误差分量 相邻两齿间径向误差沿y方向的误差分量 和相邻两齿的轴向误差 的数值满足要求,若不满足上式,则需要重新进行二次补偿的过程。
通过步骤一、步骤二和步骤三所述的高速铣刀齿距和刀齿误差补偿方法设计一种直径63mm四齿不等齿距铣刀如图10和图11所示;
该铣刀相邻刀齿间的齿距依次为97.59°、92.53°、87.47°、82.41°;与之对应的四个刀齿的轴向尺寸依次为40.785mm、40.815mm、40.815mm、40.785mm,径向尺寸依次为31.507mm、31.493mm、31.507mm、31.493mm;
步骤四:对补偿效果进行验证,具体为:
1、采用具有相同结构的两把高速铣刀,一把高速铣刀为齿距和刀齿误差补偿设计前的铣刀,一把高速铣刀为齿距和刀齿误差补偿设计后的铣刀,如表2所示;
表2实验用高速铣刀刀齿参数
2、采用上述两把铣刀分别在铣刀转速1011rpm、进给速度323mm/min、铣削深度0.3mm、铣削宽度40mm条件下进行切削45钢实验,获取两把高速铣刀沿铣削宽度方向、进给方向和铣削深度方向振动数据和加工表面形貌数据,如图12至图16所示;
实验结果表明,铣刀齿距的改变,虽然引起切削振动频域波形的变化,但是没有引起铣刀振动主要性质的改变;采用图9方法进行补偿设计后,铣刀加工表面形貌的残留高度由12.76μm降为0.461μm,加工表面残留波峰间距的不均匀度由7.75%下降至0.5%,铣刀多齿不均匀切削行为补偿效果明显,高速铣刀的多齿切削行为一致性和高速铣削加工表面质量得到明显提高。
现有技术为了抑制高速铣刀振动,改善高速铣削加工表面质量,高速铣刀普遍采用不等齿距的刀齿分布;针对不等齿距分布所产生的刀齿不均切削问题,则通过提高铣刀刀齿安装精度,控制铣刀整体误差,以减小铣刀的多齿不均匀切削,这种方法不仅使铣刀制造和调试难度成倍增加,而且解决问题程度有限,在高速铣刀实际加工中无法实现。
高速铣刀多齿不均匀切削是铣刀振动和刀齿误差等因素综合作用的结果,刀齿不等齿距分布存在多种设计方案,并不是每种设计方案均能有效解决多齿不均匀切削问题,刀齿分布在设计上的随机性和多样性,使其在控制刀齿切削行为上缺乏充分依据。
本项发明针对高速铣刀多齿切削中存在的上述问题,通过高速铣刀多齿不均匀切削行为表征,揭示出高速铣刀振动、刀齿误差对刀齿切削行为的影响机制,利用铣刀多齿切削行为与加工表面形貌之间的关系,给出了高速铣刀多齿不均匀切削行为识别方法,提出一种高速铣刀多齿不均匀切削行为的齿距和误差补偿设计方法,有效解决了铣刀齿距设计上存在的分散切削振动能量与多齿不均匀切削的冲突问题,为研制不等齿距高速铣刀提供了一种方法。
高速铣刀多齿不均匀切削行为的补偿方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。










动态评分
0.0