







专利摘要
大螺距外螺纹分层车削工艺,它涉及一种外螺纹车削工艺。本发明为了解决现有螺纹车削加工方法无法达到大螺距外螺纹的大余量去除和高精度加工要求,使大螺距外螺纹车削加工中存在螺纹表面加工原理性误差和接刀痕,切削载荷过大导致的刀具磨损过快,起刀点误差累积产生的螺纹乱扣和分层切削次数过多导致加工效率降低的问题。本发明包括采用多刃沿径向连续多次进刀分层切削方式及左右轴向多次分层切削方式去除外螺纹粗加工余量进行粗加工过程;采用左切削刃和右切削刃交替沿轴向多次进刀分层切削方式进行半精加工和精加工过程。本发明达到外螺纹的加工精度和加工表面质量要求,获得的左右螺纹面无接刀痕,消除了螺纹乱扣问题,满足大螺距外螺纹高效、高品质车削加工要求。
权利要求
1.大螺距外螺纹分层车削工艺,其特征在于:所述车削工艺包括以下步骤:
步骤一、粗加工过程:采用多刃沿径向连续多次进刀分层切削的方式去除外螺纹粗加工余量,使外螺纹的径向尺寸达到要求,采用最少次数的左右刃沿轴向连续多次进刀分层切削的方式去除径向分层切削时的接刀痕,形成外螺纹基本牙型结构和左右螺纹面,以减少螺纹粗加工集合误差及后续加工余量;
步骤二、半精加工过程:采用左切削刃和右切削刃交替沿轴向多次进刀分层切削方式去除加工余量;
步骤三、精加工过程:采用左切削刃和右切削刃交替沿轴向多次进刀分层切削方式去除加工余量。
2.根据权利要求1所述大螺距外螺纹分层车削工艺,其特征在于:步骤一所述径向切削方式采用三刃刀具进行切削,三刃刀具的切削层面积S1、S2和S3通过下式进行确定:
第i次三刃径向分层切削时切削层面面Si为:Si=S1+S2+S3;
其中,εr1'与εr2'分别为刀具左右刃的牙型半角,b为刀头宽度,h为刀具刀头总高度,ap为总径向切削深度,api为第i次径向切削的切削深度,hDl为切削时左螺纹面的切削层厚度,hD2为切削时右螺纹面的切削层厚度,hD3为切削时牙底螺纹面的切削层厚度,bD1为切削时左螺纹面的切削层宽度,bD2为切削时右螺纹面的切削层宽度。
3.根据权利要求1所述大螺距外螺纹分层车削工艺,其特征在于:步骤一进行粗加工过程中,刀具轴向进给速度与切削速度构成直角坐标系。
4.根据权利要求1所述大螺距外螺纹分层车削工艺,其特征在于:步骤二和步骤三中轴向分层切削过程中,第j次分层切削时,左右切削刃切削层面积Sj为:
Sj=zj·aP;
其中,zj为第j次分层切削时轴向加工余量,ap为径向切深。
5.根据权利要求1所述大螺距外螺纹分层车削工艺,其特征在于:所述车削工艺包括冷却过程,步骤三所述进行精加工时最后两次进刀采用水乳液进行冷却,其他切削过程采用润滑油进行冷却。
6.根据权利要求1所述大螺距外螺纹分层车削工艺,其特征在于:所述车削工艺中机床主轴转速满足:粗加工过程中机床主轴转速>半精加工过程中机床主轴转速>精加工过程中机床主轴转速。
说明书
技术领域
本发明涉及一种外螺纹车削工艺,具体涉及大螺距外螺纹分层车削工艺,属于车削工艺技术领域。
背景技术
螺距大于4mm的外螺纹定义为大螺距外螺纹,此类零件作为大型压力机调整组件螺杆,控制上下模板间的位置精度,对压力机整机的静、动态精度具有重要影响。大螺距外螺纹牙型槽宽且深、螺距和轴向长度大,属于非标准螺纹,加工余量大,螺距和齿形精度及螺纹表面质量要求高。
已有的大螺距外螺纹的加工方法主要有铣削、磨削、车削和成型加工;成型加工载荷大且难以满足不同规格螺纹的加工要求,加工效率较低;铣削加工大螺距外螺纹时,断续切削会加剧螺杆加工中的振动,且受刀具使用寿命限制,不合适加工轴向长度长的螺纹,仅适合加工短螺纹;采用磨削方法加工大螺距外螺纹时,可以获得高的螺纹精度和表面质量,但其毛坯需要首先采用其他工艺方法达到一定的精度水平,且该方法在加工直径和轴向尺寸较大的外螺纹零件时对工艺装备要求较高;采用车削方法加工大螺距外螺纹,既能保证加工质量和加工效率,又易于设计工装系统,但已有的螺纹车削加工方法主要用于中小型螺距的螺纹加工,无法达到大螺距外螺纹的大余量去除和高精度加工要求,大螺距外螺纹车削加工中存在的螺纹表面加工的原理性误差和接刀痕,切削载荷过大导致的刀具磨损过快,起刀点误差累积产生的螺纹乱扣,和分层切削次数过多导致加工效率降低等问题,如何设计进刀方式,如何控制切削过程中的载荷、排屑,以保证加工精度和加工质量的要求并提高切削效率,成为大型压力机大螺距螺杆加工亟待解决的关键问题。
发明内容
本发明的目的是为了解决现有技术螺纹车削加工方法主要用于中小型螺距的螺纹加工,无法达到大螺距外螺纹的大余量去除和高精度加工要求,使大螺距外螺纹车削加工中存在螺纹表面加工的原理性误差和接刀痕,切削载荷过大导致的刀具磨损过快,起刀点误差累积产生的螺纹乱扣和分层切削次数过多导致加工效率降低等问题。
本发明的技术方案是:大螺距外螺纹分层车削工艺,所述车削工艺包括以下步骤:
步骤一、粗加工过程:采用多刃沿径向连续多次进刀分层切削的方式去除外螺纹粗加工余量,使外螺纹的径向尺寸达到要求;采用左右刃沿轴向连续多次进刀分层切削的方式,去除径向分层切削时的接刀痕,形成外螺纹基本牙型结构和左右螺纹面,以减少螺纹粗加工几何误差及后续加工余量;
步骤二、半精加工过程:采用左切削刃和右切削刃交替沿轴向多次进刀分层切削方式去除加工余量,以达到外螺纹的加工精度和加工表面质量要求;
步骤三、精加工过程:采用左切削刃和右切削刃交替沿轴向多次进刀分层切削方式去除加工余量。
步骤二和步骤三所述的轴向多次进刀分层切削方法解决了多刃径向分层切削中两刃相互干涉的问题,使得切削中两刃之间互不影响,因此,采用该方法能够满足大螺距螺纹的加工精度和加工表面质量要求。
步骤一所述径向切削方式采用三刃刀具进行切削,,每一次径向进刀时,刀具的三条切削刃均参与切削,其切削层面积均大于前一次径向进刀的切削层面积,其切削层面积与每次径向切深api和刀具的左右牙尖角ε’r1、ε’r2有关;
第i次三刃径向分层切削时切削层面面Si为:Si=S1+S2+S3;
式中,S1、S2和S3分别为三刃刀具的切削层面积,具体通过下式确定:
其中,εr1’与εr2’分别为刀具左右刃的牙型半角,b为刀头宽度,h为刀具刀头总高度,ap为总径向切削深度,api为第i次径向切削的切削深度,hD1为切削时左螺纹面的切削层厚度,hD2为切削时右螺纹面的切削层厚度,hD3为切削时牙底螺纹面的切削层厚度,bD1为切削时左螺纹面的切削层宽度,bD2为切削时右螺纹面的切削层宽度。
步骤一进行粗加工过程中,刀具轴向进给速度与切削速度相互垂直。
步骤二和步骤三中轴向分层切削过程中,第j次轴向分层切削时左右切削刃切削层面Sj为;
Sj=zj·aP;
其中,zj为第j次分层切削时轴向加工余量,每次轴向进刀的径向切削深度ap均为螺纹牙型深度。
所述车削工艺包括冷却过程,步骤三所述进行精加工时最后两次进刀采用水乳液进行冷却,其他切削过程采用润滑油进行冷却。
所述车削工艺中机床主轴转速满足:粗加工过程中机床主轴转速>半精加工过程中机床主轴转速>精加工过程中机床主轴转速。
本发明与现有技术相比具有以下效果:该方法采用径向分层切削和轴向分层切削方法,进行大螺距外螺纹粗加工,利用刀具左右切削刃和顶刃,通过沿径向连续多次进刀分层切削的方式,以最少的径向分层切削次数去除粗加工余量,达到螺纹的径向尺寸要求,并以最少次数的轴向分层切削,形成外螺纹基本牙型结构和左右螺纹面,以减小螺纹粗加工几何误差,不仅显著提高了大螺距外螺纹的粗加工加工效率,而且减少了后续加工余量和轴向分层切削次数;
采用轴向分层切削方法,分别利用左切削刃和右切削刃进行大螺距外螺纹半精加工和精加工,以控制切削载荷,避免刀具因载荷过大而产生变形和磨损过快等问题,显著提高了螺纹加工精度和加工表面质量;该设计方法以最少的分层切削次数,达到外螺纹的加工精度和加工表面质量要求,获得的左右螺纹面无接刀痕,螺距误差控制在-0.02mm~0.02mm范围内,消除了螺纹乱扣问题,可满足大螺距外螺纹的高效、高品质车削加工要求。
附图说明
图1径向分层切削方式及其切削层参数示意图,图1(a)为径向切削示意图;图1(b)为第i次径向进刀切削层参数表征示意图;
图2轴向分层切削方式及其切削层参数示意图,图2(a)为轴向分层切削示意图;图2(b)为第j次轴向进给切削层参数表征示意图;
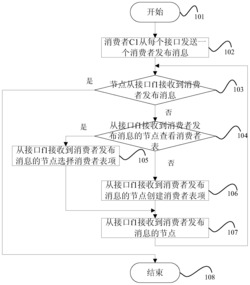
图3车削大螺距螺纹工艺流程图;
图4本发明实施方式的梯形螺杆螺距误差测量结果示意图,图4(a)为左螺纹误差结果示意图,图4(b)为右螺纹误差结果示意图;
图5本发明实施方式的左右螺纹面加工表面形貌对比示意图,图5(a)为左螺纹加工表面轮廓曲线图,图5(b)为右螺纹面加工表面轮廓曲线图。
途中,n为工件转速,Vf为刀具轴向进给速度,κr为刀具主偏角,κr'为刀具副偏角,εr1’与εr2’分别为刀具左右刃的牙型半角,b为刀头宽度,h为刀具刀头总高度;d为试件的外径,d2为试件的中径,d1为试件的小径;ap为总径向切深,api为第i次径向切削的切削深度,hD1为切削时左螺纹面的切削层厚度,hD2为切削时右螺纹面的切削层厚度,hD3为切削时牙底螺纹面的切削层厚度,bD1为切削时左螺纹面的切削层宽度,bD2为切削时右螺纹面的切削层宽度;P为试件螺距,B为试件牙宽,H为试件牙高,R1、R2分别为试件左右侧面的牙型半径,r1、r2分别为刀具左右刃的牙顶半径;Zli为左刃切削单次加工余量,Zri为右刃切削单次加工余量(其中i=1,2…w,j=1,2…m),hD1为刀具左刃车削时的切削层厚度,bD1为刀具左刃车削时的切削层宽度,hDr为刀具右刃车削时的切削层厚度,bDr为刀具右刃车削时的切削层宽度。
具体实施方式
结合附图说明本发明的具体实施方式,本实施方式的大螺距外螺纹分层车削工艺,车削螺距16mm、外径120mm的35CrMo梯形螺杆,具体包括以下步骤:
步骤一、粗加工过程:采用沿径向连续多次进刀分层切削的方式去除外螺纹粗加工余量,使外螺纹的径向尺寸达到要求,具体如图1所示;采用左右刃沿轴向连续多次进刀分层切削的方式去除径向分层切削时的接刀痕,形成外螺纹基本牙型结构和左右螺纹面,减小螺纹粗加工几何误差及后续加工余量,具体如图2所示;粗加工工艺通过控制单次径向切削深度和单次轴向加工余量,以有效的控制载荷,避免刀具因载荷过大而发生明显的变形;
该方式存在切削过程中两刃干涉的问题,在切削中,两切削刃中任意一刃改变都会影响牙型,其中,若有一刃达到磨损极限,则会彻底导致牙型失效,该方法对两切削刃之间的角度要求极高,且一旦加工结束后,牙型精度即不可改变。因此,该方法只适合应用在大螺距螺纹粗加工中,用于达到要求的切削深度;
所述径向切削方式采用三刃刀具进行切削,三刃刀具的切削层面积S1、S2和S3通过下式进行确定:
第i次三刃径向分层切削时切削层面面Si为:Si=S1+S2+S3;
其中,εr1’与εr2’分别为刀具左右刃的牙型半角,b为刀头宽度,h为刀具刀头总高度,ap为总径向切削深度,api为第i次径向切削的切削深度,hD1为切削时左螺纹面的切削层厚度,hD2为切削时右螺纹面的切削层厚度,hD3为切削时牙底螺纹面的切削层厚度,bD1为切削时左螺纹面的切削层宽度,bD2为切削时右螺纹面的切削层宽度。
刀具轴向进给速度与切削速度相互垂直。
步骤二、半精加工过程:采用左切削刃和右切削刃交替沿轴向多次进刀分层切削方式去除加工余量;
步骤三、精加工过程:采用左切削刃和右切削刃交替沿轴向多次进刀分层切削方式去除加工余量。
步骤二和步骤三中轴向分层切削过程中,第j次分层切削时,左右切削刃切削层面积Sj为:
Sj=zj·aP;
其中,zj为第j次分层切削时轴向加工余量,ap为径向切深。
精加工后左右两侧面的加工余量为0.8mm;
本实施方式粗、半精及精加工机床主轴转速分别为25r/min、16r/min及10r/min;
本实施方式的粗加工中径向切削共经历22次进刀,轴向分层切削共经历55次进刀;
本实施方式的半精加工共经历35次轴向分层切削,精加工共经历26次轴向分层切削;
本实施方式的左右螺纹面精加工最后两次进刀采用水乳液进行冷却,其他切削过程采用润滑油进行冷却;
所示车削螺距16mm梯形外螺纹的精加工方案如表1所示:
表1精加工方案:
大螺距外螺纹车削通常有三种进刀方式,即径向进给、侧向进给和左右交替进给;已有的车削方法采用上述三种进刀方式进行加工时,为简化工艺,通常在粗加工中采用单一进刀方式,在半精加工和精加工中采用等余量切削,进刀次数、进刀顺序和加工余量设计不合理导致切削载荷频繁变动,刀具位移、变形和磨损引起的螺纹面加工精度和加工表面质量下降,不仅严重制约大螺距外螺纹加工效率的提升,甚至造成大型压力机螺杆报废。
目前,车削大螺距外螺纹加工主要采用刀具的刀尖部分进行径向逐层切削,通过控制刀尖的位置误差,控制螺纹表面的形成,这种切削方式降低了数控加工编程难度,但由于螺纹面是刀尖近似逼近形成的,存在原理性误差,螺纹表面有明显接刀痕,且每次切削的加工余量小。为此,采用圆弧刃刀具进行车削,加工精度和加工表面质量基本得到保证,但由于每次进刀采用小余量切削,过多的切削次数不仅增加切削时间,而且延长了切削行程,刀具切削刃磨损影响螺纹面型精度,每次切削的起刀点误差累积产生的螺纹乱扣问题,直接影响到螺杆的螺距精度。
本发明设计了车削大螺距外螺纹径向和轴向分层切削两种进刀方法,利用左右切削刃形成左右螺纹面,消除了刀尖近似逼近产生的原理性误差和接刀痕;依据每次进刀切削层面积,确定单次进刀的加工余量,有效控制了切削载荷;在粗加工中,首先采用径向分层切削方法以最少的分层切削次数去除外螺纹粗加工余量,达到外螺纹的径向尺寸要求,再以最少次数的轴向分层切削方法,形成较高精度的左右螺纹面,以减小后续半精加工和精加工的切削次数,获得高切削效率;在半精加工和精加工中,采用轴向分层切削方法,解决了多刃径向分层切削中两刃相互干涉的问题,分别利用左切削刃和右切削刃进行分层切削,以提高螺纹加工精度和加工表面质量;采用该设计方法获得的工艺方案,可有效保证大螺距外螺纹的加工精度和加工表面质量。
本实施方式车削的螺杆左右螺纹面的螺距误差沿工件轴向分布如图4所示;图中,刀具左切削刃加工的螺纹面为左螺纹面,刀具右切削刃加工的螺纹面为右螺纹面。由图4可知,尽管左右螺纹面的螺距误差分布明显不同,但其误差均在-0.02mm~0.02mm之间变动,满足梯形螺杆加工精度要求;
本实施方式获得螺杆左右螺纹面的已加工表面形貌如图5所示:
利用已加工粗糙度测量曲线,提取已加工粗糙度值,定量分析工件左右螺纹面已加工表面质量的优劣,如表2所示:
表2已加工表面粗糙度值
表2中,Ra为表面轮廓算术平均偏差,RSm为轮廓单元平均宽度,Sk为轮廓高度不对称分布参数;其中,标准差反映的是数据的离散程度;
由图5和表2可以看出,尽管右螺纹面的加工表面质量明显好于左螺纹面,但其表面粗糙度平均值均小于3.2μm,满足加工要求。
大螺距外螺纹分层车削工艺专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。






动态评分
0.0