

IPC分类号 : B21D37/10,B23C3/20,B23Q17/09,B23Q17/20,B23Q17/12








专利摘要
一种多硬度拼接淬硬钢凸曲面试件及凸模型面加工工艺,它涉及一种铣刀试件及铣刀凸模型面加工工艺。本发明的目的是为了解决现有汽车内板覆盖件凸模高速铣削工艺设计方案不合理,导致高速球头铣刀切削性能下降,无法满足凸模型面加工质量要求问题。本发明包括第一零件、第二零件、第三零件、第四零件、第五零件和第六零件,第一零件、第二零件、第三零件、第四零件和第五零件的上表面组合成方形加工区域,加工区域凸曲面,加工区域的上表面上设有一个“凸”字形凸台、一个脊形凸台和一个梯形凸台。本发明能够获取多种测试结果,高速铣削工艺设计的依据,切削效果更佳。
权利要求
1.一种多硬度拼接淬硬钢凸曲面试件,其特征在于:包括第一零件、第二零件、第三零件、第四零件、第五零件和第六零件,第四零件和第五零件上下平行的安装在第六零件的上端面上,第一零件、第二零件和第三零件依次沿排列安装在由第四零件、第五零件和第六零件构成的凹槽内,所述第一零件、第二零件、第三零件、第四零件和第五零件的上表面组合成方形加工区域,所述加工区域为凸曲面,加工区域的上表面上设有一个“凸”字形凸台、一个脊形凸台和一个梯形凸台,所述第六零件为长方体结构,第六零件的的长度大于加工区域的长度,第六零件的宽度与加工区域的宽度相同。
2.根据权利要求1所述一种多硬度拼接淬硬钢凸曲面试件,其特征在于:所述脊形凸台和梯形凸台设在“凸”字形凸台上表面上,脊形凸台和梯形凸台呈与“凸”字形凸台配合的T字形,所述梯形凸台靠近脊形凸台侧为短底边,远离脊形凸台侧为长底边。
3.根据权利要求1或权利要求2所述一种多硬度拼接淬硬钢凸曲面试件,其特征在于:所述“凸”字形凸台上表面为平面,“凸”字形凸台的上表面与侧面的接合处为圆角过度棱,“凸”字形凸台的相邻两侧面接合处为圆角过度棱,“凸”字形凸台下底面轮廓大于其上表面轮廓。
4.根据权利要求1或权利要求2所述一种多硬度拼接淬硬钢凸曲面试件,其特征在于:所述脊形凸台的横切面和纵切面均为上底边与下底边平行的梯形,脊形凸台的顶面和侧面的接合处为圆角过度棱。
5.根据权利要求1或权利要求2所述一种多硬度拼接淬硬钢凸曲面试件,其特征在于:所述梯形凸台的横切面和纵切面均为上底边为弧形的梯形,梯形凸台的顶面和侧面的接合处为圆角过度棱。
6.根据权利要求1所述一种多硬度拼接淬硬钢凸曲面试件,其特征在于:所述第一零件的洛氏硬度值大于第二零件的洛氏硬度值大于第三零件的洛氏硬度值大于第四零件的洛氏硬度值等于第五零件的洛氏硬度值。
7.基于权利要求1所述的一种多硬度拼接淬硬钢凸曲面试件的凸模型面加工工艺,其特征在于:包括以下步骤:
步骤一,沿所述试件长度方向的平行铣刀切削路径划分出五种加工表面曲率和硬度变化的切削区域,沿试件宽度方向的平行铣刀切削路径划分出六种加工表面曲率和硬度变化的切削区域,沿三个凸台周边的铣刀切削路径划分出四种加工表面曲率和硬度变化的切削区域;
步骤二,利用两把相同的铣刀以不同的转速和进给速度分别切削步骤一所述任意切削路径划分的切削区域,进行高速球头铣刀的铣刀破损及加工表面形貌测试实验和高速球头铣刀安全可靠性分析实验,实验中采用顺逆铣交替的铣削方式;
步骤三,根据步骤二的实验结果建立高速铣削多硬度拼接淬硬钢模具工艺模型;
步骤四,通过汽车内覆盖件淬硬钢凸模高速铣削工艺实验,对高速铣削多硬度拼接淬硬钢模具工艺模型进行验证。
8.根据权利要求7所述凸模型面加工工艺,其特征在于:步骤二所述加工表面形貌测试实验具体为:
对铣刀刀片进行热力耦合分析;
并记录铣刀刀片的磨损、破损状态;
在加工表面区域上设置若干采样点,提取各采样点沿铣刀进给和铣削宽度方向上曲率半径和硬度,并计算各个采样点的铣刀轴线与加工表面法线方向所夹的加工倾角和单位切削力;
记录铣刀在不同的铣削宽度方向和进给方向下的振动变化,铣刀在不同转速下加工表面粗糙度的变化;
9.根据权利要求7所述凸模型面加工工艺,其特征在于:步骤二所述进行高速球头铣刀安全可靠性分析过程具体为:
分别增加两把铣刀的进给量,直至一把铣刀发生破损,记录此时的进给量、铣削宽度、铣削深度、切削时间和切削行程,获取铣刀的安全可靠性数据。
10.根据权利要求7所述所述铣刀测试方法,其特征在于:所述步骤三具体包括:
建立高速球头铣刀切削淬硬钢加工元素集Acts为:
Acts={S1,S2,S3,S4,S5,S6,S7,S8,S9,S10,S11,S12,S13,S14,S15,S16,S17,S18,S19,S20,S21,S22}
式中,S1为铣刀转速,S2为每齿进给量,S3为铣削宽度,S4为铣削深度,S5~S7分别为进给速度沿工件坐标系三个方向运动矢量,S8~S10为沿加工表面进给、铣削宽度和法向加工倾角,S11为切削温度,S12为切削力,S13为铣刀振动特征参数,S14为铣刀使用寿命,S15为加工表面轮廓精度,S16为加工表面尺寸精度,S17为铣削宽度方向加工表面粗糙度,S18为进给方向加工表面粗糙度,S19为加工表面粗糙度均匀度,S20为加工表面纹理均匀度,S21为加工表面纹理方向,S22为加工效率;
依据高速铣刀振动特性,安全可靠性,磨损、破损特性及加工表面形貌与热力耦合场分析结果,建立高速铣刀切削淬硬钢的二元关系矩阵;
采用解释结构模型方法,对速铣刀切削淬硬钢加工元素二元关系矩阵进行转换,获得强连通矩阵;
根据所述强连通矩阵,结合机床性能参数、工件硬度及型面结构参数和铣刀结构参数及铣刀切削路径等高速铣削淬硬钢曲面工艺条件,高速铣削多硬度拼接淬硬钢模具工艺设计模型。
说明书
技术领域
本发明涉及一种铣刀试件及铣刀凸模型面加工工艺,具体涉及一种多硬度拼接淬硬钢凸曲面试件及凸模型面加工工艺,属于凸模型面加工技术领域。
背景技术
汽车内板覆盖件凸模型面上存在大量凸起、沟槽、转角,采用镶块式淬硬钢拼接而成,其铣削加工区域存在大比例的多种高硬度表面,对铣刀产生较大的切削冲击。为了尽量减少模具加工表面上的换刀痕迹对模具型面的破坏,要求加工其型面的高速球头铣刀应满足高安全可靠性和低振动及低加工表面粗糙度的性能要求。
此类模具型面轮廓尺寸大,为了避免对模具型面造成损伤,不能直接在淬硬钢模具型面上进行高速铣刀切削性能测试,无法预知高速球头铣刀切削此类模具时发生的问题,采用已有工艺方法加工此类模具型面时,铣刀转速和进给速度比工艺规范中的规定低20%~40%,切削效率降低导致铣刀切削时间大幅度增加,超期服役现象严重,直接影响汽车覆盖件凸模型面的加工质量。
发明内容
本发明的目的是为了解决现有汽车内板覆盖件凸模高速铣削不能直接在淬硬钢模具型面上进行高速铣刀切削性能测试,切削工艺设计方案不合理,导致高速球头铣刀切削性能下降,无法满足凸模型面加工质量要求问题。
本发明的技术方案是:一种多硬度拼接淬硬钢凸曲面试件,所述试件为长方体结构,长度为400mm,宽度为300mm,所述多硬度拼接淬硬钢凸曲面试件包括第一零件、第二零件、第三零件、第四零件、第五零件和第六零件,第四零件和第五零件上下平行的安装在第六零件的上端面上,第一零件、第二零件和第三零件依次沿排列安装由第四零件、第五零件和第六零件构成的凹槽内,所述第一零件、第二零件、第三零件、第四零件和第五零件的上表面组合成方形加工区域,所述加工区域凸曲面,加工区域的上表面上设有一个“凸”字形凸台、一个脊形凸台和一个梯形凸台,所述第六零件为长方体结构,第六零件的的长度大于加工区域的长度,第六零件的宽度与加工区域的宽度相同。
所述脊形凸台和梯形凸台设在“凸”字形凸台上表面上,脊形凸台和梯形凸台呈与“凸”字形凸台配合的T字形,所述梯形凸台靠近脊形凸台侧为短底边,远离脊形凸台侧为长底边。
所述“凸”字形凸台上表面为平面,“凸”字形凸台的上表面与侧面的接合处为圆角过渡棱,“凸”字形凸台的相邻两侧面接合处为圆角过渡棱,“凸”字形凸台下底面轮廓大于其上表面轮廓。
所述脊形凸台的横切面和纵切面均为上底边与下底边平行的梯形,脊形凸台的顶面和侧面的接合处为圆角过渡棱。
所述梯形凸台的横切面和纵切面均为上底边为弧形的梯形,梯形凸台的顶面和侧面的接合处为圆角过渡棱。
所述第一零件的洛氏硬度值大于第二零件的洛氏硬度值大于第三零件的洛氏硬度值大于第四零件的洛氏硬度值等于第五零件的洛氏硬度值。
基于所述一种多硬度拼接淬硬钢凸曲面试件的凸模型面加工工艺,其特征在于包括以下步骤:
步骤一,沿所述试件长度400mm方向的平行铣刀切削路径划分出五种加工表面曲率和硬度变化的切削区域,沿试件宽度300mm方向的平行铣刀切削路径划分出六种加工表面曲率和硬度变化的切削区域,沿三个凸台周边的铣刀切削路径划分出四种加工表面曲率和硬度变化的切削区域;
步骤二,利用两把相同的铣刀以不同的转速和进给速度分别切削步骤一所述任意切削路径划分的切削区域,进行高速球头铣刀的铣刀破损及加工表面形貌测试实验和高速球头铣刀安全可靠性分析实验,实验中采用顺逆铣交替的铣削方式;
步骤三,根据步骤二的实验结果建立高速铣削多硬度拼接淬硬钢模具工艺模型;
步骤四,通过汽车内覆盖件淬硬钢凸模高速铣削工艺实验,对高速铣削多硬度拼接淬硬钢模具工艺模型进行验证。
步骤二所述加工表面形貌测试实验具体为:
对铣刀刀片进行热力耦合分析;
并记录铣刀刀片的磨损、破损状态;
在加工表面区域上设置若干采样点,提取各采样点沿铣刀进给和铣削宽度方向上曲率半径和硬度,并计算各个采样点的铣刀轴线与加工表面法线方向所夹的加工倾角和单位切削力;
记录铣刀在不同的铣削宽度方向和进给方向下的振动变化,铣刀在不同转速下加工表面粗糙度的变化;
步骤二所述进行高速球头铣刀安全可靠性分析过程具体为:
分别增加两把铣刀的进给量,直至一把铣刀发生破损,记录此时的进给量、铣削宽度、铣削深度、切削时间和切削行程,获取铣刀的安全可靠性数据。
所述步骤三具体包括:
建立高速球头铣刀切削淬硬钢加工元素集Acts为:
Acts={S1,S2,S3,S4,S5,S6,S7,S8,S9,S10,S11,S12,S13,S14,S15,S16,S17,S18,S19,S20,S21,S22}
式中,S1为铣刀转速,S2为每齿进给量,S3为铣削宽度,S4为铣削深度,S5~S7分别为进给速度沿工件坐标系三个方向运动矢量,S8~S10为沿加工表面进给、铣削宽度和法向加工倾角,S11为切削温度,S12为切削力,S13为铣刀振动特征参数,S14为铣刀使用寿命,S15为加工表面轮廓精度,S16为加工表面尺寸精度,S17为铣削宽度方向加工表面粗糙度,S18为进给方向加工表面粗糙度,S19为加工表面粗糙度均匀度,S20为加工表面纹理均匀度,S21为加工表面纹理方向,S22为加工效率;
依据高速铣刀振动特性,安全可靠性,磨损、破损特性及加工表面形貌与热力耦合场分析结果,建立高速铣刀切削淬硬钢的二元关系矩阵;
采用解释结构模型方法,对高速铣刀切削淬硬钢加工元素二元关系矩阵进行转换,获得强连通矩阵;
根据所述强连通矩阵,结合机床性能参数、工件硬度及型面结构参数和铣刀结构参数及铣刀切削路径等高速铣削淬硬钢曲面工艺条件,高速铣削多硬度拼接淬硬钢模具工艺设计模型。
本发明与现有技术相比具有以下效果:本项发明设计了一种多硬度拼接淬硬钢凸曲面试件来代替大型淬硬钢模具进行高速铣刀性能和工艺方案测试,并提供了高速铣削多硬度拼接淬硬钢模具工艺;现有淬硬钢凸模型面轮廓尺寸大,直接在淬硬钢模具型面上进行高速铣刀切削性能测试,极易对模具型面造成损伤;已有的试件形状、硬度单一,不能完全反映淬硬钢模具的特征多变,得出的结果无法满足高速铣削工艺设计需要;本发明设计的多硬度拼接淬硬钢凸曲面试件,比实际淬硬钢模具小,方便测试,且具有多种特征,曲率、硬度多变,采用不同刀路切削不同部位时,特征分布不同,能获得多种测试结果,可作为高速铣削工艺设计的依据;
已有的高速铣削工艺设计方法采用单因素法进行设计,高速球头铣刀切削淬硬钢加工要素之间关系已知、但零乱,无法解决多个设计目标之间的交互作用问题,设计目标实现顺序规划具有随意性和不确定性;本发明提供的高速铣削多硬度拼接淬硬钢模具工艺设计模型,揭示出高速铣刀安全性、稳定性、刀具使用寿命、加工质量和加工效率之间的结构关系,确立了高速球头铣刀切削淬硬钢工艺设计目标的实现顺序;
采用汽车内覆盖件淬硬钢凸模,进行验证实验的结果表明,依据多硬度拼接淬硬钢凸曲面试件高速铣削实验结果,采用高速铣削多硬度拼接淬硬钢模具工艺设计模型,设计的汽车内覆盖件淬硬钢凸模高速铣削新工艺在加工表面质量、消耗的铣刀数量和加工效率上均优于原有的两种工艺。
附图说明
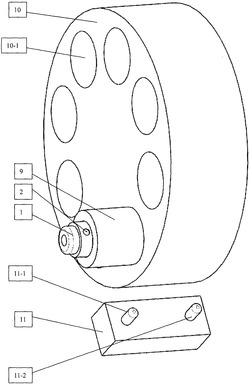
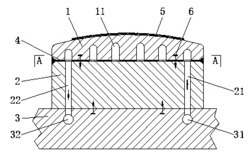
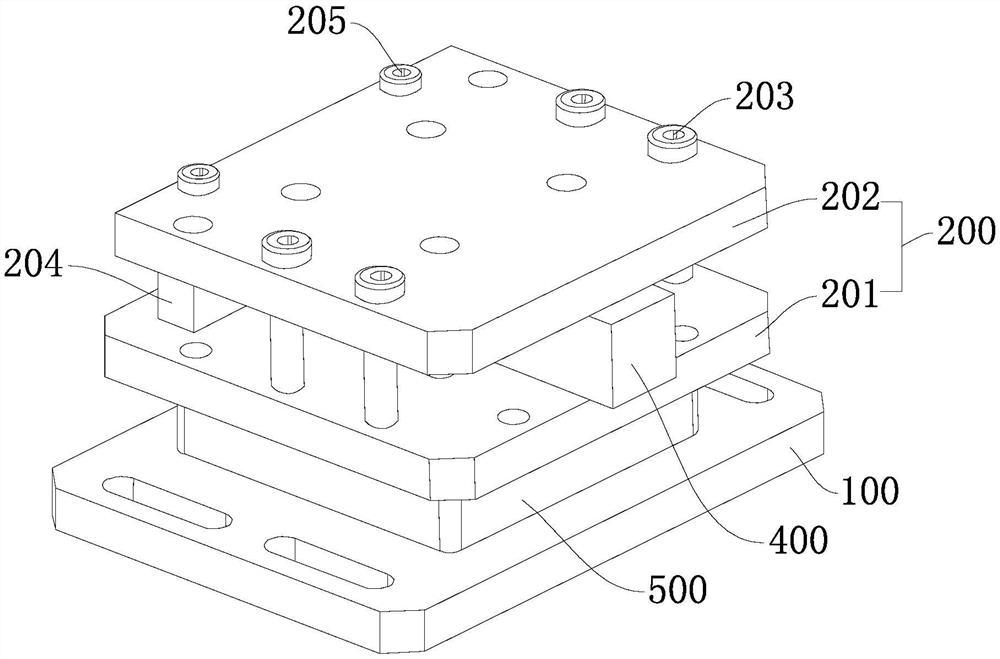
图1,多硬度拼接淬硬钢凸曲面试件结构示意图,图a为试件主视图,图b为试件左视图,图c为试件的俯视图;
图2,本实施方式的铣刀切削路径示意图;
图3,本实施方式铣刀切削实验采样点,箭头方向标识切削方向,数字1至6表示采样点标号;
图4,本实施方式的铣刀刀片的磨损、破损状态示意图,图a表示转速2000rpm时的铣刀刀片磨损、破损状态,图b表示转速4000rpm时的铣刀刀片磨损、破损状态;
图5,本实施方式的铣刀刀片热力耦合场分析结果,图a表示转速2000rpm时铣刀刀片热力耦合场分析结果,图b表示转速4000rpm时铣刀刀片热力耦合场分析结果;
图6,本发明实施方式的实验铣刀前、后刀面磨损、破损状态,图a表示转速2000rpm时铣刀前、后刀面磨损、破损状态图,图b表示转速4000rpm时铣刀前、后刀面磨损、破损状态图;
图7,本发明高速球头铣刀切削淬硬钢工艺设计模型示意图;
具体实施方式
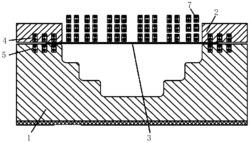
结合附图说明本发明的具体实施方式,本发明的一种多硬度拼接淬硬钢凸曲面试件为长方体结构,轮廓尺寸400mm×300mm×145mm,如图1所示,包括第一零件A、第二零件B、第三零件C、第四零件D、第五零件E和第六零件F,所述第一零件A、第二零件B、第三零件C、第四零件D和第五零件E的下表面通过定位销和紧固螺钉与第六零件F的上表面相连接,第四零件D和第五零件E上下平行的安装在第六零件F的上端面上,所述第四零件D和第五零件E的长度相同,第一零件A、第二零件B和第三零件C依次沿排列安装在由第四零件D、第五零件E和第六零件F构成的凹槽内,第一零件A、第二零件B和第三零件C的长度和宽度相同,第一零件A、第二零件B和第三零件C的宽度和等于第四零件D或第五零件E的长度,所述第一零件A、第二零件B、第三零件C、第四零件D和第五零件E的上表面组合成300mm×300mm×55mm的高速铣削加工区域,并位于试件长度400mm方向的中间部位,所述加工区域的平坦凸曲面,其沿试件宽度300mm方向曲率半径呈800mm、200mm、800mm分布,其沿试件长度400mm方向的曲率半径呈1000mm、200mm、1000mm分布;
加工区域的上表面上设有一个“凸”字形凸台、一个脊形凸台和一个梯形凸台,所述第六零件F为长方体结构,第六零件F的宽度与加工区域的宽度相同,第六零件F的的长度大于加工区域的长度,第六零件F沿长度400mm方向两侧预留的各相同空间,用于试件与机床工作台连接、固定;
沿试件宽度300mm方向,第一零件A、第二零件B、第三零件C的两端分别与第四零件D、第五零件E侧面连接;
沿试件长度400mm方向,第二零件B的两侧分别与第一零件A、第三零件C的侧面连接,并与第四零件D、第五零件E两端对齐;
所述脊形凸台和梯形凸台设在“凸”字形凸台上表面上,脊形凸台和梯形凸台呈与“凸”字形凸台配合的T字形,所述梯形凸台靠近脊形凸台侧为短底边,远离脊形凸台侧为长底边。
所述“凸”字形凸台上表面为平面,“凸”字形凸台的上表面与侧面的接合处为圆角过渡棱,“凸”字形凸台的相邻两侧面接合处为圆角过渡棱,“凸”字形凸台下底面轮廓大于其上表面轮廓,本实施方式的“凸”字形凸台的轮廓为轮廓尺寸为250mm×160mm×15mm,高15mm,横跨第一零件A、第二零件B、第三零件C,其边缘由直线和半径为20mm、30mm和200mm的圆弧连接而成,四周侧立面与竖直面之间的锐角夹角为3°斜度,凸台顶面为平面,与侧面过渡圆角半径3mm;
所述脊形凸台的横切面和纵切面均为上底边与下底边平行的梯形,脊形凸台的顶面和侧面的接合处为圆角过渡棱,本实施方式的脊形凸台高30mm脊形凸台,横跨第一零件A、第二零件B、第三零件C,长235mm,顶部宽度10mm,底部宽度50mm;其沿试件长度方向两端侧立面呈3°斜度,其沿试件宽度方向两侧立面呈10°斜度,凸台顶面为平面,与侧面过渡圆角半径3mm;
所述梯形凸台的横切面和纵切面均为上底边为弧形的梯形,梯形凸台的顶面和侧面的接合处为圆角过渡棱,本实施方式的梯形凸台高25mm,顶部宽度45mm,底部宽度70mm,位于第二零件B中间部分,沿试件宽度方向两侧面呈3°斜度,沿试件长度方向两侧面呈10°斜度,凸台顶面为平面,与侧面过渡圆角半径3mm;
所述第一零件A的洛氏硬度值大于第二零件B的洛氏硬度值大于第三零件C的洛氏硬度值大于第四零件D的洛氏硬度值等于第五零件E的洛氏硬度值。
本实施方式的试件组成零件的材料及硬度特征为:
第一零件A的材料采用Cr12MoV锻件,淬火后硬度为HRC60~65;
第二零件B的材料采用Cr12MoV锻件,淬火后硬度为HRC50~55;
第三零件C的材料采用Cr12MoV锻件,淬火后硬度为HRC40~45;
第四零件D和第五零件E的材料采用Cr12MoV锻件,淬火后硬度为HRC30~35;
第六零件F的材料采用45#钢,调质处理;
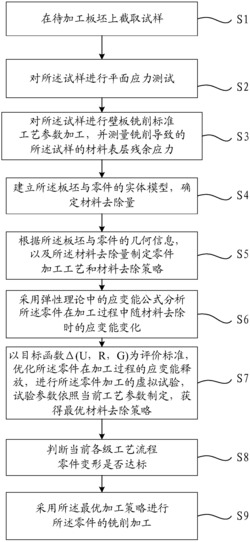
基于所述一种多硬度拼接淬硬钢凸曲面试件的凸模型面加工工艺,包括以下步骤:
步骤一,沿所述试件长度400mm方向的平行铣刀切削路径划分出五种加工表面曲率和硬度变化的切削区域,沿试件宽度300mm方向的平行铣刀切削路径划分出六种加工表面曲率和硬度变化的切削区域,沿三个凸台周边的铣刀切削路径划分出四种加工表面曲率和硬度变化的切削区域,具体如表1所示;
表1淬硬钢凸模试件加工表面曲率与硬度特征分布
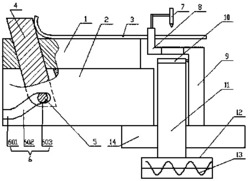
步骤二,实验采用两把相同的安装有涂层硬质合金刀片的直径20mm、悬伸量90mm的两齿可转位高速球头铣刀,在五轴数控机床UCP710上,采用沿试件长度400mm方向的平行铣刀切削路径和顺逆铣交替的铣削方式,以表2所示的两种切削方案,进行切削淬硬钢凸模铣刀振动、加工表面粗糙度及铣刀磨损、破损测试;
表2切削参数方案
采用的沿试件长度400mm方向的平行铣刀切削路径,及铣刀振动与加工表面粗糙度采样点如图2、图3所示;
步骤二所述加工表面形貌测试实验具体为:
对铣刀刀片进行热力耦合分析;
提取加工表面各采样点沿铣刀进给和铣削宽度方向上的曲率半径、硬度,并进行铣刀轴线与加工表面法线方向所夹的加工倾角和单位切削力计算,结果如表3所示;
表3采样点加工特征及单位切削力
采用表2的切削方案获得的铣刀振动与加工表面粗糙度实验结果,如表4和表5所示;
表4铣刀振动实验测试结果
表5加工表面粗糙度实验测试结果
两把铣刀分别采用表2中的两种切削方案,由图2试件上部开始切削,越过脊形凸台,达到图3中测点所在区域时,铣刀刀片的磨损、破损状态如图4所示;两把铣刀刀片的热力耦场分析结果如图5所示;图5中,n为铣刀转速,fz为铣刀每齿进给量,ap为铣削深度,ae为铣削宽度;
由表3、表5、图4和图5所示,受加工表面曲率和硬度频繁变化的影响,采用上述两种切削方案中的任何一种切削方案,切削多硬度拼接淬硬钢凸曲面试件,铣刀加工倾角、单位切削力和铣刀振动振幅均处于不断变化中;尽管加工表面粗糙度值变化并不频繁,但相同切削方案不同测点处的加工表面形貌明显不同;
同时发现,与主轴转速2000rpm、进给速度1600mm/min的切削方案相比,采用主轴转速4000rpm、进给速度1800mm/min的切削方案,其单位切削力和铣刀振动振幅明显下降,切削效率提高12.5%,加工表面粗糙度值降低一倍;铣刀刀片冲击应力相差不大,但热力耦合场等效应力则明显降低,铣刀刀片在实验中未发生破损;
该结果表明,采用该试件和测试高速铣刀的方法,可以检测出多硬度拼接淬硬钢凸曲面曲率和硬度频繁变化条件下铣刀加工倾角、单位切削力、铣刀振动的变化特性和铣刀破损状态,利用实验测试结果可明显区分出两种工艺方案的优劣,并可检测出切削效率提高对高速铣刀切削性能的影响。
步骤二所述进行高速球头铣刀安全可靠性分析过程具体为:
在表2切削参数方案基础上,分别将两个切削方案中的转速2000rpm铣刀的每齿进给量由0.4mm/z增加至0.5mm/z,转速4000rpm铣刀的每齿进给量由0.225mm/z增加至0.275mm/z,采用两把相同铣刀进行切削实验,直至一把铣刀发生破损,获得结果如表6和图6所示;
表6铣刀切削参数及实验结果
在所述两种切削方案中的铣刀每齿进给量增加22%~25%的条件下,进行高速铣刀的安全可靠性测试发现,采用主轴转速4000rpm切削方案的铣刀未发生破损,在切削行程达到306m时其磨损处于正常状态,可继续切削;采用主轴转速2000rpm切削方案的铣刀在切削行程达到140m时即发生破损,无法满足淬硬钢凸模加工的要求;
该结果表明,利用该试件通过测试铣刀破损、磨损状态,可对高速铣刀的安全可靠性和使用寿命进行测试,以避免淬硬钢凸模高速铣削加工事故的发生。
步骤三,根据步骤二的实验结果建立高速铣削多硬度拼接淬硬钢模具工艺模型,具体为:
1、为有效利用高速球头铣刀切削淬硬钢加工要素之间已知、但零乱的关系,依据多硬度拼接淬硬钢凸曲面试件高速铣削测试结果,从满足高速铣刀安全性、稳定性、刀具使用寿命、加工质量和加工效率要求出发,建立高速球头铣刀切削淬硬钢加工元素集Acts为:
Acts={S1,S2,S3,S4,S5,S6,S7,S8,S9,S10,S11,S12,S13,S14,S15,S16,S17,S18,S19,S20,S21,S22}
式中,S1为铣刀转速,S2为每齿进给量,S3为铣削宽度,S4为铣削深度,S5~S7分别为进给速度沿工件坐标系三个方向运动矢量,S8~S10为沿加工表面进给、铣削宽度和法向加工倾角,S11为切削温度,S12为切削力,S13为铣刀振动特征参数,S14为铣刀使用寿命,S15为加工表面轮廓精度,S16为加工表面尺寸精度,S17为铣削宽度方向加工表面粗糙度,S18为进给方向加工表面粗糙度,S19为加工表面粗糙度均匀度,S20为加工表面纹理均匀度,S21为加工表面纹理方向,S22为加工效率。
2、依据高速铣刀振动特性,安全可靠性,磨损、破损特性及加工表面形貌与热力耦合场分析结果,建立高速铣刀切削淬硬钢的二元关系矩阵,如表7所示;其中,1表示行元素对列元素有直接制约关系;0表示行元素对列元素没有直接影响关系。
表7高速铣刀切削淬硬钢加工元素二元关系矩阵
3、采用解释结构模型方法,对表7高速铣刀切削淬硬钢加工元素二元关系矩阵进行转换,获得强连通矩阵如表8所示:
表8高速铣刀切削淬硬钢加工元素关系强连通矩阵
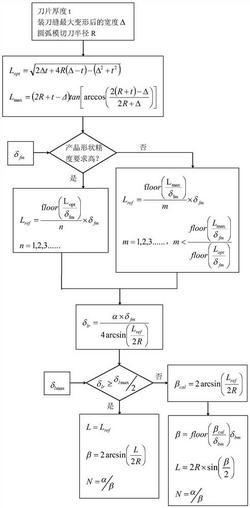
4、根据表8所示的强连通矩阵,结合机床性能参数、工件硬度及型面结构参数和铣刀结构参数及铣刀切削路径等高速铣削淬硬钢曲面工艺条件,高速铣削多硬度拼接淬硬钢模具工艺设计模型,如图7所示;利用该模型揭示出高速球头铣刀切削淬硬钢复杂曲面工艺要素之间的结构关系,明确工艺设计目标和设计顺序;
依据图7,高速球头铣刀切削淬硬钢工艺设计目标的实现顺序为:切削温度与切削力,切削振动振幅和频率、铣削宽度方向表面粗糙度、进给方向表面粗糙度与刀具使用寿命,型面轮廓公差、型面尺寸公差、加工表面粗糙度均匀度、加工表面纹理均匀度及表面纹理方向,最后是加工效率。
分析图7发现,铣刀使用寿命不仅与加工效率之间存在强耦合关系,而且与加工表面质量之间存在强耦合关系,铣刀振动为其关键控制变量;该模型直观表达出高速球头铣刀切削淬硬钢工艺过程变量之间的层次关系,进一步揭示出各加工元素之间的交互作用关系,为进行高速铣削淬硬钢工艺综合优化提供了依据。
步骤四,采用汽车内覆盖件淬硬钢凸模,进行高速铣削淬硬钢工艺设计方法的验证;验证条件及验证结果如表9所示;
实验结果表明,依据多硬度拼接淬硬钢凸曲面试件高速铣削实验结果,采用高速铣削多硬度拼接淬硬钢模具工艺设计模型,设计的汽车内覆盖件淬硬钢凸模高速铣削新工艺在加工表面质量、消耗的铣刀数量和加工效率上均优于原有的两种工艺。
表9汽车内覆盖件凸模精加工实验结果及新旧工艺对比
一种多硬度拼接淬硬钢凸曲面试件及凸模型面加工工艺专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。











动态评分
0.0