

IPC分类号 : B23C3/20,B23Q17/09,B23Q17/12,B23Q17/20









专利摘要
本发明涉及一种淬硬钢试件、工艺检测方法、设计方法及车门铣削方法。本发明所述高速铣削多硬度拼接淬硬钢模具的工艺设计方法,通过利用试件进行检测再进行综合评价的方法,解决了现有技术存在众多评价指标相互关联所引起的工艺设计冲突问题。所述检测方法利用试件表面曲率和硬度变化特征进行铣刀检测,解决了产品表面质量难以保证的问题。所述试件具有多曲率变化、多硬度零件组合特征,它降低了由于铣刀破损而造成对模具型面破坏问题。本发明所述车门凹模铣削方法,通过转速以及进给速度的不同,减少了加工时间和用刀数量,降低了加工表面粗糙度,提高了加工精度。
权利要求
1.一种高速铣削多硬度拼接淬硬钢模具的工艺设计方法,其特征在于依次包括以下设计流程:
a.确定待铣削的多硬度拼接淬硬钢模具;
b.根据所述模具的加工要求确定工艺设计目标;
c.设计并加工试件,所述试件涵盖模具的所有硬度及曲率变化方式;
d.访问工件材料库、机床库、刀具库、切削参数与切削路径库、工艺规则库,确定试件的高速铣削工艺方案;
e.试件高速铣削试验;
f.输出试验结果;
g.判断是否满足b步骤确定的目标要求?
是,继续h步骤;
否,返回d步骤;
h.与工艺规则库比较,判断是否满足切削力热约束条件?
是,继续i步骤;
否,返回d步骤;
i.与工艺规则库比较,判断是否满足减振要求?
是,继续j步骤;
否,返回d步骤;
j.与刀具库比较,判断是否满足铣刀使用寿命要求?
是,继续k步骤;
否,返回d步骤;
k.判断是否满足b步骤设计目标中关于加工质量的要求?
是,继续l步骤;
否,返回d步骤;
l.判断是否满足b步骤设计目标中关于加工效率的要求?
是,继续m步骤;
否,返回d步骤;
m.获得N个工艺方案;
n.判断是否还有其它方案?
是,返回d步骤;
否,继续o步骤;
o.工艺设计方案综合评价;
p.获得最佳工艺方案。
2.根据权利要求1所述的高速铣削多硬度拼接淬硬钢模具的工艺设计方法,其特征在于所述工艺设计目标包括:淬硬钢切削效率、加工时间、铣刀振动频率、加工表面粗糙度、铣刀破损程度、铣刀使用寿命、消耗的铣刀数量。
3.根据权利要求1所述的高速铣削多硬度拼接淬硬钢模具的工艺设计方法,其特征在于所述工件材料库、机床库、刀具库、切削参数与切削路径库、工艺规则库内容如下:
所述工件材料库包括有硬度在HRC30-65的Cr12MoV、7CrSiMnMoV调质、淬火条件下的物理机械性能;
所述的机床库包括有用于模具加工的三轴和五轴数控铣床的工作参数;
所述的刀具库包括有用于模具加工的直径12mm-30mm球头铣刀材料和结构参数;
所述的切削参数与切削路径库包括有用于加工硬度在HRC30-65模具时,刀具生产厂家提供的刀具样本中所述的切削参数与切削路径,和生产中实际采用的沿模具长度、宽度方向的平行切削路径和绕模具型腔沿周切削时的转速、进给速度、铣削宽度、铣削深度;
工艺规则库包括切削力计算公式,铣刀破损的强度判断公式,加工表面残余高度计算公式,铣刀寿命计算公式、切削效率计算公式。
4.根据权利要求1所述的高速铣削多硬度拼接淬硬钢模具的工艺设计方法,其特征在于所述o步骤“工艺设计方案综合评价”的具体方式如下:
(1)建立高速铣削多硬度拼接淬硬钢工艺设计方案关联矩阵,如表1所示;
表1:工艺设计方案关联矩阵
(2)对高速铣削多硬度拼接淬硬钢工艺设计方案的评价指标值进行归一化处理,则第i个设计方案对第j个递增型评价指标的评价值vij和从优隶属度μij为:
第i个设计方案对第j个递减型评价指标的评价值为:
(3)构建高速铣削多硬度拼接淬硬钢工艺设计方案综合评价模型如表2所示;
表2:工艺方案综合评价模型
采用组合赋权法获得高速铣削淬硬钢工艺方案评价指标组合权重为:
式中,aj为主观权重系数,bj客观权重系数;
利用表2计算方法,采用最大价值原则对高速铣削多硬度拼接淬硬钢工艺设计方案进行评价,综合评价值越大则高速铣削淬硬钢工艺方案越好。
5.一种高速铣削多硬度拼接淬硬钢模具工艺方案的检测方法,其特征在于,根据待铣削多硬度拼接淬硬钢模具的硬度范围及曲率变化方式,加工试件,所述试件涵盖模具的所有硬度及曲率变化区间;对试件进行高速铣削试验后输出试验结果,进而检测所述铣削工艺对模具铣削的效果。
6.根据权利要求5所述高速铣削多硬度拼接淬硬钢模具工艺方案的检测方法,其特征在于检测过程依次如下:
(1)制备试件,所述试件涵盖模具的所有硬度及曲率变化区间;
(2)采用至少两把相同的安装有涂层硬质合金刀片的直径20mm、悬伸量75mm的两齿可转位高速球头铣刀,在五轴数控机床UCP710上,采用沿试件长度400mm方向的平行铣刀切削路径和顺逆铣交替的铣削方式,以至少两种切削方案,进行切削淬硬钢凹模铣刀振动、加工表面粗糙度及铣刀磨损、破损测试测试实验;
(3)采用沿试件长度400mm方向的平行铣刀切削路径,对铣刀振动与加工表面粗糙度进行采样;
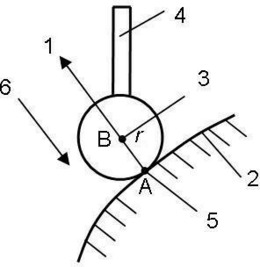
(4)提取加工表面各采样点沿铣刀进给和铣削宽度方向上的曲率半径、硬度,并进行铣刀轴线与加工表面法线方向所夹的加工倾角和单位切削力计算;
(5)采用上述方案即可获得铣刀振动与加工表面粗糙度的检测结果。
7.一种多硬度拼接淬硬钢凹曲面试件,其特征在于,
(1)所述试件为由7个零件组成的长方体结构,轮廓尺寸400mm×300mm×147mm;
(2)组成试件的7个零件分别为零件(1)、零件(2)、零件(3)、零件(4)、零件(5)、零件(6)、零件(7);
(3)零件(1)、零件(2)、零件(3)、零件(4)、零件(5)、零件(6)下表面通过定位销和紧固螺钉与零件(7)的上表面相连接,并位于试件长度400mm方向的中间部位,使零件(7)沿长度400mm方向两侧预留的各50mm空间,用于试件与机床工作槽连接、固定;
(4)沿试件宽度300mm方向,零件(1)、零件(2)、零件(3)的两端分别与零件(4)、零件(5)侧面连接;零件(6)与零件(5)另一侧面连接;
(5)沿试件长度400mm方向,零件(2)的两侧分别与零件(1)、零件(3)的侧面连接,并与零件(4)、零件(5)两端对齐;
(6)零件(1)、零件(2)、零件(3)、零件(4)、零件(5)、零件(6)上表面共同构成试件300mm×300mm×38mm的高速铣削加工区域;
(7)试件300mm×300mm×50mm的高速铣削加工区域由底部凹曲面和一个凹槽构成;
(8)试件高速铣削加工区域的底部为凹曲面,其沿试件宽度300mm方向曲率半径始终为800mm,其沿试件长度400mm方向的曲率半径呈1100mm、1500mm分布;
(9)试件高速铣削加工区域深35mm的多边形凹槽,轮廓尺寸为250mm×165mm×35mm,位于底部凹曲面上,横跨零件(1)、零件(2)、零件(3),其外表面由直线和半径为20mm、30mm、50mm和75mm的圆弧连接而成,内表面由直线和半径为20mm和30mm的圆弧连接而成,内外表面最长距离40mm,四周侧立面呈3°斜度;凹槽底面为平面,与侧面过渡圆角半径3mm;内表面围成区域顶面由两个平面构成,以长度方向中心线为界,位于零件(1)、零件(2)上的平面较低,位于零件(2)、零件(3)上的平面较高,两平面高度差为10mm,与侧面过渡圆角半径3mm。
8.根据权利要求7所述多硬度拼接淬硬钢凹曲面试件,其特征在于,所述试件组成零件的材料及硬度特征为:
(1)零件(1)的材料采用Cr12MoV锻件,淬火后硬度为HRC40~45;
(2)零件(2)的材料采用Cr12MoV锻件,淬火后硬度为HRC50~55;
(3)零件(3)的材料采用Cr12MoV锻件,淬火后硬度为HRC60~65;
(4)零件(4)和零件(6)的材料采用Cr12MoV锻件,淬火后硬度为HRC30~35;
(5)零件(5)的材料采用7CrSiMnMoV,淬火后硬度为HRC30~35;
(6)零件(7)的材料采用45#钢,调质处理。
9.根据权利要求8所述多硬度拼接淬硬钢凹曲面试件,其特征在于,所述试件表面曲率与硬度特征分布如下表所示:
10.一种车门多硬度拼接淬硬钢凹模高速铣削方法,其特征在于,见下表:
说明书
技术领域
本发明涉及一种针对淬硬钢凹模高速铣削工艺方案进行检测的方法,还涉及一种检测用多硬度拼接淬硬钢凹曲面试件,高速铣削淬硬钢凹模的工艺设计方法,以及一种车门铣削方法。
背景技术
汽车门板模具主要采用合金铸铁7CrSiMnMoV(HRC30-35)和淬硬钢Cr12MoV(HRC40-65),对加工表面质量要求高。此类模具属于平坦曲面特征类模具,即切削加工中型面的曲率半径较大,加工倾角较小,切削加工过程中多体现为底刃切削,铣刀磨损较快,一把铣刀的使用寿命无法满足大型面加工长行程和长时间持续加工的要求,需在铣刀磨损、破损严重影响加工质量时及时停机检查换刀。
为了减少换刀引起的接刀痕,在工艺设计和刀路规划时,要求以尽可能少的铣刀进行切削,尽量保证模具型面加工的连续性。采用已有工艺方法加工此类模具时,存在铣刀振动大、切削效率低、铣刀使用寿命短和加工表面质量不稳定等亟待解决的问题。
发明内容
本发明的第一个目的是提供一种高速铣削多硬度拼接淬硬钢模具的工艺设计方法,解决现有技术存在众多评价指标相互关联所引起的工艺设计冲突问题,和评价指标模型不统一所导致设计方案无解或多解等问题,可在淬硬钢高速铣削参数域内获得最优工艺方案。
所述目的通过如下技术方案实现:
一种高速铣削多硬度拼接淬硬钢模具的工艺设计方法,依次包括以下设计流程:
a.确定待铣削的多硬度拼接淬硬钢模具;
b.根据所述模具的加工要求确定工艺设计目标;
c.设计并加工试件,所述试件涵盖模具的所有硬度及曲率变化方式;
d.访问工件材料库、机床库、刀具库、切削参数与切削路径库、工艺规则库,确定试件的高速铣削工艺方案;
e.试件高速铣削试验;
f.输出试验结果;
g.判断是否满足b步骤确定的目标要求?
是,继续h步骤;
否,返回d步骤;
h.与工艺规则库比较,判断是否满足切削力热约束条件?
是,继续i步骤;
否,返回d步骤;
i.与工艺规则库比较,判断是否满足减振要求?
是,继续j步骤;
否,返回d步骤;
j.与刀具库比较,判断是否满足铣刀使用寿命要求?
是,继续k步骤;
否,返回d步骤;
k.判断是否满足b步骤设计目标中关于加工质量的要求?
是,继续l步骤;
否,返回d步骤;
l.判断是否满足b步骤设计目标中关于加工效率的要求?
是,继续m步骤;
否,返回d步骤;
m.获得N个工艺方案;
n.判断是否还有其它方案?
是,返回d步骤;
否,继续o步骤;
o.工艺设计方案综合评价;
p.获得最佳工艺方案。
优选方案为,所述工艺设计目标包括:淬硬钢切削效率、加工时间、铣刀振动频率、加工表面粗糙度、铣刀破损程度、铣刀使用寿命、消耗的铣刀数量。
优选方案为,所述工件材料库、机床库、刀具库、切削参数与切削路径库、工艺规则库内容如下:
所述工件材料库包括有硬度在HRC30-65的Cr12MoV、7CrSiMnMoV调质、淬火条件下的物理机械性能;
所述的机床库包括有用于模具加工的三轴和五轴数控铣床的工作参数;
所述的刀具库包括有用于模具加工的直径12mm-30mm球头铣刀材料和结构参数;
所述的切削参数与切削路径库包括有用于加工硬度在HRC30-65模具时,刀具生产厂家提供的刀具样本中所述的切削参数与切削路径,和生产中实际采用的沿模具长度、宽度方向的平行切削路径和绕模具型腔沿周切削时的转速、进给速度、铣削宽度、铣削深度;
工艺规则库包括切削力计算公式,铣刀破损的强度判断公式,加工表面残余高度计算公式,铣刀寿命计算公式、切削效率计算公式。
优选方案为,所述o步骤“工艺设计方案综合评价”的具体方式如下:
(1)建立高速铣削多硬度拼接淬硬钢工艺设计方案关联矩阵,如下表所示;
工艺设计方案关联矩阵
(2)对高速铣削多硬度拼接淬硬钢工艺设计方案的评价指标值进行归一化处理,则第i个设计方案对第j个递增型评价指标的评价值vij和从优隶属度μij为:
第i个设计方案对第j个递减型评价指标的评价值为:
(3)构建高速铣削多硬度拼接淬硬钢工艺设计方案综合评价模型如下表所示;
工艺方案综合评价模型
采用组合赋权法获得高速铣削淬硬钢工艺方案评价指标组合权重为:
式中,aj为主观权重系数,bj客观权重系数。
利用上表计算方法,采用最大价值原则对高速铣削多硬度拼接淬硬钢工艺设计方案进行评价,综合评价值越大则高速铣削淬硬钢工艺方案越好。
采用已有工艺方法加工淬硬钢凹模时,精加工的表面质量不能满足模具型面设计要求,后续人工抛光工作量大、耗费时间长;本发明提供的高速铣削工艺设计方法,通过多硬度拼接淬硬钢凹曲面试件高速铣削实验,针对试件加工表面曲率和硬度变化、高速铣刀结构、切削路径、切削参数对淬硬钢切削效率、铣刀振动、加工表面粗糙度、铣刀破损和使用寿命的影响特性,采用高速铣削淬硬钢工艺设计方案关联矩阵和高速铣削淬硬钢工艺综合评价,解决了众多评价指标相互关联所引起的工艺设计冲突问题,和评价指标模型不统一所导致设计方案无解或多解等问题,可在淬硬钢高速铣削参数域内获得最优工艺方案。
本发明的第二个目的是提供一种高速铣削多硬度拼接淬硬钢模具工艺方案的检测方法,解决现有技术存在铣刀受切削力冲击及频繁进退刀影响而损耗严重导致加工表面质量难以保证的问题。
所述目的通过如下技术方案实现:
一种高速铣削多硬度拼接淬硬钢模具工艺方案的检测方法,根据待铣削多硬度拼接淬硬钢模具的硬度范围及曲率变化方式,加工试件,所述试件涵盖模具的所有硬度及曲率变化区间;对试件进行高速铣削试验后输出试验结果,进而检测所述铣削工艺对模具铣削的效果。
优选方案为,检测过程依次如下:
(1)制备试件,所述试件涵盖模具的所有硬度及曲率变化区间;
(2)采用至少两把相同的安装有涂层硬质合金刀片的直径20mm、悬伸量75mm的两齿可转位高速球头铣刀,在五轴数控机床UCP710上,采用沿试件长度400mm方向的平行铣刀切削路径和顺逆铣交替的铣削方式,以至少两种切削方案,进行切削淬硬钢凹模铣刀振动、加工表面粗糙度及铣刀磨损、破损测试测试实验;
(3)采用沿试件长度400mm方向的平行铣刀切削路径,对铣刀振动与加工表面粗糙度进行采样;
(4)提取加工表面各采样点沿铣刀进给和铣削宽度方向上的曲率半径、硬度,并进行铣刀轴线与加工表面法线方向所夹的加工倾角和单位切削力计算;
(5)采用上述方案即可获得铣刀振动与加工表面粗糙度的检测结果。
实验结果表明,所述检测方法可以检测出多硬度拼接淬硬钢凹曲面曲率和硬度频繁变化条件下铣刀加工倾角、单位切削力、铣刀振动的变化状态,利用实验测试结果可明显区分出不同工艺方案的优劣,并可检测出切削效率提高对高速铣刀切削性能的影响;通过测试铣刀破损状态,可对高速铣削多硬度拼接淬硬钢凹模所用的铣刀使用寿命进行测试,以避免因铣刀使用寿命不足,在切削中途发生破损造成对模具型面的破坏。
本发明的第三个目的是提供一种多硬度拼接淬硬钢凹曲面试件,解决铣刀振动导致加工表面质量下降,和铣刀使用寿命不足,在切削中途发生破损造成对模具型面破坏问题。
所述目的通过如下技术方案实现:
一种多硬度拼接淬硬钢凹曲面试件,结构如下:
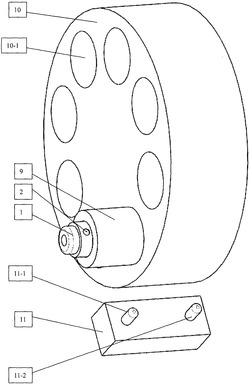
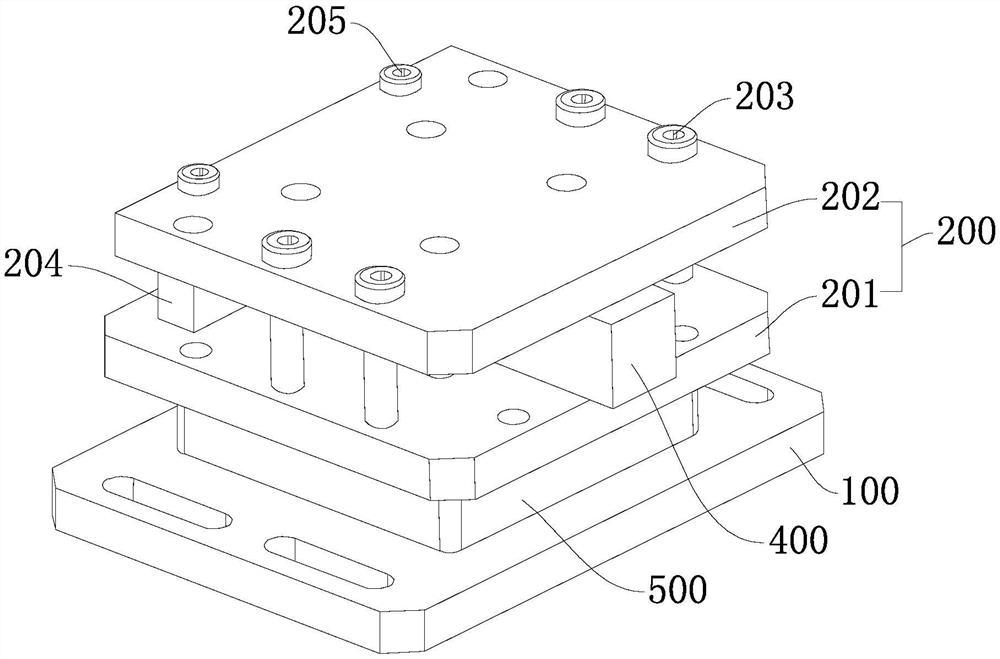
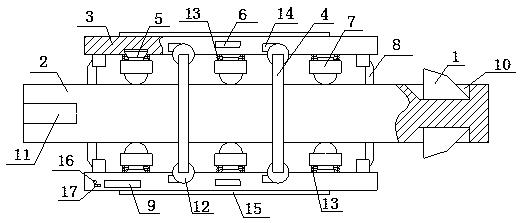
(1)所述试件为由7个零件组成的长方体结构,轮廓尺寸400mm×300mm×147mm,如图1所示;
(2)组成试件的7个零件分别为零件1、零件2、零件3、零件4、零件5、零件6、零件7;
(3)零件1、零件2、零件3、零件4、零件5、零件6下表面通过定位销和紧固螺钉与零件7的上表面相连接,并位于试件长度400mm方向的中间部位,使零件7沿长度400mm方向两侧预留的各50mm空间,用于试件与机床工作槽连接、固定;
(4)沿试件宽度300mm方向,零件1、零件2、零件3的两端分别与零件4、零件5侧面连接;零件6与零件5另一侧面连接;
(5)沿试件长度400mm方向,零件2的两侧分别与零件1、零件3的侧面连接,并与零件4、零件5两端对齐;
(6)零件1、零件2、零件3、零件4、零件5、零件6上表面共同构成试件300mm×300mm×38mm的高速铣削加工区域;
(7)试件300mm×300mm×50mm的高速铣削加工区域由底部凹曲面和一个凹槽构成;
(8)试件高速铣削加工区域的底部为凹曲面,其沿试件宽度300mm方向曲率半径始终为800mm,其沿试件长度400mm方向的曲率半径呈1100mm、1500mm分布;
(9)试件高速铣削加工区域深35mm的多边形凹槽,轮廓尺寸为250mm×165mm×35mm,位于底部凹曲面上,横跨零件1、零件2、零件3,其外表面由直线和半径为20mm、30mm、50mm和75mm的圆弧连接而成,内表面由直线和半径为20mm和30mm的圆弧连接而成,内外表面最长距离40mm,四周侧立面呈3°斜度;凹槽底面为平面,与侧面过渡圆角半径3mm;内表面围成区域顶面由两个平面构成,以长度方向中心线为界,位于零件1、零件2上的平面较低,位于零件2、零件3上的平面较高,两平面高度差为10mm,与侧面过渡圆角半径3mm。
该试件组成零件的材料及硬度特征为:
(1)零件1的材料采用Cr12MoV锻件,淬火后硬度为HRC40~45;
(2)零件2的材料采用Cr12MoV锻件,淬火后硬度为HRC50~55;
(3)零件3的材料采用Cr12MoV锻件,淬火后硬度为HRC60~65;
(4)零件4和零件6的材料采用Cr12MoV锻件,淬火后硬度为HRC30~35;
(5)零件5的材料采用7CrSiMnMoV,淬火后硬度为HRC30~35;
(6)零件7的材料采用45#钢,调质处理。
所述试件加工表面曲率与硬度特征分布如下表所示:
本发明所述带有多边型环状凹面的多硬度拼接淬硬钢凹曲面试件,具有15种加工表面曲率和硬度变化特征,将其应用于测试高速铣刀安全可靠性、高速铣刀振动及加工表面粗糙度的实验,可以解决铣刀在切削中途发生破损造成对模具型面破坏的问题。
本发明的第四个目的是提供一种车门多硬度拼接淬硬钢凹模高速铣削方法,解决现有方法存在表面质量差、消耗的铣刀数量多及加工效率低的问题。
所述目的通过如下技术方案实现:
一种车门多硬度拼接淬硬钢凹模高速铣削方法,见下表:
实验结果表明,本发明所述方法,减少了加工时间和用刀数量,降低了加工表面粗糙度,提高了表面质量。
附图说明
图1是本发明所述试件的结构示意图。
图2是图1的A-A剖面图。
图3是图1的B-B剖面图。
图4是本发明所述试件的照片示意图。
图5是实施例1所述多硬度拼接淬硬钢凹曲面试件俯视照片。
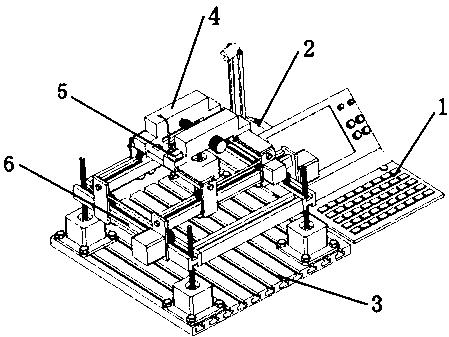
图6是实施例3所述铣刀切削路径示意图。
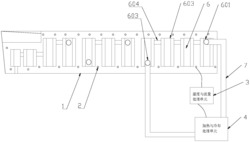
图7是实施例3所述铣刀切削实验采样点示意图。
图8是实施例3所述实验方案进行加工表面粗糙度实验结果对比示意图。
图9是实施例3所述工艺中,不同转速下的铣刀刀片的磨损、破损状态对比图。
图10是实施例3所述工艺中,不同转速下的铣刀刀片热力耦合场分析结果对比图。
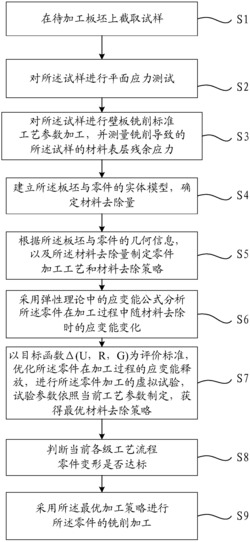
图11是实施例5所述高速铣削多硬度拼接淬硬钢模具的工艺设计方法流程图。
具体实施方式
实施例1
本实施例提供一种多硬度拼接淬硬钢凹曲面试件,它由5个Cr12MoV淬火零件、1个7CrSiMnMoV零件和1个45#钢零件拼接而成;其上表面由沿试件长度方向曲率半径呈1100mm、1500mm分布和沿试件宽度方向曲率半径呈800mm分布的凹曲面,和位于其下的深35mm多边型环状凹面组成;试件上表面分布有4种硬度,分别为HRC30~35、HRC40~45、HRC50~55、HRC60~65;试件中间部位硬度为HRC50~55;
该试件具体结构参见图1-图4:
(1)试件为由7个零件组成的长方体结构,轮廓尺寸400mm×300mm×147mm,如图1、图2、图3、图4所示;
(2)组成试件的7个零件分别为零件1、零件2、零件3、零件4、零件5、零件6、零件7;
(3)零件1、零件2、零件3、零件4、零件5、零件6下表面通过定位销和紧固螺钉与零件7的上表面相连接,并位于试件长度400mm方向的中间部位,使零件7沿长度400mm方向两侧预留的各50mm空间,用于试件与机床工作槽连接、固定;
(4)沿试件宽度300mm方向,零件1、零件2、零件3的两端分别与零件4、零件5侧面连接;零件6与零件5另一侧面连接;
(5)沿试件长度400mm方向,零件2的两侧分别与零件1、零件3的侧面连接,并与零件4、零件5两端对齐;
(6)零件1、零件2、零件3、零件4、零件5、零件6上表面共同构成试件300mm×300mm×38mm的高速铣削加工区域;
(7)试件300mm×300mm×50mm的高速铣削加工区域由底部凹曲面和一个凹槽构成;
(8)试件高速铣削加工区域的底部为凹曲面,其沿试件宽度300mm方向曲率半径始终为800mm,其沿试件长度400mm方向的曲率半径呈1100mm、1500mm分布;
(9)试件高速铣削加工区域深35mm的多边形凹槽,轮廓尺寸为250mm×165mm×35mm,位于底部凹曲面上,横跨零件1、零件2、零件3,其外表面由直线和半径为20mm、30mm、50mm和75mm的圆弧连接而成,内表面由直线和半径为20mm和30mm的圆弧连接而成,内外表面最长距离40mm,四周侧立面呈3°斜度;凹槽底面为平面,与侧面过渡圆角半径3mm;内表面围成区域顶面由两个平面构成,以长度方向中心线为界,位于零件1、零件2上的平面较低,位于零件2、零件3上的平面较高,两平面高度差为10mm,与侧面过渡圆角半径3mm。
该试件组成零件的材料及硬度特征为:
(1)零件1的材料采用Cr12MoV锻件,淬火后硬度为HRC40~45;
(2)零件2的材料采用Cr12MoV锻件,淬火后硬度为HRC50~55;
(3)零件3的材料采用Cr12MoV锻件,淬火后硬度为HRC60~65;
(4)零件4和零件6的材料采用Cr12MoV锻件,淬火后硬度为HRC30~35;
(5)零件5的材料采用7CrSiMnMoV,淬火后硬度为HRC30~35;
(6)零件7的材料采用45#钢,调质处理。
加工出的带有多边型环状凹面的多硬度拼接淬硬钢凹曲面试件如图5所示。
实施例2
本实施例涉及淬硬钢凹模试件铣刀切削路径设计与切削区域划分方案。
采用三种铣刀切削路径,在该试件上表面设计出具有15种加工表面曲率和硬度变化特征的切削区域;其中,沿试件长度400mm方向的平行铣刀切削路径,划分出6种不同加工表面曲率和硬度变化的切削区域;沿试件宽度300mm方向的平行铣刀切削路径,划分出7种不同加工表面曲率和硬度变化的切削区域;沿多边型环状凹面两侧的铣刀切削路径,划分出2种不同加工表面曲率和硬度变化的切削区域。
如表1所示:
表1 淬硬钢凹模试件加工表面曲率与硬度特征分布
实施例3
本实施例涉及高速铣削淬硬钢凹模铣刀性能测试实验方案设计。
(1)实验采用两把相同的安装有涂层硬质合金刀片的直径20mm、悬伸量75mm的两齿可转位高速球头铣刀,在五轴数控机床UCP710上,采用沿试件长度400mm方向的平行铣刀切削路径和顺逆铣交替的铣削方式,利用两把相同的铣刀分别以转速2000rpm、进给速度2000mm/min和铣刀转速4000rpm、进给速度2200mm/min的工艺方案,切削5种不同加工表面曲率和硬度变化的切削区域,进行高速球头铣刀振动、加工表面粗糙度和铣刀磨损、破损测试实验,验证利用该试件测试高速球头铣刀加工淬硬钢凹模的效果;见表2。
表2 切削参数方案
(2)实验采用的沿试件长度400mm方向的平行铣刀切削路径,及铣刀振动与加工表面粗糙度采样点如图6、图7所示。
(3)提取加工表面各采样点沿铣刀进给和铣削宽度方向上的曲率半径、硬度,并进行铣刀轴线与加工表面法线方向所夹的加工倾角和单位切削力计算,结果如表3所示;
表3 采样点加工特征及单位切削力
(4)采用上述实验方案获得的铣刀振动与加工表面粗糙度实验结果,如表4和图8所示;
表4 铣刀振动实验测试结果
(5)两把铣刀分别采用表2中的两种切削方案,由图6试件上部开始切削,达到图7中测点所在区域时,铣刀刀片的磨损、破损状态如图9所示;两把铣刀刀片的热力耦场分析结果如图10所示;图10中,n为铣刀转速,fz为铣刀每齿进给量,ap为铣削深度,ae为铣削宽度;
实施例4
本实施例涉及高速铣削淬硬钢凹模铣刀性能测试实验结果分析。
(1)由表3、表4和图8~图10,受加工表面曲率和硬度频繁变化的影响,采用上述两种切削方案中的任何一种切削方案,切削多硬度拼接淬硬钢凹曲面试件,铣刀加工倾角、单位切削力和铣刀振动振幅均处于不断变化中;尽管加工表面粗糙度变化并不频繁,但相同切削方案不同测点处的加工表面形貌明显不同。
(2)同时发现,与主轴转速2000rpm、进给速度2000mm/min的切削方案相比,采用主轴转速4000rpm、进给速度2200mm/min的切削方案,切削效率提高了10%,其单位切削力和铣刀振动振幅明显下降,加工表面粗糙度值降低一倍;铣刀刀片冲击应力相差不大,但热力耦合场等效应力则明显降低,铣刀刀片在实验中未发生破损。
(3)该结果表明,采用该试件和测试高速铣刀的方法,可以检测出多硬度拼接淬硬钢凹曲面曲率和硬度频繁变化条件下铣刀加工倾角、单位切削力、铣刀振动的变化特性,利用实验测试结果可明显区分出两种工艺方案的优劣,并可检测出切削效率提高对高速铣刀切削性能的影响;利用该试件通过测试铣刀破损状态,可对高速铣削多硬度拼接淬硬钢凹模所用的铣刀使用寿命进行测试,以避免因铣刀使用寿命不足,在切削中途发生破损造成对模具型面的破坏。
实施例5
本实施例涉及高速铣削淬硬钢凹模工艺设计方法。
(1)针对高速铣削大型淬硬钢凹模加工的实际需求,采用多硬度拼接淬硬钢凹曲面试件高速铣削实验,利用试件加工表面曲率和硬度变化、高速铣刀结构、切削路径、切削参数对淬硬钢切削效率、铣刀振动、加工表面粗糙度、铣刀破损和使用寿命的影响特性,提出高速铣削多硬度拼接淬硬钢模具的工艺设计方法,如图11所示,依次包括以下设计流程:
a.确定待铣削的多硬度拼接淬硬钢模具;
b.根据所述模具的加工要求确定工艺设计目标;所述工艺设计目标包括加工时间、铣刀振动、加工表面粗糙度、铣刀破损、铣刀使用寿命、消耗的铣刀数量等。
c.设计并加工试件,所述试件涵盖模具的所有硬度及曲率变化方式;
d.访问工件材料库、机床库、刀具库、切削参数与切削路径库、工艺规则库,确定试件的高速铣削工艺方案;所述工件材料库、机床库、刀具库、切削参数与切削路径库、工艺规则库内容如下:
所述工件材料库包括有硬度在HRC30-65的Cr12MoV、7CrSiMnMoV调质、淬火条件下的物理机械性能;
所述的机床库包括有用于模具加工的三轴和五轴数控铣床的工作参数;
所述的刀具库包括有用于模具加工的直径12mm-30mm球头铣刀材料和结构参数;
所述的切削参数与切削路径库包括有用于加工硬度在HRC30-65模具时,刀具生产厂家提供的刀具样本中所述的切削参数与切削路径,和生产中实际采用的沿模具长度、宽度方向的平行切削路径和绕模具型腔沿周切削时的转速、进给速度、铣削宽度、铣削深度;
工艺规则库包括切削力计算公式,铣刀破损的强度判断公式,加工表面残余高度计算公式,铣刀寿命计算公式、切削效率计算公式。
e.试件高速铣削试验;
f.输出试验结果;
g.判断是否满足b步骤确定的目标要求?
是,继续h步骤;
否,返回d步骤;
h.与工艺规则库比较,判断是否满足切削力热约束条件?
是,继续i步骤;
否,返回d步骤;
i.与工艺规则库比较,判断是否满足减振要求?
是,继续j步骤;
否,返回d步骤;
j.与刀具库比较,判断是否满足铣刀使用寿命要求?
是,继续k步骤;
否,返回d步骤;
k.判断是否满足b步骤设计目标中关于加工质量的要求?
是,继续l步骤;
否,返回d步骤;
l.判断是否满足b步骤设计目标中关于加工效率的要求?
是,继续m步骤;
否,返回d步骤;
m.获得N个工艺方案;
n.判断是否还有其它方案?
是,返回d步骤;
否,继续o步骤;
o.工艺设计方案综合评价;
p.获得最佳工艺方案。
(2)由图11可知,高速铣削淬硬钢工艺设计是一个典型的多目标综合优化过程。为解决众多评价指标相互关联所引起的工艺设计冲突问题,和评价指标模型不统一所导致设计方案无解或多解等问题,建立高速铣削淬硬钢工艺设计方案关联矩阵,如表5所示;
表5 工艺设计方案关联矩阵
(3)对高速铣削淬硬钢加工工艺设计方案的评价指标值进行归一化处理,则第i个设计方案对第j个递增型评价指标的评价值vij和从优隶属度μij为:
第i个设计方案对第j个递减型评价指标的评价值为:
(4)构建高速铣削淬硬钢工艺综合评价模型如表6所示;
表6 工艺设计方案评价模型
采用组合赋权法获得高速铣削淬硬钢工艺方案评价指标组合权重为:
式中,aj为主观权重系数,bj客观权重系数。主观权重系数指模具加工厂家所指定的淬硬钢切削效率、加工时间、铣刀振动、加工表面粗糙度、铣刀破损、铣刀使用寿命、消耗的铣刀数量7个目标中那个目标更重要,目标重要程度越高,数值越大,但最大值小于1;客观权重系数指通过切削多硬度拼接淬硬钢试件实验测试,采用式(1)、式(2)计算出的系数。
利用表6计算方法,采用最大价值原则对高速铣削淬硬钢工艺方案进行评价,综合评价值越大则高速铣削淬硬钢工艺方案越好。据此,可在淬硬钢高速铣削参数域内获得最优工艺方案。
实施例6
本实施例涉及车门淬硬钢凹模高速铣削工艺验证实验。
采用车门淬硬钢凹模进行工艺验证实验,实验条件及实验结果如表7所示;
实验结果表明,依据多硬度拼接淬硬钢凹曲面试件高速铣削实验结果,采用高速铣削淬硬钢凹模工艺设计方法,设计的车门淬硬钢凹模高速铣削新工艺,在加工表面质量、消耗的铣刀数量和加工效率上均优于原有的工艺。
表7 车门凹模工艺实验结果及新旧工艺对比
淬硬钢试件、工艺检测方法、设计方法、车门铣削方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。











动态评分
0.0