







专利摘要
本发明涉及一种激光微织构加工机床重复定位控制方法,包括如下步骤:步获取机床工作台配置信息,所述配置信息包括机床工作台运动轨迹、速度与加速度;建立机床传动环节的数学模型,结合所述配置信息计算各伺服电机转速以及加速度的理想值;读取各伺服电机转速以及加速度的实际值并将其与所述理想值比对,得到速度与加速度复合前馈补偿的整定参数,获取前馈补偿变量;获取反馈控制变量;复合所述前馈补偿变量和所述反馈控制变量形成控制变量;其中,所述机床工作台用于夹取待加工的工件;所述机床工作台在伺服电机组的驱动下可相对于机床沿X轴、Y轴水平移动以及绕θ轴转动。本发明能大幅提高激光微织构加工机床重复定位精度。
权利要求
1.一种激光微织构加工机床重复定位控制方法,其特征在于包括如下步骤:
步骤1、获取机床工作台配置信息,所述配置信息包括机床工作台运动轨迹、速度与加速度;步骤2、建立机床传动环节的数学模型,结合所述配置信息计算各伺服电机转速以及加速度的理想值;
步骤3、读取各伺服电机转速以及加速度的实际值并将其与所述理想值比对,得到速度与加速度复合前馈补偿的整定参数,获取前馈补偿变量;
步骤4、获取反馈控制变量;
步骤5、复合所述前馈补偿变量和所述反馈控制变量形成控制变量;
其中,所述机床工作台用于夹取待加工的工件;所述机床工作台在伺服电机组的驱动下可相对于机床沿X轴、Y轴水平移动以及绕θ轴转动;
步骤(2)中,数学模型可表示为式(1)~(4):
ks=L/2π (3)
XM=ksθM (4)
其中kb为伺服电机轴与联轴器之间的粘性摩擦系数,ki为系统轴向总刚度,ci为滚珠丝杠与轴承间的粘性摩擦系数,kf为工作台与导轨间的动摩擦系数,JM和T分别为伺服电机的转动惯量和驱动力矩,XM和θM分别为伺服电机旋转位移和电机转动角位移,Xt为实际工作台轴向位移,Mg为工作台质量,L为滚珠丝杠导程,ks为丝杠旋转角度与直线位移间的换算系数;机械传动结构模型的传递函数由式(5)~(6)可得:
其中a1、a2、a3和a4分别表示为式(7)~(10):
a4=JMMg (7)
a3=JM(kf+ci)+Mg(kb+ci) (8)
a2=ki(JM+Mg)+ci(kb+kf)+kbkf(9)
a1=ki(kb+kf)(10)。
2.根据权利要求1所述的激光微织构加工机床重复定位控制方法,其特征在于,速度与加速度复合前馈补偿的所述整定参数基于前馈PID系统的传递函数,其中传递函数可如式(11)所示:
对式(11)进行整理,得到式(12):
其中,U(s)为系统输入信号,Y(s)为实际输出信号,E(s)为系统误差,三者之间的关系为U(s)=Y(s)+E(s),Kvff和Kaff分别为速度和加速度的前馈增益,GPID(s)为PID控制器传递函数,G(s)为系统的开环函数;对式(12)进行演化,得到:当[Kvff(1-z
3.根据权利要求1所述的激光微织构加工机床重复定位控制方法,其特征在于,步骤4基于机床加工过程中已产生的位置误差获取所述反馈控制变量。
说明书
技术领域
本发明涉及激光微织构加工和自动控制技术领域,尤其是一种激光微织构加工机床重复定位控制方法以及机床控制系统。
背景技术
激光加工技术因其能够精确地加工出复杂微观形貌结构且对加工条件要求较低的独有特性,在激光微织构加工等各类领域得到了广泛应用。激光微织构加工系统是一种精密的位置跟踪和定位系统,其传动与定位精度对工件的加工品质与精度起着关键性作用。但是,在激光表面微织构加工过程中,存在机床的瞬时速度与瞬时加速度高,定位误差与重复定位误差难以控制,激光微织构加工工艺精度无法保证等问题。因此,需要有必要研究出一种提高机床定位精度和重复定位精度的控制系统和控制方法。
针对机床进给系统的现有研究包括利用达朗贝尔原理,分析大导程滚珠丝杠副进给系统集中参数动力学模型,理论分析具有正确性,但是对提高加工精度缺少指标性证明;以高速卧床加工中心为研究对象,通过对滚珠丝杠进给系统的参数化建模和动力学特性分析,得出的解决方法经过验证,理论结果与实际情况存在误差,数据精度不高;对滚珠丝杠进给系统建立了模型参考自适应系统仿真模型和二阶数学模型,但是对减小位置误差缺乏改善措施;针对伺服电机+滚珠丝杠在工作过程中产生的振动及定位精度问题,对滚珠丝杠定位系统的闭环控制算法、动态特性等方面进行了理论分析与实验研究,但是对滚珠丝杠的重复定位精度、往复加工精度等问题缺乏研究;采用基于极点配置算法的滚珠丝杠伺服系统控制器,提高了驱动系统的跟踪性能,但是对所设计的控制器在滚珠丝杠往复加工焦点定位方面的控制效果未展开讨论,因而都不能满足激光微织构加工控制系统的实际需求。
发明内容
本发明的目的是为了克服上述提到的系统定位精度低、重复定位精度低、往复加工焦点错位的问题,提供一种速度与加速度复合前馈补偿PID控制方案,用于激光微织构控制系统的加工机床伺服驱动环节的误差补偿;该技术方案如下:
一种激光微织构加工机床重复定位控制方法,包括如下步骤:
步骤1、获取机床工作台配置信息,所述配置信息包括机床工作台运动轨迹、速度与加速度;步骤2、建立机床传动环节的数学模型,结合所述配置信息计算各伺服电机转速以及加速度的理想值;
步骤3、读取各伺服电机转速以及加速度的实际值并将其与所述理想值比对,得到速度与加速度复合前馈补偿的整定参数,获取前馈补偿变量;
步骤4、获取反馈控制变量;
步骤5、复合所述前馈补偿变量和所述反馈控制变量形成控制变量;
其中,所述机床工作台用于夹取待加工的工件;所述机床工作台在伺服电机组的驱动下可相对于机床沿X轴、Y轴水平移动以及绕θ轴转动。
所述的激光微织构加工机床重复定位控制方法,其进一步设计在于,步骤2中,数学模型可表示为式(1)~(4):
ks=L/2π (3)
XM=ksθM (4)
其中kb为伺服电机轴与联轴器之间的粘性摩擦系数,ki为系统轴向总刚度,ci为滚珠丝杠与轴承间的粘性摩擦系数,kf为工作台与导轨间的动摩擦系数,JM和T分别为伺服电机的转动惯量和驱动力矩,XM和θM分别为伺服电机旋转位移和电机转动角位移,Xt为实际工作台轴向位移,Mg为工作台质量,L为滚珠丝杠导程,ks为丝杠旋转角度与直线位移间的换算系数。机械传动结构模型的传递函数由式(5)~(6)可得:
其中a1、a2、a3和a4分别表示为式(7)~(10):
a4=JMMg (7)
a3=JM(kf+ci)+Mg(kb+ci) (8)
a2=ki(JM+Mg)+ci(kb+kf)+kbkf (9)
a1=ki(kb+kf) (10)
所述的激光微织构加工机床重复定位控制方法,其进一步设计在于,速度与加速度复合前馈补偿的所述整定参数基于前馈PID系统的传递函数,其中传递函数可如式(11)所示:
其中,U(s)为系统输入信号,E(s)为跟踪误差信号,Kvff和Kaff分别为速度和加速的前馈增益,GPID(s)为PID控制器传递函数,G(s)为系统的开环函数;对式(11)进行整理,得到系统误差E(s)关于输入U(s)的传递函数如式(12)所示:
通过演化,得到当[Kvff(1-z-1)+Kaff(1-2z-1+z-2)]=1/G(s)时,系统误差为零,在实际系统中,系统误差无法完全消除,但可以通过一定的手段,将其调节到可接受范围内,因而获得改善系统误差策略,进而获得更好的动态特性和较高的控制精度。
所述的激光微织构加工机床重复定位控制方法,其进一步设计在于,步骤4基于机床加工过程中已产生的位置误差获取所述反馈控制变量,反馈控制的控制环节主要包括比例、积分和微分环节,通过调节、整定和优化这3个环节的参数,能够快速、准确、稳定地提高系统性能。其中需要明确的是,伺服机床在工作过程的位置误差,主要来自于电机目标速度与实际速度之间的误差和目标加速度与实际加速度的误差,而电机的速度与加速度的大小变化是由电机电流决定的,而目标速度与加速度对应的是目标电流,实际速度与加速度对应的是实际电流。在工作过程中,随着负载的改变,电流跳变幅度的差异也随之改变,PID算法根据目标电流和实际电流的差异通过调配PWM占空比来调节电流值,从而形成一个稳定的恒流源。其中具体做法为在目标电流与实际电流相差较大时,较大幅度的调控PWM占空比,在实际电流与目标电流较为接近时,很小幅度的调控占空比,以尽快到达目标电流并减小抖动。
系统根据激光微织构加工需求,在加工过程中,观测激光加工机床的重复定位误差,通过对速度与加速度复合前馈补偿控制策略的不断调整,以达到减小机床定位误差和重复定位误差的目的。
其中,所谓速度前馈,是根据加工开始前的规划速度计算的输出量,在PID的基础上,叠加上正比于内部指令速度的信号,加速度前馈,根据规划的加速度计算的输出量,在PID的基础上,叠加正比于加速度的信号。速度与加速度复合前馈补偿是在PID条件前,将实际电流大幅度的逼近目标电流,从而提高系统的响应速度和重复定位精度。
一种激光微织构加工机床控制系统,包括,上位机、多轴运动控制器、激光控制卡、激光加工控制单元、四轴伺服驱动器组、位置传感器以及激光头、工作台、激光光路;所述多轴运动控制器,用于接收、处理位置传感器的反馈信号,并结合接收到的上位机指令,输出运动控制信号给四轴伺服驱动器;所述工作台设置在机床上,该工作台可相对于机床沿X轴、Y轴水平移动以及绕θ轴转动;所述激光头可竖向沿Z轴运动地设置在工作台上方;所述四轴伺服驱动器组驱动工作台以及激光头作上述运动;所述激光器加工控制单元具有YAG固体激光器、光纤激光器、调Q驱动器以及水冷系统,所述激光控制卡根据上位机加工指令,输出指定激光Q信号给调Q驱动器,控制YAG固体激光器和光纤激光器的激光开闭,并控制水冷系统工作;所述位置传感器为连接有机床加工位置编码器的光栅尺,用于实时监控工作台位置。
所述的激光微织构加工机床控制系统,其进一步设计在于机床工作台的X轴、Y轴采用交流伺服电机与丝杠直联驱动,交流伺服电机产生旋转运动驱动力,电机输出的旋转位移由编码器结合交流伺服驱动器的反馈信号形成伺服控制闭环;滚珠丝杠将旋转运动转化为直线运动,光栅尺监测位置信号反馈给所述多轴运动控制器形成滚珠丝杠伺服运动双闭环。
所述的激光微织构加工机床控制系统,其进一步设计在于多轴运动控制器对获取的加工指令进行分类,选取运动调配指令用于滚珠丝杠机床伺服运动环节,选取激光控制指令下发至激光控制卡,用于激光器与水冷系统启停。
所述的激光微织构加工机床控制系统,其进一步设计在于所述工作台可转动地设置于X轴及Y轴直线移动工作台,从而工作台可相对于机床作X轴、Y轴直线移动以及绕θ轴转动;X轴及Y轴直线移动工作台上设置有位于激光头下方的支撑架,所述支撑架上竖向可转动地设置有传动轴以及水平可转动地设置有驱动轴;所述传动轴的下端可固定连接于所述工作台中;传动轴的上端经由一对伞齿轮与所述驱动轴连接;所述支撑架的上部可转动地水平设置有工件夹头,所述工件夹头与所述驱动轴连接;所述工件夹头用于水平夹取工件。
所述的激光微织构加工机床控制系统,其进一步设计在于所述工作台、以及工件夹头均为三爪卡盘,从而所述传动轴可由所述工作台夹取从而固定连接。
所述的激光微织构加工机床控制系统,其进一步设计在于所述支撑架的一侧水平设置有与所述工件夹头相对的顶杆,所述顶杆中部经由螺纹连接于支撑架的侧部。
本发明的有益效果为:相比传统机床控制方法,本发明在降低系统位置误差的表现更具优越性,并能有效降低伺服系统的位置误差,能够将系统的位置误差控制在1μm以内,满足了激光微织构加工系统对高精度定位的需求,为表面微织构形貌性能研究提供了更精密的伺服运动控制策略和更高的激光表面微织构加工精度。
加工机床伺服驱动控制方法对于系统重复定位精度有较大改善,具有更好的重复定位精度,将重复定位精度提高50%,能够保障加工机床在多次往复加工结束后仍能回归原点,大大改善往复加工焦点错位问题。因此,本发明可以提高机床加工行业的技术含量,在自动控制、激光加工、表面微织构、光学检测与加工等领域具有广泛应用前景。
通过设置传动轴、驱动轴以及工件夹头将工作台θ轴的控制量直接线性换算成为X轴或者Y轴的直线运动控制量,可以在系统基本结构保持不变的情况下,仅仅通过少量修改工作参数满足对柱状曲面的加工作业。
附图说明
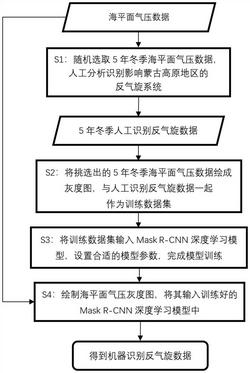
图1为控制方法流程图。
图2为加工机床伺服系统仿真模型图。
图3为PID及前馈补偿前后位置误差曲线。
图4为重复定位误差曲线。
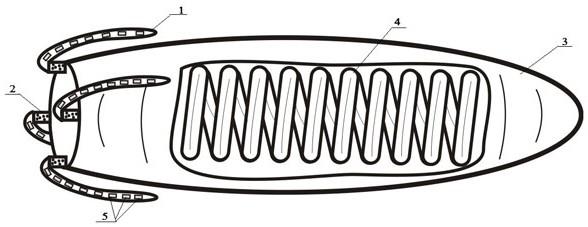
图5为激光微织构加工系统结构示意图。
图6为机械传动结构示意图。
图7为控制系统设计框图。
图8为伺服驱动器接线示意图。
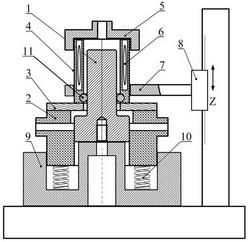
图9为支撑架结构示意图。
具体实施方式
以下结合附图对本发明作进一步的详细说明。
如图1所示一种激光微织构加工机床重复定位控制方法,包括如下步骤:
步骤1、获取机床工作台配置信息,所述配置信息包括机床工作台运动轨迹、速度与加速度;
步骤2、建立机床传动环节的数学模型,结合所述配置信息计算各伺服电机转速以及加速度的理想值;
步骤3、读取各伺服电机转速以及加速度的实际值并将其与所述理想值比对,得到速度与加速度复合前馈补偿的整定参数,获取前馈补偿变量;
步骤4、获取反馈控制变量;
步骤5、复合所述前馈补偿变量和所述反馈控制变量形成控制变量;
其中,所述机床工作台用于夹取待加工的工件;所述机床工作台在伺服电机组的驱动下可相对于机床沿X轴、Y轴水平移动以及绕θ轴转动。
步骤2中,数学模型可表示为式(1)~(4):
ks=L/2π (3)
XM=ksθM (4)
其中kb为伺服电机轴与联轴器之间的粘性摩擦系数,ki为系统轴向总刚度,ci为滚珠丝杠与轴承间的粘性摩擦系数,kf为工作台与导轨间的动摩擦系数,JM和T分别为伺服电机的转动惯量和驱动力矩,XM和θM分别为伺服电机旋转位移和电机转动角位移,Xt为实际工作台轴向位移,Mg为工作台质量,L为滚珠丝杠导程,ks为丝杠旋转角度与直线位移间的换算系数。机械传动结构模型的传递函数由式(5)~(6)可得:
其中a1、a2、a3和a4分别表示为式(7)~(10):
a4=JMMg (7)
a3=JM(kf+ci)+Mg(kb+ci) (8)
a2=ki(JM+Mg)+ci(kb+kf)+kbkf (9)
a1=ki(kb+kf) (10)
速度与加速度复合前馈补偿的所述整定参数基于前馈PID系统的传递函数,其中传递函数可如式(11)所示:
其中,U(s)为系统输入信号,E(s)为跟踪误差信号,Kvff和Kaff分别为速度和加速的前馈增益,GPID(s)为PID控制器传递函数,G(s)为系统的开环函数;对式(11)进行整理,得到系统误差E(s)关于输入U(s)的传递函数如式(12)所示:
通过演化,得到当[Kvff(1-z-1)+Kaff(1-2z-1+z-2)]=1/G(s)时,系统误差为零,在实际系统中,系统误差无法完全消除,但可以通过一定的手段,将其调节到可接受范围内,因而获得改善系统误差策略,进而获得更好的动态特性和较高的控制精度。
从系统的完整性出发,将滚珠丝杠伺服运动控制系统的机械动力学模型与电机控制部分联系起来,建立上述系统的理论传递函数模型,同时结合设计的速度与加速度复合前馈补偿PID控制器,建立了如图2所示滚珠丝杠机床伺服系统仿真模型。其中kpwm和Tpwm分别为逆变器的放大倍数和时间常数,La和Ra分别为电枢电感和电阻,ksf和ka分别为速度环和电流环的反馈增益,kt为力矩电流系数。伺服电机采用位置环、速度环、电流环三环控制,其中,速度调节器、电流调节器、位置调节器的传递函数分别如式(13)-(15)所示。
Gp(s)=kp (13)
式(13)中,ks和ksi分别为速度调节器的比例和积分控制常数;式(14)中,kc和kci分别为电流调节器的比例和积分控制常数,式(1)中,kp为位置调节器的比例增益。(格式)
根据图2的加工机床伺服系统仿真模型和激光微织构加工控制方法,得到以下规律:如图3所示,图中对比了三种情况下的系统位置误差变化。其中,从原始误差曲线中可以看出,每当电机加速度发生瞬变时,位置误差也会产生较大振荡;而随着加速度趋于稳定,误差也会随之恢复稳定;其中误差曲线的升降变化与位移曲线基本保持同步,最大误差范围在57-63μm。首先对系统采用PID调节,由图3可知,误差曲线的振荡情况大大改善,超调量降低,误差范围控制在4μm以内,误差精度比原始状态提高了14倍,且系统的稳定性更好。随后在已有基础上增加速度与加速度复合前馈补偿,误差范围再次缩小,降低至不足1μm,误差精度降至纳米级。
结合激光加工实际需求,加工机床的工作方式为往复运动,如图4所示,对比了补偿前后滚珠丝杠周期运动的重复定位误差变化,从图中可以看出,在系统往复运动500周期后,无前馈补偿的误差曲线向运动的负方向偏移了约2μm,而有前馈补偿的误差曲线几乎无偏移,重复定位精度相较无补偿时提高50%,证明该方法具有显著提高重复定位精度的效果。
如图5所示,激光微织构加工控制系统主要由PC端上位机、多轴运动控制器、激光控制卡、激光加工控制单元、四轴伺服驱动器组、位置传感器以及激光头、工作台、激光光路;所述多轴运动控制器,用于接收、处理位置传感器的反馈信号,并结合接收到的上位机指令,输出运动控制信号给四轴伺服驱动器;所述工作台设置在机床上,该工作台可相对于机床沿X轴、Y轴水平移动以及绕θ轴转动;所述激光头可竖向沿Z轴运动地设置在工作台上方;所述四轴伺服驱动器组驱动工作台以及激光头作上述运动;所述激光器加工控制单元具有YAG固体激光器、光纤激光器、调Q驱动器以及水冷系统,所述激光控制卡根据上位机加工指令,输出指定激光Q信号给调Q驱动器,控制YAG固体激光器和光纤激光器的激光开闭,并控制水冷系统工作,支持完成毛化、凹坑、凹槽和激光打标多种加工工艺要求;所述位置传感器为连接有机床加工位置编码器的光栅尺,用于实时监控工作台位置。
机床工作台的X轴、Y轴采用交流伺服电机与丝杠直联驱动,交流伺服电机产生旋转运动驱动力,电机输出的旋转位移由编码器结合交流伺服驱动器的反馈信号形成伺服控制闭环;滚珠丝杠将旋转运动转化为直线运动,光栅尺监测位置信号反馈给所述多轴运动控制器用于获取反馈控制变量,与机床伺服驱动控制环节形成闭环,提供了更具精密性的加工,保障了控制的可靠性;PC端人机交互调控子系统自带加工数据库,能够将历史加工数据实时存储,方便随时调用;系统充分考虑到激光加工耗时长的问题,为用户提供远程监控功能,方便用户实时监测加工状态并为用户节约了宝贵时间;系统的紧急制动环节会在系统运行异常时随即启动,保障加工安全,为用户及时止损。
如图7所示,激光微织构加工控制系统的主控模块搭载总线、Flash、RAM、SDRAM多个模块,其中四轴伺服系统通过总线与主控模块进行数据交互,主控模块提供ETH、USB、RS232、RS485多种通讯方式,便于与多种外接模块进行数据通信。PC端通过网口与运动控制器进行通信,PC端通过基于Microsoft Visual Studio+QT设计的上位机配置加工模式与参数。多轴运动控制器对获取的加工指令进行分类,选取运动调配指令用于滚珠丝杠机床伺服运动环节,选取激光控制指令下发至激光控制卡,用于激光器与水冷系统启停。控制系统结合光栅尺和位置传感器的反馈信号,对滚珠丝杠的定位精度、重复定位精度、位置、速度进行跟踪,并进一步协调激光器与运动机床的同步工作。
多轴运动控制器对获取的加工指令进行分类,选取运动调配指令用于滚珠丝杠机床伺服运动环节,选取激光控制指令下发至激光控制卡,用于激光器与水冷系统启停。
具体而言,激光微织构加工控制系统中的伺服驱动器和伺服电机采用Panasonic公司的MINAS A6系列的AC伺服。伺服驱动器接线情况如图8所示,伺服驱动器的信号来自激光微织构加工运动控制器,向伺服电机下发工作指令,并通过位置传感器反馈机床位置形成系统控制闭环。
工作台可转动地设置于X轴及Y轴直线移动工作台1,从而工作台可相对于机床作X轴、Y轴直线移动以及绕θ轴转动;如图9所示,X轴及Y轴直线移动工作台上设置有位于激光头下方的支撑架2,支撑架上竖向可转动地设置有传动轴3以及水平可转动地设置有驱动轴4;传动轴的下端可固定连接于工作台中;传动轴的上端经由一对伞齿轮5与驱动轴连接;支撑架的上部可转动地水平设置有工件夹头6,工件夹头与驱动轴连接;工件夹头用于水平夹取工件。
工作台8、以及工件夹头均为三爪卡盘,从而传动轴可由工作台夹取从而固定连接。
支撑架的一侧水平设置有与工件夹头相对的顶杆7,顶杆中部经由螺纹连接于支撑架的侧部。
一种激光微织构加工机床重复定位控制方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。



动态评分
0.0