








专利摘要
本发明公开一种纵磨外圆磨粒轨迹确定方法,采用数学建模和二维建模方法相结合确定纵磨外圆磨粒螺旋线轨迹,通过砂轮表面磨粒单程轨迹分步模型映射为工件表面磨粒单程轨迹分步模型,再进行叠加建立多程磨粒轨迹模型,可以快速低成本的建立磨粒轨迹螺旋线分布和砂轮参数、工件参数、磨削工艺参数和砂轮组织之间的定量关系,提高纵磨外圆工艺设计的科学性。
权利要求
1.一种纵磨外圆磨粒轨迹确定方法,其特征在于包括如下步骤:
S1、建立纵磨外圆模型
根据纵磨外圆工艺过程,绘制工件与砂轮的纵磨外圆模型,工件表面分区位相调节值c,按等式(1)计算
其中,B为砂轮宽度(mm),ft为轴向进给量(mm/r),n1为工件转速(r/s),n2为砂轮转速(r/s),ft′为砂轮轴向进给量(mm/r);
S2、建立外圆表面分区模型
根据磨削工艺,建立外圆表面分区模型,工件轴向进给1次,获得1个磨粒轨迹密集区,密集区的夹角
等式(2)中参数同前;
工件往复多次进给,获得多个密集区,密集区数量按等式(3)计算
等式(3)中参数同前;
密集区的位相角
等式(4)中参数同前;
S3、绘制砂轮表面磨粒单程轨迹分步模型
S4、将砂轮表面磨粒单程轨迹分步模型映射为工件表面磨粒单程轨迹分步模型;
S5、建立工件表面磨粒单程轨迹展开模型
S6、建立工件表面磨粒单程轨迹叠加展开模型
将S5中工件表面磨粒单程轨迹展开模型中y轴大于360的区域截取,叠加在Y=0的位置,获得单程工件表面磨粒轨迹叠加展开模型;
S7、建立工件表面磨粒多程轨迹展开模型
将工件表面磨粒单程轨迹叠加展开模型的夹角为
工件表面磨粒多程轨迹展开模型中通过放大即可测得磨粒轨迹的最大螺距。
2.根据权利要求1所述的一种纵磨外圆磨粒轨迹确定方法,其特征在于:S3绘制砂轮表面磨粒单程轨迹分步模型的步骤如下:
S3.1、模拟磨粒运动,绘制砂轮轴向进给宽度B(mm)时砂轮表面每周轨迹螺旋线模型共n5幅,在xoy平面内建立第1周轨迹螺旋线模型,n5按等式(5)计算如下:
等式(5)中参数同前,
S3.2、将步骤S3.1分别生成的每周轨迹螺旋线模型依次叠加,获得每周叠加轨迹螺旋线模型,叠加方法是将第i周与第i+1周叠加生成第i+1周叠加轨迹螺旋线模型,第i+1周叠加螺旋线模型与第i+2周轨迹螺旋线模型叠加生成第i+2周叠加螺旋线模型,i=1,2,3…n5,
S3.3、截取第n5周叠加螺旋线模型中y坐标小于
其中
砂轮表面磨粒轨迹螺旋线数量n6(根/r),n6按等式(7)计算如下:
相邻螺旋线距离
等式(6)、(7)、(8)中,D3表示磨粒直径,其他参数同前。
3.根据权利要求2所述的一种纵磨外圆磨粒轨迹确定方法,其特征在于:
步骤S5中采用步骤S3.2中所述方法建立n5个每周叠加轨迹螺旋线模型,然后将每周叠加轨迹螺旋线模型映射获得n5个工件表面叠加轨迹分布模型,集成该n5个工件表面叠加轨迹分布模型得到工件表面磨粒单程轨迹展开模型。
说明书
技术领域
本发明公开一种纵磨外圆磨粒轨迹确定方法,按国际专利分类表(IPC)划分属于外圆磨削制造技术领域。
背景技术
纵磨外圆是外圆磨削的一种加工方式,目前确定磨粒轨迹主要有以下方式:
(1)、采用数学方法,根据运动学理论建立纵磨外圆时工艺参数、装备参数,砂轮组织参数等多参数与磨粒轨迹之间的数学关系,但数学关系建立过程复杂,直观性差,易出错,效率低,技术难度大。
(2)、利用表面粗糙度仪测量表面粗糙度,反求磨粒轨迹,但是实验成本高,并难于建立表面粗糙度与工件参数、砂轮组织、砂轮参数和磨削加工工艺参数等主要影响因素之间的直接关系,对磨削精度和效率提高、磨削技术提高不利。
(3)、三坐标测量法可以测量表面三维坐标,构建表面三维模型,反求磨粒轨迹,也是实验成本高,效率低,也难于反映表面粗糙度与工件参数、砂轮组织、砂轮参数和磨削加工工艺参数等主要影响因素之间的直接关系,影响磨削精度和效率的提高,影响磨削技术进步。
发明内容
针对现有技术的不足,本发明提供了一种纵磨外圆磨粒轨迹确定方法。
为达到上述目的,本发明是通过以下技术方案实现的:
一种纵磨外圆磨粒轨迹确定方法,包括如下步骤:
S1、建立纵磨外圆模型
根据纵磨外圆工艺过程,绘制工件与砂轮的纵磨外圆模型,工件表面分区位相调节值c,按等式(1)计算:
其中,B为砂轮宽度(mm),ft为轴向进给量(mm/r),n1为工件转速(r/s),n2为砂轮转速(r/s),ft′为砂轮轴向进给量(mm/r);
S2、建立外圆表面分区模型
根据磨削工艺,工件轴向进给1次,获得1个磨粒轨迹密集区,密集区的夹角φ按等式(2)计算
等式(2)中参数同前;
工件往复多次进给,获得多个密集区,密集区数量按等式(3)计算
等式(3)中参数同前;
密集区的位相角 按等式(4)求得
等式(4)中参数同前;
S3、绘制砂轮表面磨粒单程轨迹分步模型
1、模拟磨粒运动,绘制砂轮轴向进给宽度B(mm)时砂轮表面每周轨迹螺旋线模型共n5幅,在xoy平面内建立第1周轨迹螺旋线模型,n5按等式(5)
计算如下:
等式(5)中参数同前,
2、将步骤S3.1分别生成的每周轨迹螺旋线模型依次叠加,获得每周叠加轨迹螺旋线模型,叠加方法是将第i周与第i+1周叠加生成第i+1周叠加轨迹螺旋线模型,第i+1周叠加螺旋线模型与第i+2周轨迹螺旋线模型叠加生成第i+2周叠加螺旋线模型,i=1,2,3…n5,
3、截取第n5周叠加螺旋线模型中y坐标小于 的区域,得到砂轮表面螺旋线密集区分布模型,
其中 表示砂轮表面螺旋线密集区宽度(°), 按等式(6)计算如下:
砂轮表面磨粒轨迹螺旋线数量n6(根/r),n6按等式(7)计算如下:
相邻螺旋线距离 按等式(8)计算如下:
等式(6)、(7)、(8)中,D3表示磨粒直径,其他参数同前;
S4、将砂轮表面磨粒单程轨迹分步模型映射为工件表面磨粒单程轨迹分步模型;
S5、建立工件表面磨粒单程轨迹展开模型
采用步骤S3.2中所述方法建立n5个每周叠加轨迹螺旋线模型,然后将每周叠加轨迹螺旋线模型映射获得n5个工件表面叠加轨迹分布模型,集成该n5个工件表面叠加轨迹分布模型得到工件表面磨粒单程轨迹展开模型;
S6、建立工件表面磨粒单程轨迹叠加展开模型
将S5中工件表面磨粒单程轨迹展开模型中y轴大于360的区域截取,叠加在Y=0的位置,获得单程工件表面磨粒轨迹叠加展开模型;
S7、建立工件表面磨粒多程轨迹展开模型
将工件表面磨粒单程轨迹叠加展开模型的夹角为φ(°)的密集区沿y向复制n4次,沿x方向复制多次,截取x≤L的区域,得到工件表面磨粒多程轨迹展开模型,L表示工件长度,φ、n4参数同前;
工件表面磨粒多程轨迹展开模型中通过放大即可测得磨粒轨迹的最大螺距S2(mm)。
本发明采用数学建模和二维建模方法相结合确定纵磨外圆磨粒螺旋线轨迹,通过砂轮表面磨粒单程轨迹分步模型映射为工件表面磨粒单程轨迹分步模型,再进行叠加建立多程磨粒轨迹模型,可以快速低成本的建立磨粒轨迹螺旋线分布和砂轮参数、工件参数、磨削工艺参数和砂轮组织之间的定量关系,提高纵磨外圆工艺设计的科学性,准确性和效率。
附图说明
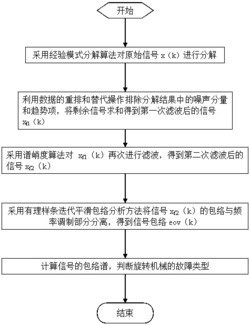
图1是本发明纵磨外圆磨粒轨迹确定技术路线图。
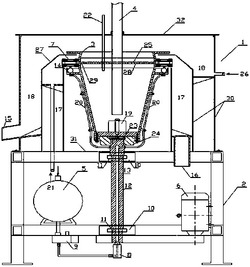
图2是本发明纵磨外圆模型图。
图3是本发明外圆表面分区模型图。
图4是本发明砂轮表面磨粒单程轨迹分步模型图。
图5是本发明工件表面磨粒单程轨迹分步模型图。
图6是本发明工件表面磨粒单程轨迹展开模型图。
图7是本发明单程工件表面磨粒轨迹叠加展开模型图。
图8是本发明工件表面磨粒多程轨迹展开模型图。
图9是本发明工件表面磨粒多程轨迹展开模型局部放大图。
具体实施方式
下面结合附图对本发明作进一步说明:
实施例:本发明纵磨法磨外圆磨粒轨迹确定采用数学建模和二维建模的方法,技术路线如图1,纵磨外圆工艺指明确磨外圆的运动和工件往复行程;外圆表面分区指明确磨粒轨迹最密的区间数量,一个工件行程完成一个区间的形成;绘制砂轮表面磨粒单程轨迹分步图(模型)指根据砂轮磨粒的圆周运动和轴向运动绘制磨粒轨迹图;绘制工件表面磨粒单程轨迹分步图(模型)指根据工件圆周运动和砂轮磨粒轨迹绘制工件表面磨粒轨迹图;
绘制工件表面磨粒单程轨迹展开图(模型)指将工件表面磨粒单程轨迹分步图合成;绘制工件表面磨粒单程轨迹叠加展开图(模型)指将工件表面磨粒单程轨迹展开图叠加;绘制工件表面磨粒多程轨迹展开图(模型)指合成各个工件表面磨粒单程轨迹叠加展开图的磨粒轨迹密集区。
一种纵磨外圆磨粒轨迹确定方法,具体步骤如下:
S1、绘制纵磨外圆工艺图,即建立纵磨外圆模型
根据纵磨外圆工艺过程,绘制纵磨外圆工艺图(模型)如图2所示。
图2中,xy为坐标系,1为工件,2为砂轮。B为砂轮宽度(mm),fr为径向进给量(mm),ft为轴向进给量(mm/r),n1为工件转速(r/s),n2为砂轮转速(r/s),D1为工件直径(mm),D2为砂轮直径(mm)。L1为工件向右移动行程(mm),L2为工件向左移动行程(mm)。L为工件长度(mm),c为工件表面分区位相调节值,按等式(1)计算。其式如下:
等式1中,ft’为砂轮轴向进给量(mm/r),其余参数同前。
图2表达纵磨外圆工艺中砂轮参数,工件参数,砂轮运动,工件运动之间的相互关系。纵磨外圆原理:工件往复运动中,与砂轮发生干涉的部分被砂轮磨粒切除,获得直径、精度和表面粗糙度达到要求的外圆表面。粗糙度形成原理:由于砂轮表面是由粗糙的磨粒构成的,砂轮转动形成的表面是粗糙外圆面,非理想的圆柱面。砂轮对妨碍其运动的工件余量进行切削是非均匀的,获得的工件表面是粗糙的。工件表面粗糙度与轴向和周向位置(下称位相)有关。
S2、绘制外圆表面分区图,即建立外圆表面分区模型
根据磨削工艺,建立外圆表面分区模型,如图3,工件轴向进给1次,获得1个磨粒轨迹密集区,密集区的夹角 按等式(2)计算。等式(2)如下:
等式(2)中参数同前。
工件往复多次进给,获得多个密集区。密集区数量按等式(3)计算。等式(3)如下:
等式(3)中参数同前。
密集区的位相角 按等式(4)求得。等式(4)如下:
等式(4)中参数同前。
图3中。xz为坐标系, 为密集区位相角(°), 为密集区夹角(°)。1,2,n1,n2同前。3为密集区分界线。4-12为密集区序号。
S3绘制砂轮表面磨粒单程轨迹分步图,即绘制砂轮表面磨粒单程轨迹分步模型
根据砂轮表面磨粒的分布、直径、轴向进给和圆周运动,绘制单程轴向进给磨粒轨迹分步图,如图4所示。具体绘制步骤如下:
S3.1模拟磨粒运动,绘制砂轮轴向进给B(mm)时砂轮表面每周轨迹螺旋线图(模型)共n5幅。第1周轨迹螺旋线图(模型)如图4a)。n5按等式(5)
计算。等式(5)如下:
等式(5)中参数同前。
S3.2、将步骤S3.1分别生成的每周轨迹螺旋线图依次叠加,获得每周叠加轨迹螺旋线图(模型)。叠加方法是将第i周与第i+1周叠加生成第i+1周叠加轨迹螺旋线图(模型),第i+1周叠加螺旋线图(模型)与第i+2周轨迹螺旋线图(模型)叠加生成第i+2周叠加螺旋线图(模型),i=1,2,3…n5。
S3.3、截取第n5周叠加螺旋线图中y小于 的区域,得到图4b)。图4b)
为砂轮表面螺旋线密集区分布。
图4中,xoy为坐标系,y轴表示周向位置(°),x表示轴向位置(mm)。13为砂轮表面磨粒轨迹螺旋线。 表示砂轮表面螺旋线密集区宽度(°), 按等式(6)计算。等式(6)如下:
等式(6)中参数同前。
n6表示砂轮表面螺旋线数(根/r),n6按等式(7)计算。等式(7)如下:
等式(7)中参数同前。
为相邻螺旋线距离(°)。 按等式(8)计算。等式(8)如下:
等式(8)中参数同前。
S4绘制工件表面磨粒单程轨迹分步图,即建立工件表面磨粒单程轨迹分步模型
根据工件和砂轮的转速关系,将砂轮表面磨粒单程轨迹分步图(模型)(如图4)映射为工件表面磨粒单程轨迹分步图(如图5)。图4a)映射为图5c),图4b)映射为图5d)。具体操作是将Y轴压缩,压缩系数为k1,k1按等式(9)如下:
式中n1,n2同前。
图5中,xoy为坐标系。14为工件表面磨粒轨迹螺旋线;参数ft’,x,y同前。 为工件表面密集区宽度(°)
S5绘制工件表面磨粒单程轨迹展开图(或模型)
采用步骤S3.2所述方法绘制n5个每周叠加轨迹螺旋线图(模型),然后采用第4步所述方法将每周叠加轨迹螺旋线图映射获得n5个工件表面叠加轨迹分布图。集成该n5个工件表面叠加轨迹分布图得到图6,称为工件表面磨粒单程轨迹展开图。
图6中,xoy为坐标系。参数ft’ ,x,y同前。14为工件表面磨粒轨迹螺旋线。
S6绘制工件表面磨粒单程轨迹叠加展开图(或模型)
将图6中y大于360的区域截取,叠加在Y=0的位置,获得单程工件表面磨粒轨迹叠加展开图如图7所示。
图7中,xoy为坐标系。参数ft’, φ0,x,14指代同前。y1为第1周位置坐标(°),y2为第2周位置坐标(°)。
S7绘制工件表面磨粒多程轨迹展开图(或模型)
将图7所示的夹角为 的密集区沿y向复制n4次,沿x方向复制多次,截取x≤L的区域,得到工件表面磨粒多程轨迹展开图如图8所示。
图8中,参数同前,A1为放大图代号。
将图8在A处放大,可得图9。图9中,4为第1行程获得的密集区代号,5-8分别为第2-5行程获得的密集区代号。S2为磨粒轨迹的最大螺距(mm)。
本发明创新的提出用数学建模和二维建模结合的方法确定纵磨外圆磨粒轨迹螺旋线分布的方法。
本发明优点:采用数学建模和二维建模方法相结合确定纵磨外圆磨粒螺旋线轨迹,可以快速低成本的建立磨粒轨迹螺旋线分布和砂轮参数、工件参数、磨削工艺参数和砂轮组织之间的定量关系,提高纵磨外圆工艺设计的科学性,准确性和效率。
本发明应用:适合于机械制造工艺领域应用,应用案例如下表1。表1中,参数定义同前。1-12、14均为磨削工艺参数,由工艺设计给出。13、15-19为本发明的结果。
表1 纵磨外圆磨粒轨迹确定方案与结果
以上所记载,仅为利用本创作技术内容的实施例,任何熟悉本项技艺者运用本创作所做的修饰、变化,皆属本创作主张的专利范围,而不限于实施例所揭示者。
一种纵磨外圆磨粒轨迹确定方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。




动态评分
0.0