

IPC分类号 : B22F7/06,B22F3/105,B22F1/02,C23C22/68






专利摘要
一种WC‑Co与CBN‑Co梯度复合刀具材料,由基体层、连接层、第一过渡层、第二过渡层和外耐磨层组成,基体层为WC‑Co,连接层、第一过渡层、第二过渡层以及外耐磨层均为WC‑Co与CBN‑Co的混合粉体,并且从连接层到外耐磨层,WC‑Co的质量分数呈梯度减少;通过化学镀在WC和CBN两种粉体表面包覆金属Co,得到WC‑Co和CBN‑Co两种粉体,并以WC‑Co作为基体层,WC‑Co和CBN‑Co的混合粉体以不同混合比例分别作为连接层、第一过渡层、第二过渡层和外耐磨层,将制备的粉体依次装填在石墨模具内后,于真空条件下均匀加压进行放电等离子烧结,断电自然冷却至室温,得到梯度复合刀具材料;该材料具有极好的硬度、耐磨性及低的摩擦系数,一定程度上解决了陶瓷复合材料的“硬度和韧性不可调和的矛盾”。
权利要求
1.一种WC-Co与CBN-Co梯度复合刀具材料,其特征在于:该材料依次由经烧结而成的基体层、连接层、第一过渡层、第二过渡层和外耐磨层组成,从外耐磨层到基体层,每一层占材料总质量的质量分数分别为15%、12.5%、10%、7.5%和55%,基体层为WC-Co,连接层、第一过渡层、第二过渡层以及外耐磨层均为WC-Co与CBN-Co的混合粉体,并且从连接层到外耐磨层, WC-Co的质量分数呈梯度减少。
2.一种制备如权利要求1所述的WC-Co与CBN-Co梯度复合刀具材料的方法,其特征在于:通过化学镀在WC和CBN两种粉体表面包覆金属Co,得到WC-Co和CBN-Co两种粉体,并以WC-Co作为基体层,WC-Co和CBN-Co的混合粉体以不同混合比例分别作为连接层、第一过渡层、第二过渡层和外耐磨层,按照基体层、连接层、第一过渡层、第二过渡层和外耐磨层的顺序,依次装填在石墨模具内后,于真空条件下均匀加压进行放电等离子烧结,然后断电自然冷却至室温,即得到梯度复合刀具材料;
所述化学镀所用的镀液中主盐为15~40 g/l的硫酸钴、络合剂为50 g/l的柠檬酸三钠、还原剂为20~60 g/l的次亚磷酸钠、缓冲剂为25 g/l硼酸,配制镀液的方法为:
(1)用去离子水溶解硫酸钴,得到溶液a;
(2)用去离子水溶解柠檬酸三钠,得到澄清溶液b;
(3)将溶液a加入溶液b中,搅拌混合溶液,得到主盐络合溶液c;
(4)常温下,用去离子水溶解次亚磷酸钠,搅拌均匀,得到溶液d;
(5)将溶液d加入主盐络合溶液c中,边加边搅拌,得到溶液e;
(6)用去离子水溶解硼酸,搅拌均匀,得到澄清溶液f;
(7)将溶液f加入溶液e中,边加边搅拌,得到镀液;
(8)用氢氧化钠调整镀液的PH值为8~11,然后加去离子水定容;
连接层、第一过渡层、第二过渡层和外耐磨层中,每一层WC-Co和CBN-Co的混合粉体的配制方法为:
按照WC-Co和CBN-Co在所在层中的质量分数,分别取经化学镀处理的WC-Co粉体和CBN-Co粉体,倒入装有去离子水的容器中,混匀得到混合物Ⅰ,去离子水的质量为WC-Co粉体和CBN-Co粉体总质量的7~8倍;对混合物Ⅰ进行超声搅拌,保持混合物Ⅰ的温度为105℃;超声搅拌35min后,按照聚乙二醇和混合物Ⅰ的质量比为1:80,取聚乙二醇加入到混合物Ⅰ中,继续超声搅拌,得到混合物Ⅱ;将所得混合物Ⅱ真空干燥后过筛,得到WC-Co和CBN-Co的混合粉体;
在所述放电等离子烧结过程中,装填在石墨模具中的基体层、连接层、第一过渡层、第二过渡层和外耐磨层占梯度复合刀具材料的质量分数依次为55%、7.5%、10%、12.5%和15%。
3.根据权利要求2所述的制备WC-Co与CBN-Co梯度复合刀具材料的方法,其特征在于:所述WC粉体纯度大于99.1%,平均粒径为400nm,理论密度为14.83g/cm3 ; CBN粉体纯度大于99.0%,平均粒径500nm。
4.根据权利要求2所述的制备WC-Co与CBN-Co梯度复合刀具材料的方法,其特征在于:在对WC和CBN两种粉体进行化学镀之前,分别进行预处理,预处理包括粗化、敏化活化和烘干。
5.根据权利要求4所述的制备WC-Co与CBN-Co梯度复合刀具材料的方法,其特征在于:所述粗化是将待处理的粉体加入粗化液中,于室温下超声波振荡;然后静置至粉体沉降后,将粉体从粗化液中取出,用去离子水清洗沉降的粉体,分离出粉体;所述的粗化液的组成包括20ml/l的氢氟酸和2g/l的氟化铵。
6.根据权利要求4所述的制备WC-Co与CBN-Co梯度复合刀具材料的方法,其特征在于:所述敏化活化是将经粗化处理后的粉体加入敏化活化液中,于室温下超声波振荡,然后静置至粉体沉降后,取出沉降的粉体,用去离子水清洗后,由离心机分离出粉体;所述敏化活化液的组成包括0.5 g/l的氯化钯、30 g/l的氯化亚锡、160 g/l的氯化钠和60ml/l的盐酸。
7.根据权利要求4所述的制备WC-Co与CBN-Co梯度复合刀具材料的方法,其特征在于:在所述化学镀之前,将预处理过的粉体分别进行磁力搅拌预分散。
8.根据权利要求2所述的制备WC-Co与CBN-Co梯度复合刀具材料的方法,其特征在于:所述放电等离子烧结中,从室温上升至1800℃的过程中,环境压力平稳均匀的加至50MPa,之后在温度为1800℃、压力50MPa条件下保温20~30min,然后断电自然冷却至室温。
9.根据权利要求6所述的制备WC-Co与CBN-Co梯度复合刀具材料的方法,其特征在于:所述敏化活化液的配制方法是:
(1)称取0.25g的氯化钯加入30ml浓盐酸中搅拌溶解,完全溶解后变为橙红色透明溶液,再加入去离子水直至50ml,即得到溶液a;(2)称取80g的氯化钠溶于250ml去离子水中,得到溶液b;
(3)将溶液a与溶液b混和,搅拌均匀,得到溶液c;
(4)称取15g的氯化亚锡溶于150ml的去离子水中,得到白色的溶液d;
(5)把溶液d边搅拌边加入溶液c中,得到深绿色溶液e;
(6) 向溶液e加入去离子水定容至500ml,得到深绿色的敏化活化液。
说明书
技术领域
本发明属于刀具材料及加工的技术领域,具体涉及一种WC-Co与CBN-Co梯度复合刀具材料及制备方法。
背景技术
在机加工过程中,刀具作为切削过程主要的直接执行者,在工件的切削加工过程中不可避免地存在磨损、破损甚至断裂等现象,特别是在高速切削中,刀具的磨损尤为严重;出现磨损现象后,刀具的寿命会急剧下降,所加工的工件表面粗糙度上升,易导致工件的尺寸超出设计公差,虽然及时换刀具可以一定程度上解决工件精度不足的问题,但对于加工航空航天、新型模具等加工难度比较高的器具,特别涉及到有国防要求的大型零件或精密零件,过频的换刀会增大零件的重复定位误差,达不到设计要求。
切削刀具表面涂层技术是近几十年来适应市场需求发展起来的材料表面改性技术。采用涂层技术可以有效提高切削刀具的使用寿命,使刀具获得优良的综合性能,从而大幅度提高机械加工效率。因此,业内人士把涂层技术、刀具材料、切削加工工艺称为切削刀具制造领域的三大关键技术。
尽管CVD涂层具有很好的耐磨性,但CVD工艺亦有其先天缺陷:一是工艺处理温度高,易造成刀具材料抗弯强度下降;二是薄膜内部呈拉应力状态,易导致刀具使用时产生微裂纹;三是CVD工艺排放的废气、废液会造成较大环境污染。同样,PVD工艺虽然优点很多,但目前仍然存在一定的问题。比如,PVD工艺处理温度较低,因此涂层与刀具基体、涂层与涂层之间的界面结合强度较低,一方面使涂层厚度受到了限制,同时使涂层在切削负荷的作用下很快因开裂和剥落而失效,涂层与刀具基体的性能差异较大,涂层内易形成较大的残余应力,导致刀具在切削 (尤其是断续切削) 负荷的作用下,易产生微裂纹。
叠层结构设计丰富了陶瓷材料强韧化的方法, 是近几年发展起来的材料增强增韧新技术,这种结构是通过模仿贝壳而来,自然界中贝壳的珍珠层是一种天然的层状结构材料,其断裂韧性却比普通单一均质结构高出3000倍以上。该种设计具有强韧化效果显著、材料体系多、设计灵活等优点,是目前复合材料强韧化的有效途径之一。对于叠层陶瓷的研究大部分还停留在材料体系的构建上,而对于叠层复合刀具,目前国内外研究较少。叠层结构的出现,如果合理地应用在上刀具,既可提高与基体的结合强度,又能具有多种涂层材料的综合物理机械性能,从而满足不同材料、不同加工条件的要求 (段振兴.新型叠层复合陶瓷刀具的研制及其切削性能研究[D].山东大学, 2009)。
中国专利 公开了梯度叠层涂层刀具及其制备方法(ZL 201110214393.2) ,所制备的ZrTiN复合涂层刀具有较高的硬度和强度、优异的抗磨损和抗腐蚀性能,但是在切削有色金属材料时其表面摩擦系数较高,刀具使用寿命无法满足使用需要。中国专利公开了一种新型叠层自润滑陶瓷刀具材料及其制备方法(ZL 201610232992.X),它是涉及一种新型叠层自润滑陶瓷刀具材料TiC/TiN+TiB2/TiN及其制备方法。以TiC/30wt%TiN为基体、TiB2/15wt%TiN为叠层,利用各层热膨胀系数差异在表层产生残余压应力及表层原位反应形成的润滑膜提高复合材料综合性能,但是由于各层材料本身的热膨胀系数差别,刀具在切削难加工材料时,叠层材料在其分界面处还是容易产生裂纹,刀具寿命较低。
立方氮化硼(CBN)属共价键化合物,有着高的化学稳定'性、热稳定性和电阻率及仅次于金刚石的硬度。CBN以微米级颗粒的形式添加在硬质合金中,不仅对耐磨性能有所提高,而且由于CBN对裂纹扩展的阻碍作用,复合材料的韧性会有明显提高。因此, WC-Co-cBN 复合材料有巨大潜力成为解决硬质合金硬度和韧性矛盾的复合材料。
中国专利公开一种WC-Co-CBN 复合材料的制备方法(ZL 201610232992.X),它是采用热压烧结的方法,烧结温度低,烧结时间较短,即可保证CBN 不相变,也可使材料有大的收缩率和高的体积密度。由于WC和CBN均非常难烧结,同时在烧结过程中存在WC颗粒与CBN颗粒的直接接触,使得该条件下制备高性能的WC-Co-CBN 复合材料非常困难。
发明内容
本发明的目的在于克服上述现有技术的不足,提供一种WC-Co与CBN-Co梯度复合刀具材料及制备方法,采用化学镀的方法,在WC和CBN超细粉体表面镀一层Co金属,得到WC-Co和CBN-Co粉体,按照一定的梯度配比与顺序装填在石墨模具内进行放电等离子烧结,得到梯度复合刀具材料,该材料具有极好的硬度、耐磨性及低的摩擦系数,一定程度上解决了陶瓷复合材料的“硬度和韧性不可调和的矛盾”。
本发明解决上述技术问题所采用的技术方案是:一种WC-Co与CBN-Co梯度复合刀具材料,该材料依次由经烧结而成的基体层、连接层、第一过渡层、第二过渡层和外耐磨层组成,从外耐磨层到基体层,每一层占材料总质量的质量分数分别为15%、12.5%、10%、7.5%和55%,基体层为WC-Co,连接层、第一过渡层、第二过渡层以及外耐磨层均为WC-Co与CBN-Co的混合粉体,并且从连接层到外耐磨层, WC-Co的质量分数呈梯度减少。
一种制备所述的WC-Co与CBN-Co梯度复合刀具材料的方法,通过化学镀在WC和CBN两种粉体表面包覆金属Co,得到WC-Co和CBN-Co两种粉体,并以WC-Co作为基体层,WC-Co和CBN-Co的混合粉体以不同混合比例分别作为连接层、第一过渡层、第二过渡层和外耐磨层,按照基体层、连接层、第一过渡层、第二过渡层和外耐磨层的顺序,依次装填在石墨模具内后,于真空条件下均匀加压进行放电等离子烧结,然后断电自然冷却至室温,即得到梯度复合刀具材料;
所述化学镀所用的镀液中主盐为15~40 g/l的硫酸钴、络合剂为50 g/l的柠檬酸三钠、还原剂为20~60 g/l的次亚磷酸钠、缓冲剂为25 g/l硼酸,配制镀液的方法为:
(1)用去离子水溶解硫酸钴,得到溶液a;
(2)用去离子水溶解柠檬酸三钠,得到澄清溶液b;
(3)将溶液a加入溶液b中,搅拌混合溶液,得到主盐络合溶液c;
(4)常温下,用去离子水溶解次亚磷酸钠,搅拌均匀,得到溶液d;
(5)将溶液d加入主盐络合溶液c中,边加边搅拌,得到溶液e;
(6)用去离子水溶解硼酸,搅拌均匀,得到澄清溶液f;
(7)将溶液f加入溶液e中,边加边搅拌,得到镀液;
(8)用氢氧化钠调整镀液的PH值为8~11,然后加去离子水定容;
连接层、第一过渡层、第二过渡层和外耐磨层中,每一层WC-Co和CBN-Co的混合粉体的配制方法为:
按照WC-Co和CBN-Co在所在层中的质量分数,分别取经化学镀处理的WC-Co粉体和CBN-Co粉体,倒入装有去离子水的容器中,混匀得到混合物Ⅰ,去离子水的质量为WC-Co粉体和CBN-Co粉体总质量的7~8倍;对混合物Ⅰ进行超声搅拌,保持混合物Ⅰ的温度为105℃;超声搅拌35min后,按照聚乙二醇和混合物Ⅰ的质量比为1:80,取聚乙二醇加入到混合物Ⅰ中,继续超声搅拌,得到混合物Ⅱ;将所得混合物Ⅱ真空干燥后过筛,得到WC-Co和CBN-Co的混合粉体;
在所述放电等离子烧结过程中,装填在石墨模具中的基体层、连接层、第一过渡层、第二过渡层和外耐磨层占梯度复合刀具材料的质量分数依次为55%、7.5%、10%、12.5%和15%。
优选的,所述WC粉体纯度大于99.1%,平均粒径为400nm,理论密度为14.83g/cm3 ; CBN粉体纯度大于99.0%,平均粒径500nm。
优选的,在对WC和CBN两种粉体进行化学镀之前,分别进行预处理,预处理包括粗化、敏化活化和烘干。
优选的,所述粗化是将待处理的粉体加入粗化液中,于室温下超声波振荡;然后静置至粉体沉降后,将粉体从粗化液中取出,用去离子水清洗沉降的粉体,分离出粉体;所述的粗化液的组成包括20ml/l的氢氟酸和2g/l的氟化铵。
优选的,所述敏化活化是将经粗化处理后的粉体加入敏化活化液中,于室温下超声波振荡,然后静置至粉体沉降后,取出沉降的粉体,用去离子水清洗后,由离心机分离出粉体;所述敏化活化液的组成包括0.5 g/l的氯化钯、30 g/l的氯化亚锡、160 g/l的氯化钠和60ml/l的盐酸。
优选的,在所述化学镀之前,将预处理过的粉体分别进行磁力搅拌预分散。
优选的,所述放电等离子烧结中,从室温上升至1800℃的过程中,环境压力平稳均匀的加至50MPa,之后在温度为1800℃、压力50MPa条件下保温20~30min,然后断电自然冷却至室温。
优选的,所述敏化活化液的配制方法是:
(1)称取0.25g的氯化钯加入30ml浓盐酸中搅拌溶解,完全溶解后变为橙红色透明溶液,再加入去离子水直至50ml,即得到溶液a;(2)称取80g的氯化钠溶于250ml去离子水中,得到溶液b;
(3)将溶液a与溶液b混和,搅拌均匀,得到溶液c;
(4)称取15g的氯化亚锡溶于150ml的去离子水中,得到白色的溶液d;
(5)把溶液d边搅拌边加入溶液c中,得到深绿色溶液e;
(6) 向溶液e加入去离子水定容至500ml,得到深绿色的敏化活化液。
与现有技术相比,本发明的有益效果是:
1、根据难加工材料刀具的设计理念,这种梯度复合刀具材料,基体为WC-Co具有极好的韧性,表层为WC-Co/CBN-Co具有极好的硬度、耐磨性及低的摩擦系数,一定程度上解决了陶瓷复合材料的“硬度和韧性不可调和的矛盾”;同时,该梯度复合刀具材料整体上是由Co金属关联其中,一定程度上解决了梯度复合材料在其分界面处容易产生裂纹,寿命较低的难题;
2、由于在烧结过程中每种陶瓷粉末的外层均包裹了Co金属,使得它们不会直接接触,这样就降低的烧结的难度,同时保证了烧结材料的致密度;
3、放电等离子烧结过程中,由于Co是导电粉体,通过施加电场,包覆的Co接触部位会发生放电现象,产生局部高温,促使Co金属熔化,在大压力的同时作用下,熔融的钴填充到陶瓷颗粒的间隙中,形成致密的叠层刀具复合材料。
4、在制备过程中,对粉体进行多次分散处理,可以避免粉体颗粒产生较大的团聚,以保证烧结后最终产品具有较好的力学性能。
附图说明
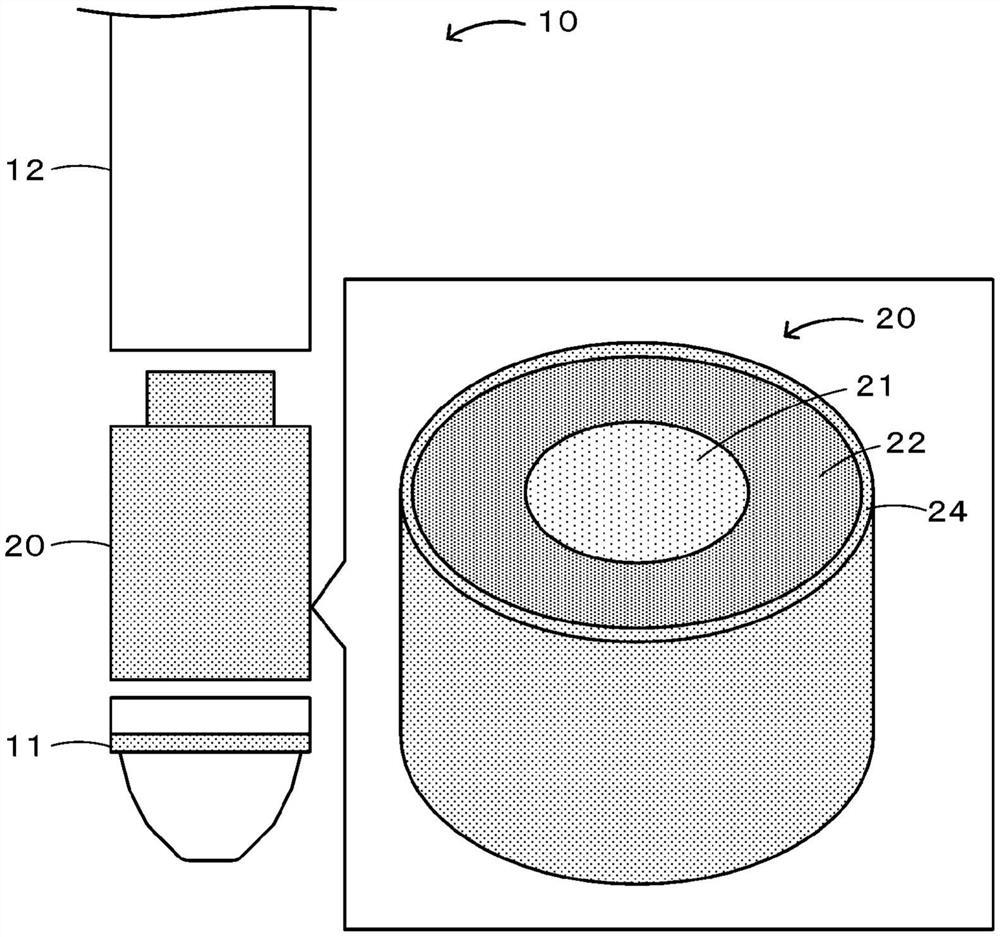
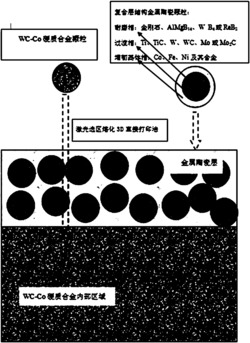
图1是WC-Co与CBN-Co梯度复合刀具材料的结构示意图;
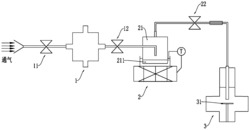
图2是化学镀金属Co所用装置的结构示意图;
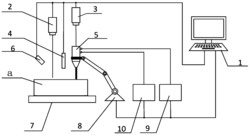
图3是梯度复合刀具材料的放电等离子烧结过程示意图;
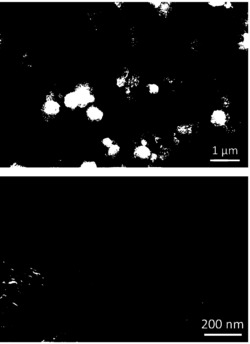
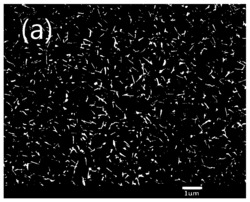
图4是是WC-Co粉体的TEM图;
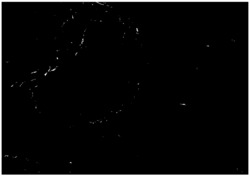
图5是CBN-Co粉体的TEM图;
图中标记:1、超声波振荡器,2、水槽,3、烧杯,4、搅拌器。
具体实施方式
下面结合附图,通过具体的实施方式对本发明的技术方案作进一步的说明。
以下实施例1~3是对WC-Co与CBN-Co梯度复合刀具材料的进一步的说明。
实施例1
一种WC-Co与CBN-Co梯度复合刀具材料,如图1所示,该材料为经烧结得到的5层结构,依次为基体层、连接层、第一过渡层、第二过渡层和外耐磨层,每一层占材料总质量的比例分别为55%、7.5%、10%、12.5%和15%,所述基体层为WC-Co;连接层、第一过渡层、第二过渡层和外耐磨层均为WC-Co 和CBN-Co的混合物,其中,在连接层中,WC-Co占该层的质量分数为95%、CBN-Co占该层的质量分数为5%;在第一过渡层中,WC-Co占该层的质量分数为90%、CBN-Co占该层的质量分数为10%;在第二过渡层中,WC-Co占该层的质量分数为85%、CBN-Co占该层的质量分数为15%;在外耐磨层中,WC-Co占该层的质量分数为80%、CBN-Co占该层的质量分数为20%。
实施例2
在实施例1的基础上,在连接层中,WC-Co占该层的质量分数为93%、CBN-Co占该层的质量分数为7%;在第一过渡层中,WC-Co占该层的质量分数为88%、CBN-Co占该层的质量分数为12%;在第二过渡层中,WC-Co占该层的质量分数为83%、CBN-Co占该层的质量分数为17%;在外耐磨层中,WC-Co占该层的质量分数为78%、CBN-Co占该层的质量分数为22%。
实施例3
在实施例1的基础上,在连接层中,WC-Co占该层的质量分数为90%、CBN-Co占该层的质量分数为10%;在第一过渡层中,WC-Co占该层的质量分数为85%、CBN-Co占该层的质量分数为15%;在第二过渡层中,WC-Co占该层的质量分数为80%、CBN-Co占该层的质量分数为20%;在外耐磨层中,WC-Co占该层的质量分数为75%、CBN-Co占该层的质量分数为25%。
以下实施例4~6是制备实施例1的WC-Co与CBN-Co梯度复合刀具材料的制备方法。
实施例4
一种制备WC-Co与CBN-Co梯度复合刀具材料的方法,包括原料的选择、粉体的预处理、化学镀金属Co和放电等离子烧结,具体的步骤如下:
1、原料的选择
本方法采用的超细陶瓷粉体是:(a) WC粉体,纯度大于99.1%,平均粒径为400nm,无规则多角状颗粒,理论密度为14.83g/cm3;(b) CBN粉体,纯度大于99.0%,平均粒径500nm。
2、预处理
化学镀必须在具有催化活性的表面才能发生,而WC和CBN粉体表面不具有这种催化活性,所以必须对其进行表面预处理,在其表面沉积一层具有催化性能的贵金属才能使得化学镀能够顺利进行。预处理一般包括以下几个步骤:粗化、敏化、活化、烘干;超细粉体的预处理对施镀过程有很大的影响,尤其是敏化、活化过程。
在本发明中,采用敏化活化一步法对陶瓷粉体进行处理,以缩短预处理时间。
2.1粗化处理
分别对上述原料粉体进行粗化处理。粗化的目的是使粉体颗粒表面形成无数的微小凹面,增加吸附表面力大,使贵金属离子吸附在该处,便于还原过程的进行。
粗化过程:
(a) 将待预处理WC和CBN粉体分别加入粗化液中,在室温下超声波震荡30分钟;
(b) 静置至粉体沉降后,取出粉体,再用去离子水清洗粉体三次。
粗化后的粉体沉降比较快,大约半小时左右就能沉降完全,由于粗化液含有氢氟酸,必须在塑料容器中进行。
粗化处理所用的粗化液组成为:20ml/l的氢氟酸和2 g/l的氟化铵;以配置100ml粗化液为例,其配制方法为:将0.2g氟化铵溶于50ml去离子水中,然后在完全溶解的氟化铵中加入2ml浓度约40%的氢氟酸,搅拌均匀后定容至100ml。
2.2敏化活化处理
敏化处理使经粗化处理后的陶瓷颗粒表面吸附一层具有还原能力的胶体物质,在随后的活化处理时,这些物质使活化剂被还原形成催化晶核,以后的化学镀可以在这些表面进行。
本发明使用敏化活化一步法,并辅以超声波对粉体进行分散。
敏化活化过程:在室温下,将粗化过的WC和CBN粉体分别加入敏化活化液中,超声波震荡反应30分钟,然后静置至粉体沉降后,将粉体从敏化活化液中取出,用去离子水清洗3次,并用离心机分离出粉体。
所用敏化活化液的组成为:0.5 g/l的氯化钯、30 g/l的氯化亚锡、160 g/l的氯化钠和60ml/l的盐酸;以配置500ml敏化活化液为例,其配制方法为:
(a) 称取0.25g的氯化钯加入30ml浓盐酸(浓度为37%)中搅拌溶解,完全溶解后变为橙红色透明溶液,再加入去离子水直至50ml,即得到溶液a;
(b) 称取80g的氯化钠溶于250ml去离子水中,得到溶液b;
(c) 将溶液a与溶液b混和,搅拌均匀,得到溶液c;
(d) 称取15g的氯化亚锡溶于150ml的去离子水中,得到白色的溶液d;
(e) 把溶液d边搅拌边加入溶液c中,得到深绿色溶液e;
(f) 加入去离子水定容至500ml,即得到深绿色的敏化活化液。
2.3烘干
使用101A-1型干燥箱(加热功率3kw)对敏化活化后的WC和CBN粉体进行烘干,温度为80oC。
3、化学镀金属Co
利用化学镀的方法,在图2所示的装置中分别对经预处理的WC和CBN粉体表面镀一层Co金属。
所用的镀液组成为:以15 g/l的硫酸钴为主盐、50 g/l的柠檬酸三钠为络合剂、20 g/l的次亚磷酸钠为还原剂、25 g/l硼酸为缓冲剂;以配置500ml镀液为例,其配制方法如下:
(a)用去离子水溶解主盐,得到溶液a;
(b) 用去离子水溶解柠檬酸三钠,得到澄清溶液b;
(c) 将溶液a加入溶液b中,搅拌混合溶液,得到主盐络合溶液c;
(d) 常温下,用去离子水溶解次亚磷酸钠,搅拌均匀,得到溶液d;
(e) 将溶液d加入溶液c中,边加边搅拌,得到溶液e;
(f) 用去离子水溶解硼酸,搅拌均匀,得到澄清溶液f;
(g) 将溶液f加入e中,边加边搅拌,得到镀液;
(h) 用氢氧化钠调整PH为8,然后加水用容量瓶定容。
如图2所示,进行化学镀的反应容器烧杯置于超声波振荡器的水槽中,并设有搅拌器;在施镀之前,将待镀的粉体用磁力搅拌装置进行10min的搅拌预分散,以确保粉体中没有大颗粒存在,提高超声波分散和辅助增强作用;然后称取一定量预分散后的待镀的粉体置于烧杯中,再量取一定量配制好的镀液倒入烧杯中,然后将烧杯置于图2所示的装置中进行包覆。工作时,开动搅拌器搅拌,使粉体颗粒悬浮在镀液中,并保证镀液浓度均匀,保持反应温度小于70℃。
化学镀反应开始后,镀液中将产生大量气泡(这也是实验中观察反应进行的标准),反应进行一段时间后,随镀液中气泡的消失,反应停止。静置后,包覆了金属Co的WC-Co粉体和CBN-Co粉体沉积到烧杯底部,镀液颜色变浅。
4、粉体的后处理
化学镀获得的WC-Co粉体、CBN-Co粉体沉积于容器底部,用离心机分离镀液和WC-Co粉体以及CBN-Co粉体后,用去离子水清洗WC-Co粉体和CBN-Co粉体3-4次,直到清洗去离子水呈透明,方可将清洗干净的WC-Co粉体和CBN-Co粉体置于101A-1型干燥箱进行烘干,避免残余镀液成分对粉体的影响,烘干后的WC-Co粉体和CBN-Co粉体即可用于随后的制备应用。
5、混合粉体的配制
如图1所示,梯度复合刀具材料中基体层为WC-Co,连接层、第一过渡层、第二过渡层以及外耐磨层均为WC-Co和CBN-Co的混合粉体,由于WC-Co粉体经前述步骤已经得到,因此,下面主要对每一层所用的WC-Co和CBN-Co的混合粉体进行配制。
(1)连接层中95%WC-Co和5%CBN-Co混合粉体的配制
按照WC-Co的质量百分比为95%、CBN-Co的质量百分比为5%分别取经化学镀所得的WC-Co粉体和CBN-Co粉体,倒入装有去离子水的容器中,混匀得到混合物A,去离子水的质量为WC-Co粉体和CBN-Co粉体总质量的7~8倍;对混合物A进行超声搅拌,超声波为120-170Hz,搅拌速率为180~220r/min,并保持混合物A的温度为105℃;超声搅拌35min后,按照聚乙二醇和混合物A的质量比为1:80,取聚乙二醇加入到混合物A中,继续超声搅拌15~20min,得到混合物B;将所得混合物B在140~160℃条件下真空干燥24~25h,过筛,得到95%WC-Co和5%CBN-Co的混合粉体。
(2)第一过渡层中90%WC-Co和10%CBN-Co混合粉体的配制
按照WC-Co的质量百分比为90%、CBN-Co的质量百分比为10%分别取经化学镀所得的WC-Co粉体和CBN-Co粉体,倒入装有去离子水的容器中,混匀得到混合物C,去离子水的质量为WC-Co粉体和CBN-Co粉体总质量的7~8倍;对混合物C进行超声搅拌,超声波为120-170Hz,搅拌速率为180~220r/min,并保持混合物C的温度为105℃;超声搅拌35min后,按照聚乙二醇和混合物C的质量比为1:80,取聚乙二醇加入到混合物C中,继续超声搅拌15~20min,得到混合物D;将所得混合物D在140~160℃条件下真空干燥24~25h,过筛,得到90%WC-Co和10%CBN-Co的混合粉体。
(3)第二过渡层中85%WC-Co和15%CBN-Co混合粉体的配制
按照WC-Co的质量百分比为85%、CBN-Co的质量百分比为15%分别取经化学镀所得的WC-Co粉体和CBN-Co粉体,倒入装有去离子水的容器中,混匀得到混合物E,去离子水的质量为WC-Co粉体和CBN-Co粉体总质量的7~8倍;对混合物E进行超声搅拌,超声波为120-170Hz,搅拌速率为180~220r/min,并保持混合物E的温度为105℃;超声搅拌35min后,按照聚乙二醇和混合物E的质量比为1:80,取聚乙二醇加入到混合物E中,继续超声搅拌15~20min,得到混合物F;将所得混合物F在140~160℃条件下真空干燥24~25h,过筛,得到85%WC-Co和15%CBN-Co的混合粉体。
(4)外耐磨层中80%WC-Co和20%CBN-Co混合粉体的配制
按照WC-Co的质量百分比为80%、CBN-Co的质量百分比为20%分别取经化学镀所得的WC-Co粉体和CBN-Co粉体,倒入装有去离子水的容器中,混匀得到混合物G,去离子水的质量为WC-Co粉体和CBN-Co粉体总质量的7~8倍;对混合物G进行超声搅拌,超声波为120-170Hz,搅拌速率为180~220r/min,并保持混合物G的温度为105℃;超声搅拌35min后,按照聚乙二醇和混合物G的质量比为1:80,取聚乙二醇加入到混合物G中,继续超声搅拌15~20min,得到混合物F;将所得混合物H在140~160℃条件下真空干燥24~25h,过筛,得到80%WC-Co和20%CBN-Co的混合粉体。
6、放电等离子烧结
将上述所得的WC-Co粉体、95%WC-Co和5%CBN-Co混合粉体、90%WC-Co和10%CBN-Co混合粉体、85%WC-Co和15%CBN-Co混合粉体和80%WC-Co和10%CBN-Co混合粉体,按照图1所示的材料顺序(即按照基体层、连接层、第一过渡层、第二过渡层和外耐磨层的顺序)分别装入石墨模具,置于真空环境中,然后均匀加压进行放电等离子烧结;烧结时,从室温上升至1800℃的过程中,环境压力平稳均匀的加至50MPa,之后在温度为1800℃、压力50MPa条件下保温30~40min,然后断电自然冷却至室温,即得到WC-Co与CBN-Co梯度复合刀具材料。
图3是WC-Co与CBN-Co梯度复合刀具材料的放电等离子烧结过程中,在颗粒接触处产生放电现象的示意图。由于Co是导电粉体,通过施加电场,包覆的Co接触部位会发生放电现象,产生局部高温,促使Co金属熔化,在大压力的同时作用下,熔融的钴填充到陶瓷颗粒的间隙中,形成致密的梯度刀具复合材料。
实施例5
在实施例4的基础上,化学镀所用镀液组成为:以40g/l的硫酸钴为主盐、50 g/l的柠檬酸三钠为络合剂、60 g/l的次亚磷酸钠为还原剂、25 g/l硼酸为缓冲剂;以配置500ml镀液为例,其配制方法如下:
(a)用去离子水溶解主盐,得到溶液a;
(b) 用去离子水溶解柠檬酸三钠,得到澄清溶液b;
(c) 将溶液a加入溶液b中,搅拌混合溶液,得到主盐络合溶液c;
(d) 常温下,用去离子水溶解次亚磷酸钠,搅拌均匀,得到溶液d;
(e) 将溶液d加入溶液c中,边加边搅拌,得到溶液e;
(f) 用去离子水溶解硼酸,搅拌均匀,得到澄清溶液f;
(g) 将溶液f加入e中,边加边搅拌,得到镀液;
(h) 用氢氧化钠调整PH为11,然后加水用容量瓶定容。
其余步骤的操作方法与实施例1相同。
实施例6
在实施例4的基础上,化学镀所用镀液组成为:以25g/l的硫酸钴为主盐、50 g/l的柠檬酸三钠为络合剂、40 g/l的次亚磷酸钠为还原剂、25 g/l硼酸为缓冲剂;以配置500ml镀液为例,其配制方法如下:
(a)用去离子水溶解主盐,得到溶液a;
(b) 用去离子水溶解柠檬酸三钠,得到澄清溶液b;
(c) 将溶液a加入溶液b中,搅拌混合溶液,得到主盐络合溶液c;
(d) 常温下,用去离子水溶解次亚磷酸钠,搅拌均匀,得到溶液d;
(e) 将溶液d加入溶液c中,边加边搅拌,得到溶液e;
(f) 用去离子水溶解硼酸,搅拌均匀,得到澄清溶液f;
(g) 将溶液f加入e中,边加边搅拌,得到镀液;
(h) 用氢氧化钠调整PH为9,然后加水用容量瓶定容。
其余步骤的操作方法与实施例1相同。
在本发明所述的制备方法中,需要注意:
(1)敏化活化处理后的陶瓷粉体沉降速度很慢,在活化液中沉降4-5小时才能沉降完全;在加入去离子水清洗时,沉降速度明显降低,甚至很难完全沉降,清洗后沉降要达到15小时以上;第二次、第三次清洗甚至要24小时以上都难以完全沉降。这可能是由于敏化活化后的纳米粉体表面吸附了大量的带电离子,使得颗粒之间有一定的排斥作用,提高了陶瓷粉体的分散性,导致沉降变慢,因此需要使用离心机分离粉体。
(2)预处理后的粉体外观与处理前相比变化不大,尺度相当,但经过预处理的粉体的分散性较好。该结果与预处理过程中所观察到的现象是一致的,可以认为预处理过程不仅对粉体进行了活化,而且起到了理想的分散效果。
(3)由于超声波施加过程中会发热,使得水槽中的水升温,为了将反应温度控制在一定范围之内,须循环水冷却,温度过高(70 oC以上)会对超声波发生器造成损坏,且会降低镀液稳定性,发生自分解,产生游离的金属单质。
一种WC-Co与CBN-Co梯度复合刀具材料及制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。












动态评分
0.0