








专利摘要
本发明公开了一种点胶机,其点胶机机架上端部螺装固定支撑板,固定支撑板上表面装设板件输送定位组件,板件输送定位组件上端侧装设自动点胶组件;自动点胶组件包括固定安装架、X轴驱动线性模组、X轴活动架、Y轴驱动线性模组、Y轴活动架、Z轴驱动线性模组、Z轴活动架、自动点胶头、相机安装架、CCD工业相机。通过上述结构设计,本发明具有结构设计新颖、自动化程度高、工作效率高的优点。
权利要求
1.一种点胶机,其特征在于:包括有点胶机机架(1),点胶机机架(1)的上端部螺装有呈水平横向布置的固定支撑板(11),固定支撑板(11)的上表面装设有板件输送定位组件,板件输送定位组件的上端侧装设有自动点胶组件(3);
自动点胶组件(3)包括有螺装于固定支撑板(11)上表面且位于板件输送定位组件旁侧的固定安装架(31),固定安装架(31)的上端部于板件输送定位组件上端侧装设有沿着前后方向水平动作的X轴驱动线性模组(321),X轴驱动线性模组(321)的驱动端装设有X轴活动架(322),X轴活动架(322)装设有沿着左右方向水平动作的Y轴驱动线性模组(331),Y轴驱动线性模组(331)的驱动端装设有Y轴活动架(332),Y轴活动架(332)装设有上下动作的Z轴驱动线性模组(341),Z轴驱动线性模组(341)的驱动端装设有Z轴活动架(342),Z轴活动架(342)装设有自动点胶头(35),Y轴活动架(332)于Z轴驱动线性模组(341)的旁侧装设有相机安装架(361),相机安装架(361)装设有CCD工业相机(362);
板件输送定位组件包括有分别螺装于固定支撑板(11)上表面的左侧固定座(211)、右侧固定座(212),左侧固定座(211)位于右侧固定座(212)的左端侧且左侧固定座(211)与右侧固定座(212)正对间隔布置,左侧固定座(211)与右侧固定座(212)之间可相对左右活动地装设有分别呈竖向布置且分别沿着前后方向水平延伸的第一竖板(221)、第二竖板(222)、第三竖板(223),第一竖板(221)、第二竖板(222)、第三竖板(223)从左至右依次间隔布置,右侧固定座(212)的上端部螺装有呈竖向布置且沿着前后方向水平延伸的第四竖板(224);左侧固定座(211)与右侧固定座(212)之间装设有两个前后间隔布置的第一驱动丝杆(231)、两个前后间隔布置的第二驱动丝杆(232)、两个前后间隔布置的第三驱动丝杆(233),各第一驱动丝杆(231)、各第二驱动丝杆(232)、各第三驱动丝杆(233)的左端部、右端部分别通过轴承安装于相应侧的左侧固定座(211)、右侧固定座(212),第一竖板(221)对应各第一驱动丝杆(231)分别螺装有第一丝杆螺母(241),各第一丝杆螺母(241)分别与相应的第一驱动丝杆(231)相配合;第二竖板(222)对应各第二驱动丝杆(232)分别螺装有第二丝杆螺母(242),各第二丝杆螺母(242)分别与相应的第二驱动丝杆(232)相配合;第三竖板(223)对应各第三驱动丝杆(233)分别螺装有第三丝杆螺母(243),各第三丝杆螺母(243)分别与相应的第三驱动丝杆(233)相配合;左侧固定座(211)螺装有第一驱动电机(251)、第二驱动电机(252)、第三驱动电机(253),第一驱动电机(251)的动力输出轴通过同步带传动机构与各第一驱动丝杆(231)驱动连接,第二驱动电机(252)的动力输出轴通过同步带传动机构与各第二驱动丝杆(232)驱动连接,第三驱动电机(253)的动力输出轴通过同步带传动机构与各第三驱动丝杆(233)驱动连接;
第一竖板(221)右侧面的上端边缘部螺装有沿着前后方向水平延伸的第一定位条(261),第一竖板(221)右侧面于第一定位条(261)的下端侧装设有第一皮带输送线(271),第二竖板(222)左侧面的上端边缘部螺装有沿着前后方向水平延伸的第二定位条(262),第二竖板(222)左侧面于第二定位条(262)的下端侧装设有第二皮带输送线(272),第一定位条(261)与第二定位条(262)左右水平对齐布置,第一皮带输送线(271)与第二皮带输送线(272)左右水平对齐布置且同步动作;第三竖板(223)右侧面的上端边缘部螺装有沿着前后方向水平延伸的第三定位条(263),第三竖板(223)右侧面于第三定位条(263)的下端侧装设有第三皮带输送线(273),第四竖板(224)左侧面的上端边缘部螺装有沿着前后方向水平延伸的第四定位条(264),第四竖板(224)左侧面于第四定位条(264)的下端侧装设有第四皮带输送线(274),第三定位条(263)与第四定位条(264)左右水平对齐布置,第三皮带输送线(273)与第四皮带输送线(274)左右水平对齐布置且同步动作;
第一竖板(221)与第二竖板(222)之间装设有左侧板件顶升机构(281),第三竖板(223)与第四竖板(224)之间装设有右侧板件顶升机构(282);
所述左侧固定座(211)与所述右侧固定座(212)之间装设有分别沿着左右方向水平延伸的第一传动轴(291)、第二传动轴(292),第一传动轴(291)、第二传动轴(292)的左端部、右端部分别通过轴承安装于相应侧的左侧固定座(211)、右侧固定座(212),左侧固定座(211)还装设有第四驱动电机(254)、第五驱动电机(255),第四驱动电机(254)的动力输出轴通过同步带传动机构与第一传动轴(291)驱动连接,第五驱动电机(255)的动力输出轴通过同步带传动机构与第二传动轴(292)驱动连接;所述第一皮带输送线(271)的主动皮带轮、所述第二皮带输送线(272)的主动皮带轮分别套装于第一传动轴(291)外围,且第一皮带输送线(271)的主动皮带轮、第二皮带输送线(272)的主动皮带轮分别随着第一传动轴(291)同步转动;所述第三皮带输送线(273)的主动皮带轮、所述第四皮带输送线(274)的主动皮带轮分别套装于第二传动轴(292)外围,且第三皮带输送线(273)的主动皮带轮、第四皮带输送线(274)的主动皮带轮分别随着第二传动轴(292)同步转动;
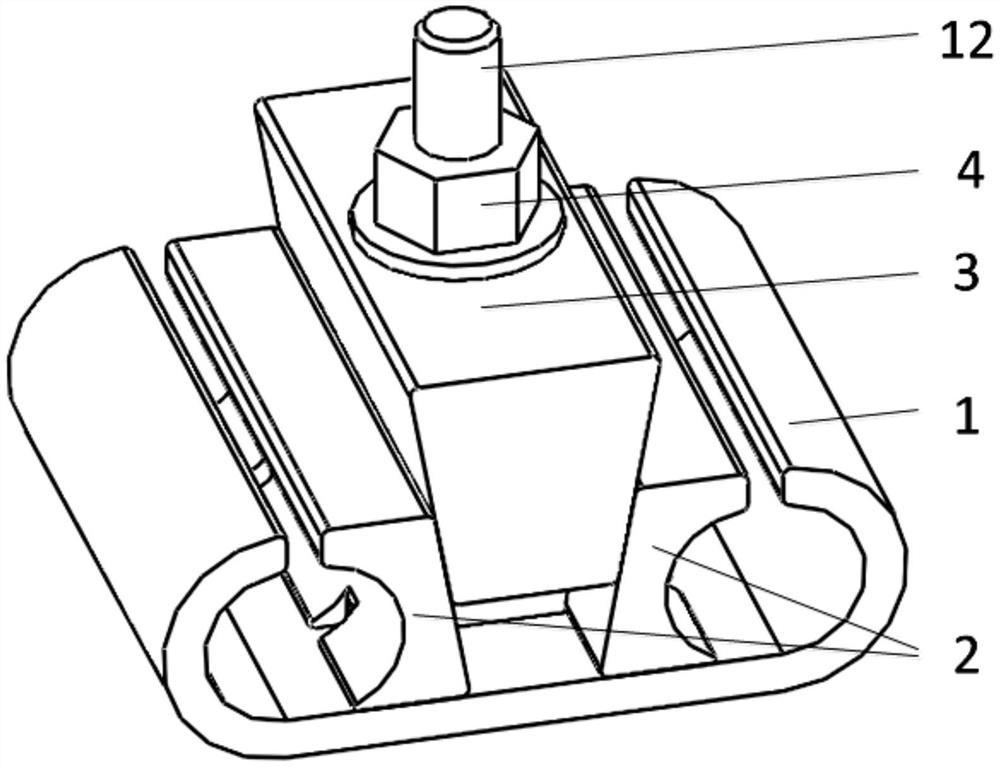
所述左侧板件顶升机构(281)、所述右侧板件顶升机构(282)分别包括有可左右移动调节地装设于所述固定支撑板(11)的顶升驱动气缸(283),各顶升驱动气缸(283)的活塞杆外延端部分别装设有呈水平横向布置且沿着左右方向延伸的活动顶升板(284),活动顶升板(284)上表面的左端边缘部螺装有左侧顶升块(2851),活动顶升板(284)上表面的右端边缘部螺装有右侧顶升块(2852),左侧顶升块(2851)与右侧顶升块(2852)左右正对且间隔布置;
所述固定支撑板(11)的上表面螺装有沿着左右方向水平延伸的导轨(2101),所述第一竖板(221)、所述第二竖板(222)、所述第三竖板(223)的下端部对应导轨(2101)分别螺装有滑块(2102),各滑块(2102)分别与导轨(2101)相配合;
工作时,第一竖板(221)与第二竖板(222)之间作为一个输送工位,第三竖板(223)与第四竖板(224)之间作为另一个输送工位,上述两个输送工位交替进行板件输送定位作业;
在第一竖板(221)与第二竖板(222)之间输送定位板件时,工作人员先将板件放置于第一竖板(221)与第二竖板(222)之间,并使得板件的左端部边缘部位于第一皮带输送线(271)与第一定位条(261)之间以及板件的右端边缘部位于第二皮带输送线(272)与第二定位条(262)之间,第一皮带输送线(271)、第二皮带输送线(272)在第四驱动电机(254)的驱动作用下而动作,第一皮带输送线(271)与第二皮带输送线(272)相配合并将板件移送至左侧板件顶升机构(281)的正上方;待板件移送至左侧板件顶升机构(281)正上方时,第四驱动电机(254)停止动作,左侧板件顶升机构(281)的顶升驱动气缸(283)动作并朝上顶推活动顶升板(284),活动顶升板(284)带动左侧顶升块(2851)、右侧顶升块(2852)同步朝上移动,板件在左侧顶升块(2851)、右侧顶升块(2852)的顶升作用下而被抬起,此时板件的左端边缘部卡紧于左侧顶升块(2851)与左侧定位条之间且板件的右端边缘部卡紧于右侧顶升块(2852)与右侧定位条之间,进而使得板件定位固定于点胶位置;待板件点胶完成后,左侧板件顶升机构(281)的顶升驱动气缸(283)驱动活动顶升板(284)下移并使得已点胶后的板件重新落入至第一皮带输送线(271)、第二皮带输送线(272)上,而后第四驱动电机(254)再次启动并将已点胶后的板件送出;
在第三竖板(223)与第四竖板(224)之间输送定位板件时,工作人员先将板件放置于第三竖板(223)与第四竖板(224)之间,并使得板件的左端部边缘部位于第三皮带输送线(273)与第三定位条(263)之间以及板件的右端边缘部位于第四皮带输送线(274)与第四定位条(264)之间,第三皮带输送线(273)、第四皮带输送线(274)在第五驱动电机(255)的驱动作用下而动作,第三皮带输送线(273)与第四皮带输送线(274)相配合并将板件移送至右侧板件顶升机构(282)的正上方;待板件移送至右侧板件顶升机构(282)正上方时,第五驱动电机(255)停止动作,右侧板件顶升机构(282)的顶升驱动气缸(283)动作并朝上顶推活动顶升板(284),活动顶升板(284)带动左侧顶升块(2851)、右侧顶升块(2852)同步朝上移动,板件在左侧顶升块(2851)、右侧顶升块(2852)的顶升作用下而被抬起,此时板件的左端边缘部卡紧于左侧顶升块(2851)与左侧定位条之间且板件的右端边缘部卡紧于右侧顶升块(2852)与右侧定位条之间,进而使得板件定位固定于点胶位置;待板件点胶完成后,右侧板件顶升机构(282)的顶升驱动气缸(283)驱动活动顶升板(284)下移并使得已点胶后的板件重新落入至第三皮带输送线(273)、第四皮带输送线(274)上,而后第五驱动电机(255)再次启动并将已点胶后的板件送出。
说明书
技术领域
本发明涉及自动化设备技术领域,尤其涉及一种点胶机。
背景技术
对于PCBA板件而言,其某些位置需要进行点胶加工。在现有技术中,一般通过人工点胶的方式来实现点胶作业,即人工操作点胶头来将胶水点滴于相应的点胶位置。
对于上述人工点胶方式而言,其存在自动化程度低、工作效率低,且人工成本高的优点。
发明内容
本发明的目的在于针对现有技术的不足而提供一种点胶机,该点胶机结构设计新颖、自动化程度高、工作效率高。
为达到上述目的,本发明通过以下技术方案来实现。
一种点胶机,包括有点胶机机架,点胶机机架的上端部螺装有呈水平横向布置的固定支撑板,固定支撑板的上表面装设有板件输送定位组件,板件输送定位组件的上端侧装设有自动点胶组件;
自动点胶组件包括有螺装于固定支撑板上表面且位于板件输送定位组件旁侧的固定安装架,固定安装架的上端部于板件输送定位组件上端侧装设有沿着前后方向水平动作的X轴驱动线性模组,X轴驱动线性模组的驱动端装设有X轴活动架,X轴活动架装设有沿着左右方向水平动作的Y轴驱动线性模组,Y轴驱动线性模组的驱动端装设有Y轴活动架,Y轴活动架装设有上下动作的Z轴驱动线性模组,Z轴驱动线性模组的驱动端装设有Z轴活动架,Z轴活动架装设有自动点胶头,Y轴活动架于Z轴驱动线性模组的旁侧装设有相机安装架,相机安装架装设有CCD工业相机;
板件输送定位组件包括有分别螺装于固定支撑板上表面的左侧固定座、右侧固定座,左侧固定座位于右侧固定座的左端侧且左侧固定座与右侧固定座正对间隔布置,左侧固定座与右侧固定座之间可相对左右活动地装设有分别呈竖向布置且分别沿着前后方向水平延伸的第一竖板、第二竖板、第三竖板,第一竖板、第二竖板、第三竖板从左至右依次间隔布置,右侧固定座的上端部螺装有呈竖向布置且沿着前后方向水平延伸的第四竖板;左侧固定座与右侧固定座之间装设有两个前后间隔布置的第一驱动丝杆、两个前后间隔布置的第二驱动丝杆、两个前后间隔布置的第三驱动丝杆,各第一驱动丝杆、各第二驱动丝杆、各第三驱动丝杆的左端部、右端部分别通过轴承安装于相应侧的左侧固定座、右侧固定座,第一竖板对应各第一驱动丝杆分别螺装有第一丝杆螺母,各第一丝杆螺母分别与相应的第一驱动丝杆相配合;第二竖板对应各第二驱动丝杆分别螺装有第二丝杆螺母,各第二丝杆螺母分别与相应的第二驱动丝杆相配合;第三竖板对应各第三驱动丝杆分别螺装有第三丝杆螺母,各第三丝杆螺母分别与相应的第三驱动丝杆相配合;左侧固定座螺装有第一驱动电机、第二驱动电机、第三驱动电机,第一驱动电机的动力输出轴通过同步带传动机构与各第一驱动丝杆驱动连接,第二驱动电机的动力输出轴通过同步带传动机构与各第二驱动丝杆驱动连接,第三驱动电机的动力输出轴通过同步带传动机构与各第三驱动丝杆驱动连接;
第一竖板右侧面的上端边缘部螺装有沿着前后方向水平延伸的第一定位条,第一竖板右侧面于第一定位条的下端侧装设有第一皮带输送线,第二竖板左侧面的上端边缘部螺装有沿着前后方向水平延伸的第二定位条,第二竖板左侧面于第二定位条的下端侧装设有第二皮带输送线,第一定位条与第二定位条左右水平对齐布置,第一皮带输送线与第二皮带输送线左右水平对齐布置且同步动作;第三竖板右侧面的上端边缘部螺装有沿着前后方向水平延伸的第三定位条,第三竖板右侧面于第三定位条的下端侧装设有第三皮带输送线,第四竖板左侧面的上端边缘部螺装有沿着前后方向水平延伸的第四定位条,第四竖板左侧面于第四定位条的下端侧装设有第四皮带输送线,第三定位条与第四定位条左右水平对齐布置,第三皮带输送线与第四皮带输送线左右水平对齐布置且同步动作;
第一竖板与第二竖板之间装设有左侧板件顶升机构,第三竖板与第四竖板之间装设有右侧板件顶升机构。
其中,所述左侧固定座与所述右侧固定座之间装设有分别沿着左右方向水平延伸的第一传动轴、第二传动轴,第一传动轴、第二传动轴的左端部、右端部分别通过轴承安装于相应侧的左侧固定座、右侧固定座,左侧固定座还装设有第四驱动电机、第五驱动电机,第四驱动电机的动力输出轴通过同步带传动机构与第一传动轴驱动连接,第五驱动电机的动力输出轴通过同步带传动机构与第二传动轴驱动连接;
所述第一皮带输送线的主动皮带轮、所述第二皮带输送线的主动皮带轮分别套装于第一传动轴外围,且第一皮带输送线的主动皮带轮、第二皮带输送线的主动皮带轮分别随着第一传动轴同步转动;所述第三皮带输送线的主动皮带轮、所述第四皮带输送线的主动皮带轮分别套装于第二传动轴外围,且第三皮带输送线的主动皮带轮、第四皮带输送线的主动皮带轮分别随着第二传动轴同步转动。
其中,所述左侧板件顶升机构、所述右侧板件顶升机构分别包括有可左右移动调节地装设于所述固定支撑板的顶升驱动气缸,各顶升驱动气缸的活塞杆外延端部分别装设有呈水平横向布置且沿着左右方向延伸的活动顶升板,活动顶升板上表面的左端边缘部螺装有左侧顶升块,活动顶升板上表面的右端边缘部螺装有右侧顶升块,左侧顶升块与右侧顶升块左右正对且间隔布置。
其中,所述固定支撑板的上表面螺装有沿着左右方向水平延伸的导轨,所述第一竖板、所述第二竖板、所述第三竖板的下端部对应导轨分别螺装有滑块,各滑块分别与导轨相配合。
本发明的有益效果为:本发明所述的一种点胶机,其包括有点胶机机架,点胶机机架的上端部螺装有呈水平横向布置的固定支撑板,固定支撑板的上表面装设有板件输送定位组件,板件输送定位组件的上端侧装设有自动点胶组件;自动点胶组件包括有螺装于固定支撑板上表面且位于板件输送定位组件旁侧的固定安装架,固定安装架的上端部于板件输送定位组件上端侧装设有沿着前后方向水平动作的X轴驱动线性模组,X轴驱动线性模组的驱动端装设有X轴活动架,X轴活动架装设有沿着左右方向水平动作的Y轴驱动线性模组,Y轴驱动线性模组的驱动端装设有Y轴活动架,Y轴活动架装设有上下动作的Z轴驱动线性模组,Z轴驱动线性模组的驱动端装设有Z轴活动架,Z轴活动架装设有自动点胶头,Y轴活动架于Z轴驱动线性模组的旁侧装设有相机安装架,相机安装架装设有CCD工业相机;板件输送定位组件包括有分别螺装于固定支撑板上表面的左侧固定座、右侧固定座,左侧固定座位于右侧固定座的左端侧且左侧固定座与右侧固定座正对间隔布置,左侧固定座与右侧固定座之间可相对左右活动地装设有分别呈竖向布置且分别沿着前后方向水平延伸的第一竖板、第二竖板、第三竖板,第一竖板、第二竖板、第三竖板从左至右依次间隔布置,右侧固定座的上端部螺装有呈竖向布置且沿着前后方向水平延伸的第四竖板;左侧固定座与右侧固定座之间装设有两个前后间隔布置的第一驱动丝杆、两个前后间隔布置的第二驱动丝杆、两个前后间隔布置的第三驱动丝杆,各第一驱动丝杆、各第二驱动丝杆、各第三驱动丝杆的左端部、右端部分别通过轴承安装于相应侧的左侧固定座、右侧固定座,第一竖板对应各第一驱动丝杆分别螺装有第一丝杆螺母,各第一丝杆螺母分别与相应的第一驱动丝杆相配合;第二竖板对应各第二驱动丝杆分别螺装有第二丝杆螺母,各第二丝杆螺母分别与相应的第二驱动丝杆相配合;第三竖板对应各第三驱动丝杆分别螺装有第三丝杆螺母,各第三丝杆螺母分别与相应的第三驱动丝杆相配合;左侧固定座螺装有第一驱动电机、第二驱动电机、第三驱动电机,第一驱动电机的动力输出轴通过同步带传动机构与各第一驱动丝杆驱动连接,第二驱动电机的动力输出轴通过同步带传动机构与各第二驱动丝杆驱动连接,第三驱动电机的动力输出轴通过同步带传动机构与各第三驱动丝杆驱动连接;第一竖板右侧面的上端边缘部螺装有沿着前后方向水平延伸的第一定位条,第一竖板右侧面于第一定位条的下端侧装设有第一皮带输送线,第二竖板左侧面的上端边缘部螺装有沿着前后方向水平延伸的第二定位条,第二竖板左侧面于第二定位条的下端侧装设有第二皮带输送线,第一定位条与第二定位条左右水平对齐布置,第一皮带输送线与第二皮带输送线左右水平对齐布置且同步动作;第三竖板右侧面的上端边缘部螺装有沿着前后方向水平延伸的第三定位条,第三竖板右侧面于第三定位条的下端侧装设有第三皮带输送线,第四竖板左侧面的上端边缘部螺装有沿着前后方向水平延伸的第四定位条,第四竖板左侧面于第四定位条的下端侧装设有第四皮带输送线,第三定位条与第四定位条左右水平对齐布置,第三皮带输送线与第四皮带输送线左右水平对齐布置且同步动作;第一竖板与第二竖板之间装设有左侧板件顶升机构,第三竖板与第四竖板之间装设有右侧板件顶升机构。通过上述结构设计,本发明具有结构设计新颖、自动化程度高、工作效率高的优点。
附图说明
下面利用附图来对本发明进行进一步的说明,但是附图中的实施例不构成对本发明的任何限制。
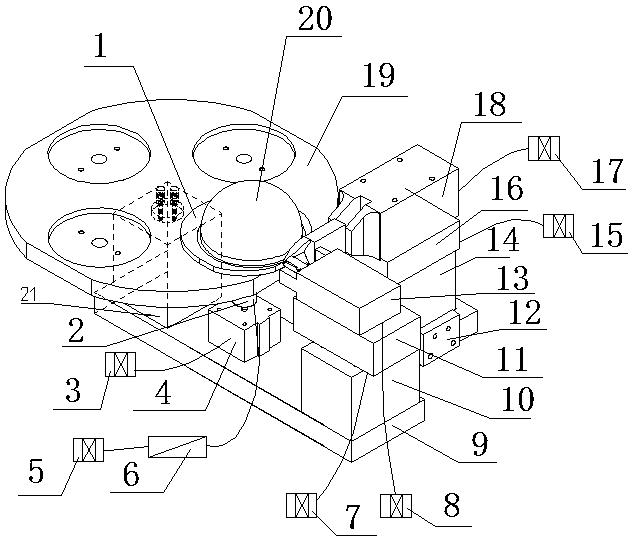
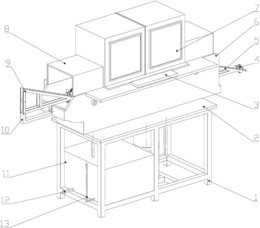
图1为本发明的结构示意图。
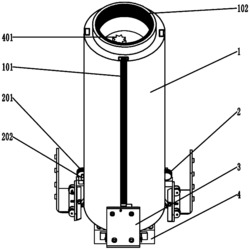
图2为图1的局部放大示意图。
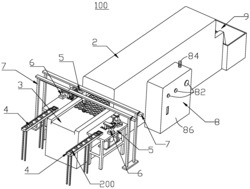
图3为本发明另一视角的结构示意图。
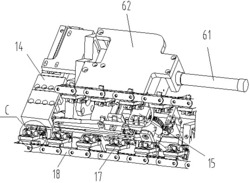
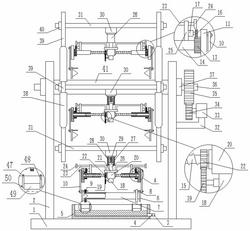
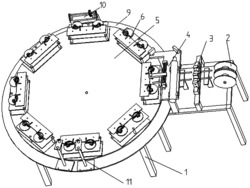
图4为本发明的板件定位输送组件的结构示意图。
图5为本发明的板件定位输送组件另一视角的结构示意图。
图6为本发明的板件定位输送组件又一视角的结构示意图。
在图1至图6中包括有:
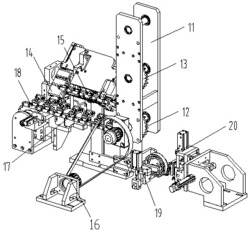
1——点胶机机架 11——固定支撑板
2——板件定位输送组件 211——左侧固定座
212——右侧固定座 221——第一竖板
222——第二竖板 223——第三竖板
224——第四竖板 231——第一驱动丝杆
232——第二驱动丝杆 233——第三驱动丝杆
241——第一丝杆螺母 242——第二丝杆螺母
243——第三丝杆螺母 251——第一驱动电机
252——第二驱动电机 253——第三驱动电机
254——第四驱动电机 255——第五驱动电机
261——第一定位条 262——第二定位条
263——第三定位条 264——第四定位条
271——第一皮带输送线 272——第二皮带输送线
273——第三皮带输送线 274——第四皮带输送线
281——左侧板件顶升机构 282——右侧板件顶升机构
283——顶升驱动气缸 284——活动顶升板
2851——左侧顶升块2852——右侧顶升块
291——第一传动轴 292——第二传动轴
2101——导轨2102——滑块
3——自动点胶组件 31——固定安装架
321——X轴驱动线性模组322——X轴活动架
331——Y轴驱动线性模组332——Y轴活动架
341——Z轴驱动线性模组342——Z轴活动架
35——自动点胶头361——相机安装架
362——CCD工业相机。
具体实施方式
下面结合具体的实施方式来对本发明进行说明。
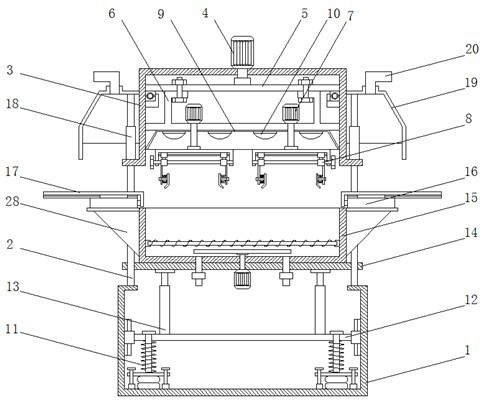
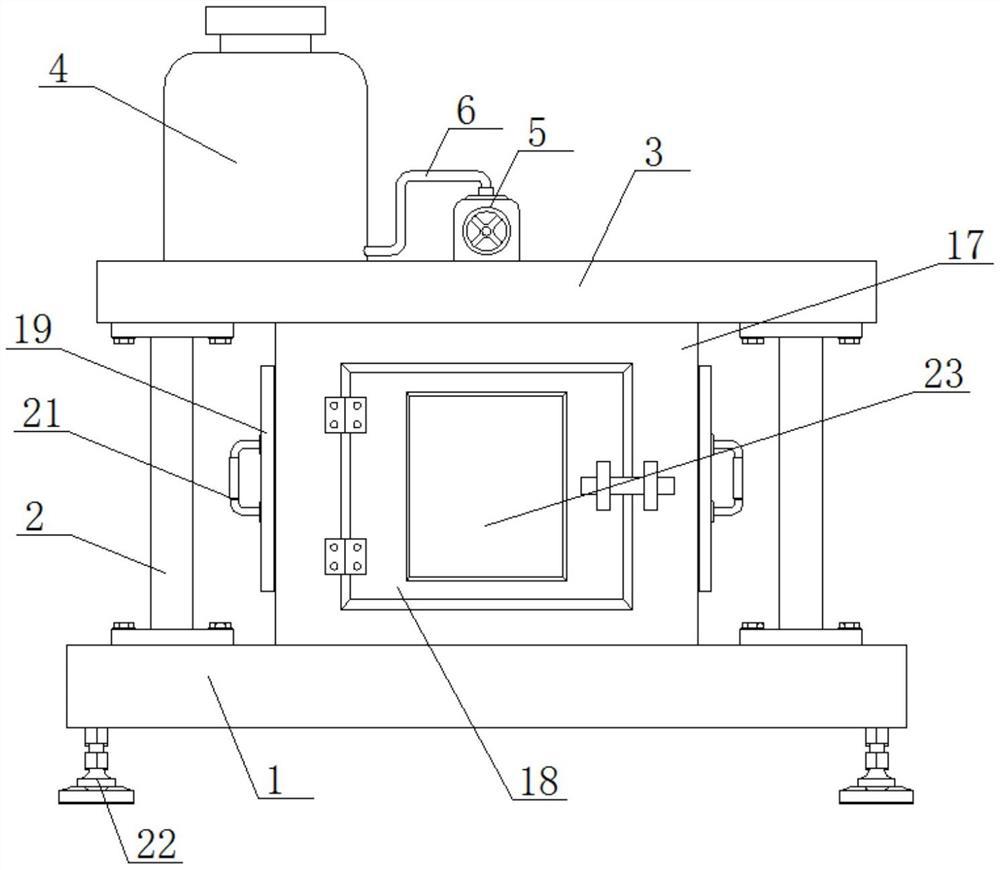
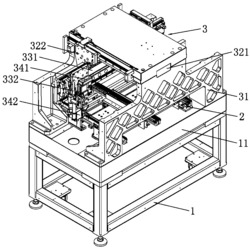
如图1至图6所示,一种点胶机,包括有点胶机机架1,点胶机机架1的上端部螺装有呈水平横向布置的固定支撑板11,固定支撑板11的上表面装设有板件输送定位组件,板件输送定位组件的上端侧装设有自动点胶组件3。
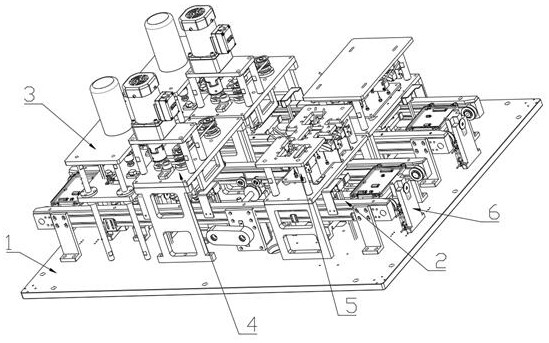
其中,自动点胶组件3包括有螺装于固定支撑板11上表面且位于板件输送定位组件旁侧的固定安装架31,固定安装架31的上端部于板件输送定位组件上端侧装设有沿着前后方向水平动作的X轴驱动线性模组321,X轴驱动线性模组321的驱动端装设有X轴活动架322,X轴活动架322装设有沿着左右方向水平动作的Y轴驱动线性模组331,Y轴驱动线性模组331的驱动端装设有Y轴活动架332,Y轴活动架332装设有上下动作的Z轴驱动线性模组341,Z轴驱动线性模组341的驱动端装设有Z轴活动架342,Z轴活动架342装设有自动点胶头35,Y轴活动架332于Z轴驱动线性模组341的旁侧装设有相机安装架361,相机安装架361装设有CCD工业相机362。
进一步的,板件输送定位组件包括有分别螺装于固定支撑板11上表面的左侧固定座211、右侧固定座212,左侧固定座211位于右侧固定座212的左端侧且左侧固定座211与右侧固定座212正对间隔布置,左侧固定座211与右侧固定座212之间可相对左右活动地装设有分别呈竖向布置且分别沿着前后方向水平延伸的第一竖板221、第二竖板222、第三竖板223,第一竖板221、第二竖板222、第三竖板223从左至右依次间隔布置,右侧固定座212的上端部螺装有呈竖向布置且沿着前后方向水平延伸的第四竖板224;左侧固定座211与右侧固定座212之间装设有两个前后间隔布置的第一驱动丝杆231、两个前后间隔布置的第二驱动丝杆232、两个前后间隔布置的第三驱动丝杆233,各第一驱动丝杆231、各第二驱动丝杆232、各第三驱动丝杆233的左端部、右端部分别通过轴承安装于相应侧的左侧固定座211、右侧固定座212,第一竖板221对应各第一驱动丝杆231分别螺装有第一丝杆螺母241,各第一丝杆螺母241分别与相应的第一驱动丝杆231相配合;第二竖板222对应各第二驱动丝杆232分别螺装有第二丝杆螺母242,各第二丝杆螺母242分别与相应的第二驱动丝杆232相配合;第三竖板223对应各第三驱动丝杆233分别螺装有第三丝杆螺母243,各第三丝杆螺母243分别与相应的第三驱动丝杆233相配合;左侧固定座211螺装有第一驱动电机251、第二驱动电机252、第三驱动电机253,第一驱动电机251的动力输出轴通过同步带传动机构与各第一驱动丝杆231驱动连接,第二驱动电机252的动力输出轴通过同步带传动机构与各第二驱动丝杆232驱动连接,第三驱动电机253的动力输出轴通过同步带传动机构与各第三驱动丝杆233驱动连接。
更进一步的,第一竖板221右侧面的上端边缘部螺装有沿着前后方向水平延伸的第一定位条261,第一竖板221右侧面于第一定位条261的下端侧装设有第一皮带输送线271,第二竖板222左侧面的上端边缘部螺装有沿着前后方向水平延伸的第二定位条262,第二竖板222左侧面于第二定位条262的下端侧装设有第二皮带输送线272,第一定位条261与第二定位条262左右水平对齐布置,第一皮带输送线271与第二皮带输送线272左右水平对齐布置且同步动作;第三竖板223右侧面的上端边缘部螺装有沿着前后方向水平延伸的第三定位条263,第三竖板223右侧面于第三定位条263的下端侧装设有第三皮带输送线273,第四竖板224左侧面的上端边缘部螺装有沿着前后方向水平延伸的第四定位条264,第四竖板224左侧面于第四定位条264的下端侧装设有第四皮带输送线274,第三定位条263与第四定位条264左右水平对齐布置,第三皮带输送线273与第四皮带输送线274左右水平对齐布置且同步动作。
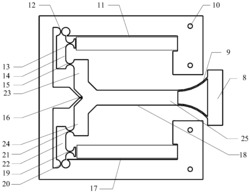
另外,第一竖板221与第二竖板222之间装设有左侧板件顶升机构281,第三竖板223与第四竖板224之间装设有右侧板件顶升机构282。需解释的是,左侧板件顶升机构281、右侧板件顶升机构282分别包括有可左右移动调节地装设于固定支撑板11的顶升驱动气缸283,各顶升驱动气缸283的活塞杆外延端部分别装设有呈水平横向布置且沿着左右方向延伸的活动顶升板284,活动顶升板284上表面的左端边缘部螺装有左侧顶升块2851,活动顶升板284上表面的右端边缘部螺装有右侧顶升块2852,左侧顶升块2851与右侧顶升块2852左右正对且间隔布置。
还有就是,左侧固定座211与右侧固定座212之间装设有分别沿着左右方向水平延伸的第一传动轴291、第二传动轴292,第一传动轴291、第二传动轴292的左端部、右端部分别通过轴承安装于相应侧的左侧固定座211、右侧固定座212,左侧固定座211还装设有第四驱动电机254、第五驱动电机255,第四驱动电机254的动力输出轴通过同步带传动机构与第一传动轴291驱动连接,第五驱动电机255的动力输出轴通过同步带传动机构与第二传动轴292驱动连接;
第一皮带输送线271的主动皮带轮、第二皮带输送线272的主动皮带轮分别套装于第一传动轴291外围,且第一皮带输送线271的主动皮带轮、第二皮带输送线272的主动皮带轮分别随着第一传动轴291同步转动;第三皮带输送线273的主动皮带轮、第四皮带输送线274的主动皮带轮分别套装于第二传动轴292外围,且第三皮带输送线273的主动皮带轮、第四皮带输送线274的主动皮带轮分别随着第二传动轴292同步转动。
为保证第一竖板221、第二竖板222、第三竖板223平稳可靠地左右移动,本发明采用下述导向结构设计,具体的:固定支撑板11的上表面螺装有沿着左右方向水平延伸的导轨2101,第一竖板221、第二竖板222、第三竖板223的下端部对应导轨2101分别螺装有滑块2102,各滑块2102分别与导轨2101相配合。
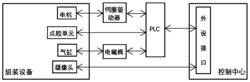
对于本发明的自动点胶组件3而言,当板件定位输送组件2将待点胶加工的板件输送至点胶位置时,X轴驱动线性模组321、Y轴驱动线性模组331相配合并驱动CCD工业相机362以及自动点胶头35水平移动,在此过程中,CCD工业相机362采集板件的图像数据并实时将图像数据发送至相应的计算机,计算机对图像数据进行处理分析并判断板件的点胶位置;待板件的点胶位置确定后,X轴驱动线性模组321、Y轴驱动线性模组331相配合并将自动点胶头35移送至点胶位置的正上方,而后Z轴驱动线性模组341驱动自动点胶头35下移并完成点胶动作。
对于本发明的板件定位输送组件2而言,在其工作过程中,工作人员先将板件放置于第一竖板221与第二竖板222之间,并使得板件的左端部边缘部位于第一皮带输送线271与第一定位条261之间以及板件的右端边缘部位于第二皮带输送线272与第二定位条262之间,第一皮带输送线271、第二皮带输送线272在第四驱动电机254的驱动作用下而动作,第一皮带输送线271与第二皮带输送线272相配合并将板件移送至左侧板件顶升机构281的正上方;待板件移送至左侧板件顶升机构281正上方时,第四驱动电机254停止动作,左侧板件顶升机构281的顶升驱动气缸283动作并朝上顶推活动顶升板284,活动顶升板284带动左侧顶升块2851、右侧顶升块2852同步朝上移动,板件在左侧顶升块2851、右侧顶升块2852的顶升作用下而被抬起,此时板件的左端边缘部卡紧于左侧顶升块2851与左侧定位条之间且板件的右端边缘部卡紧于右侧顶升块2852与右侧定位条之间,进而使得板件定位固定于点胶位置;待板件点胶完成后,左侧板件顶升机构281的顶升驱动气缸283驱动活动顶升板284下移并使得已点胶后的板件重新落入至第一皮带输送线271、第二皮带输送线272上,而后第四驱动电机254再次启动并将已点胶后的板件送出。
需指出的是,除了第一竖板221与第二竖板222之间可以输送定位板件外,第三竖板223与第四竖板224之间也可以输送定位板件,上述两个输送工位交替进行板件输送定位作业,进而提高点胶工作效率。在第三竖板223与第四竖板224之间输送定位板件时,工作人员先将板件放置于第三竖板223与第四竖板224之间,并使得板件的左端部边缘部位于第三皮带输送线273与第三定位条263之间以及板件的右端边缘部位于第四皮带输送线274与第四定位条264之间,第三皮带输送线273、第四皮带输送线274在第五驱动电机255的驱动作用下而动作,第三皮带输送线273与第四皮带输送线274相配合并将板件移送至右侧板件顶升机构282的正上方;待板件移送至右侧板件顶升机构282正上方时,第五驱动电机255停止动作,右侧板件顶升机构282的顶升驱动气缸283动作并朝上顶推活动顶升板284,活动顶升板284带动左侧顶升块2851、右侧顶升块2852同步朝上移动,板件在左侧顶升块2851、右侧顶升块2852的顶升作用下而被抬起,此时板件的左端边缘部卡紧于左侧顶升块2851与左侧定位条之间且板件的右端边缘部卡紧于右侧顶升块2852与右侧定位条之间,进而使得板件定位固定于点胶位置;待板件点胶完成后,右侧板件顶升机构282的顶升驱动气缸283驱动活动顶升板284下移并使得已点胶后的板件重新落入至第三皮带输送线273、第四皮带输送线274上,而后第五驱动电机255再次启动并将已点胶后的板件送出。
需强调的是,第一竖板221与第二竖板222之间的距离以及第三竖板223与第四竖板224之间的距离可以根据板件的尺寸进行适应性调节,在上述调节过程中,第一驱动电机251通过由第一驱动丝杆231与第一丝杆螺母241所组成的丝杆传动机构驱动第一竖板221左右移动,第二驱动电机252通过由第二驱动丝杆232与第二丝杆螺母242所组成的丝杆传动机构驱动第二竖板222左右移动,第三驱动电机253通过由第三驱动丝杆233与第三丝杆螺母243所组成的丝杆传动机构驱动第三竖板223左右移动。
综合上述情况可知,通过上述结构设计,本发明能够自动且高效地实现板件自动点胶作业,即本发明具有结构设计新颖、自动化程度高、工作效率高的优点。
以上内容仅为本发明的较佳实施例,对于本领域的普通技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本发明的限制。
一种点胶机专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。








动态评分
0.0