









专利摘要
本发明提出了一种纸模成型系统,包括打浆系统、成型系统和压模系统,所述打浆系统出料端连接成型系统入料端,所述成型系统出料端联通压模系统入料端,纸类在打浆系统中形成纸浆,流入成型系统的纸浆池内部,成型系统通过湿坯模具制得纸质的湿坯,通过传送带传至压模系统内,压模系统内的压模机将纸模压成要求硬度的成品。本发明通过三个系统的结合,将纸模制造形成流水线作业形式,提高纸模成型的质量和效率。科学环保,提高产能。
权利要求
1.纸模成型系统,其特征在于,包括打浆系统(1)、成型系统(2)和压模系统,所述打浆系统(1)出料端连接成型系统(2)入料端,所述成型系统(2)出料端联通压模系统入料端,所述打浆系统包括输送机(11),碎纸机(12),振动给料机(13),浸泡池(14)和打浆机(15),所述输送机(11)为倾斜式由下向上输送形式,其上部衔接所述碎纸机的进料箱(121),所述碎纸机的出料口衔接振动给料机(13),所述振动给料机(13)出口端衔接浸泡池(14)的入料口,所述振动给料机(13)的出料端对应浸泡池(14)的上开口,所述浸泡池出料口(143)衔接所述打浆机(15)的打浆进料口(153);所述成型系统包括一纸浆池(24),经过打浆系统(1)制得的纸浆通过通道流入纸浆池(24)内,纸浆池外部设有用于控制整体系统的第二控制箱(21),所述成型系统为湿胚成型转移系统,包括湿坯成型系统和转移系统,所述湿坯成型系统包括纸浆池(24),一成型装置(22)设于纸浆池(24)内部;所述转移系统包括第一转移装置(23)和第二转移装置(25),专利系统通过传递式转移的方法将成型装置(22)中得到的湿坯转移到指定位置,再通过人工或传送带传送至压模系统内;所述压模系统包括一压模机(3),湿坯原型放入压模机的模具槽中,通过压力完成纸模的压紧工序。
2.根据权利要求1所述的纸模成型系统,其特征在于,原料用纸通过传送机传递到碎纸机(12)的进料箱(121)后进入箱体(122)进行剪碎,由碎纸机(12)的出口端落入所述振动给料机(13)上部,经过震动落入浸泡池浸泡,所述浸泡池内部设有螺旋辊(142)对原料纸进行初步打浆处理,后经出料口(143)进入打浆机内进行精细化打浆,外部供电装置为整体系统供电。
3.根据权利要求1所述的纸模成型系统,其特征在于,所述第一转移装置包括一可通过铰链机构带动旋转的第一转动面板(234),所述第二转移装置(25)包括一可通过铰链机构带动往复移动或旋转的第二吸取装置(255),所述第一转动面板(234)下方固定有第一吸取装置(235),正常状态下,第一吸取装置(235)设于成型装置(22)正上方,所述成型装置(22)制得湿坯并上升,第一吸取装置(235)吸起湿坯并向第二转移装置(25)方向旋转90度角,与前伸并同样相向旋转90度角的第二吸取装置(255)插合,第二转移装置(25) 吸走湿坯,继而完成湿坯的转移和放置,所述第二控制箱(21)内部还设有吹气装置(212)和吸气装置(213),上述装置与转移系统内部联通,系统由第二控制箱(21)内部的第一主控箱(211)供电及控制。
4.根据权利要求1所述的纸模成型系统,其特征在于,所述压模机包括底座(39),固定台(32),所述固定台(32)设于底座(39)上方,两者之间设有四根导向支柱(33),一第二升降台(34)设于底座和固定台之间;所述第二升降台(34)套合在导向支柱(33)上通过气缸(31)带动上下移动。
5.根据权利要求4所述的纸模成型系统,其特征在于,所述底座(39)上部设有下模具(37),所述第二升降台(34)下部设有上模具(36),湿坯放入下模具(37)中经过上模具(36)下压完成压模成型,所述下模具内设有吸收水汽的吸气通道(373),所述压模机内还设有第二主控箱(38),所述第二主控箱内设有与机器本体联通的控制电路和吹吸气设备。
说明书
技术领域
本发明涉及纸类模具制造领域,特别是指一种纸模成型系统。
背景技术
在纸、塑料、金属、玻璃四大支柱包装材料中,纸制品的增长最快,纸的价格最便宜,既可回收再利用或作植物肥料,又可净化环境。在崇尚科学环保的现如今,纸类模具得到越来越多的人的追捧。相关的纸类模具制造厂也不断增多。但现有制造厂主要为小作坊模式,一个搅拌池,一个成型机就能完成纸类模具的制造。但是这种情况的产量很低,同时,其质量存在不稳定性。
在纸类模具的制造过程中,打浆是制造的最先步骤。工作人员将回收回的废纸或其他纸品经过处理制作成纸浆。一般的过程为剪碎,加水,再搅拌。这样的步骤形成的纸浆不够细化,容易出现大块的纸块。在制造模具时就容易出现凹凸,影响模具产品时就容易制造出劣质的产品。
此外,通过覆浆烘干,再人工收集湿坯。这种过程需要人工参与的比重很大,在人工费用如此高的今天,成为了成本居高不下的主要原因。此外,人工采集的摆放位置有差异,为了更好的为下一流程做准备,需要人工对湿坯进行整理和码齐。纸类模具本身就是一种低成本,大需求量的产品,厂家需要更高的效率,此外,在保证产品质量不降低的情况下,尽量减少人工参与度,节约成本。
纸模经过成型处理后,需要进行压实才能投放市场使用。现有技术中的压纸模机器具有很多问题。比如不能使内部材质更紧密的连接,增强硬度和韧性。为此,厂家研发出热压机,但是热压机也存在一些问题,比如受热不均匀,压实过程中,内部的湿气不能有效的排除,造成产品品质参差不齐等。
以上都是纸类模具生产中会遇到的问题,如何能高效,高质量,且大批量的完成纸类模具的制造,成为制造厂需要解决的问题。
发明内容
本发明提出一种纸模成型系统,解决了现有技术中小规模,不成流水线的问题。
本发明的技术方案是这样实现的:
纸模成型系统,包括打浆系统、成型系统和压模系统,所述打浆系统出料端连接成型系统入料端,所述成型系统出料端联通压模系统入料端,所述打浆系统包括输送机,碎纸机,振动给料机,浸泡池和打浆机,所述输送机为倾斜式由下向上输送形式,其上部衔接所述碎纸机的进料箱,所述碎纸机的出料口衔接振动给料机,所述振动给料机出口端衔接浸泡池的入料口,所述振动给料机的出料端对应浸泡池的上开口,所述浸泡池出料口衔接所述打浆机的打浆进料口;所述成型系统为湿胚成型转移系统,包括湿坯成型系统和转移系统,所述湿坯成型系统包括纸浆池,一成型装置设于纸浆池内部;所述转移系统包括第一转移装置和第二转移装置,专利系统通过传递式转移的方法将成型装置中得到的湿坯转移到指定位置,再通过人工或传送带传送至压模系统内;所述压模系统包括一压模机,湿坯原型放入压模机的模具槽中,通过压力完成纸模的压紧工序。
作为本发明的优选方案,原料用纸通过传送机传递到碎纸机的进料箱后进入箱体进行剪碎,由碎纸机的出口端落入所述振动给料机上部,经过震动落入浸泡池浸泡,所述浸泡池内部设有螺旋辊对原料纸进行初步打浆处理,后经出料口进入打浆机内进行精细化打浆,外部供电装置为整体系统供电。
作为本发明的优选方案,所述第一转移装置包括一可通过铰链机构带动旋转的第一转动面板,所述第二转移装置包括一可通过铰链机构带动往复移动或旋转的第二吸取装置,所述第一转动面板下方固定有第一吸取装置,正常状态下,第一吸取装置设于成型装置正上方,所述成型装置制得湿坯并上升,第一吸取装置吸起湿坯并向第二转移装置方向旋转90度角,与前伸并同样相向旋转90度角的第二吸取装置插合,第二转移装置吸走湿坯,继而完成湿坯的转移和放置,所述第二控制箱内部还设有吹气装置和吸气装置,上述装置与转移系统内部联通,系统由第二控制箱内部的第一主控箱供电及控制。
作为本发明的优选方案,所述压模机包括底座,固定台,所述固定台设于底座上方,两者之间设有四根导向支柱,一第二升降台设于底座和固定台之间;所述第二升降台套合在导向支柱上通过气缸带动上下移动.
作为本发明的优选方案,所述底座上部设有下模具,所述第二升降台下部设有上模具,湿坯放入下模具中经过上模具下压完成压模成型,所述下模具内设有吸收水汽的吸气通道,所述压模机内还设有第二主控箱,所述第二主控箱内设有与机器本体联通的控制电路和吹吸气设备。
本发明的有益效果:
本发明提出了一种纸模成型系统,包括打浆系统、成型系统和压模系统,所述打浆系统出料端连接成型系统入料端,所述成型系统出料端联通压模系统入料端,纸类在打浆系统中形成纸浆,流入成型系统的纸浆池内部,成型系统通过湿坯模具制得纸质的湿坯,通过转移系统转移至压模系统内,压模系统内的压模机将纸模压成要求硬度的成品。本发明通过三个系统的结合,将纸模制造形成流水线作业形式,提高纸模成型的质量和效率。科学环保,提高产能。
打浆系统,包括输送机,碎纸机,振动给料机,浸泡池和打浆机,上述五个装置顺次连接,原料用纸通过传送机传递到碎纸机的进料箱后进入箱体进行剪碎,由碎纸机的出口端落入所述振动给料机上部,经过震动落入浸泡池浸泡,所述浸泡池内部设有螺旋辊对原料纸进行初步打浆处理,后经出料口进入打浆机内进行精细化打浆,外部供电装置为整体系统供电。
省去中间运输环节,采取有效结构整合打浆过程,使打浆更加系统化和高效化,提高产能并降低成本。本发明主要应用于制作纸类模具的前期工作,纸类模具的纸浆细化程度是比较高的,本发明系统通过碎纸机对废纸进行初步的剪切,再进行浸泡搅浆,成浆速度高。此外没经过浸泡池的初步搅浆和打浆机的细化搅浆,使纸浆帚化程度更好,其成浆的状态更加符合制作纸模的要求。
湿坯成型转移系统,包括第二控制箱、湿坯成型系统和转移系统,湿坯成型系统包括一装有纸浆的纸浆池,一成型装置设于纸浆池内部;转移系统包括第一转移装置和第二转移装置,第一转移装置包括一可通过铰链机构带动旋转的第一转动面板,第二转移装置包括一可通过铰链机构带动往复移动或旋转的第二吸取装置,第一转动面板下方固定有第一吸取装置,正常状态下,成型装置制得湿坯并上升,第一吸取装置吸起湿坯转向第二转移装置,第二转移装置吸走湿坯,继而完成湿坯的转移和放置。本发明通过两个转移装置将湿坯在成型后转移到指定放置位置;全程不需要人工的参与,自动化程度高,生产效率高,成本低。
压模机,包括底座,固定台,所述固定台设于底座上方,两者之间设有四根导向支柱,一第二升降台设于底座和固定台之间;所述第二升降台套合在导向支柱上通过气缸带动上下移动,所述底座上部设有下模具,所述第二升降台下部设有上模具,湿坯放入下模具中经过上模具下压完成压模成型,所述下模具内设有吸收水汽的吸气通道,所述压模机内还设有第二主控箱,所述第二主控箱内设有与机器本体联通的控制电路和吹吸气设备。本发明中的设备通过添加吹气管,使起模更加容易,减少了人工起模的不稳定性,吸气通道的设置,使产品的干燥程度更高,成品效果更好。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
图1为本发明系统连接框图;
图2为打浆系统结构示意图;
图3为输送机结构示意图;
图4为振动给料机结构示意图;
图5为浸泡池结构示意图;
图6为打浆机结构示意图;
图7为湿坯成型转移系统使用状态结构示意图;
图8为湿坯成型转移系统湿坯制作提起装置示意图;
图9为湿坯成型转移系统设于固定支架上的第二转移装置结构示意图;
图10为压模机结构示意图。
图中,输送机11,料斗111,传输架112,传输带113,主动轮槽114,主动轮115,碎纸机12,进料箱121,箱体122,电控箱123,振动给料机13,振动电机131,外壳132,出料槽133,弹簧134,浸泡池14,浸泡箱141,螺旋辊142,出料口143,进水口144,检测箱145,打浆机15,壳体151,打浆电机152,打浆进料口153,隔圈154,第一刀片155,第二刀片156,第三刀片157,第四刀片158,第五刀片159,打浆底座1510,打浆出料口1511,打浆转轴1512,成型系统2,第二控制箱21,第一主控箱211,吹气装置212,吸气装置213,第一吸气管214,第二吸气管215,吹气管216,成型装置22,升降气缸221,第一升降台222,湿坯模具223,第一转移装置23,顶部固定座231,第一转动电机232,第一转动杆233,第一转动面板234,第一吸取装置235,湿坯槽236,纸浆池24,第二转移装置25,伸缩气缸251,滑块252,第二转动电机253,第二转动杆254,第二吸取装置255,固定支架26,平行滑轨261,支撑立柱262,承接底板263,压模机3,气缸31,固定台32,导向支柱33,第二升降台34,上隔层341,吹气管35,上模具36,上模具凸齿361,第一配合牙口362,下模具37,下模具凹槽371,第二配合牙口372,吸气通道373,第二主控箱38,底座39,下隔层391。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
如图1所示的纸模成型系统,包括打浆系统1、成型系统2和压模系统,打浆系统1出料端连接成型系统2入料端,成型系统2出料端联通压模系统入料端。
实施例1
如图2所示的打浆系统,包括输送机11,碎纸机12,振动给料机13,浸泡池14和打浆机15,输送机11为倾斜式由下向上输送形式,其上部衔接碎纸机的进料箱121,碎纸机的出料口衔接振动给料机13,振动给料机13出口端衔接浸泡池14的入料口,振动给料机13的出料端对应浸泡池14的上开口,浸泡池出料口143衔接打浆机15的打浆进料口153;原料用纸通过传送机传递到碎纸机12的进料箱121后进入箱体122进行剪碎,由碎纸机12的出口端落入振动给料机13上部,经过震动落入浸泡池浸泡,浸泡池内部设有螺旋辊142对原料纸进行初步打浆处理,后经出料口143进入打浆机内进行精细化打浆,外部供电装置为整体系统供电。供电装置及电路为已知的现有技术,在此不再赘述。
如图3所示,输送机包括传输架112,传输架为倾斜放置,其下底面设有带滑轮的台阶式支架,传输架112底端无缝衔接一料斗111,传输架111内部设有传输带113,传输带113为封闭环带,其内部两端分别设有主动轮115和从动轮,主动轮115通过转动电机带动,料斗111底部为一主动轮槽114,主动轮与转动电机设于主动轮槽114内部。
碎纸机12包括上部的进料箱121,进料箱121下部联通碎纸机的箱体122,箱体122内部设有碎纸刀具,碎纸刀具包括两相对放置的单边碎纸刀,单边碎纸刀包括一横向放置的刀轴和沿刀轴轴向等距排列的且环绕刀轴的单边刀刃,两单边碎纸刀的单边刀刃穿插排列,每一个等距单边刀刃与另一单边碎纸刀对应的一个单边刀刃贴合,两单边碎纸刀内的每一组相邻的刀口贴合形成剪切部;碎纸机12的箱体122外部设有电控箱123,电控箱内设有控制系统运转的控制电路和与之电连的马达,马达带动刀轴转动。
如图4所示,振动给料机13包括一外壳132,外壳132倾斜放置,其进料位置高于出料位置,其内部设有一承接板,承接板与外壳上边沿平行并与外壳132的三个侧板形成铲型盛料结构,外壳底面靠近进料位置设有一支撑壳,支撑壳内部安装一振动电机131,振动电机131固定于外壳132底面上,外壳前端底面上固定一弹簧,弹簧底部通过固定座固定于地面,后部振动电机131带动盛料结构后部振动,前部弹簧对前端出料位置进行传动和缓冲。
如图5所示,浸泡池包括一无上盖的圆筒形浸泡箱141,浸泡箱中部竖直立有一螺旋辊142,螺旋辊142包括竖直轴芯和螺旋环绕在轴芯上的螺旋页片,螺旋辊142下部连接有转动电机,转动电机设于浸泡箱141下底面。
浸泡箱侧壁设有进水口143,用于检测水位和液体浓度的检测装置和与检测装置电连的检测箱145,进水口联通外部储水装置,检测箱145内部设有MCU,检测装置检测数据与正常数据存在偏差是,MCU控制进水口进水。
如图6所示,打浆机15包括一封闭式圆柱形空心壳体151,圆柱形壳体固定于打浆底座1510上,壳体151上盖开有打浆进料口153,壳体侧壁下部开有打浆出料口1511,一打浆转轴1512立于壳体中部,其上部通过轴承插接并穿出上盖与固定于上盖上的打浆电机152连接,其下端通过轴承固定于壳体下盖上,N个隔圈154竖直平行固定于壳体内壁上,将壳体分成若干竖直平行的打浆区域,每区域设有打浆刀片,打浆刀片固定于打浆转轴1512上。
隔圈154为封闭空心环片,其外边延焊接于壳体151内壁,其宽度为A,壳体内壁半径为B,其中A≤B/2
每一打浆刀片为若干单片或环形刀片中的一种,其俯视投影半径为C,其中,C>B-A。
当N=5时,隔圈154将壳体内部分成六个打浆区域,由上向下分别设有第一刀片155,第二刀片156,第三刀片157,第三刀片157,第四刀片158和第五刀片159。
其中第一刀片155为以打浆转轴为准倾斜向下的刀片,第二刀片156为截面为波浪形结构的刀片,其截面靠近打浆转轴1512处为一向下扣的弧形,其自由端无缝衔接一向下倾斜的弯折段。
第三刀片为水平刀片,刀片可以为若干扇形刀片组成的环状结构,或者环形刀片上设有镂空刀口;第四刀片为上弯式结构,其靠近打浆转轴处截面为一碗装承接片,其承接部弧度趋于水平,其自由端延伸并向上倾斜,其承接部设有加厚工艺。此处打浆趋于的竖直高度高于其他打浆区域的竖直高度。
第四刀片为封闭式环片,此处打浆趋于竖直高度为最小高度。
本产品中的电机,控制电路,MCU等设备为现有公开的技术,在此不再赘述。
实施例2
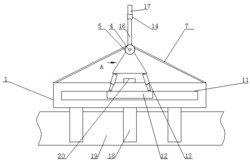
如图7所示,湿坯成型转移系统,包括第二控制箱21、湿坯成型系统和转移系统,湿坯成型系统包括一装有纸浆的纸浆池24,一成型装置22设于纸浆池24内部;转移系统包括第一转移装置23和第二转移装置25,第一转移装置包括一可通过铰链机构带动旋转的第一转动面板234,第二转移装置25包括一可通过铰链机构带动往复移动或旋转的第二吸取装置255,第一转动面板234下方固定有第一吸取装置235,正常状态下,第一吸取装置235设于成型装置22正上方,成型装置22制得湿坯并上升,第一吸取装置235吸起湿坯并向第二转移装置25方向旋转90度角,与前伸并同样相向旋转90度角的第二吸取装置255插合,第二转移装置25吸走湿坯,继而完成湿坯的转移和放置,第二控制箱21内部还设有吹气装置212和吸气装置213,上述装置与转移系统内部联通,系统由第二控制箱21内部的第一主控箱211供电及控制。
如图8所示,成型装置22包括一第一升降台222,第一升降台上部设有若干湿坯模具223,湿坯模具外部为一层致密的丝网,第一升降台内部中空,其上顶面设有与湿坯模具通气的通道;所述第一升降台222侧壁上联通一第一吸气管214,第一吸气管214另一端联通所述吸气装置242。
第一升降台222下方四角设有四个升降气缸221,升降气缸221底座竖直固定于纸浆池24底面,升降气缸221的气缸杆固定于第一升降台222下底面;第一升降台下降上升过程中,丝网覆满纸浆,第二控制箱21开启吸气装置213吸走湿坯原型内的多余水分。
第一转移装置23包括上方的顶部固定座231,第一转动面板234平行设于顶部固定座231下方,两者之间设有一组前后面对应的第一转动杆233,第一转动杆233下端焊接于第一转动面板234的侧面,其上端通过第一转动电机232铰接与顶部固定座231侧面,第一转动面板234以铰接点为轴在第一转动电机232带动下转动。
第一吸取装置235固定于第一转动面板234下底面,第一吸取装置235内部设有对应湿坯原型数量和位置的湿坯槽236。
第一转动面板234内部中空,其下底面设有与湿坯槽236底通气的通道,外部联通吹气管216和第二吸气管215,吹气管216另一端联通吹气装置212,第二吸气管215另一端联通所述吸气装置213。
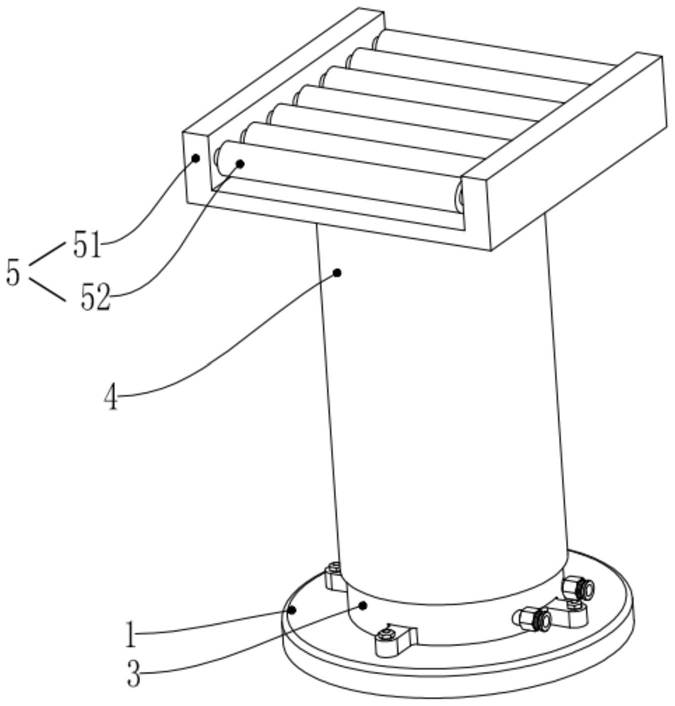
如图9所示,第二转移装置25设于一固定支架26上,固定支架26包括一用于盛放湿坯的承接底板263,承接底板上部设有若干支撑立柱262,支撑立柱262上方设有一对平行滑轨261,第二转移装置25设于一对平行滑轨261上。
第二吸取装置255两侧面对称焊接有第二转动杆254,第二转动杆254上端铰接一滑块252,滑块设于平行滑轨261上,平行滑轨261后部固定一伸缩气缸251,伸缩气缸251的气缸杆与所述滑块连接带动滑块的水平往复移动,伸缩气缸与第一主控箱211电连。
滑块252和第二转动杆254之间设有第二转动电机253,第二转动电机253与第一主控箱211电连,第二转动杆254以铰接点为轴在第二转动电机253带动下转动。
第二吸取装置255为一梳齿型中空结构,其连接一吸气管,此吸气管另一端联通所述吸气装置213。
本发明中的控制电路和供电电路为已公开的现有技术,在此不进行赘述。
实施过程中,第一升降台下降,湿胚模具进入纸浆内,覆有一层纸浆,第一吸气管214吸水,湿胚含水量降低。接着第一升降台222在升降气缸221带动下上升,湿胚插入到湿胚槽236,第二吸气管215运转,湿胚被湿胚槽吸住,第一转动电机232启动,湿胚旋转90度,第一转动杆233打横,此时,第二吸取装置255转动90度打横,滑块252在伸缩气缸251推动下前进,是第二吸取装置255的齿部插入湿胚凹槽内,齿部四周设有吸气孔,开启吸气管后,湿胚被齿部吸住,此时,滑块回到初始位置,第二转动电机253带动第二转动杆254归位,并停止吸气,湿胚自由落到承接板263上。在通过人工或抓取装置,传送带等方式传至压模机上。
实施例3,如实施例2中的成型系统,其第一升降台222上表面,湿坯模具边沿周围设有平面槽,平面槽内铺有丝网,以生产带外檐的湿坯。
实施例4
如图10所示的压模机,包括底座39,固定台32,固定台32设于底座39上方,两者之间设有四根导向支柱33,一第二升降台34设于底座和固定台之间;第二升降台34套合在导向支柱33上通过气缸31带动上下移动,底座39上部设有下模具37,第二升降台34下部设有上模具36,湿坯放入下模具37中经过上模具36下压完成压模成型,下模具内设有吸收水汽的吸气通道373,压模机内还设有第二主控箱38,第二主控箱内设有与机器本体联通的控制电路和吹吸气设备。
气缸31的气缸体插接固定于固定台32中部,其气缸杆通过固定座及螺栓固定于第二升降台34的上顶面。
一吹气管55通过磁性材料贴于第二升降台34侧面,吹气管35用于使压好产品外檐从模具上被吹起,其包括手持外壳,内部的吹气管路和吹气开关,吹气管路通过一联通软管与所述吹吸气设备连接,所述吹吸气设备内部设有抽气泵和输气泵。
上模具36与第二升降台34之间设有上隔层341,上隔层341为并排放置的条形结构,相邻两条间距为A,其中A>20mm,所述上隔层341材质为花岗岩,大理石,陶瓷耐高温树脂中的一种。
吸气通道373为梳齿形结构,其上部梳齿贯穿下模具37顶面,其上顶面覆盖有一层致密吸网,吸网在保证产品受力均匀的情况下,吸头挤出的多余液体。
下模具37与底座39之间设有下隔层391,下隔层391为并排放置的条形结构,相邻两条间距为B,其中B>20mm,所述下隔层391材质为花岗岩,大理石,陶瓷耐高温树脂中的一种。
上模具36与下模具37上分别设有相互配合的插口,下模具37内部设有若干放置纸模湿坯的下模具凹槽371,上模具36下表面设有与下模具凹槽371配合的上模具凸齿361。
上模具36的外边沿与下模具37的外边沿设有相互配合插接的第一配合牙口362和第二配合牙口372。
吸网筛孔孔径为100目-700目。本发明中的控制电路为现有技术已公开的已知技术,在此不再赘述。其外部还连接有供电设备。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
纸模成型系统专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。















动态评分
0.0