








专利摘要
本实用新型提供了一种纸浆蛋托快速成型模具,包括上模板、导料孔、卡槽、转动杆、下模板、隔热板、加热板、防漏条、防护垫、扣件、上固定块、卡块、弹簧、合页、弧杆、塑形板、外凸块、限位槽、塑形槽和防护薄膜,上模板底部通过转动杆活动连接有下模板,上模板前端中部嵌入设置有导料孔,上模板底部左右两侧嵌入设置有卡槽,下模板底部贴合有隔热板,隔热板顶端中部嵌入设置有加热板,下模板顶端左右两侧均一体设置有防漏条,下模板底部设置有防护垫,下模板左右两侧均一体设置有扣件。本实用新型整个装置结构稳定,塑形效果好,塑形速度快、效率高,便于分离操作,重量较轻,便于操作使用,有很高的推广价值。
权利要求
1.一种纸浆蛋托快速成型模具,包括上模板(1)、导料孔(101)、卡槽(102)、转动杆(103)、下模板(2)、隔热板(201)、加热板(2011)、防漏条(202)、防护垫(3)、扣件(4)、上固定块(401)、卡块(4011)、弹簧(4012)、合页(402)、弧杆(403)、塑形板(5)、外凸块(501)、限位槽(502)、塑形槽(6)和防护薄膜(601),其特征在于:所述上模板(1)底部通过转动杆(103)活动连接有下模板(2),所述上模板(1)前端中部嵌入设置有导料孔(101),所述上模板(1)底部左右两侧嵌入设置有卡槽(102),所述下模板(2)底部贴合有隔热板(201),所述隔热板(201)顶端中部嵌入设置有加热板(2011),所述下模板(2)顶端左右两侧均一体设置有防漏条(202),所述下模板(2)底部设置有防护垫(3),所述下模板(2)左右两侧均一体设置有扣件(4),所述扣件(4)中部通过合页(402)活动连接有弧杆(403),所述上模板(1)左右两侧均一体设置有上固定块(401),所述上固定块(401)顶端中部通过弹簧(4012)连接有卡块(4011),所述上模板(1)底部嵌入设置有塑形槽(6),所述塑形槽(6)底部表面贴合有防护薄膜(601),所述塑形槽(6)底部设置有塑形板(5),所述塑形板(5)上下两端均一体设置有外凸块(501),所述塑形板(5)前端左右两侧均嵌入设置有限位槽(502)。
2.根据权利要求1所述的一种纸浆蛋托快速成型模具,其特征在于,所述上模板(1)与下模板(2)均呈方形设置,且上模板(1)与下模板(2)均为钛合金板,且上模板(1)顶部设置有隔热板(201)、加热板(2011)和防护垫(3)。
3.根据权利要求1所述的一种纸浆蛋托快速成型模具,其特征在于,所述外凸块(501)呈椭圆半球状设置,且外凸块(501)与塑形槽(6)契合,且外凸块(501)外壁贴合有防护薄膜(601)。
4.根据权利要求1所述的一种纸浆蛋托快速成型模具,其特征在于,所述防护薄膜(601)为PET膜,且防护薄膜(601)横截面积小于上模板(1)横截面积。
5.根据权利要求1所述的一种纸浆蛋托快速成型模具,其特征在于,所述塑形槽(6)呈椭圆半球状设置,且塑形槽(6)设置于上模板(1)底部与下模板(2)顶部,且下模板(2)顶部塑形槽(6)四角均嵌入设置有圆台状卡柱,且卡柱底部直径长度小于塑形槽(6)直径长度。
6.根据权利要求1所述的一种纸浆蛋托快速成型模具,其特征在于,所述防漏条(202)呈长条状设置,且防漏条(202)高度长于塑形槽(6)直径,且防漏条(202)与卡槽(102)契合。
7.根据权利要求1所述的一种纸浆蛋托快速成型模具,其特征在于,所述加热板(2011)通过电线与外部电源电性连接,且防护垫(3)为橡胶垫。
说明书
技术领域
本实用新型涉及造纸包装设备技术领域,具体是一种蛋托成型模具。
背景技术
蛋托一般是指用来盛放鸡蛋、鸭蛋等蛋类的包装工具,其主要作用是减震,便于运输和携带,根据制作材质不同可分为纸浆蛋托、塑料蛋托等,根据盛放蛋类多少可分单体蛋托和盘装蛋托等。
目前,市场上的纸浆蛋托制造时,成型速度慢,效率较低,蛋托无法快速成型,同时纸浆蛋托在制成过程中,易与模具粘黏,纸浆蛋托成型时,纸浆蛋托与模具难以分离,影响纸浆蛋托的制造,而且现有的模具重量较大,搬运使用较为麻烦。
因此,需要在现有的纸浆蛋托快速成型模具上进行进一步研究,提供一种纸浆蛋托快速成型模具。
实用新型内容
本实用新型旨在于解决现有技术中对成型速度慢、易与模具粘黏、模具重量大的技术问题,提供一种纸浆蛋托快速成型模具,通过设置上模板、下模板、隔热板、防护垫、扣件、上固定块、塑形板、外凸块、限位槽、塑形槽和防护薄膜等部件,使得纸浆蛋托快速成型模具塑形效果好,塑形速度快、效率高,便于分离操作,重量较轻,便于操作使用,对造纸包装设备领域具有广泛的实用性。
为实现上述目的,本实用新型提供如下技术方案:一种纸浆蛋托快速成型模具,包括上模板、导料孔、卡槽、转动杆、下模板、隔热板、加热板、防漏条、防护垫、扣件、上固定块、卡块、弹簧、合页、弧杆、塑形板、外凸块、限位槽、塑形槽和防护薄膜,所述上模板底部通过转动杆活动连接有下模板,所述上模板前端中部嵌入设置有导料孔,所述上模板底部左右两侧嵌入设置有卡槽,所述下模板底部贴合有隔热板,所述隔热板顶端中部嵌入设置有加热板,所述下模板顶端左右两侧均一体设置有防漏条,所述下模板底部设置有防护垫,所述下模板左右两侧均一体设置有扣件,所述扣件中部通过合页活动连接有弧杆,所述上模板左右两侧均一体设置有上固定块,所述上固定块顶端中部通过弹簧连接有卡块,所述上模板底部嵌入设置有塑形槽,所述塑形槽底部表面贴合有防护薄膜,所述塑形槽底部设置有塑形板,所述塑形板上下两端均一体设置有外凸块,所述塑形板前端左右两侧均嵌入设置有限位槽。
作为本实用新型进一步的方案:所述上模板与下模板均呈方形设置,且上模板与下模板均为钛合金板,且上模板顶部设置有隔热板、加热板和防护垫。
作为本实用新型进一步的方案:所述外凸块呈椭圆半球状设置,且外凸块与塑形槽契合,且外凸块外壁贴合有防护薄膜。
作为本实用新型进一步的方案:所述防护薄膜为PET膜,且防护薄膜横截面积小于上模板横截面积。
作为本实用新型进一步的方案:所述塑形槽呈椭圆半球状设置,且塑形槽设置于上模板底部与下模板顶部,且下模板顶部塑形槽四角均嵌入设置有圆台状卡柱,且卡柱底部直径长度小于塑形槽直径长度。
作为本实用新型进一步的方案:所述防漏条呈长条状设置,且防漏条高度长于塑形槽直径,且防漏条与卡槽契合。
作为本实用新型进一步的方案:所述加热板通过电线与外部电源电性连接,且防护垫为橡胶垫。
与现有技术相比,本实用新型的有益效果如下:
1、本实用通过上模板与下模板均呈方形设置,且上模板与下模板均为钛合金板,且上模板顶部设置有隔热板、加热板和防护垫,上模板与下模板均具有良好的塑形能力,能对纸浆进行蛋托的塑造工作,同时钛合金板重量轻,导热效果好,便于上模板与下模板内蛋托的烘干加速成型,能有效的提高蛋托的生产效率。
2、本实用通过外凸块呈椭圆半球状设置,且外凸块与塑形槽契合,且外凸块外壁贴合有防护薄膜,外凸块具有良好的塑形能力,对塑形槽内的纸浆进行挤压成型,使成型的蛋托更加紧实,不易松垮,能有效的提高蛋托的质量,同时通过防护薄膜为PET膜的设置,PET膜具有优异的物理性能、化学性能及尺寸稳定性、透明性、可回收性,机械性能优良,强韧性好,抗张强度和抗冲击强度高,挺力好,尺寸稳定,还具有优良的耐热、耐寒性和良好的耐化学药品性和耐油性,便于对成型蛋托的防护,便于蛋托与外凸块的分离,避免蛋托与外凸块粘黏,从而影响蛋托与外凸块的分离操作,作。
3、本实用通过防漏条呈长条状设置,且防漏条高度长于塑形槽直径,且防漏条与卡槽契合,防漏条具有良好的防漏效果,由于防漏条高度长于塑形槽直径的设置,使得灌注纸浆时,纸浆会先流向塑形槽,当塑形槽内满溢时,纸浆才会从防漏条处漏出,避免在灌注纸浆时,因纸浆的遗漏导致蛋托无法成型的情况发生,同时避免过量纸浆堆积,导致蛋托过厚,影响使用的情况发生。
综上,整个装置结构稳定,塑形效果好,塑形速度快、效率高,便于分离操作,重量较轻,便于操作使用,有很高的推广价值。
附图说明
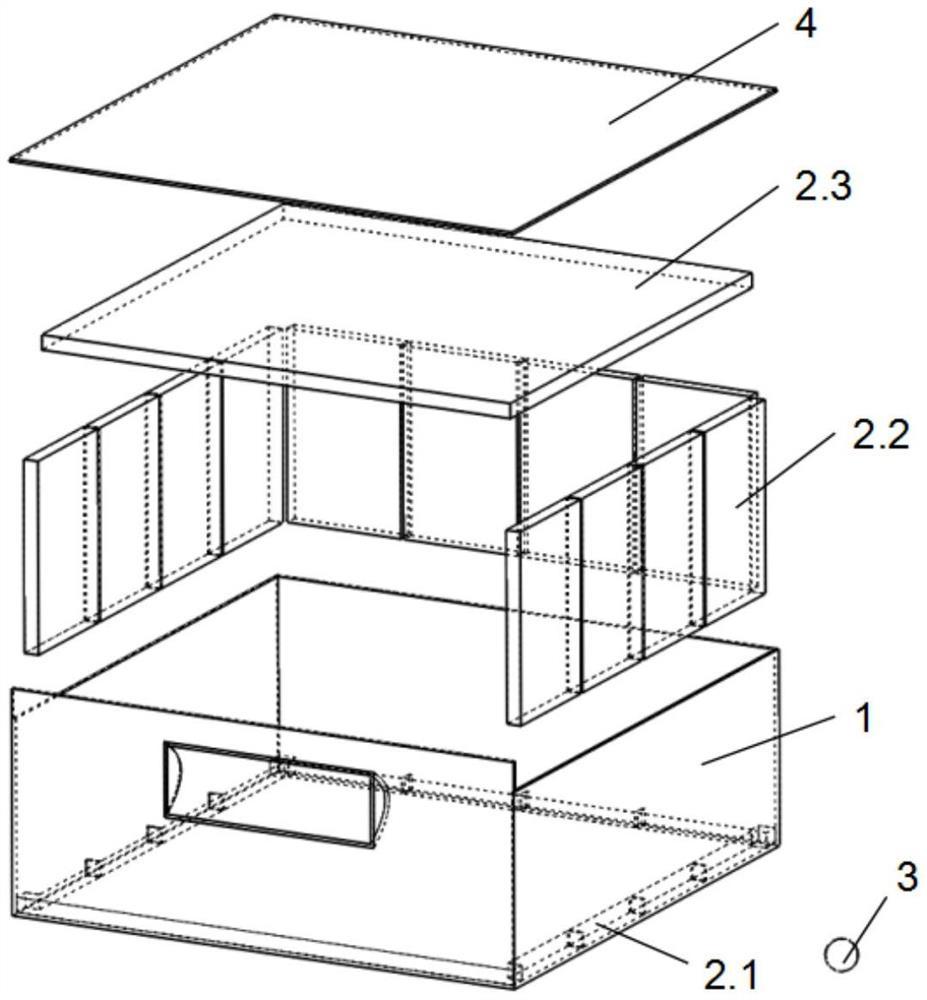
图1是本实用新型的整体结构示意图。
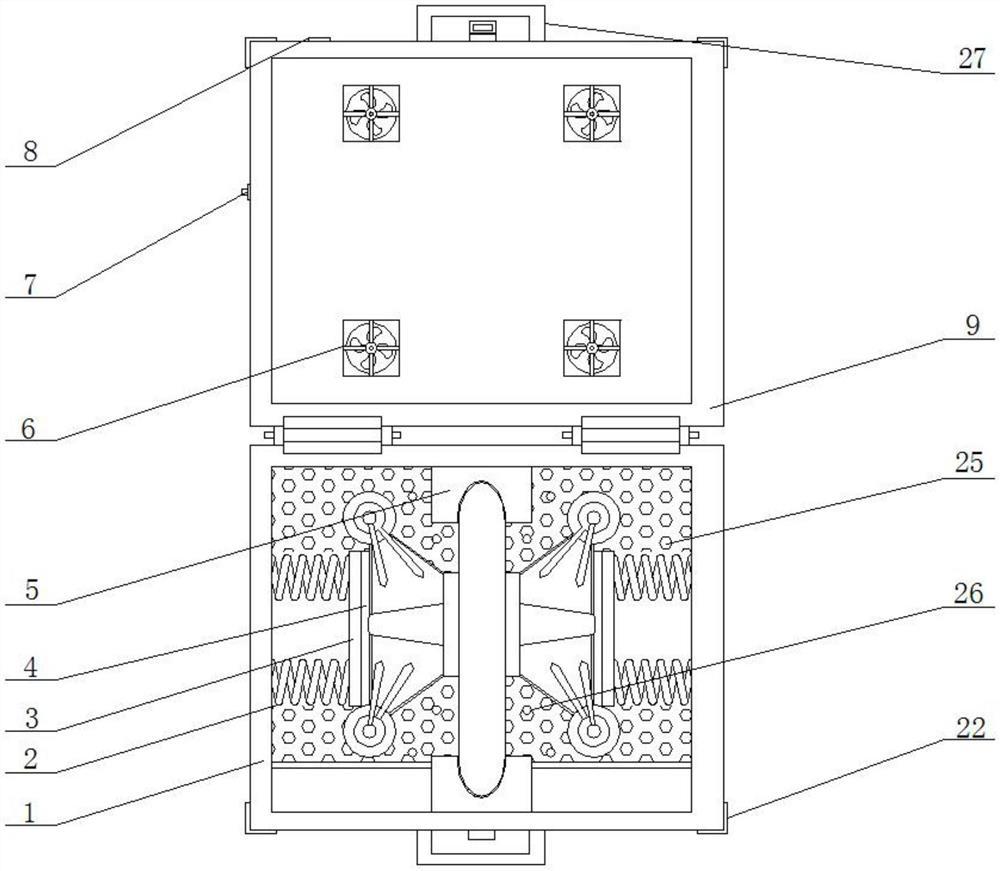
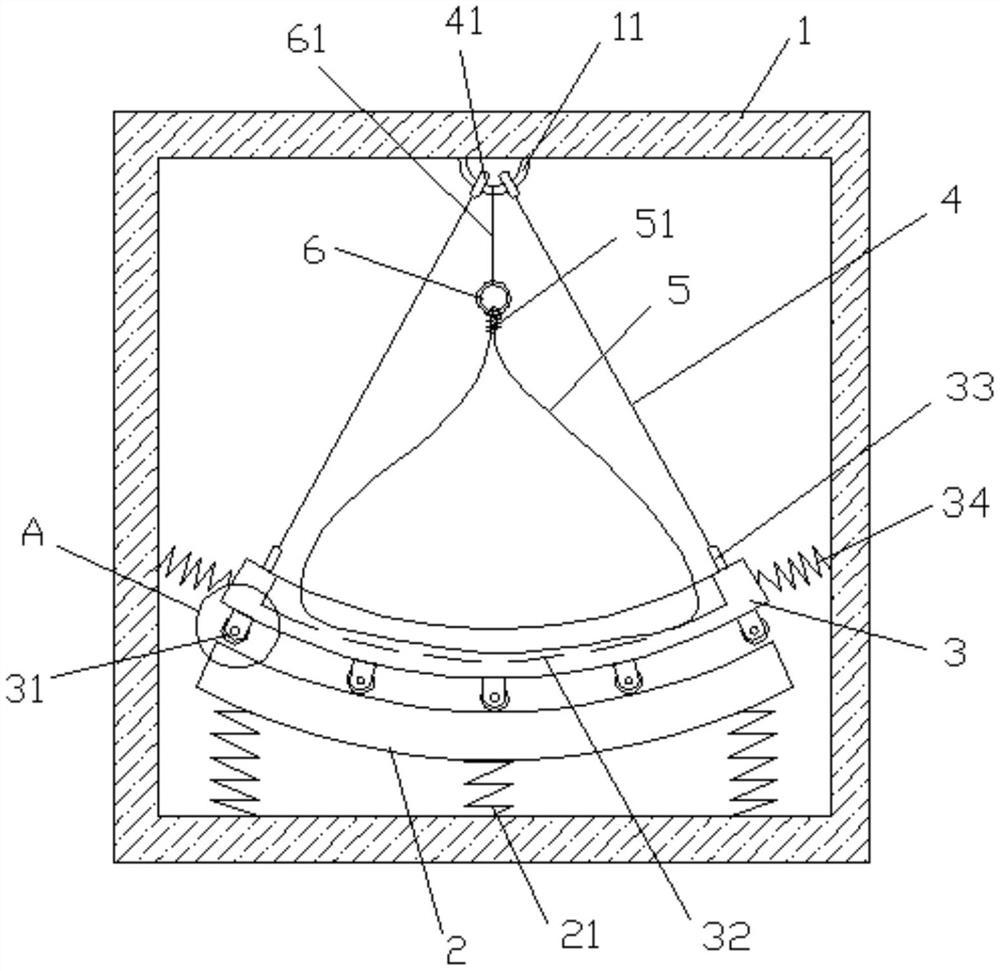
图2是本实用新型的整体剖面结构示意图。
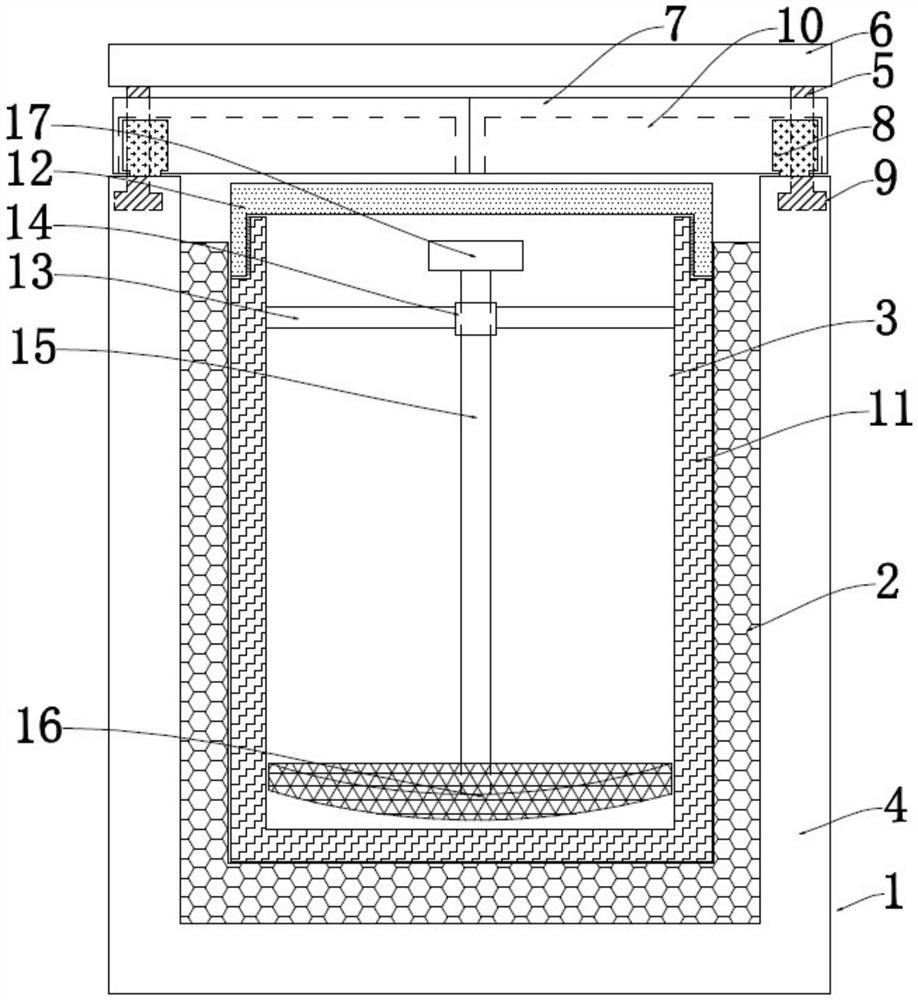
图3是本实用新型的上模板顶部剖面结构示意图。
图4是本实用新型的塑形槽局部剖面结构示意图。
图5是本实用新型的塑形板剖面结构示意图。
图6是本实用新型的图2中A处放大图。
图7是本实用新型的图4中B处放大图。
图中:1-上模板,101-导料孔,102-卡槽,103-转动杆,2-下模板,201-隔热板,2011-加热板,202-防漏条,3-防护垫,4-扣件,401-上固定块,4011-卡块,4012-弹簧,402-合页,403-弧杆,5-塑形板,501-外凸块,502-限位槽,6-塑形槽,601-防护薄膜。
具体实施方式
下面将结合本实用型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
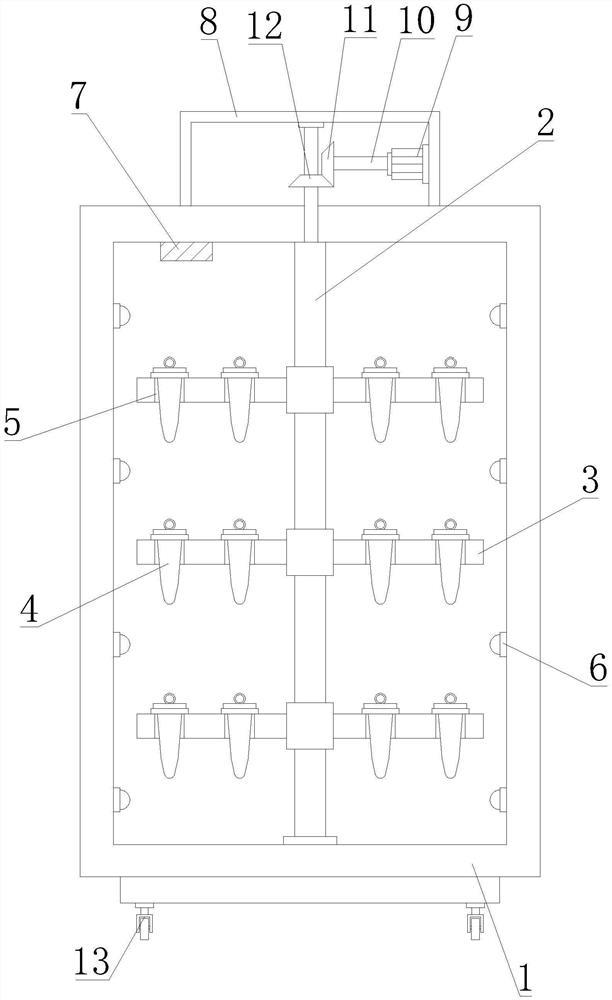
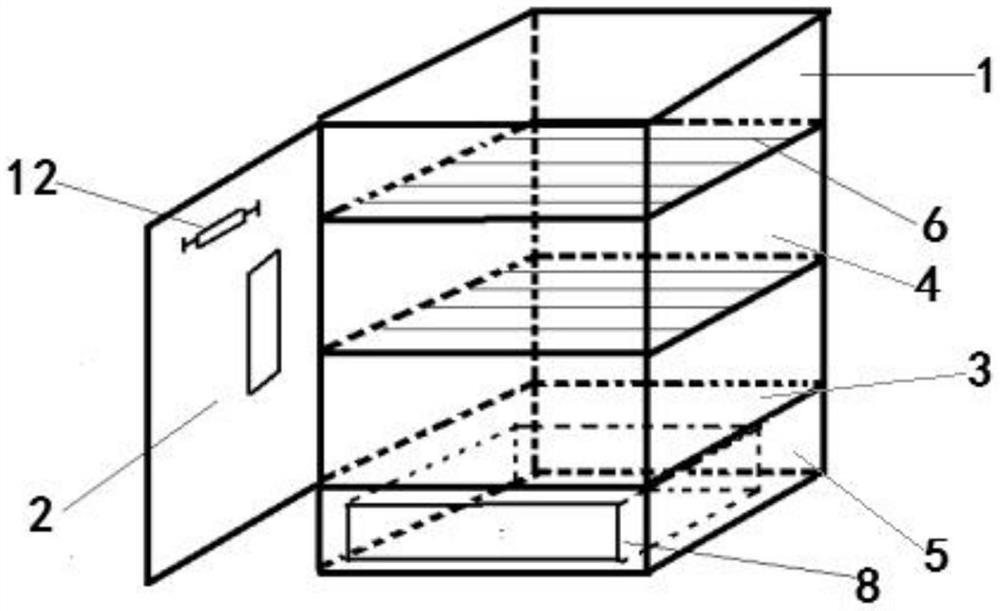
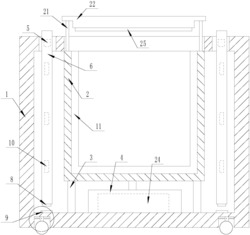
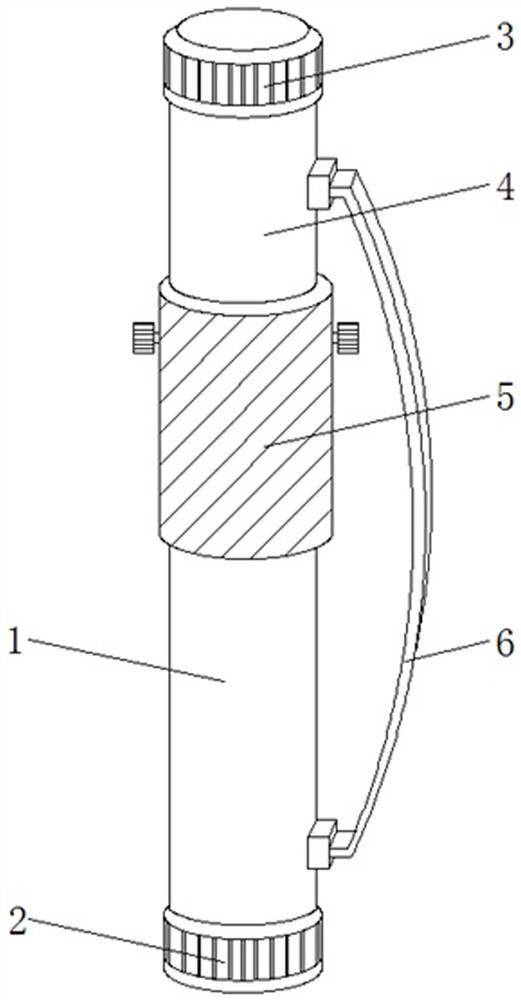
请参阅图1~7,本实用新型提供一种纸浆蛋托快速成型模具技术方案:一种纸浆蛋托快速成型模具,包括上模板1、导料孔101、卡槽102、转动杆103、下模板2、隔热板201、加热板2011、防漏条202、防护垫3、扣件4、上固定块401、卡块4011、弹簧4012、合页402、弧杆403、塑形板5、外凸块501、限位槽502、塑形槽6和防护薄膜601,上模板1底部通过转动杆103活动连接有下模板2,上模板1前端中部嵌入设置有导料孔101,上模板1底部左右两侧嵌入设置有卡槽102,下模板2底部贴合有隔热板201,隔热板201顶端中部嵌入设置有加热板2011,下模板2顶端左右两侧均一体设置有防漏条202,下模板2底部设置有防护垫3,下模板2左右两侧均一体设置有扣件4,扣件4中部通过合页402活动连接有弧杆403,上模板1左右两侧均一体设置有上固定块401,上固定块401顶端中部通过弹簧4012连接有卡块4011,上模板1底部嵌入设置有塑形槽6,塑形槽6底部表面贴合有防护薄膜601,塑形槽6底部设置有塑形板5,塑形板5上下两端均一体设置有外凸块501,塑形板5前端左右两侧均嵌入设置有限位槽502。
进一步的,上模板1与下模板2均呈方形设置,且上模板1与下模板2均为钛合金板,且上模板1顶部设置有隔热板201、加热板2011和防护垫3,上模板1与下模板2均具有良好的塑形能力,能对纸浆进行蛋托的塑造工作,同时钛合金板重量轻,导热效果好,便于上模板1与下模板2内蛋托的烘干加速成型,能有效的提高蛋托的生产效率。
进一步的,外凸块501呈椭圆半球状设置,且外凸块501与塑形槽6契合,且外凸块501外壁贴合有防护薄膜601,外凸块501具有良好的塑形能力,对塑形槽6内的纸浆进行挤压成型,使成型的蛋托更加紧实,不易松垮,能有效的提高蛋托的质量,同时通过防护薄膜601的设置,便于蛋托与外凸块501的分离,避免蛋托与外凸块501粘黏,从而影响蛋托与外凸块501的分离操作。
进一步的,防护薄膜601为PET膜,且防护薄膜601横截面积小于上模板1横截面积,PET膜具有优异的物理性能、化学性能及尺寸稳定性、透明性、可回收性,机械性能优良,强韧性好,抗张强度和抗冲击强度高,挺力好,尺寸稳定,还具有优良的耐热、耐寒性和良好的耐化学药品性和耐油性,便于对成型蛋托的防护,同时避免蛋托与外凸块501粘黏,从而影响蛋托与外凸块501的分离操作。
进一步的,塑形槽6呈椭圆半球状设置,且塑形槽6设置于上模板1底部与下模板2顶部,且下模板2顶部塑形槽6四角均嵌入设置有圆台状卡柱,且卡柱底部直径长度小于塑形槽6直径长度,塑形槽6具有良好的塑形能,通过往塑形槽6内灌注纸浆塑形成蛋托,同时卡柱具有卡挡能力,使制成的蛋托四周具有格挡支撑物,使鸡蛋放置时更加的稳固,不易晃动。
进一步的,防漏条202呈长条状设置,且防漏条202高度长于塑形槽6直径,且防漏条202与卡槽102契合,防漏条202具有良好的防漏效果,由于防漏条202高度长于塑形槽6直径的设置,使得灌注纸浆时,纸浆会先流向塑形槽6,当塑形槽6内满溢时,纸浆才会从防漏条202处漏出,避免在灌注纸浆时,因纸浆的遗漏导致蛋托无法成型的情况发生,同时避免过量纸浆堆积,导致蛋托过厚,影响使用的情况发生。
进一步的,加热板2011通过电线与外部电源电性连接,且防护垫3为橡胶垫,加热板2011具有良好的加热烘干能力,使用时加热板2011对上模板1与下模板2内侧的纸浆进行烘干,加速蛋托的成型工作,通过防护垫3的设置,使上模板1与下模板2上下两端具有良好的隔热效果,避免在加热板2011运作时,热量从上下两端溢出,影响烘干效果,同时防护垫3具有良好的防护能力,避免上模板1、下模板2和加热板2011在使用过程中损坏,从而影响使用。
工作原理:首先,将防护薄膜601粘黏于塑形板5与塑形槽6表面,再将塑形板5放置于上模板1与下模板2中部,再将上模板1沿转动杆103向下转动,与下模板2贴合,然后将弧杆403与卡块4011卡接固定,再将纸浆通过导料孔101导入塑形槽6进行塑形工作,然后接通电源,加热板2011通电加热烘干,加快蛋托的成型,制成后将蛋托取出即可,同时防护垫3具有良好的防护能力,避免上模板1、下模板2和加热板2011在使用过程中损坏,而且钛合金板重量轻,导热效果好,便于上模板1与下模板2内蛋托的烘干加速成型,能有效的提高蛋托的生产效率。
以上的仅是本实用新型的优选实施方式,应当指出,对于本领域的技术人员来说,在不脱离本实用新型构思的前提下,还可以作出若干变形和改进,这些也应该视为本实用新型的保护范围,这些都不会影响本实用新型实施的效果和专利的实用性。
一种纸浆蛋托快速成型模具专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。










动态评分
0.0