







专利摘要
本发明提供了一种自动化铝合金件弯折对接设备,包括主体、连接臂和放置台,主体顶端连接有连接臂,通过控制其连接臂的移动伸缩来让激光焊接枪对准其放置台上的铝合金焊接,其特征在于;支撑环,支撑环为贯穿嵌合连接于放置台中部的半圆环,且支撑环半圆环可以通过贯穿嵌合连接进行旋转偏移,该种自动化铝合金件弯折对接设备设置有支撑环,通过对支撑环的施力来让其发生延伸扩展增加其直径,使得其能够根据对接一起的圆弧弯曲的铝合金工件的圆弧角度进行调整贴合,使得能够对呈圆弧对接一起的铝合金工件进行支撑,使得其不会因为铝合金工件呈半圆弧状而无法全面贴合在放置台表面导致不方便进行位置的限定和固定而导致难以进行对接焊接的问题。
权利要求
1.一种自动化铝合金件弯折对接设备,包括主体(1)、连接臂(2)和放置台(3),所述主体(1)顶端连接有连接臂(2),通过控制其连接臂(2)的移动伸缩来让激光焊接枪(201)对准其放置台(3)上的铝合金焊接,其特征在于 ;
支撑环(4),所述支撑环(4)为贯穿嵌合连接于放置台(3)中部的半圆环,且支撑环(4)半圆环可以通过贯穿嵌合连接进行旋转偏移;
延伸槽(301),所述延伸槽(301)为放置台(3)中部靠近两侧开口设置的长方形状的开槽;
延伸块(302),所述延伸块(302)为嵌合插合连接于在延伸槽(301)开槽中部的长方形状方块;
滑动槽(3011),所述滑动槽(3011)为延伸槽(301)开槽中部两侧开口设置的长方形状的凹槽;
滑动块(3021),所述滑动块(3021)为延伸块(302)两侧呈长方形状的凸块,且滑动块(3021)凸块与滑动槽(3011)的凹槽相嵌合;
嵌合槽(3022),所述嵌合槽(3022)为延伸块(302)中部开口设置的长方形状的开槽;
抵轴(3023),所述抵轴(3023)为嵌合槽(3022)开槽中部两侧靠近上下两端嵌合连接的圆轴,且圆轴只凸出部分设置在嵌合槽(3022)的中部两侧;
限定槽(3024),所述限定槽(3024)为嵌合槽(3022)一侧靠近上下两端抵轴(3023)之间中部的梯形状凹槽;
组合块(401),所述组合块(401)为若干圆弧弯曲的长方形状方块,且若干组合块(401)相互拼接组合成支撑环(4);
扩展轴(402),所述扩展轴(402)为每个组合块(401)两侧凹槽通过弹簧弹性嵌合连接的圆轴;
限定块(403),所述限定块(403)为支撑环(4)两侧靠近底端的两个组合块(401)两侧呈梯形状的凸块,且限定块(403)的梯形凸块通过弹簧与弹性嵌合连接于在组合块(401)的凹槽中,同时限定块(403)凸块与限定槽(3024)的凹槽相嵌合;当需要将两个带有圆弧弯曲的铝合金进行对接焊接的时候,可以通过对放置台(3)上的支撑环(4)进行控制施力拉扯使得其支撑环(4)周围通过扩展轴(402)连接的组合块(401)会进行延伸扩展,使得对支撑环(4)的半径进行扩展让其能够根据其对接一起的圆弧弯曲半径和角度进行调整,使得组合块(401)在延伸扩展的时候能够最大限度的贴合到圆弧铝合金工件的圆弧表面进行贴合支撑,而当对支撑环(4)进行施力拉扯延伸扩展的时候其两端会贯穿嵌合在放置台(3)上延伸槽(301)中的延伸块(302)中进行扩展,在支撑环(4)延伸扩展时其两侧会向两侧进行移动,因为支撑环(4)两端贯穿嵌合连接在延伸块(302)的嵌合槽(3022)中使得其会带动延伸块(302)沿着延伸槽(301)进行左右的移动,而在延伸块(302)在延伸槽(301)移动的时候其延伸块(302)两侧的滑动块(3021)会嵌合在延伸槽(301)中部两侧的滑动槽(3011)中进行移动,使得延伸块(302)在延伸槽(301)中进行移动时不会发生分离;
吸附槽(404),所述吸附槽(404)为每个组合块(401)的两侧表面呈长方形状的凹槽;
活塞板(4041),所述活塞板(4041)为通过压缩气囊(4042)底端贴合螺钉连接在吸附槽(404)凹槽中部的长方形状的板材,且活塞板(4041)的中部表面还设置有若干长方形状的开槽;
压缩气囊(4042),所述压缩气囊(4042)为两侧呈折叠弹性设置的中空气囊。
说明书
技术领域
本发明涉及铝合金加工技术领域,更具体的说,涉及一种铝合金弯折对接。
背景技术
以铝为基添加一定量其他合金化元素的合金,是轻金属材料之一,是现在生活中大多生活工具的制作材料,具有的铸造性能和塑性加工性能,良好的导电、导热性能,良好的耐蚀性和可焊性,可作结构材料使用,在航天、航空、交通运输、建筑、机电、轻化和日用品中有着广泛的应用,但现有的一些带有圆弧弯曲的铝合金工件进行对接焊接的时候因为其本身的圆弧弯曲导致无法完全贴合在工件台上,因此难以对带有圆弧弯折的铝合金工件对接部分进行固定限定因此难以对其进行精确的焊接。
发明内容
本发明旨在于解决铝合金弯折对接时因为其铝合金本身带有的圆弧弯曲因此难以贴合放置在台面上无法进行限定而导致对接部分不稳定容易发生偏移的技术问题。
本发明自动化铝合金件弯折对接设备的目的与功效,由以下具体技术手段所达成:
一种自动化铝合金件弯折对接设备,包括主体、连接臂和放置台,所述主体顶端连接有连接臂,通过控制其连接臂的移动伸缩来让激光焊接枪对准其放置台上的铝合金焊接;
支撑环,所述支撑环为贯穿嵌合连接与放置台中部的半圆环,且支撑环半圆环可以通过贯穿嵌合连接进行旋转偏移。
进一步的优选方案:所述放置台包括有;
延伸槽,所述延伸槽为放置台中部靠近两侧开口设置的长方形状的开槽;
延伸块,所述延伸块为嵌合插合连接于在延伸槽开槽中部的长方形状方块。
进一步的优选方案:所述延伸槽包括有;
滑动槽,所述滑动槽为延伸槽开槽中部两侧开口设置的长方形状的凹槽。
进一步的优选方案:所述延伸块包括有;
滑动块,所述滑动块为延伸块两侧呈长方形状的凸块,且滑动块凸块与滑动槽的凹槽相嵌合;
嵌合槽,所述嵌合槽为延伸块中部开口设置的长方形状的开槽;
抵轴,所述抵轴为嵌合槽开槽中部两侧靠近上下两端嵌合连接的圆轴,且圆轴只凸出部分设置在嵌合槽的中部两侧;
限定槽,所述限定槽为嵌合槽一侧靠近上下两端抵轴之间中部的梯形状凹槽。
进一步的优选方案:所述支撑环包括有;
组合块,所述组合块为若干圆弧弯曲的长方形状方块通过扩展轴相互连接拼接成的半圆环支撑环;
扩展轴,所述扩展轴为每个组合块两侧凹槽通过弹簧弹性嵌合连接的圆轴;
限定块,所述限定块为支撑环两侧靠近底端的两个组合块两侧呈梯形状的凸块,且限定块的梯形凸块通过弹簧与弹性嵌合连接于在组合块的凹槽中,同时限定块凸块与限定槽的凹槽相嵌合;
吸附槽,所述吸附槽为每个组合块的两侧表面呈长方形状的凹槽。
进一步的优选方案:所述吸附槽包括有;
活塞板,所述活塞板为通过压缩气囊底端贴合螺钉连接于在吸附槽凹槽中部的长方形状的板材,且活塞板的中部表面还设置有若干长方形状的开槽;
压缩气囊,所述压缩气囊为两侧呈折叠弹性设置的中空气囊。
有益效果:
(1)该种自动化铝合金件弯折对接设备设置有支撑环,通过对支撑环的施力来让其发生延伸扩展增加其直径,使得其能够根据对接一起的圆弧弯曲的铝合金工件的圆弧角度进行调整贴合,使得能够对呈圆弧对接一起的铝合金工件进行支撑,使得其不会因为铝合金工件呈半圆弧状而无法全面贴合在放置台表面导致不方便进行位置的限定和固定而导致难以进行对接焊接的问题。
(2)该装置设置有延伸槽,通过延伸槽能够让支撑环在放置台上进行旋转偏移,使得其能够从一个圆弧凸起形成一个圆弧状的凹槽来对圆弧形的铝合金工件另一面进行焊接。
附图说明
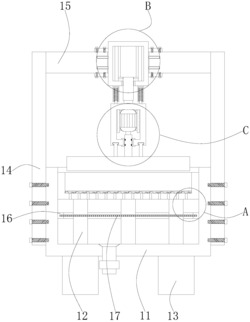
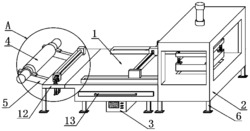
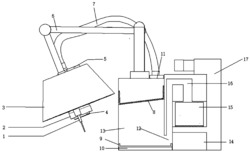
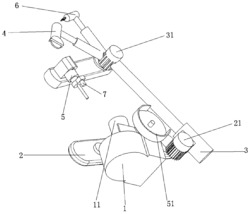
图1为本发明的整体结构示意图。
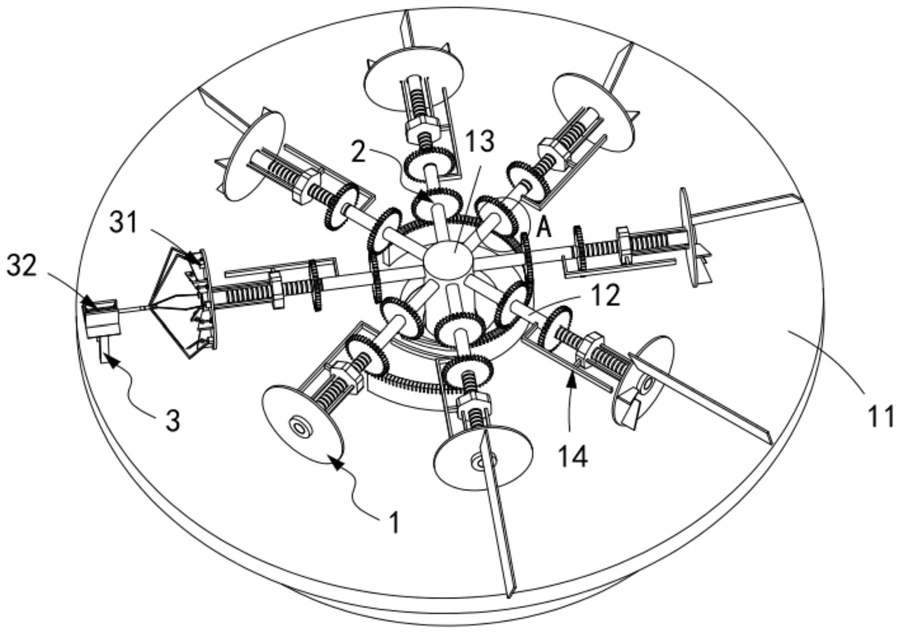
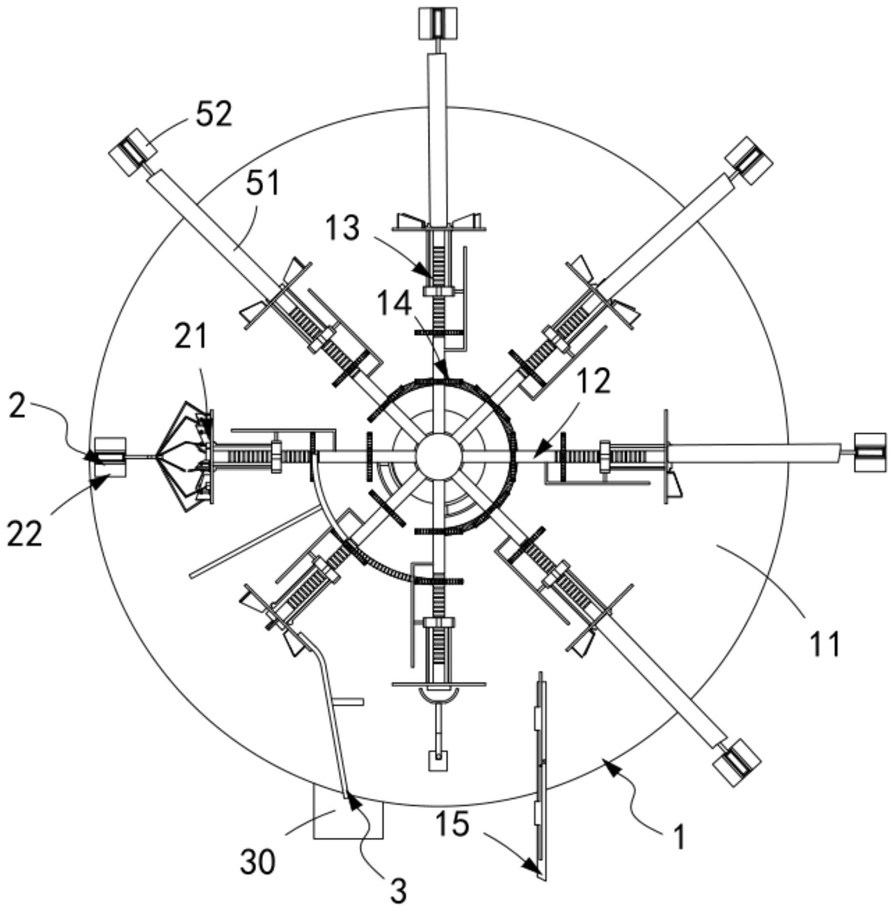
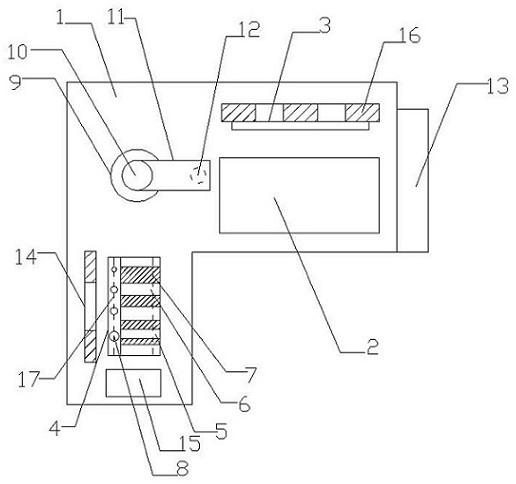
图2为本发明放置台的整体结构示意图。
图3为本发明图2中A处的放大结构示意图。
图4为本发明延伸块的局部整体结构示意图。
图5为本发明支撑环的整体结构示意图。
图6为本发明组合块的局部整体结构示意图。
图1-6中:主体1、连接臂2、激光焊接枪201、放置台3、延伸槽301、滑动槽3011、延伸块302、滑动块3021、嵌合槽3022、抵轴3023、限定槽3024、支撑环4、组合块401、扩展轴402、限定块403、吸附槽404、活塞板4041、压缩气囊4042。
具体实施方式
如附图1至附图6所示:
本发明提供一种自动化铝合金件弯折对接设备,包括主体1、连接臂2和放置台3,主体1顶端连接有连接臂2,通过控制其连接臂2的移动伸缩来让激光焊接枪201对准其放置台3上的铝合金焊接;
支撑环4,支撑环4为贯穿嵌合连接与放置台3中部的半圆环,且支撑环4半圆环可以通过贯穿嵌合连接进行旋转偏移。
放置台3包括有;
延伸槽301,延伸槽301为放置台3中部靠近两侧开口设置的长方形状的开槽;当对支撑环4进行施力拉扯延伸扩展的时候其两端会贯穿嵌合在放置台3上延伸槽301中的延伸块302中进行扩展。
延伸块302,延伸块302为嵌合插合连接于在延伸槽301开槽中部的长方形状方块。
其中,延伸槽301包括有;
滑动槽3011,滑动槽3011为延伸槽301开槽中部两侧开口设置的长方形状的凹槽,,在支撑环4延伸扩展时其两侧会向两侧进行移动,因为支撑环4两端贯穿嵌合连接在延伸块302的嵌合槽3022中使得其会带动延伸块302沿着延伸槽301进行左右的移动,而在延伸块302在延伸槽301移动的时候其延伸块302两侧的滑动块3021会嵌合在延伸槽301中部两侧的滑动槽3011中进行移动,使得延伸块302在延伸槽301中进行移动时不会发生分离,使得支撑环4在延伸扩展的时候始终会保持在放置台3的表面上不会发生脱离。
其中,延伸块302包括有;
滑动块3021,滑动块3021为延伸块302两侧呈长方形状的凸块,且滑动块3021凸块与滑动槽3011的凹槽相嵌合;
嵌合槽3022,嵌合槽3022为延伸块302中部开口设置的长方形状的开槽;
抵轴3023,抵轴3023为嵌合槽3022开槽中部两侧靠近上下两端嵌合连接的圆轴,且圆轴只凸出部分设置在嵌合槽3022的中部两侧;同时组合块401偏移移动的时候会带动其嵌合槽3022中的抵轴3023进行旋转,通过抵轴3023的旋转来带动其组合块401进行移动让其在施力让支撑环4发生旋转偏移的时候更加的轻松。
限定槽3024,限定槽3024为嵌合槽3022一侧靠近上下两端抵轴3023之间中部的梯形状凹槽。
其中,支撑环4包括有;
组合块401,组合块401为若干圆弧弯曲的长方形状方块通过扩展轴402相互连接拼接成的半圆环支撑环4;通过对放置台3上的支撑环4进行控制施力拉扯使得其支撑环4周围通过扩展轴402连接的组合块401会进行延伸扩展,使得对支撑环4的半径进行扩展让其能够根据其对接一起的圆弧弯曲半径和角度进行调整,使得组合块401在延伸扩展的时候能够最大限度的贴合到圆弧铝合金工件的圆弧表面进行贴合支撑。
扩展轴402,扩展轴402为每个组合块401两侧凹槽通过弹簧弹性嵌合连接的圆轴;
限定块403,限定块403为支撑环4两侧靠近底端的两个组合块401两侧呈梯形状的凸块,且限定块403的梯形凸块通过弹簧与弹性嵌合连接于在组合块401的凹槽中,同时限定块403凸块与限定槽3024的凹槽相嵌合;而在支撑环4旋转偏移到一定角度后其一端会嵌合贯穿进另一侧的延伸块302嵌合槽3022中进行连接,使得其支撑环4会形成一个圆弧状的凹槽,而且支撑环4两侧组合块401上不同位置的组合块401两侧的限定块403限定不同的位置使得其能够让支撑环4在旋转过来形成凹槽时其两端会凸出在放置台3的表面,来对带需要翻转对另一侧进行焊接的铝合金工件两侧圆弧表面进行贴合支撑,使得能够自由对带有圆弧弯折的铝合金工件进行限定支撑使得不会因为铝合金带有圆弧弯折而无法贴合在放置台3表面进行限定导致无法焊接。
吸附槽404,吸附槽404为每个组合块401的两侧表面呈长方形状的凹槽。
其中,吸附槽404包括有;
活塞板4041,活塞板4041为通过压缩气囊4042底端贴合螺钉连接于在吸附槽404凹槽中部的长方形状的板材,且活塞板4041的中部表面还设置有若干长方形状的开槽;当铝合金工件贴合在组合块401表面支撑的时候通过其重量会迫使表面吸附槽404中的活塞板4041进行收缩移动,当活塞板4041收缩移动的时候会压迫其底端的压缩气囊4042进行压缩,使得将内部的空气通过不与铝合金工件接触的活塞板4041部分中部开槽排出,然后通过压缩气囊4042的弹性复位来让活塞板4041复位产生针筒抽吸原理对铝合金工件进行吸附固定。
压缩气囊4042,压缩气囊4042为两侧呈折叠弹性设置的中空气囊。
工作原理:
本实施例的具体使用方式与作用,首先将需要进行对接焊接的铝合金工件放置在放置台3上,然后通过主体1控制其连接臂2进行移动和伸缩来将激光焊接枪201移动对准到放置台3表面的铝合金工件上,然后通过激光焊接枪201来发射出焊接用激光来进行对接焊接,而当需要将两个带有圆弧弯曲的铝合金进行对接焊接的时候,可以通过对放置台3上的支撑环4进行控制施力拉扯使得其支撑环4周围通过扩展轴402连接的组合块401会进行延伸扩展,使得对支撑环4的半径进行扩展让其能够根据其对接一起的圆弧弯曲半径和角度进行调整,使得组合块401在延伸扩展的时候能够最大限度的贴合到圆弧铝合金工件的圆弧表面进行贴合支撑,而当对支撑环4进行施力拉扯延伸扩展的时候,其两端会贯穿嵌合在放置台3上延伸槽301中的延伸块302中进行扩展,在支撑环4延伸扩展时其两侧会向两侧进行移动,因为支撑环4两端贯穿嵌合连接在延伸块302的嵌合槽3022中使得其会带动延伸块302沿着延伸槽301进行左右的移动,而在延伸块302在延伸槽301移动的时候其延伸块302两侧的滑动块3021会嵌合在延伸槽301中部两侧的滑动槽3011中进行移动,使得延伸块302在延伸槽301中进行移动时不会发生分离,使得支撑环4在延伸扩展的时候始终会保持在放置台3的表面上不会发生脱离,同时当对铝合金工件的一面进行焊接后需要对另一面进行焊接时同对支撑环4向一侧进行拉扯施力使得支撑环4会贯穿出延伸块302的嵌合槽3022中进行偏移移动,而当发生偏移移动的时候支撑环4上组合块401两侧的限定块403会通过其两侧的斜面抵住在嵌合槽3022中限定槽3024的斜面上来迫使限定块403在受力时会产生挤压力来让限定块403收缩进组合块401两侧的凹槽中,而同时组合块401旋转偏移移动的时候会带动其嵌合槽3022中的抵轴3023进行旋转,通过抵轴3023的旋转来带动其组合块401进行移动让其在施力让支撑环4发生旋转偏移的时候更加的轻松,而在支撑环4旋转偏移到一定角度后其一端会嵌合贯穿进另一侧的延伸块302嵌合槽3022中进行连接,使得其支撑环4会形成一个圆弧状的凹槽,而且支撑环4两侧组合块401上不同位置的组合块401两侧的限定块403限定不同的位置使得其能够让支撑环4在旋转过来形成凹槽时其两端会凸出在放置台3的表面,来对带需要翻转对另一侧进行焊接的铝合金工件两侧圆弧表面进行贴合支撑,使得能够自由对带有圆弧弯折的铝合金工件进行限定支撑使得不会因为铝合金带有圆弧弯折而无法贴合在放置台3表面进行限定导致无法焊接,最后当铝合金工件贴合在组合块401表面支撑的时候通过其重量会迫使表面吸附槽404中的活塞板4041进行收缩移动,当活塞板4041收缩移动的时候会压迫其底端的压缩气囊4042进行压缩,使得将内部的空气通过不与铝合金工件接触的活塞板4041部分中部开槽排出,然后通过压缩气囊4042的弹性复位来让活塞板4041复位产生针筒抽吸原理对铝合金工件进行吸附固定。
一种自动化铝合金件弯折对接设备专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。








动态评分
0.0