







专利摘要
本发明涉及自动化设备领域,特别涉及一种充电插头的自动组装机,包括工作台,工作台上设有一通过步进电机驱动实现步进式旋转运动的转盘,转盘上分布有若干定位治具,定位治具内设有两个定位槽,工作台上位于转盘的周围设有沿转盘的旋转方向依次设置的第一组插脚供料装配工位、第二组插脚供料装配工位、双绝缘半壳上料工位、绝缘半壳下压工位、一组正极接电片供料装配工位、一组负极接电片供料装配工位、二组正极接电片供料装配工位、二组负极接电片供料装配工位、插脚翻边压紧工位和下料工位。本发明实现了插脚、绝缘半壳和接电片的自动组装,其自动化程度较高,可有效提高工作效率,降低产品的不良率。
权利要求
1.一种充电插头的自动组装机,其特征在于:包括工作台(1),工作台(1)上设有一通过步进电机驱动实现步进式旋转运动的转盘(1a),转盘(1a)上分布有若干定位治具(1b),定位治具(1b)内设有两个定位槽(1b1),工作台(1)上位于转盘(1a)的周围设有沿转盘(1a)的旋转方向依次设置的第一组插脚供料装配工位(3a)、第二组插脚供料装配工位(3b)、双绝缘半壳上料工位(3c)、绝缘半壳下压工位(3d)、一组正极接电片供料装配工位(3e)、一组负极接电片供料装配工位(3f)、二组正极接电片供料装配工位(3g)、二组负极接电片供料装配工位(3h)、插脚翻边压紧工位(3j)和下料工位(3k);通过转盘(1a)的旋转,能够将转盘(1a)上的定位治具(1b)移动至第一组插脚供料装配工位(3a)向定位治具(1b)的一个定位槽(1b1)内装入第一组插脚(2a),后将定位治具(1b)移动至第二组插脚供料装配工位(3b)向定位治具(1b)的另一个定位槽(1b1)内装入第二组插脚(2a),后将定位治具(1b)移动至双绝缘半壳上料工位(3c)向定位治具(1b)的两个定位槽(1b1)分别放入一个绝缘半壳(2b),后将定位治具(1b)移动至绝缘半壳下压工位(3d)将两个绝缘半壳(2b)压入治具的两个定位槽(1b1)内,相对的使先插入的插脚(2a)顶部上移穿插在绝缘半壳(2b)上,后将定位治具(1b)依次移动至一组正极接电片供料装配工位(3e)、一组负极接电片供料装配工位(3f)、二组正极接电片供料装配工位(3g)和二组负极接电片供料装配工位(3h)向定位治具(1b)上每个绝缘半壳(2b)内的插脚(2a)上套设一个接电片(2c),后定位治具(1b)移动至插脚翻边压紧工位(3j)将四个插脚(2a)顶部的V型槽向两侧扩大形成两个折耳进而将接电片(2c)压紧在绝缘半壳(2b)上,最后定位治具(1b)移动至下料工位(3k),将定位治具(1b)内组装好的两个半成品充电插头卸载。
2.根据权利要求1所述的一种充电插头的自动组装机,其特征在于:定位槽(1b1)包括矩形的用于容纳部分绝缘半壳(2b)的绝缘半壳容纳槽(1b2),以及与绝缘半壳容纳槽(1b2)相连通的两个插脚容纳槽(1b3),插脚容纳槽(1b3)的深度低于插脚(2a)的长度。
3.根据权利要求2所述的一种充电插头的自动组装机,其特征在于:第一组插脚供料装配工位(3a)和第二组插脚供料装配工位(3b)的组成相同,二者用于分别向定位治具(1b)内的一个定位槽(1b1)内插入一对插脚(2a);其均包括有插脚供料装置及插脚搬运机械手,插脚搬运机械手用于将插脚供料装置输出的两个插脚(2a)插入转盘(1a)静止状态下移动到该工位的定位治具(1b)内,即插入一个定位槽(1b1)的两个插脚容纳槽(1b3)内。
4.根据权利要求2所述的一种充电插头的自动组装机,其特征在于:一组正极接电片供料装配工位(3e)、一组负极接电片供料装配工位(3f)、二组正极接电片供料装配工位(3g)、二组负极接电片供料装配工位(3h)的组成相同,其均包括有接电片供料装置及接电片搬运机械手,接电片搬运机械手用于将接电片供料装置输出的接电片(2c)套设在、转盘(1a)静止状态下移动到该工位的定位治具(1b)的一个定位槽(1b1)内的一个插脚(2a)的顶部。
5.根据权利要求4所述的一种充电插头的自动组装机,其特征在于:接电片供料装置包括固定在工作台(1)上的第二底座(6a),第二底座(6a)上安装有供料板(6b),供料板(6b)内设有料道(6b1),料道(6b1)内放置有若干接电片(2c),第二底座(6a)上位于料道(6b1)的出料端设有与其相连的滑道,滑道内设有与其滑动配合的接电片送料块(6d),接电片送料块(6d)上设有用于容纳接电片(2c)的接电片容纳缺口(6d1),第二底座(6a)上还安装有用于驱动接电片送料块(6d)在滑道内移动的接电片送料块驱动气缸(6e)、及用于驱动料道(6b1)内接电片(2c)向料道(6b1)出料端移动的推料装置,接电片送料块(6d)在滑道末端时其上方的接电片容纳缺口(6d1)与料道(6b1)出料端对接,推料装置能够将料道(6b1)内的接电片(2c)推出一个至接电片容纳缺口(6d1)内,接电片容纳缺口(6d1)在纳入一个接电片(2c)后通过接电片(2c)送料气缸驱动使接电片送料块(6d)沿着料道(6b1)移动至接电片搬运机械手的抓取端下方。
6.根据权利要求4所述的一种充电插头的自动组装机,其特征在于:接电片搬运机械手包括第二支撑板(7a)、第二安装板(7b)、第三导向装置、第二竖向导轨气缸(7c)和第二夹取气缸(7d),第二支撑板(7a)竖立安装在工作台(1)上,第二安装板(7b)水平固定在第一支撑板(5a)的顶部,第二安装板(7b)悬置在接电片供料装置的输出端上方和转盘(1a)上方之间,第三导向装置包括固定在第二安装板(7b)前端面的两个水平设置的第三导轨(7e),两个第三导轨(7e)上设有与二者滑动配合的第三滑块(7f),第二安装板(7b)的端部安装有与第三滑块(7f)传动连接的第三滑块驱动气缸(7g),第二竖向导轨气缸(7c)安装第三滑块(7f)的前端面上,第二夹取气缸(7d)安装在第二竖向导轨气缸(7c)的滑台上。
7.根据权利要求1所述的一种充电插头的自动组装机,其特征在于:插脚翻边压紧工位(3j)包括第二安装支架(3j1),该第二安装支架(3j1)的顶端悬置于转盘(1a)上,第二安装支架(3j1)的顶部上方设有液压缸(3j2),第二安装支架(3j1)的顶部下方安装有冲压块安装板(3j3),液压缸(3j2)的液压杆穿过第二安装支架(3j1)的顶部与冲压块安装板(3j3)的顶部固定连接,冲压块安装板(3j3)的底部安装有两个间隔设置的冲压块(3j4),冲压块(3j4)的底部设有两个间隔设置的冲压头(3j5),冲压头(3j5)的底部呈倒梯型。
8.根据权利要求1所述的一种充电插头的自动组装机,其特征在于:下料工位(3k)包括第三支撑板(3k1)、第三安装板(3k2)、第四导向装置、第三竖向导轨气缸(3k3)、第三夹取气缸(3k4)和第四夹取气缸(3k5),第三支撑板(3k1)立式安装在工作台(1)上,第三安装板(3k2)水平安装在第三支撑板(3k1)的顶部,第三支撑板(3k1)的一端悬置于转盘(1a)上,第四导向装置包括固定在第三安装板(3k2)顶部的第四导轨(3k6),第四导轨(3k6)上设有与其滑动配合的第四滑块(3k7),第三支撑板(3k1)上安装有用于驱动第四滑块(3k7)在第四导轨(3k6)上移动的第四滑块驱动气缸(3k8),第三竖向导轨气缸(3k3)立式安装在第四滑块(3k7)上,第三竖向导轨气缸(3k3)的滑台上安装有U型支架(3k9),U型支架(3k9)的左右两段分别位于第三安装板(3k2)的两侧,第三夹取气缸(3k4)和第四夹取气缸(3k5)分别安装在U型支架(3k9)的左右两段上。
说明书
技术领域
本发明涉及自动化设备领域,特别涉及一种充电插头的自动组装机。
背景技术
目前,在充电插头的组装过程中,大多是通过人工进行,需要双手操作把金属插脚装入绝缘材料的外壳中,还要在外壳内部的金属插脚上套入接电片并通过手工将金属插脚折弯将接电片压接在外壳内,其工作强度较大,还容易伤手,并且采用人工装配还容易导致装配不到位的问题,不良率较高且生产效率低下。
发明内容
本发明的目的在于针对现有技术的不足,提供一种充电插头的自动组装机。
为解决上述问题,本发明提供以下技术方案:
一种充电插头的自动组装机,包括工作台,工作台上设有一通过步进电机驱动实现步进式旋转运动的转盘,转盘上分布有若干定位治具,定位治具内设有两个定位槽,工作台上位于转盘的周围设有沿转盘的旋转方向依次设置的第一组插脚供料装配工位、第二组插脚供料装配工位、双绝缘半壳上料工位、绝缘半壳下压工位、一组正极接电片供料装配工位、一组负极接电片供料装配工位、二组正极接电片供料装配工位、二组负极接电片供料装配工位、插脚翻边压紧工位和下料工位;通过转盘的旋转,能够将转盘上的定位治具移动至第一组插脚供料装配工位向定位治具的一个定位槽内装入第一组插脚,后将定位治具移动至第二组插脚供料装配工位向定位治具的另一个定位槽内装入第二组插脚,后将定位治具移动至双绝缘半壳上料工位向定位治具的两个定位槽分别放入一个绝缘半壳,后将定位治具移动至绝缘半壳下压工位将两个绝缘半壳压入治具的两个定位槽内,相对的使先插入的插脚顶部上移穿插在绝缘半壳上,后将定位治具依次移动至一组正极接电片供料装配工位、一组负极接电片供料装配工位、二组正极接电片供料装配工位和二组负极接电片供料装配工位向定位治具上每个绝缘半壳内的插脚上套设一个接电片,后定位治具移动至插脚翻边压紧工位将四个插脚顶部的V型槽向两侧扩大形成两个折耳进而将接电片压紧在绝缘半壳上,最后定位治具移动至下料工位,将定位治具内组装好的两个半成品充电插头卸载。
进一步的,定位槽包括矩形的用于容纳部分绝缘半壳的绝缘半壳容纳槽,以及与绝缘半壳容纳槽相连通的两个插脚容纳槽,插脚容纳槽的深度低于插脚的长度。
进一步的,第一组插脚供料装配工位和第二组插脚供料装配工位的组成相同,二者用于分别向定位治具内的一个定位槽内插入一对插脚;其均包括有插脚供料装置及插脚搬运机械手,插脚搬运机械手用于将插脚供料装置输出的两个插脚插入转盘静止状态下移动到该工位的定位治具内,即插入一个定位槽的两个插脚容纳槽内。
进一步的,一组正极接电片供料装配工位、一组负极接电片供料装配工位、二组正极接电片供料装配工位、二组负极接电片供料装配工位的组成相同,其均包括有接电片供料装置及接电片搬运机械手,接电片搬运机械手用于将接电片供料装置输出的接电片套设在、转盘静止状态下移动到该工位的定位治具的一个定位槽内的一个插脚的顶部。
进一步的,接电片供料装置包括固定在工作台上的第二底座,第二底座上安装有供料板,供料板内设有料道,料道内放置有若干接电片,第二底座上位于料道的出料端设有与其相连的滑道,滑道内设有与其滑动配合的接电片送料块,接电片送料块上设有用于容纳接电片的接电片容纳缺口,第二底座上还安装有用于驱动接电片送料块在滑道内移动的接电片送料块驱动气缸、及用于驱动料道内接电片向料道出料端移动的推料装置,接电片送料块在滑道末端时其上方的接电片容纳缺口与料道出料端对接,推料装置能够将料道内的接电片推出一个至接电片容纳缺口内,接电片容纳缺口在纳入一个接电片后通过接电片送料气缸驱动使接电片送料块沿着料道移动至接电片搬运机械手的抓取端下方。
进一步的,接电片搬运机械手包括第二支撑板、第二安装板、第三导向装置、第二竖向导轨气缸和第二夹取气缸,第二支撑板竖立安装在工作台上,第二安装板水平固定在第一支撑板的顶部,第二安装板悬置在接电片供料装置的输出端上方和转盘上方之间,第三导向装置包括固定在第二安装板前端面的两个水平设置的第三导轨,两个第三导轨上设有与二者滑动配合的第三滑块,第二安装板的端部安装有与第三滑块传动连接的第三滑块驱动气缸,第二竖向导轨气缸安装第三滑块的前端面上,第二夹取气缸安装在第二竖向导轨气缸的滑台上。
进一步的,插脚翻边压紧工位包括第二安装支架,该第二安装支架的顶端悬置于转盘上,第二安装支架的顶部上方设有液压缸,第二安装支架的顶部下方安装有冲压块安装板,液压缸的液压杆穿过第二安装支架的顶部与冲压块安装板的顶部固定连接,冲压块安装板的底部安装有两个间隔设置的冲压块,冲压块的底部设有两个间隔设置的冲压头,冲压头的底部呈倒梯型。
进一步的,下料工位包括第三支撑板、第三安装板、第四导向装置、第三竖向导轨气缸、第三夹取气缸和第四夹取气缸,第三支撑板立式安装在工作台上,第三安装板水平安装在第三支撑板的顶部,第三支撑板的一端悬置于转盘上,第四导向装置包括固定在第三安装板顶部的第四导轨,第四导轨上设有与其滑动配合的第四滑块,第三支撑板上安装有用于驱动第四滑块在第四导轨上移动的第四滑块驱动气缸,第三竖向导轨气缸立式安装在第四滑块上,第三竖向导轨气缸的滑台上安装有U型支架,U型支架的左右两段分别位于第三安装板的两侧,第三夹取气缸和第四夹取气缸分别安装在U型支架的左右两段上。
有益效果:本发明的一种充电插头的自动组装机,通过转盘的旋转,使转盘上的定位治具,依次经过第一组插脚供料装配工位、第二组插脚供料装配工位、双绝缘半壳上料工位、绝缘半壳下压工位、一组正极接电片供料装配工位、一组负极接电片供料装配工位、二组正极接电片供料装配工位、二组负极接电片供料装配工位、插脚翻边压紧工位和下料工位,实现插脚、绝缘半壳和接电片的自动组装,其自动化程度较高,可有效提高工作效率,降低产品的不良率。
附图说明
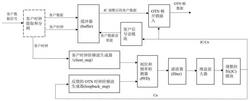
图1为自动组装机的俯视结构示意图;
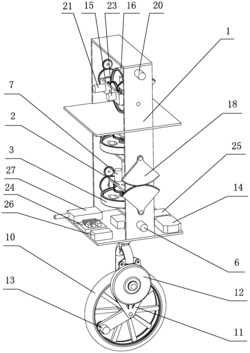
图2为自动组装机的立体结构示意图;
图3为插脚供料装配工位的组成结构立体示意图一;
图4为插脚供料装配工位的组成结构立体示意图二;
图5为绝缘半壳与定位治具的配合结构示意图一;
图6为绝缘半壳与定位治具的配合结构示意图二;
图7为绝缘半壳下压工位的组成结构立体示意图;
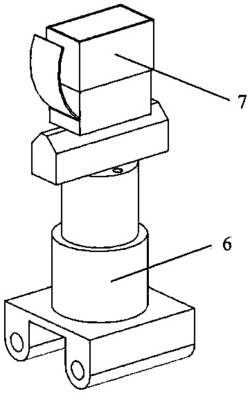
图8为接电片供料装配工位的组成结构立体示意图;
图9为接电片供料装配工位的组成结构后视示意图;
图10为图9中A处放大图;
图11为接电片供料装配工位的组成结构局部示意图;
图12为图11中B处放大图;
图13为插脚翻边压紧工位的组成结构立体示意图;
图14为图13中C处放大图;
图15为下料工位的组成结构立体示意图;
附图标记说明:工作台1,转盘1a,定位治具1b,定位槽1b1,绝缘半壳容纳槽1b2,插脚容纳槽1b3,插脚2a,绝缘半壳2b,接电片2c,第一组插脚供料装配工位3a,第二组插脚供料装配工位3b,双绝缘半壳上料工位3c,绝缘半壳下压工位3d,第一安装支架3d1,下压气缸3d2,压块安装板3d3,压块3d4,导向杆3d5,导向套3d6,滑动件3d7,一组正极接电片供料装配工位3e,一组负极接电片供料装配工位3f,二组正极接电片供料装配工位3g,二组负极接电片供料装配工位3h,插脚翻边压紧工位3j,第二安装支架3j1,液压缸3j2,冲压块安装板3j3,冲压块3j4,冲压头3j5,下料工位3k,第三支撑板3k1,第三安装板3k2,第三竖向导轨气缸3k3,第三夹取气缸3k4,第四夹取气缸3k5,第四导轨3k6,第四滑块3k7,第四滑块驱动气缸3k8,U型支架3k9,第一底座4a,双插脚进料块4b,过料孔4b1,双插脚送料块4c,插脚槽4c1,双插脚送料块驱动气缸4d,第一导轨4e,第一滑块4f,第一支撑板5a,第一安装板5b,第一竖向导轨气缸5c,第一夹取气缸5d,固定夹钳5d1,活动夹钳5d2,第二导轨5e,第二滑块5f,第二滑块驱动气缸5g,第二底座6a,供料板6b,料道6b1,接电片送料块6d,接电片容纳缺口6d1,接电片送料块驱动气缸6e,第二支撑板7a,第二安装板7b,第二竖向导轨气缸7c,第二夹取气缸7d,第三导轨7e,第三滑块7f,第三滑块驱动气缸7g。
具体实施方式
下面结合说明书附图和实施例,对本发明的具体实施例做进一步详细描述:
参照图1至图15所示的一种充电插头的自动组装机,包括工作台1,工作台1上设有一通过步进电机驱动实现步进式旋转运动的转盘1a,转盘1a上分布有若干定位治具1b,定位治具1b内设有两个定位槽1b1,两个定位槽1b1的设计能够使得本发明一次组装两个充电插头,工作台1上位于转盘1a的周围设有沿转盘1a的旋转方向依次设置的第一组插脚供料装配工位3a、第二组插脚供料装配工位3b、双绝缘半壳上料工位3c、绝缘半壳下压工位3d、一组正极接电片供料装配工位3e、一组负极接电片供料装配工位3f、二组正极接电片供料装配工位3g、二组负极接电片供料装配工位3h、插脚翻边压紧工位3j和下料工位3k;通过转盘1a的旋转,将转盘1a上的定位治具1b移动至第一组插脚供料装配工位3a向定位治具1b的一个定位槽1b1内装入第一组插脚2a,后将定位治具1b移动至第二组插脚供料装配工位3b向定位治具1b的另一个定位槽1b1内装入第二组插脚2a,后将定位治具1b移动至双绝缘半壳上料工位3c向定位治具1b的两个定位槽1b1分别放入一个绝缘半壳2b,后将定位治具1b移动至绝缘半壳下压工位3d将两个绝缘半壳2b下压,相对的使先插入的插脚2a顶部上移穿插在绝缘半壳2b上,后将定位治具1b依次移动至一组正极接电片供料装配工位3e、一组负极接电片供料装配工位3f、二组正极接电片供料装配工位3g和二组负极接电片供料装配工位3h向定位治具1b上每个绝缘半壳2b内的插脚2a上套设一个接电片2c,后定位治具1b移动至插脚翻边压紧工位3j将四个插脚2a顶部的V型槽向外侧翻边从而将接电片2c压紧在绝缘半壳2b上,最后定位治具1b移动至下料工位3k,将定位治具1b内组装好的两个半成品充电插头卸载。
根据上述充电插头的组装需求,定位治具1b的定位槽1b1的设计应包括了矩形的用于容纳部分绝缘半壳2b的绝缘半壳容纳槽1b2,以及与绝缘半壳容纳槽1b2相连通的两个插脚容纳槽1b3,插脚容纳槽1b3的深度低于插脚2a的长度,使得插脚2a在插脚容纳槽1b3内后其顶部能够露出于绝缘半壳容纳槽1b2内。
第一组插脚供料装配工位3a和第二组插脚供料装配工位3b的组成相同,二者用于分别向定位治具1b内的一个定位槽1b1内插入一对插脚2a;其均包括有插脚供料装置及插脚搬运机械手,插脚搬运机械手用于将插脚供料装置输出的两个插脚2a插入转盘1a静止状态下移动到该工位的定位治具1b内,即插入一个定位槽1b1的两个插脚容纳槽1b3内。
插脚供料装置包括固定在工作台1上的第一底座4a,第一底座4a上安装有第一导向装置,第一导向装置的上方安装有双插脚进料块4b,该双插脚进料块4b内开设有两个矩形过料孔4b1,插脚供料装置还包括与第一导向装置导向配合的双插脚送料块4c,双插脚送料块4c顶部设有两个插脚槽4c1,所述第一底座4a上还安装有双插脚送料块驱动气缸4d,双插脚送料块驱动气缸4d能够驱动双插脚送料块4c在第一导向装置的导向段上移动,双插脚送料块4c的两个插脚槽4c1在双插脚送料块4c处于导向段的末端时与双插脚进料块4b的两个过料孔4b1对接,插脚2a顺着过料孔4b1自然下落至插脚槽4c1内后,通过双插脚送料块驱动气缸4d驱动双插脚送料块4c移动至插脚搬运机械手的抓取端下方。
第一导向装置包括固定安装在第一底座4a上的第一导轨4e以及滑动配合在第一导轨4e上的第一滑块4f,双插脚送料块4c安装在该第一滑块4f的顶部。
插脚搬运机械手,包括第一支撑板5a、第一安装板5b、第二导向装置、第一竖向导轨气缸5c和第一夹取气缸5d,第一支撑板5a竖立安装在工作台1上,第一安装板5b水平固定在第一支撑板5a的顶部,第一安装板5b悬置在插脚供料装置的输出端上方和转盘1a上方之间,第二导向装置包括固定在第一安装板5b前端面的两个水平设置的第二导轨5e,两个第二导轨5e上设有与二者滑动配合的第二滑块5f,第一安装板5b的端部安装有与第二滑块5f传动连接的第二滑块驱动气缸5g,第一竖向导轨气缸5c安装第二滑块5f的前端面上,第一夹取气缸5d安装在第一竖向导轨气缸5c的滑台上。
第一夹取气缸5d的底部中间处安装有固定夹钳5d1,第一夹取气缸5d上位于固定夹钳5d1的两侧分别安装有一个活动夹钳5d2;工作时,双插脚送料块驱动气缸4d驱动双插脚送料块4c移动至插脚搬运机械手的抓取端下方,第一竖向导轨气缸5c驱动第一夹取气缸5d下降,使固定夹钳5d1下降至双插脚送料块4c上的两个插脚2a之间,并使两个活动夹钳5d2下降至两个插脚2a的外侧,两个活动夹钳5d2通过气动控制对向移动将两个插脚2a夹住,夹住后第一竖向导轨气缸5c驱动第一夹取气缸5d上升将两个插脚2a拔起,拔起后第二滑块驱动气缸5g驱动第二滑块5f、即第一夹取气缸5d移动至转盘1a上,第一夹取气缸5d移动至转盘1a上后,第一竖向导轨气缸5c驱动第一夹取气缸5d下降,将夹取的两个插脚2a插入处于静止状态下的移动至该工位处的一个定位治具1b上的一个定位槽1b1内,即插入定位槽1b1的两个插脚容纳槽1b3内。
双绝缘半壳上料工位3c采用人工配合,将两个绝缘半壳2b分别放入治具的一个定位槽1b1内、即将绝缘半壳2b的底部嵌入在绝缘半壳容纳槽1b2内。
绝缘半壳下压工位3d包括第一安装支架3d1,该第一安装支架3d1的顶端悬置于转盘1a上,第一安装支架3d1的顶部上方设有下压气缸3d2,位于第一安装支架3d1的顶部下方设有压块安装板3d3,压块安装板3d3底部间隔安装有两个压块3d4,下压气缸3d2的伸缩杆穿过第一安装支架3d1的顶部与压块安装板3d3连接;下压气缸3d2驱动压块安装板3d3下压,使两个压块3d4分别将一个绝缘半壳2b压入治具的一个定位槽1b1内、即压入定位槽1b1的绝缘半壳容纳槽1b2内,绝缘半壳2b上设有供一对插脚2a穿过的通孔;压块3d4的设计应避让插脚2a的位置,绝缘半壳2b被压入的过程中,插脚2a相对的穿过绝缘半壳2b上的通孔。
第一安装支架3d1的顶部下方设有沿压块安装板3d3对角线设置的两个导向杆3d5,压块安装板3d3上固定有两个导向套3d6,两个导向套3d6分别与一个导向杆3d5滑动插接配合。
考虑到下压气缸3d2的行程问题,两个导向杆3d5上设有与其滑动配合的滑动件3d7,该滑动件3d7间隔设于压块安装板3d3的上方,滑动件3d7与压块安装板3d3之间通过螺栓连接,下压气缸3d2的伸缩杆端部与该滑动件3d7的顶部固定连接;该滑动件3d7的设计是为了增加下压气缸3d2的行程范围。
一组正极接电片供料装配工位3e、一组负极接电片供料装配工位3f、二组正极接电片供料装配工位3g、二组负极接电片供料装配工位3h的组成相同,其均包括有接电片供料装置及接电片搬运机械手,接电片搬运机械手用于将接电片供料装置输出的接电片2c套设在、转盘1a静止状态下移动到该工位的定位治具1b的一个定位槽1b1内的一个插脚2a的顶部。
接电片供料装置包括固定在工作台1上的第二底座6a,第二底座6a上安装有供料板6b,供料板6b内设有料道6b1,料道6b1内放置有若干接电片2c,第二底座6a上位于料道6b1的出料端设有与其相连的滑道,滑道内设有与其滑动配合的接电片送料块6d,接电片送料块6d上设有用于容纳接电片2c的接电片容纳缺口6d1,第二底座6a上还安装有用于驱动接电片送料块6d在滑道内移动的接电片送料块驱动气缸6e、及用于驱动料道6b1内接电片2c向料道6b1出料端移动的推料装置,接电片送料块6d在滑道末端时其上方的接电片容纳缺口6d1与料道6b1出料端对接,推料装置能够将料道6b1内的接电片2c推出一个至接电片容纳缺口6d1内,接电片容纳缺口6d1在纳入一个接电片2c后通过接电片2c送料气缸驱动使接电片送料块6d沿着料道6b1移动至接电片搬运机械手的抓取端下方。
接电片搬运机械手,包括第二支撑板7a、第二安装板7b、第三导向装置、第二竖向导轨气缸7c和第二夹取气缸7d,第二支撑板7a竖立安装在工作台1上,第二安装板7b水平固定在第一支撑板5a的顶部,第二安装板7b悬置在接电片供料装置的输出端上方和转盘1a上方之间,第三导向装置包括固定在第二安装板7b前端面的两个水平设置的第三导轨7e,两个第三导轨7e上设有与二者滑动配合的第三滑块7f,第二安装板7b的端部安装有与第三滑块7f传动连接的第三滑块驱动气缸7g,第二竖向导轨气缸7c安装第三滑块7f的前端面上,第二夹取气缸7d安装在第二竖向导轨气缸7c的滑台上。
工作时,接电片送料块驱动气缸6e驱动接电片送料块6d移动至接电片搬运机械手的抓取端下方,第二竖向导轨气缸7c驱动第二夹取气缸7d下降将接电片2c夹住,夹住后第二竖向导轨气缸7c复位,复位后第三滑块驱动气缸7g驱动第三滑块7f、即第二夹取气缸7d移动至转盘1a上,第二夹取气缸7d移动至转盘1a上后,第二竖向导轨气缸7c驱动第二夹取气缸7d下降,将夹取的接电片2c放入、套设在定位治具1b一个定位槽1b1内的一个插脚2a的顶部。
插脚翻边压紧工位3j包括第二安装支架3j1,该第二安装支架3j1的顶端悬置于转盘1a上,第二安装支架3j1的顶部上方设有液压缸3j2,第二安装支架3j1的顶部下方安装有冲压块安装板3j3,液压缸3j2的液压杆穿过第二安装支架3j1的顶部与冲压块安装板3j3的顶部固定连接,冲压块安装板3j3的底部安装有两个间隔设置的冲压块3j4,冲压块3j4的底部设有两个间隔设置的冲压头3j5,冲压头3j5的底部呈倒梯型,工作状态下,液压缸3j2驱动冲压块安装板3j3下压,使每个冲压头3j5压入对应的插脚2a顶部的V型槽内,将V型槽向两边扩大,从而在插脚2a顶部形成两个折耳,利用两个折耳将接电片2c压紧在绝缘半壳2b内。
下料工位3k包括第三支撑板3k1、第三安装板3k2、第四导向装置、第三竖向导轨气缸3k3、第三夹取气缸3k4和第四夹取气缸3k5,第三支撑板3k1立式安装在工作台1上,第三安装板3k2水平安装在第三支撑板3k1的顶部,第三支撑板3k1的一端悬置于转盘1a上,第四导向装置包括固定在第三安装板3k2顶部的第四导轨3k6,第四导轨3k6上设有与其滑动配合的第四滑块3k7,第三支撑板3k1上安装有用于驱动第四滑块3k7在第四导轨3k6上移动的第四滑块驱动气缸3k8,第三竖向导轨气缸3k3立式安装在第四滑块3k7上,第三竖向导轨气缸3k3的滑台上安装有U型支架3k9,U型支架3k9的左右两段分别位于第三安装板3k2的两侧,第三夹取气缸3k4和第四夹取气缸3k5分别安装在U型支架3k9的左右两段上。
下料工位3k还包括有两个半成品输送带;第三夹取气缸3k4和第四夹取气缸3k5通过第四滑块驱动气缸3k8使其移动至转盘1a上,并通过第三竖向导轨气缸3k3驱动使第三夹取气缸3k4和第四夹取气缸3k5下移,第三夹取气缸3k4和第四夹取气缸3k5分别将一个绝缘半壳2b的一侧壳体夹住;夹住后第三竖向导轨气缸3k3和第四滑块驱动气缸3k8复位,将两个绝缘半壳2b分别移动至一个半成品输送带上,夹取气缸的夹钳张开,半成品充电插头自然掉落至半成品输送带上,半成品输送带将半成品充电插头输送至后续的组装机器上进行后续的组装。
以上所述,仅是本发明的较佳实施例而已,并非对本发明的技术范围作出任何限制,故凡是依据本发明的技术实质对以上实施例所作的任何细微修改、等同变化与修饰,均仍属于本发明的技术方案的范围内。
一种充电插头的自动组装机专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。






















动态评分
0.0