





专利摘要
本发明公开了一种自动穿扣机及其在制鞋生产中的应用,通过利用平移夹持机构进行移取输入机构输出端固定的针扣且令针扣的针脚竖直朝上,然后令其在穿扣机构下方和输入机构的输出端之间做水平往复运动;使得针扣的针脚能够实现工位切换时,调整针脚朝向,令穿扣机构在穿布时,能够更为方便,再者,利用扣条盘卷机构和移取机构的配合,使得穿扣所需的扣条能够不断被自动切段和供应给穿扣机构进行操作,该方案实现了针扣的自动穿扣,节约了人力和提高了生产效率。
权利要求
1.一种自动穿扣机,用于针扣的穿扣,所述的针扣包括框体和转动连接于框体中的针脚,其特征在于:所述的自动穿扣机包括:
机台;
输入机构,用于输入针扣,其包括传输架和第一夹持装置,所述的传输架固定在机台上且用于输入针扣;所述的第一夹持装置设于传输架的输出端并用于抵压固定位于传输架输出端的针扣;
穿扣机构,设于机台上且用于带动穿扣所需的扣条下降并与针扣穿置配合;
平移夹持机构,用于移取输入机构输出端固定的针扣且令针扣的针脚竖直朝上,其设于机台上且在穿扣机构下方和输入机构的输出端之间做水平往复运动;
扣条盘卷机构,设于穿扣机构下方一侧,且用于输出穿扣所需的扣条;
移取机构,设于穿扣机构下方另一侧,且用于抽取扣条盘卷机构上的扣条,并令扣条横跨在穿扣机构正下方,由穿扣机构带动扣条下降并与移动至穿扣机构正下方的平移夹持机构所夹持的针扣穿置配合;
所述的输入机构还包括第一支架,所述第一支架的一端与机台固定连接,第一支架的另一端向上延伸至传输架的输出端一侧,所述的第一夹持装置与第一支架的另一端固定连接;
所述传输架的上端面沿其长度方向上设有与针扣框体结构相适应的仿形滑槽,且仿形滑槽位于传输架的输出端部位上端及一侧为敞开的开口结构,所述的第一夹持装置包括第一夹持气缸和第一夹板,第一夹持气缸远离其推杆的端部固定连接在第一支架的另一端上,所述的第一夹板设于传输架的输出端上方且与第一夹持气缸的推杆固定连接,由推杆的升降带动第一夹板的升降,令位于传输架输出端上的针扣被夹持或释放;
所述的穿扣机构包括第二支架、第一升降气缸、连接架、第二升降气缸和指爪气缸,所述的第二支架固定在机台上,所述的第一升降气缸固定在第二支架的上部接近传输架输出端的一侧,且第一升降气缸的推杆朝下并与连接架固定连接,由第一升降气缸带动连接架升降,所述的第二升降气缸固定在连接架上且第二升降气缸的推杆向下穿过连接架并与指爪气缸连接,由第二升降气缸的带动指爪气缸升降;
所述的平移夹持机构包括第三支架、第二夹持气缸、第三升降气缸、第一平移气缸和第一滑动板,所述的第三支架固定在机台上且而横跨在传输架的输出端下方和穿扣机构下方,第三支架的上端面沿其长度方向设有第一滑轨,所述的第一平移气缸设于第三支架一侧,所述的第一滑动板滑动连接在第一滑轨上并与第一平移气缸的推杆固定连接,由第一平移气缸带动第一滑动板沿第一滑轨移动,所述的第三升降气缸固定在第一滑动板上端面,其推杆朝上,所述的第二夹持气缸与第三升降气缸的推杆固定连接,由第三升降气缸带动第二夹持气缸做升降运动。
2.根据权利要求1所述的一种自动穿扣机,其特征在于:所述的第二支架靠近传输架的一侧还设有辅助夹持机构,所述的辅助夹持机构包括第四支架、第三夹持气缸和第二平移气缸,所述的第四支架与第二支架固定连接,所述的第二平移气缸固定在第四支架远离第二夹持气缸的一端且第二平移气缸的推杆朝向第二夹持气缸,所述的第三夹持气缸与第二平移气缸的推杆固定连接。
3.根据权利要求1所述的一种自动穿扣机,其特征在于:所述的扣条盘卷机构包括第五支架、卷盘、支撑杆、压板、弹簧、切刀、导架、第三平移气缸、挡块和第四升降气缸;所述的第五支架固定在第二支架上部靠近平移夹持机构的一侧且位于穿扣机构下方一侧,所述支撑杆的下端与第五支架远离移取机构的一端固定,所述的卷盘转动连接在支撑杆的上端并用于卷绕穿扣所需的扣条,所述的导架、压板和切刀依序在第五支架上端面沿接近移取机构的方向设置,所述卷盘上卷绕的扣条端部绕过导架后,从压板与第五支架上端面的间隙穿过并沿接近移取机构的方向延伸,其中,压板与第五支架之间通过弹簧活动连接,所述的第四升降气缸对应固定设置在第五支架的下端面,且第四升降气缸的推杆向上穿过第五支架与切刀固定连接,由第四升降气缸带动切刀做升降运动,所述切刀的刃部在竖直方向上的投影与和其相接近的第五支架端末留有大于3mm且小于1cm的间距;所述的第三平移气缸固定在第五支架的下端面,其推杆朝向移取机构且与挡块固定连接。
4.根据权利要求2所述的一种自动穿扣机,其特征在于:所述移取机构和扣条盘卷机构之间还设有涂胶机构,所述的涂胶机构包括胶块、第四平移气缸,所述的第四平移气缸固定在第二支架上部靠近扣条盘卷机构的侧面,其推杆水平朝向被移取机构抽取的扣条下方并与胶块固定连接,由第四平移气缸带动胶块将胶块上的胶涂覆于移取机构抽取的扣条下表面。
5.根据权利要求3所述的一种自动穿扣机,其特征在于:所述的移取机构包括第六支架、第二滑动板、第五平移气缸、第六平移气缸和第四夹持气缸,所述的第六支架固定在第二支架上部靠近平移夹持机构的另一侧且位于穿扣机构下方另一侧,所述的第六支架远离第二支架的侧面上设有第二滑轨,所述的第二滑动板滑动连接在第二滑轨上,所述的第五平移气缸固定在第六支架远离扣条盘卷机构的一端并与第二滑动板固定连接,由第五平移气缸带动第二滑动板沿第二滑轨滑动,所述的第六平移气缸固定在第二滑动板上,第六平移气缸的推杆朝向扣条盘卷机构并与第四夹持气缸固定连接,第四夹持气缸的夹持端朝向扣条盘卷机构的扣条输出端,由第四夹持气缸的夹持端将位于扣条盘卷机构的扣条输出端上的扣条夹持并跟随第六平移气缸带动沿移取机构设置方向拖动。
6.一种制鞋生产系统,其特征在于:其包括权利要求1至5之一所述的自动穿扣机。
说明书
技术领域
本发明涉及穿扣技术和制鞋技术领域,尤其是一种自动穿扣机及其在制鞋生产中的应用。
背景技术
针扣作为制鞋常用的连接件,其因为具备使用便利,成本低廉且连接可靠等特点而备受生产者和使用者的亲睐,然而由于针扣的框体通常需要进行预先设置穿过针脚的扣条,才能够便于缝入具体使用的产品上进行应用,而传统的穿扣方式是采用人工的方式进行穿置扣条或者利用半自动化设备将针扣的针脚竖起后,再人工穿置扣条,由于人工操作的效率和产能受到人体生理机能的约束,且还存在雇佣成本高的问题,使得针扣的穿扣工作一直存在成本相对高、产能约束大的问题。
发明内容
针对现有技术的情况,本发明的目的在于提供一种自动化程度高、设备简单、效率高且配合可靠的自动穿扣机及其在制鞋生产中的应用。
为了实现上述的技术目的,本发明所采用的技术方案为:
一种自动穿扣机,用于针扣的穿布,所述的针扣包括框体和转动连接于框体中的针脚,所述的自动穿扣机包括:
机台;
输入机构,用于输入针扣,其包括传输架和第一夹持装置,所述的传输架固定在机台上且用于输入针扣;所述的第一夹持装置设于传输架的输出端并用于抵压固定位于传输架输出端的针扣;
穿扣机构,设于机台上且用于带动穿扣所需的扣条下降并与针扣穿置配合;
平移夹持机构,用于移取输入机构输出端固定的针扣且令针扣的针脚竖直朝上,其设于机台上且在穿扣机构下方和输入机构的输出端之间做水平往复运动;
扣条盘卷机构,设于穿扣机构下方一侧,且用于输出穿扣所需的扣条;
移取机构,设于穿扣机构下方另一侧,且用于抽取扣条盘卷机构上的扣条,并令扣条横跨在穿扣机构正下方,由穿扣机构带动扣条下降并与移动至穿扣机构正下方的平移夹持机构所夹持的针扣穿置配合。
进一步,所述的输入机构还包括第一支架,所述第一支架的一端与机台固定连接,第一支架的另一端向上延伸至传输架的输出端一侧,所述的第一夹持装置与第一支架的另一端固定连接。
优选的,所述传输架的上端面沿其长度方向上设有与针扣框体结构相适应的仿形滑槽,且仿形滑槽位于传输架的输出端部位上端及一侧为敞开的开口结构,所述的第一夹持装置包括第一夹持气缸和第一夹板,第一夹持气缸远离其推杆的端部固定连接在第一支架的另一端上,所述的第一夹板设于传输架的输出端上方且与第一夹持气缸的推杆固定连接,由推杆的升降带动第一夹板的升降,令位于传输架输出端上的针扣被夹持或释放。
优选的,所述的穿扣机构包括第二支架、第一升降气缸、连接架、第二升降气缸和指爪气缸,所述的第二支架固定在机台上,所述的第一升降气缸固定在第二支架的上部接近传输架输出端的一侧,且第一升降气缸的推杆朝下并与连接架固定连接,由第一升降气缸带动连接架升降,所述的第二升降气缸固定在连接架上且第二升降气缸的推杆向下穿过连接架并连接有指爪气缸,由第二升降气缸的带动指爪气缸升降。
优选的,所述的平移夹持机构包括第三支架、第二夹持气缸、第三升降气缸、第一平移气缸和第一滑动板,所述的第三支架固定在机台上且而横跨在传输架的输出端下方和穿扣机构下方,第三支架的上端面沿其长度方向设有第一滑轨,所述的第一平移气缸设于第三支架一侧,所述的第一滑动板滑动连接在第一滑轨上并与第一平移气缸的推杆固定连接,由第一平移气缸带动第一滑动板沿第一滑轨移动,所述的第三升降气缸固定在第一滑动板上端面,其推杆朝上,所述的第二夹持气缸与第三升降气缸的推杆固定连接,由第三升降气缸带动第二夹持气缸做升降运动。
优选的,所述的第二支架靠近传输架的一侧还设有辅助夹持机构,所述的辅助夹持机构包括第四支架、第三夹持气缸和第二平移气缸,所述的第四支架与第二支架固定连接,所述的第二平移气缸固定在第四支架远离第二夹持气缸的一端且第二平移气缸的推杆朝向第二夹持气缸,所述的第三夹持气缸与第二平移气缸的推杆固定连接。
优选的,所述的扣条盘卷机构包括第五支架、卷盘、支撑杆、压板、弹簧、切刀、导架、第三平移气缸、挡块和第四升降气缸;所述的第五支架固定在第二支架上部靠近平移夹持机构的一侧且位于穿扣机构下方一侧,所述支撑杆的下端与第五支架远离移取机构的一端固定,所述的卷盘转动连接在支撑杆的上端并用于卷绕穿扣所需的扣条,所述的导架、压板和切刀依序在第五支架上端面沿接近移取机构的方向设置,所述卷盘上卷绕的扣条端部绕过导架后,从压板与第五支架上端面的间隙穿过并沿接近移取机构的方向延伸,其中,压板与第五支架之间通过弹簧活动连接,所述的第四升降气缸对应固定设置在第五支架的下端面,且第四升降气缸的推杆向上穿过第五支架与切刀固定连接,由第四升降气缸带动切刀做升降运动,所述切刀的刃部在竖直方向上的投影与和其相接近的第五支架端末留有大于3mm且小于1cm的间距;所述的第三平移气缸固定在第五支架的下端面,其推杆朝向移取机构且与挡块固定连接。
优选的,所述移取机构和扣条盘卷机构之间还设有涂胶机构,所述的涂胶机构包括胶块、第四平移气缸,所述的第四平移气缸固定在第二支架上部靠近扣条盘卷机构的侧面,其推杆水平朝向被移取机构抽取的扣条下方并与胶块固定连接,由第四平移气缸带动胶块将胶块上的胶涂覆于移取机构抽取的扣条下表面。
优选的,所述的移取机构包括第六支架、第二滑动板、第五平移气缸、第六平移气缸和第四夹持气缸,所述的第六支架固定在第二支架上部靠近平移夹持机构的另一侧且位于穿扣机构下方另一侧,所述的第六支架远离第二支架的侧面上设有第二滑轨,所述的第二滑动板滑动连接在第二滑轨上,所述的第五平移气缸固定在第六支架远离扣条盘卷机构的一端并与第二滑动板固定连接,由第五平移气缸带动第二滑动板沿第二滑轨滑动,所述的第六平移气缸固定在第二滑动板上,第六平移气缸的推杆朝向扣条盘卷机构并与第四夹持气缸固定连接,第四夹持气缸的夹持端朝向扣条盘卷机构的扣条输出端,由第四夹持气缸的夹持端将位于扣条盘卷机构的扣条输出端上的扣条夹持并跟随第六平移气缸带动沿移取机构设置方向拖动。
一种穿扣系统,其包括上述所述的自动穿扣机。
采用上述的技术方案,本发明的有益效果为:本方案通过利用平移夹持机构进行移取输入机构输出端固定的针扣且令针扣的针脚竖直朝上,然后令其在穿扣机构下方和输入机构的输出端之间做水平往复运动;使得针扣的针脚能够实现工位切换时,调整针脚朝向,令穿扣机构在穿布时,能够更为方便,再者,利用扣条盘卷机构和移取机构的配合,使得穿扣所需的扣条能够不断被自动切段和供应给穿扣机构进行操作,该方案实现了针扣的自动穿扣,节约了人力和提高了生产效率。
附图说明
下面结合附图和具体实施方式对本发明做进一步的阐述:
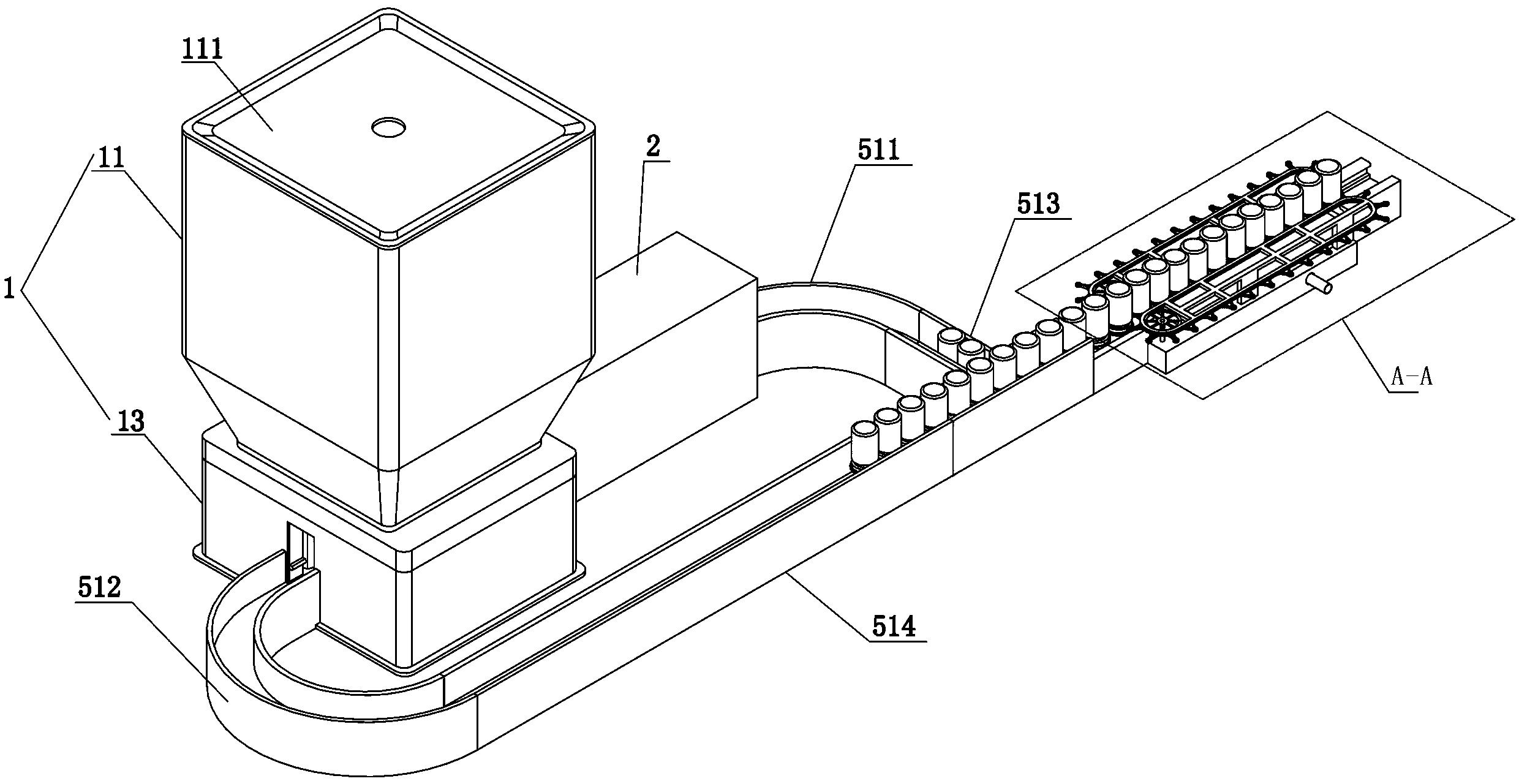
图1为本发明方案实施结构的三维视角之一的示意图;
图2为图1中A处的局部结构放大示意图;
图3为本发明方案实施结构的三维视角之二的示意图;
图4为图3中B处的局部结构放大示意图,其着重示出了针扣被第一夹持气缸抵压在传输架输出端和被第二夹持气缸夹持在穿扣机构下方的简要图示;
图5为本发明方案实施结构的三维视角之三的示意图;
图6为图5中C处的局部结构放大示意图,其着重示出了第四夹持气缸从扣条盘卷机构中夹持待穿扣的扣条的示意之一;
图7为本发明方案实施结构的三维视角之四的示意图;
图8为图7中D处的局部结构放大示意图,其着重示出了第四夹持气缸从扣条盘卷机构中夹持待穿扣的扣条的示意之二;
图9为本发明方案实施结构的三维视角之五的示意图;
图10为图9中E处的局部结构放大示意图,其着重示出了卷盘、支撑杆、压板、弹簧、切刀、导架、第三平移气缸之间的布设关系;
图11为本发明方案实施结构的三维视角之六的示意图;
图12为图11中F处的局部结构放大示意图,其着重示出了卷盘、支撑杆、压板、弹簧、切刀、导架、第三平移气缸、挡块和第四升降气缸之间的布设关系;
图13为本发明方案传输架和第一夹持气缸进行夹持针扣的简要配合结构示意图;
图14为本发明方案中,针扣由第一夹持气缸夹持转移到由第二夹持气缸夹持后的针脚变化示意图。
具体实施方式
如图1至14之一所示,本发明自动穿扣机,用于针扣8的穿布,所述的针扣8包括框体81和转动连接于框体81中的针脚82,所述的自动穿扣机包括:
机台1;
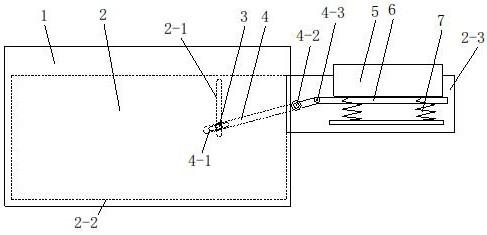
输入机构2,用于输入针扣8,其包括传输架21和第一夹持装置,所述的传输架21固定在机台1上且用于输入针扣8;所述的第一夹持装置设于传输架21的输出端并用于抵压固定位于传输架21输出端的针扣8;
穿扣机构7,设于机台1上且用于带动针扣8穿布所需的扣条55下降并与针扣8的针脚82穿置配合;
平移夹持机构3,用于移取输入机构输出端固定的针扣且令针扣的针脚竖直朝上,其设于机台上且在穿扣机构7下方和输入机构的输出端之间做水平往复运动;
扣条盘卷机构5,设于穿扣机构7下方一侧,且用于输出针扣8穿布所需的扣条55;
移取机构6,设于穿扣机构7下方另一侧,且用于抽取扣条盘卷机构5上的扣条55,并令扣条55横跨在穿扣机构7正下方,由穿扣机构7带动扣条55下降并与移动至穿扣机构7下方的平移夹持机构3所夹持的针扣8穿置配合。
其中,所述的输入机构2还包括第一支架23,所述第一支架23的一端与机台1固定连接,第一支架23的另一端向上延伸至传输架21的输出端一侧,所述的第一夹持装置与第一支架23的另一端固定连接;优选的,所述传输架21的上端面沿其长度方向上设有与针扣8框体81结构相适应的仿形滑槽211,且仿形滑槽211位于传输架21的输出端部位上端及一侧为敞开的开口结构(详见图13),所述的第一夹持装置包括第一夹持气缸22和第一夹板221,第一夹持气缸22远离其推杆的端部固定连接在第一支架23的另一端上,所述的第一夹板221设于传输架21的输出端上方且与第一夹持气缸22的推杆固定连接,由推杆的升降带动第一夹板221的升降,令位于传输架21输出端上的针扣8被夹持或释放。
作为实施方式之一,优选的,所述的穿扣机构7包括第二支架71、第一升降气缸74、连接架73、第二升降气缸72和指爪气缸721,所述的第二支架71固定在机台1上,所述的第一升降气缸74固定在第二支架71的上部接近传输架21输出端的一侧,且第一升降气缸74的推杆朝下并与连接架73固定连接,由第一升降气缸74带动连接架73升降,所述的第二升降气缸72固定在连接架73上且第二升降气缸72的推杆向下穿过连接架73并与指爪气缸721连接,所述的指爪气缸721具有一对相对设置的指爪75,由第二升降气缸72带动指爪气缸721升降,其中指爪气缸721的指爪75下端设有插针76。
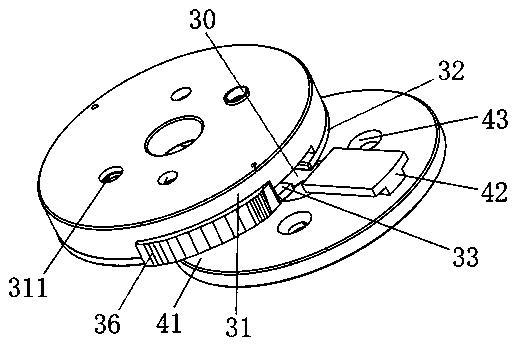
作为实施方式之一,优选的,所述的平移夹持机构3包括第三支架31、第二夹持气缸35、第三升降气缸36、第一平移气缸32和第一滑动板33,所述的第三支架31固定在机台1上且横跨在传输架21的输出端下方和穿扣机构7下方,第三支架31的上端面沿其长度方向设有第一滑轨34,所述的第一平移气缸32设于第三支架31一侧,所述的第一滑动板33滑动连接在第一滑轨34上并与第一平移气缸32的推杆固定连接,由第一平移气缸32带动第一滑动板33沿第一滑轨34移动,所述的第三升降气缸36固定在第一滑动板33上端面,其推杆朝上,所述的第二夹持气缸35与第三升降气缸36的推杆固定连接,由第三升降气缸36带动第二夹持气缸35做升降运动。
作为实施方式之一,优选的,所述的第二支架71靠近传输架21的一侧还设有辅助夹持机构4,所述的辅助夹持机构4包括第四支架42、第三夹持气缸41和第二平移气缸43,所述的第四支架42与第二支架71固定连接,所述的第二平移气缸43固定在第四支架42远离第二夹持气缸35的一端且第二平移气缸43的推杆朝向第二夹持气缸35,所述的第三夹持气缸41与第二平移气缸43的推杆固定连接。
作为实施方式之一,优选的,所述的扣条盘卷机构5包括第五支架52、卷盘53、支撑杆54、压板57、弹簧56、切刀591、导架571、第三平移气缸58、挡块581和第四升降气缸59(着重参见图10和图12);所述的导架571上设有若干根用于引导扣条55的导辊51,所述的第五支架52固定在第二支架71上部靠近平移夹持机构3的一侧且位于穿扣机构7下方一侧,所述支撑杆54的下端与第五支架52远离移取机构6的一端固定,所述的卷盘53转动连接在支撑杆54的上端并用于卷绕针扣8穿布所需的扣条55,所述的导架571、压板57和切刀591依序在第五支架52上端面沿接近移取机构6的方向设置,所述卷盘53上卷绕的扣条55端部绕过导架571上的导辊51后,从压板57与第五支架52上端面的间隙穿过并沿接近移取机构6的方向延伸,其中,压板57与第五支架52之间通过弹簧56活动连接,具体可以是,第五支架52上对应压板57设置位置设有一凸起的延伸部,然后压板57通过轴与第五支架52的延伸部转动连接后,再将弹簧56设于压板57一侧,令弹簧56的两端分别与第五支架52和压板57相抵,使压板57围绕其与第五支架52的转动连接部翻转并将其与扣条55配合的一侧下压,使扣条55被抵压在第五支架52和压板57一侧之间,所述的第四升降气缸59对应固定设置在第五支架52的下端面,且第四升降气缸59的推杆向上穿过第五支架52与切刀591固定连接,由第四升降气缸59带动切刀591做升降运动,所述切刀591的刃部在竖直方向上的投影与和其相接近的第五支架52端末留有大于3mm且小于1cm的间距;所述的第三平移气缸58固定在第五支架52的下端面,其推杆朝向移取机构6且与挡块581固定连接,需要说明的是,挡块581的作用至少包括:(1)与切刀591进行配合形成类似于剪刀剪裁配合的效果,使扣条55能够被切刀591切断;(2)能够保证之后的扣条55的自由端被移取机构6良好配合移取。
作为实施方式之一,优选的,所述移取机构6和扣条盘卷机构5之间还设有涂胶机构(着重参见图10),所述的涂胶机构包括胶块592、第四平移气缸593,所述的第四平移气缸593固定在第二支架71上部靠近扣条盘卷机构5的侧面,其推杆水平朝向被移取机构6抽取的扣条55下方并与胶块592固定连接,由第四平移气缸593带动胶块592将胶块592上的胶涂覆于移取机构6抽取的扣条55下表面,需要说明的是,涂胶机构为一附属可选择性设置的机构,生产者可以根据需要进行设置,其形式也并不局限于本实施例中所述的该种。
作为实施方式之一,优选的,所述的移取机构6包括第六支架61、第二滑动板611、第五平移气缸62、第六平移气缸65和第四夹持气缸67,所述的第六支架61固定在第二支架71上部靠近平移夹持机构3的另一侧且位于穿扣机构7下方另一侧,所述的第六支架61远离第二支架71的侧面上设有第二滑轨64,所述的第二滑动板611滑动连接在第二滑轨64上,所述的第五平移气缸62固定在第六支架61远离扣条盘卷机构5的一端并通过其推杆与第二滑动板611固定连接,由第五平移气缸62带动第二滑动板611沿第二滑轨64滑动,所述的第六平移气缸65固定在第二滑动板611上,第六平移气缸65的推杆朝向扣条盘卷机构5并与第四夹持气缸67固定连接,第四夹持气缸67的夹持端63朝向扣条盘卷机构5的扣条输出端,由第四夹持气缸67的夹持端63将位于扣条盘卷机构5的扣条输出端上的扣条55夹持并跟随第六平移气缸65带动沿移取机构设置方向拖动,同时,还可以一并触发第五平移气缸62带动第二滑动板611移动。
除此之外,本发明方案还可以通过增设限位结构进行配合平移气缸的移动,例如:扣条盘卷机构5的第五支架52远离移取机构6的端部下端面上设置第一限位螺栓521进行限位约束第三平移气缸58的移动行程,其中,第三平移气缸58的推杆为穿过第三平移气缸58的缸体两端,第一限位螺栓521为连接在其推杆尾端,会跟随移动,而第一限位螺栓521的作用是调整第三平移气缸58移动挡块581的行程,实现与切刀591的良好配合;移取机构6的第六平移气缸65的驱动端一侧设置第一延伸部651,第四夹持气缸67侧面设置第二限位螺栓66与其配合,使第六平移气缸65在驱动第四夹持气缸67移动时,可以限制第六平移气缸65推杆的回缩位置,实现第四夹持气缸67的移动限位;第五平移气缸62的一侧设置第三限位螺栓661,通过第三限位螺栓661与第二支架71一侧约束配合,实现第五平移气缸62的移动限位。
本方案采用上述的技术方案,其运行原理至少包括如下步骤:
将需要穿扣的扣条55安装于扣条盘卷机构5上,然后手动拉动扣条55,使其绕过导架571,然后再依序绕过压板57和切刀591下方,完成扣条55活动端的初始位置设置;
将针扣8依序放入传输架21上,使其逐步移入到传输架21的输出端,当有针扣8到达传输架21的输出端上时,第一夹持气缸22带动第一夹板221下降,将针扣8暂时抵压固定在传输架21的输出端上,其中,实际生产应用时,可以根据实际需要设置触动开关进行与第一夹持气缸22进行联动配合,即可以通过触动开关来感应针扣8是否到达传输架21的输出端上,然后通过第一夹持气缸22控制第一夹板221下降,当传输架21的输出端无针扣时,第一夹板221位于传输架21的输出端上方待命;
第三升降气缸36带动第二夹持气缸35下降,同时,第一平移气缸32驱动第一滑动板33带动第三升降气缸36和第二夹持气缸35移动到传输架21的输出端下方,或者,直接将设备的初始状态设置成第二夹持气缸35位于传输架21的输出端下方待命,然后由第三升降气缸36带动第二夹持气缸35上升,同时,第二夹持气缸35的夹持端穿过针扣8的框体81设有针脚82的侧面,并将针扣8的针脚82上抬至与框体所在平面垂直与并将针脚82下部夹紧,针脚82的状态可以参考图14所示;
第一夹持气缸22带动第一夹板221上升,完成一次针扣8的抵压,待下一个针扣8进入到传输架21的输出端时,第一夹持气缸22再次带动第一夹板221下降,当第一夹持气缸22带动第一夹板221上升时,第一平移气缸32驱动第一滑动板33带动第三升降气缸36和第二夹持气缸35移动到穿扣机构正下方,此时,辅助夹持机构4的第二平移气缸43带动第三夹持气缸41移动到第二夹持气缸35接近传输架21的一侧,并通过第三夹持气缸41将第二夹持气缸35上的针扣8远离其针脚的一侧夹紧;
移取机构6第五平移气缸62带动第二滑动板611沿第二滑轨64滑动,使第二滑动板611上固定的第六平移气缸65和第四夹持气缸67沿接近扣条盘卷机构5移动,由第四夹持气缸67的夹持端63将位于扣条盘卷机构5的扣条输出端上的扣条55夹持,然后再驱动第五平移气缸62和第六平移气缸65回位,使被第四夹持气缸67夹持的扣条跟随第六平移气缸65带动沿移取机构6设置方向拖动;
当第五平移气缸62和第六平移气缸65回位到预设位置时,涂胶机构的第四平移气缸593带动胶块592将胶块592上的胶涂覆于移取机构6抽取的扣条55下表面,然后穿扣机构7的第一升降气缸74驱动连接架73带动指爪气缸721下降,其中,指爪气缸721的指爪75下端末设有插针76,当第一升降气缸74升降到位时,插针76穿入到扣条55上,此时,由第四升降气缸59带动切刀591下降将扣条55切断(切断过程中,第三平移气缸58带动挡块581沿移取机构方向移动至与切刀591配合,使其形成类似于剪刀配合状态,以便于切刀591将扣条55切断),同时,涂胶机构回位和第四夹持气缸67释放扣条55,继而,第二升降气缸72带动手指气缸721进一步下降(此时,手指气缸721的指爪75张开),令扣条55被指爪气缸721的指爪75带动下移穿入到第二夹持气缸35和第三夹持气缸41共同夹持固定的针扣8上,扣条55的具体状态为穿入到针扣8的针脚82上,形成倒U形,此时,手指气缸721的指爪75夹紧,扣条55涂有胶水的一端部与其另一端贴合,实现针扣8的自动穿扣,当扣条55穿入到针扣8上时,第二夹持气缸35松开针扣8再依序受第三升降气缸36和第一平移气缸32的驱动重新移动到传输架21的输出端上进行移取新的一个针扣8,继而,第一升降气缸74和第二升降气缸72回位,使插针76与扣条55脱离,第三夹持气缸41松开,将穿扣好的针扣8释放输出,然后再回位。
按如上步骤实现自动穿扣机的一个工作流程的运转。
需要说明的是,本发明方案所述的扣条55为穿扣配对的带孔扣条。
以上所述为本发明的实施例,对于本领域的普通技术人员而言,根据本发明的教导,在不脱离本发明的原理和精神的情况下凡依本发明申请专利范围所做的均等变化、修改、替换和变型,皆应属本发明的涵盖范围。
一种自动穿扣机及其在制鞋生产中的应用专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。








动态评分
0.0