









专利摘要
本发明公开了一种圆管两端冲弧设备及其冲弧方法,其中,设备包括冲弧座、上料旋转机构和拨动冲弧机构,冲弧座内设置有限位套,上料旋转机构包括底座、旋转缸、连接块、导向柱、弹簧、连接杆、驱动齿轮和两个从动齿轮,拨动冲弧机构包括转盘、滑块、驱动杆、转动设置于冲弧座内的冲弧杆,转盘带动驱动杆摆动,驱动杆带动冲弧杆摆动;冲弧方法包括以下步骤:管件被夹紧限位于夹持机构内,驱动齿轮转动,其中一个扇形齿轮带动管件的一端插入至冲弧座内的限位套内,转盘转动,驱动杆带动冲弧杆来回摆动,切刀对管件的一端两侧进行冲弧加工,另外一个扇形齿轮带动管件退出,转动电机驱动蜗杆转动,蜗杆带动蜗轮环旋转90度,旋转缸带动管件进行180度翻转,对管件的另一端进行冲弧加工。
说明书
技术领域
本发明涉及管件端部冲弧机械加工领域,尤其涉及一种圆管两端冲弧设备及其冲弧方法。
背景技术
现有技术中,常设计对管件的两端进行冲弧加工,例如,在自行车加工中。现有的冲弧加工过程中,一般采用人工进行加工,工人手持进行加工,加工效率低,同时,在管件一端加工完成后,对加工管件另一端进行冲弧前,需要将管件进行翻转的同时需要进行90度的旋转,如果采用人工进行90度旋转操作,管件两端的弧口不能保证正交,造成加工精度差。
为此,现有公开号为CN101987376A的中国发明公开了《联结弯管冲弧机》,包括夹紧固定联结弯管的夹持机构和对联结弯管冲出弧形口的拨动冲弧机构,夹持机构包括上夹模和下夹模,以及驱动上夹模和下夹模夹紧联结弯管的夹紧缸,拨动冲弧机构包括冲弧刀和驱动冲弧刀对联结弯管冲出弧形口的冲弧缸,还包括能限定联结弯管之弧形端面的弧形定位模,弧形定位模对应联结弯管之弧形端面设置,并通过调整螺钉固定,下夹模固定于操作台,上夹模通过导柱滑动固定于该操作台上直立机架,并通过机架上并排的两夹紧缸将联结弯管夹紧于该下夹模,拨动冲弧机构设有两个并排的冲弧刀,冲弧缸固定于该直立机架,并同时驱动该两冲弧刀对联结弯管冲出两个弧形口。
发明内容
本发明要解决的第一个技术问题是针对现有技术的现状,提供一种圆管两端冲弧设备,实现管件两端的自动化冲弧,降低了劳动强度,提高了加工精度。
本发明要解决的第二个技术问题是针对现有技术的现状,提供一种冲弧方法,实现管件两端的自动化冲弧,降低了劳动强度,提高了加工精度。
本发明解决第一个技术问题所采用的技术方案为:一种圆管两端冲弧设备,包括平台,其特征在于:所述平台上设置有一冲弧座,冲弧座的一端设置有导轨,导轨上设置有上料旋转机构,冲弧座的另一端设置有拨动冲弧机构,冲弧座内部中空,冲弧座内靠近上料旋转机构的一端设置有一限位套,上料旋转机构包括滑动设置于导轨之上的底座、设置于底座之上的旋转缸、设置于底座下端面上的连接块、与连接块相连横向布置的连接杆、驱动齿轮、设置于驱动齿轮两侧的从动齿轮、设置于每个从动齿轮之上的扇形齿轮,两个扇形齿轮平行布置,连接杆的两侧分别设置有用于与扇形齿轮啮合的齿条,平台的底部向下延伸有一抵靠板,抵靠板上横向延伸有一导向柱,导向柱上套设有一与连接块相抵的压缩弹簧,导向柱上依次开设有第一凹槽和第二凹槽,连接块滑动设置于导向柱之上,连接块上设置有一容纳槽,容纳槽内设置有一锁紧弹簧,锁紧弹簧端部设置有一锁紧球,拨动冲弧机构包括转盘、驱动杆、转动设置于冲弧座内的冲弧杆,冲弧杆的一端形成有冲弧部,冲弧部具有一冲弧槽,冲弧槽的两侧壁形成切刀,驱动杆的一端铰接于平台之上,驱动杆的另一端与冲弧杆的另一端铰接,驱动杆上开设有滑槽,转盘上设置有一滑块,滑块滑动限位于滑槽内。
作为改进,所述导轨的数量为两根,平台上位于导轨之间开设有条形孔,所述连接块置于条形孔内,所述转筒置于平台的下方。
再改进,所述冲弧杆的一端至冲弧杆在冲弧座上的转动中心的距离小于冲弧杆的另一端至冲弧杆在冲弧座上的转动中心的距离,增大冲弧杆上切刀对管件的作用力。
再改进,所述夹持机构包括设置于旋转缸输出端的蜗杆箱体、设置于蜗杆箱体内的蜗杆、设置于蜗杆箱体外部用于驱动蜗杆转动的转动电机、设置于蜗杆箱体上部的涡轮箱体、设置于涡轮箱体内与蜗杆啮合的涡轮环,涡轮环的内壁之上设置有固定半环和移动半环,固定半环和移动半环闭合时形成用于夹紧管件的夹紧腔,固定半环和移动半环之间设置有弹簧,固定半环之上设置有一夹紧缸,夹紧缸的输出端连接于移动半环之上。利用涡轮蜗杆带动管件进行90度的旋转,使得管件两端的冲弧面正交布置,管件两端的冲弧面投影相互垂直,同时,利用夹紧缸带动移动半环实现对管件进行夹紧,便于控制管件的夹紧和松开。
与现有技术相比,本发明解决第一个技术问题的优点在于:将管件插入涡轮环的夹紧腔内,夹紧缸动作,管件被夹紧,利用旋转缸可实现对管件的180度翻转,在一次装夹过程中实现对管件的两端进行同时的冲弧加工,同时,利用夹持机构上的涡轮和蜗杆结构,使得管件在翻转的同时实现以管件轴线为中心的90度转动,保证了管件两端的冲弧面的投影相互垂直,另外,本发明通过一个驱动齿轮带动两个从动齿轮,每个从动齿轮带动各自的扇形齿轮转动,驱动齿轮持续转动,由于两个扇形齿轮平行布置,两个扇形齿轮平行运动,在驱动齿轮转动过程中,其中一个扇形齿轮与连接杆的一侧齿条啮合,推动连接块向冲弧座运动,当连接块内的锁紧球限位于导向柱内的第一凹槽内,两个扇形齿轮不与连接杆接触传动,管件实现定位,之后,随着驱动齿轮的继续转动,另外一个扇形齿轮与连接杆上的另一侧上的齿条啮合,带动管件移出冲弧座,当连接块内的锁紧球限位于导向柱上的第二凹槽内时,两个扇形齿轮再次失去与连接杆的接触,实现管件在冲弧座外部的静止定位,此外,利用转盘的转动,转盘上的滑块在驱动杆内的滑槽内运动,驱动杆运动带动冲弧杆在冲弧座上进行来回摆动,实现冲弧杆上的切刀对管件端部进行冲弧加工,从而实现了对管件自动冲弧加工和下料操作,降低了劳动强度,提高了加工精度。
本发明解决第二个技术问题所采用的技术方案为:一种冲弧方法,其特征在于,包括以下步骤:
(1)、夹紧缸松开移动半环,管件插入,夹紧缸再次夹紧,管件被夹紧限位于夹持机构内;
(2)、驱动齿轮转动,驱动齿轮带动两个从动齿轮转动,其中一个扇形齿轮与连接杆的一侧齿条啮合,推动连接块压缩弹簧,夹持机构带动管件向冲弧座方向移动,管件的一端插入至冲弧座内的限位套内;
(3)、驱动齿轮持续转动,两个扇形齿轮均不与连接杆啮合,锁紧球陷入第一凹槽内,转盘转动,转盘上的滑块带动驱动杆在冲弧座上摆动,转盘转动一圈,冲弧杆来回
摆动一个循环,冲弧杆上的冲弧部一侧的切刀对管件的一端两侧进行冲弧加工;
(4)、驱动齿轮继续转动,驱动齿轮带动两个从动齿轮转动,另外一个扇形齿轮与连接杆的另一侧齿条啮合,上料旋转机构带着管件从冲弧座内移出,锁紧球陷入第二凹槽内,之后两个扇形齿轮均不与连接杆啮合,管件静止于冲弧座的外部;
(5)、转动电机驱动蜗杆转动,蜗杆带动涡轮环旋转90度,旋转缸带动管件进行180度翻转,管件的另一端面向冲弧座;
(6)、重复步骤(2)至(4),实现对管件的另一端进行冲弧加工;
(7)、夹紧缸松开取出管件。
与现有技术相比,本发明解决第二技术问题的优点在于:将管件插入涡轮环的夹紧腔内,夹紧缸动作,管件被夹紧,利用旋转缸可实现对管件的180度翻转,在一次装夹过程中实现对管件的两端进行同时的冲弧加工,同时,利用夹持机构上的涡轮和蜗杆结构,使得管件在翻转的同时实现以管件轴线为中心的90度转动,保证了管件两端的冲弧面的投影相互垂直,另外,本发明通过一个驱动齿轮带动两个从动齿轮,每个从动齿轮带动各自的扇形齿轮转动,驱动齿轮持续转动,由于两个扇形齿轮平行布置,两个扇形齿轮平行运动,在驱动齿轮转动过程中,其中一个扇形齿轮与连接杆的一侧齿条啮合,推动连接块向冲弧座运动,当连接块内的锁紧球限位于导向柱内的第一凹槽内,两个扇形齿轮不与连接杆接触传动,管件实现定位,之后,随着驱动齿轮的继续转动,另外一个扇形齿轮与连接杆上的另一侧上的齿条啮合,带动管件移出冲弧座,当连接块内的锁紧球限位于导向柱上的第二凹槽内时,两个扇形齿轮再次失去与连接杆的接触,实现管件在冲弧座外部的静止定位,此外,利用转盘的转动,转盘上的滑块在驱动杆内的滑槽内运动,驱动杆运动带动冲弧杆在冲弧座上进行来回摆动,实现冲弧杆上的切刀对管件端部进行冲弧加工,从而实现了对管件自动冲弧加工和下料操作,降低了劳动强度,提高了加工精度。
附图说明
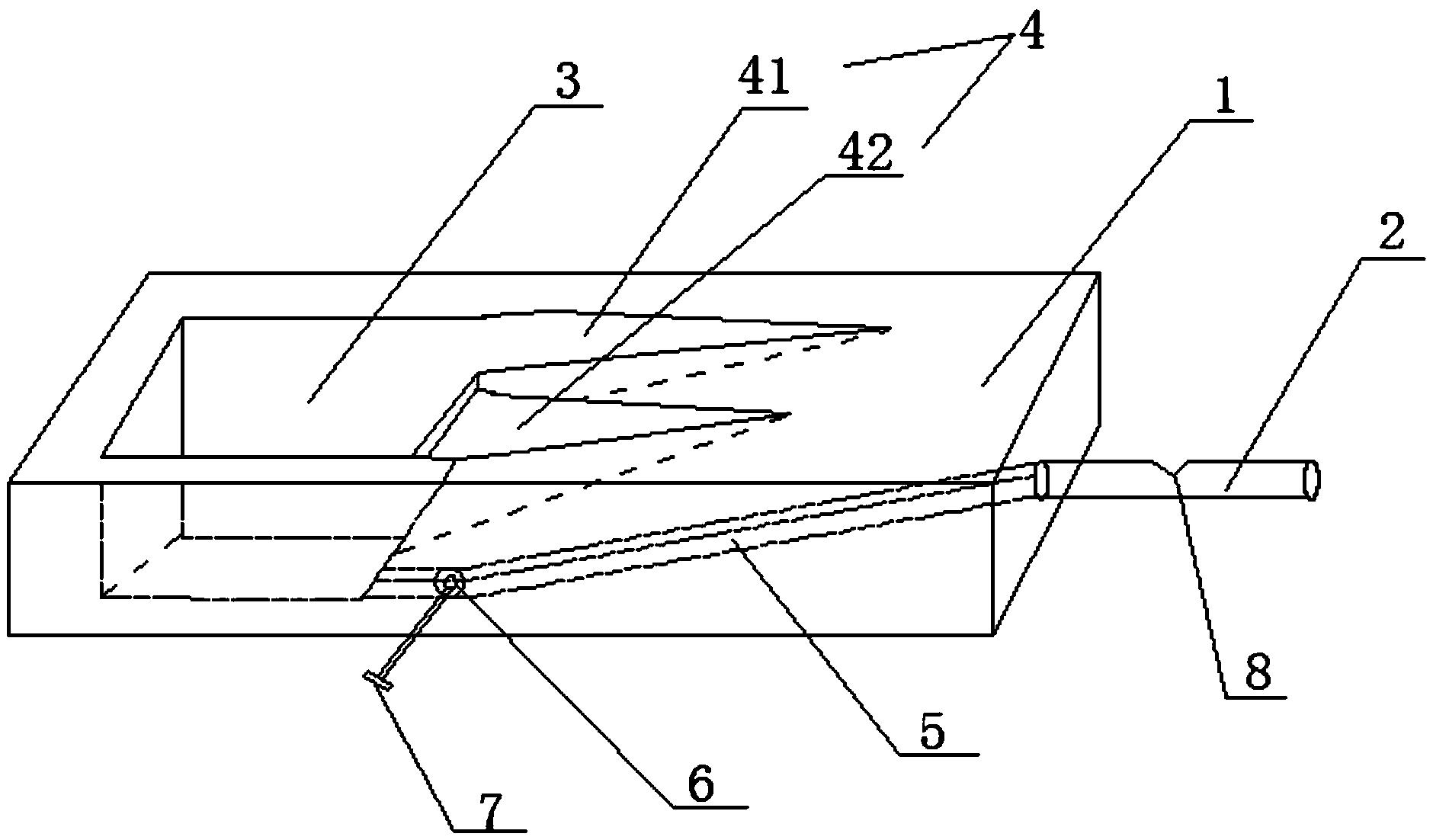
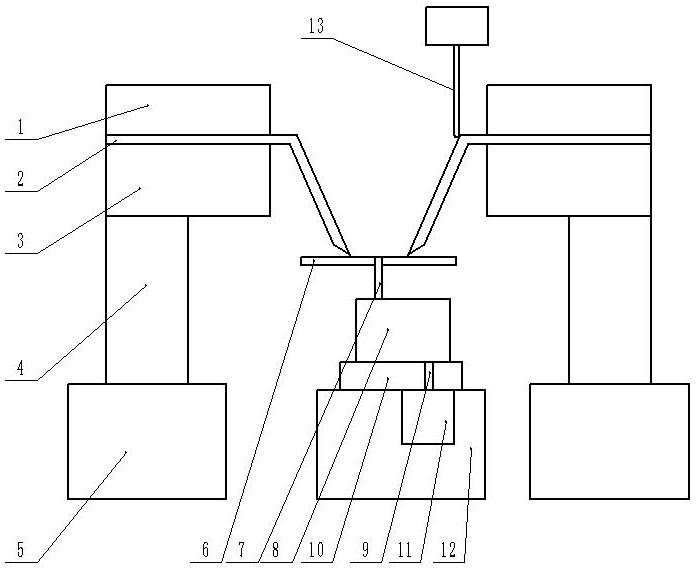
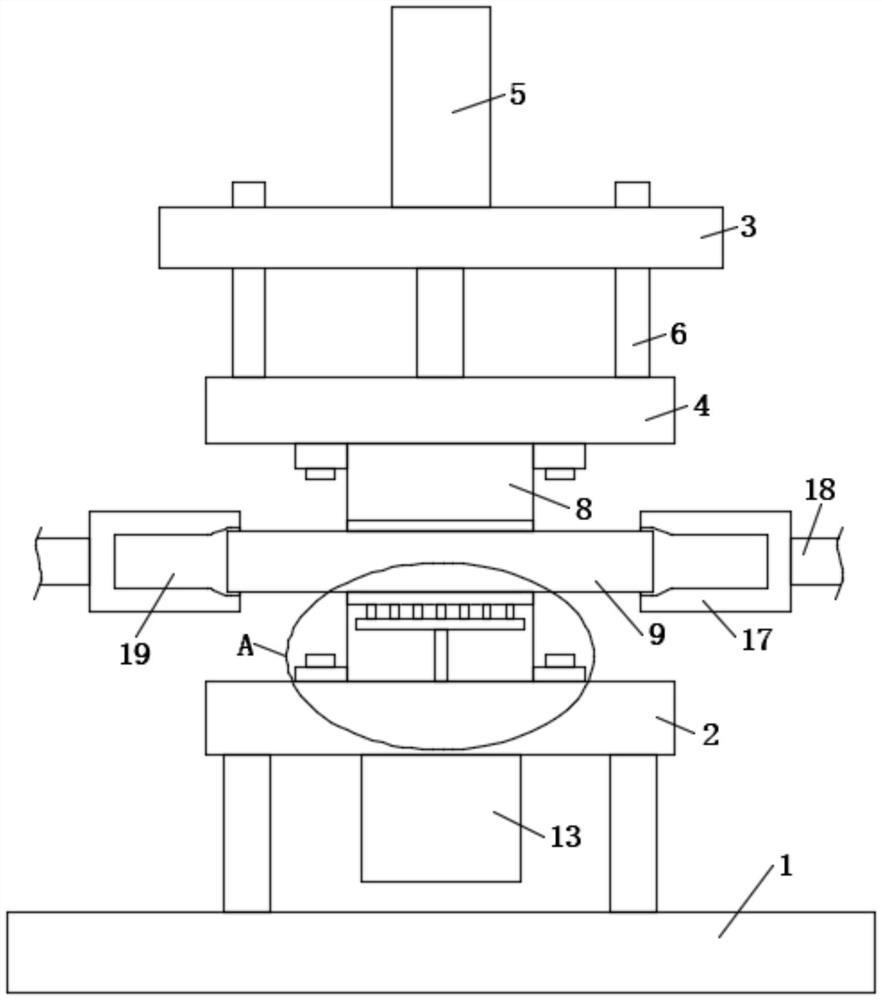
图1是本发明实施例中圆管两端冲弧设备的结构示意图;
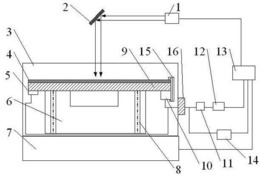
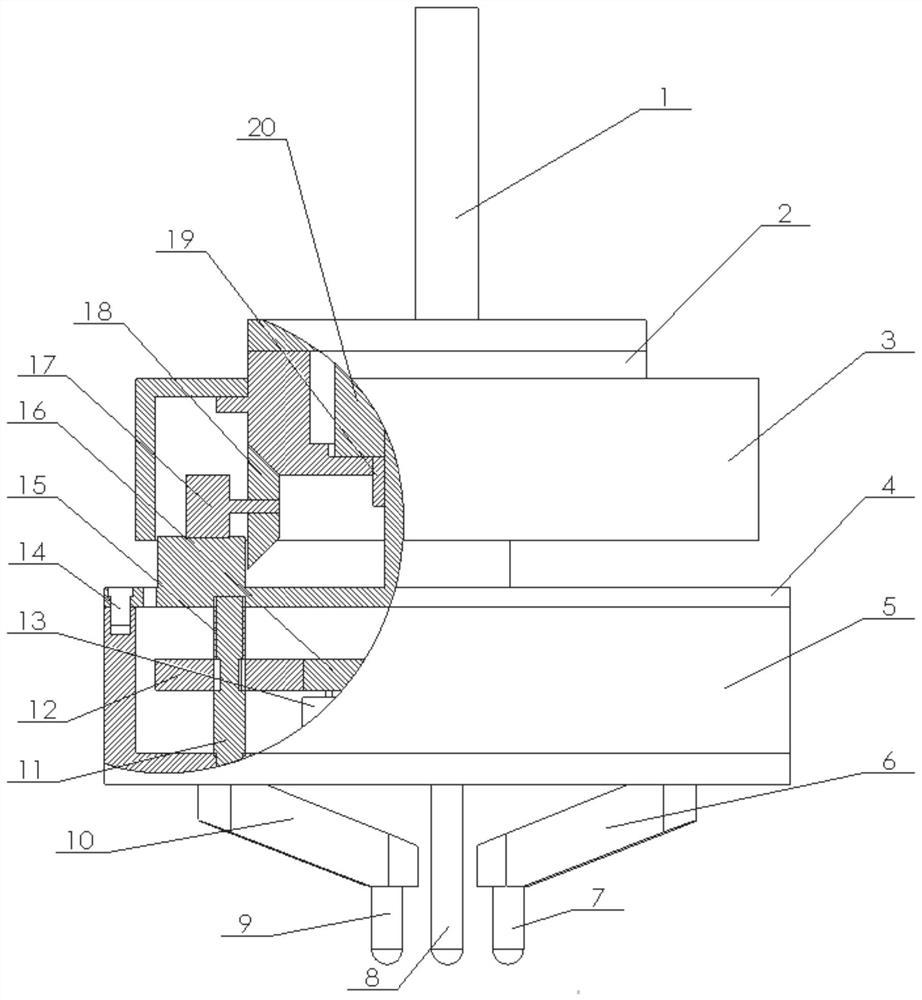
图2是本发明实施例中上料旋转机构的结构示意图;
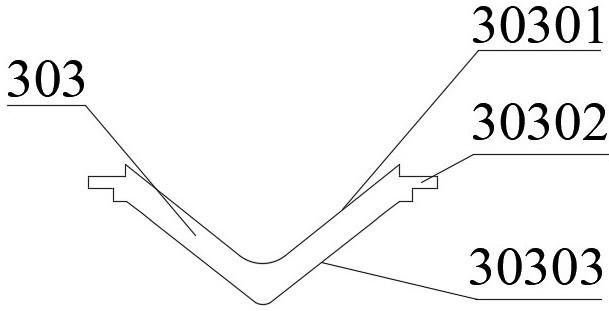
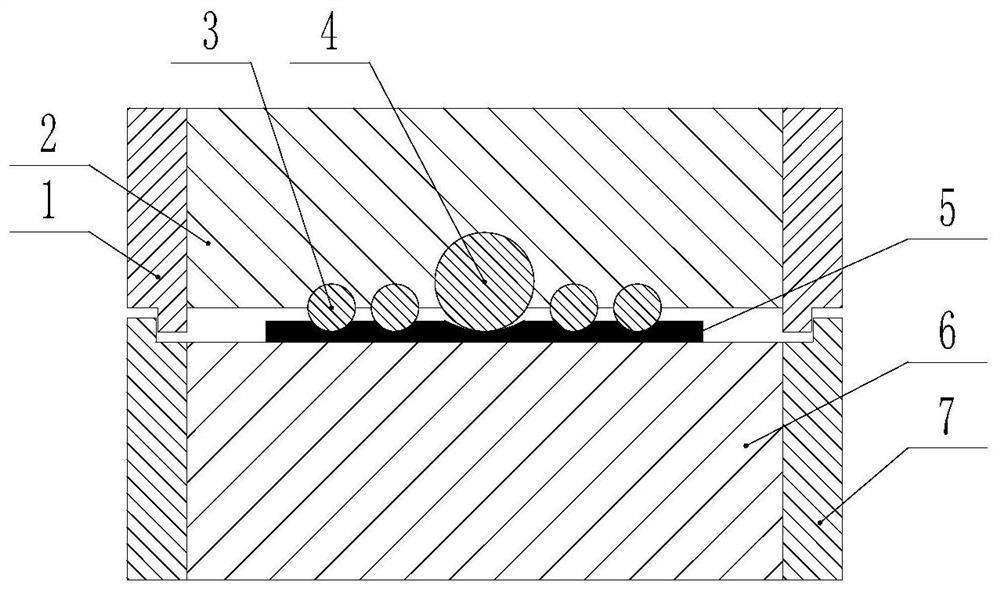
图3是本发明实施例中管件冲弧后的结构示意图;
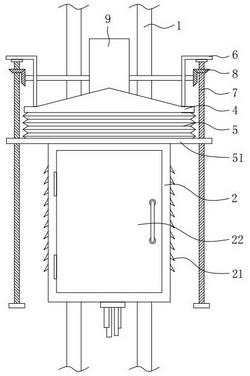
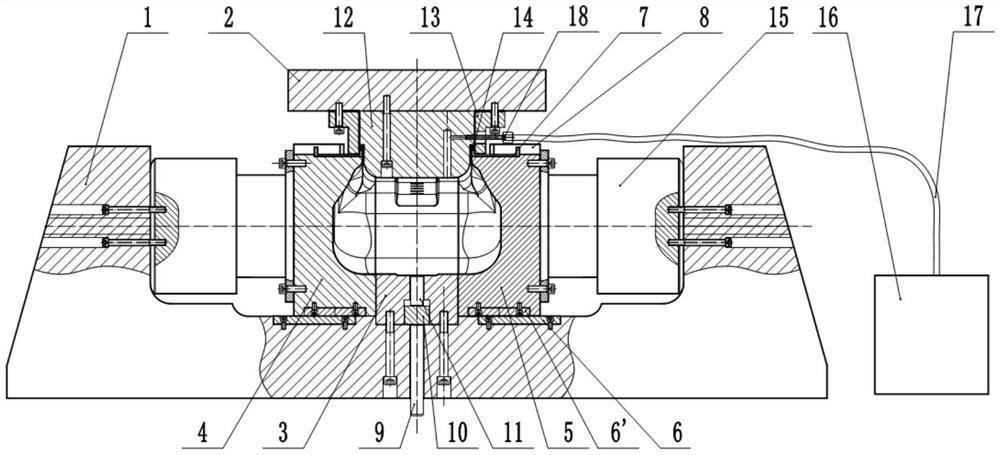
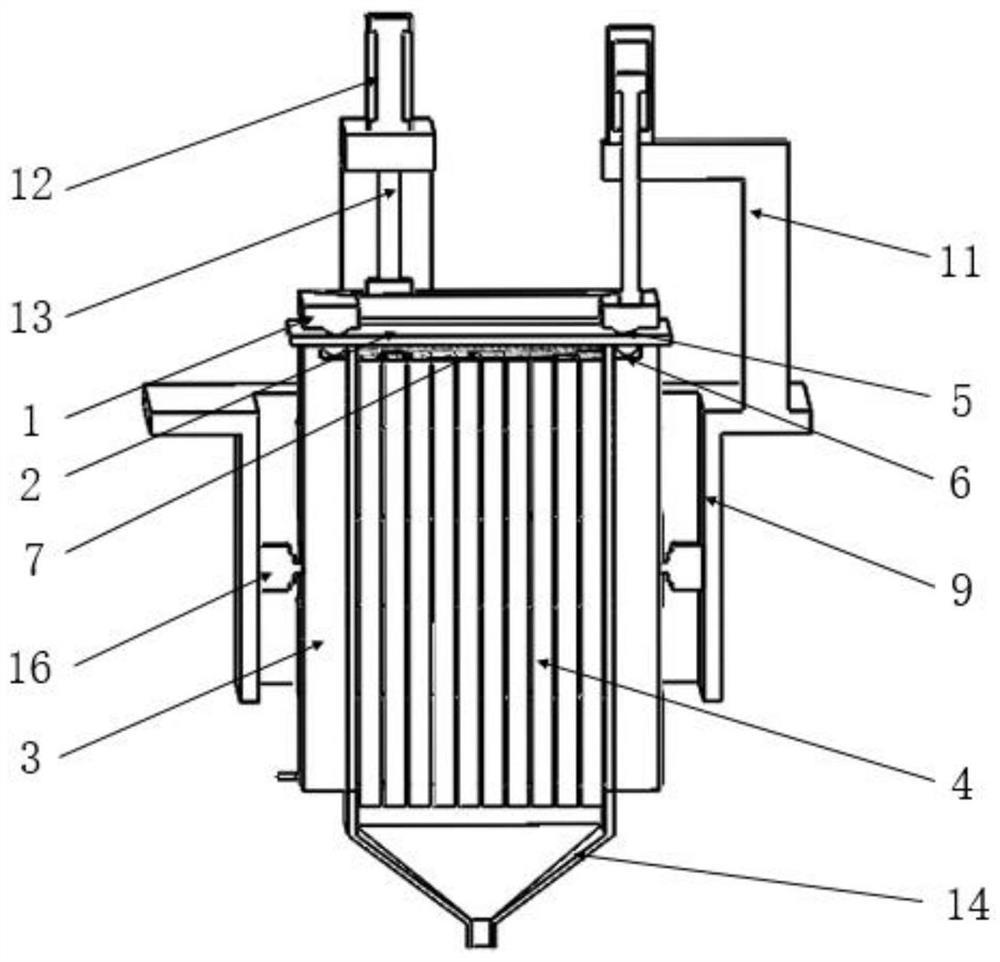
图4是本发明实施例中夹持机构的主视图;
图5是图4的左示意图。
具体实施方式
以下结合附图实施例对本发明作进一步详细描述。
如图1至5所示,本实施中的圆管两端冲弧设备,包括平台1、上料旋转机构和拨动冲弧机构。
其中,平台1上设置有一冲弧座2,冲弧座2的一端设置有导轨31,导轨31上设置有上料旋转机构,冲弧座2的另一端设置有拨动冲弧机构,冲弧座2内部中空,冲弧座2内靠近上料旋转机构的一端设置有一限位套21,上料旋转机构包括滑动设置于导轨31之上的底座32、设置于底座32之上的旋转缸33、设置于底座32下端面上的连接块34、与连接块34相连横向布置的连接杆35、驱动齿轮36、设置于驱动齿轮36两侧的从动齿轮、设置于每个从动齿轮之上的扇形齿轮391、392,两个扇形齿轮391、392平行布置,连接杆35的两侧分别设置有用于与扇形齿轮啮合的齿条,平台1的底部向下延伸有一抵靠板38,抵靠板38上横向延伸有一导向柱381,导向柱381上套设有一与连接块34相抵的压缩弹簧39,导向柱381上依次开设有第一凹382槽和第二凹槽383,连接块34滑动设置于导向柱381之上,连接块34上设置有一容纳槽,容纳槽内设置有一锁紧弹簧341,锁紧弹簧341端部设置有一锁紧球342,进一步地,导轨31的数量为两根,平台1上位于导轨31之间开设有条形孔,连接块34置于条形孔内,转筒37置于平台1的下方。
拨动冲弧机构包括转盘8、驱动杆5、转动设置于冲弧座2内的冲弧杆4,冲弧杆4的一端至冲弧杆4在冲弧座2上的转动中心的距离小于冲弧杆4的另一端至冲弧杆4在冲弧座2上的转动中心的距离,增大冲弧杆4上切刀对管件6的作用力,冲弧杆4的一端形成有冲弧部41,冲弧部41具有一冲弧槽,冲弧槽的两侧壁形成切刀411,驱动杆5的一端铰接于平台1之上,驱动杆5的另一端与冲弧杆4的另一端铰接,驱动杆5上开设有滑槽51,转盘8上设置有一滑块81,滑块81滑动限位于滑槽51内。
另外,夹持机构包括设置于旋转缸33输出端的蜗杆箱体71、设置于蜗杆箱体71内的蜗杆、设置于蜗杆箱体71外部用于驱动蜗杆转动的转动电机、设置于蜗杆箱体71上部的涡轮箱体72、设置于涡轮箱体72内与蜗杆啮合的涡轮环73,涡轮环73的内壁之上设置有固定半环741和移动半环742,固定半环741和移动半环742闭合时形成用于夹紧管件6的夹紧腔,固定半环741和移动半环742之间设置有弹簧75,固定半环741之上设置有一夹紧缸76,夹紧缸76的输出端连接于移动半环742之上。利用涡轮蜗杆带动管件6进行90度的旋转,使得管件6两端的冲弧面正交布置,管件6两端的冲弧面投影相互垂直,同时,利用夹紧缸76带动移动半环742实现对管件6进行夹紧,便于控制管件6的夹紧和松开。
此外,本发明还提供了一种冲弧方法,包括以下步骤:
(1)、夹紧缸75松开移动半环742,管件6插入,夹紧缸75再次夹紧,管件6被夹紧限位于夹持机构内;
(2)、驱动齿轮36转动,驱动齿轮36带动两个从动齿轮371、372转动,其中一个扇形齿轮392与连接杆35的一侧齿条啮合,推动连接块34压缩弹簧39,夹持机构带动管件6向冲弧座2方向移动,管件6的一端插入至冲弧座2内的限位套21内;
(3)、驱动齿轮36持续转动,两个扇形齿轮391、392均不与连接杆35啮合,锁紧球342陷入第一凹槽382内,转盘8转动,转盘8上的滑块81带动驱动杆5在冲弧座2上摆动,转盘8转动一圈,冲弧杆4来回摆动一个循环,冲弧杆4上的冲弧部41一侧的切刀411对管件6的一端两侧进行冲弧加工;
(4)、驱动齿轮36继续转动,驱动齿轮36带动两个从动齿轮371、372转动,另外一个扇形齿轮391与连接杆35的另一侧齿条啮合,上料旋转机构带着管件6从冲弧座2内移出,锁紧球342陷入第二凹槽383内,之后两个扇形齿轮391、392均不与连接杆啮合,管件6静止于冲弧座2的外部;
(5)、转动电机驱动蜗杆转动,蜗杆带动涡轮环73旋转90度,旋转缸33带动管件6进行180度翻转,管件6的另一端面向冲弧座2;
(6)、重复步骤(2)至(4),实现对管件6的另一端进行冲弧加工;
(7)、夹紧缸76松开取出管件6。
综上,本发明将管件6插入涡轮环73的夹紧腔内,夹紧缸76动作,管件6被夹紧,利用旋转缸33可实现对管件6的180度翻转,在一次装夹过程中实现对管件6的两端进行同时的冲弧加工,同时,利用夹持机构上的涡轮和蜗杆结构,使得管件6在翻转的同时实现以管件6轴线为中心的90度转动,保证了管件6两端的冲弧面的投影相互垂直,另外,本发明通过一个驱动齿轮36带动两个从动齿轮371、372,每个从动齿轮371、372带动各自的扇形齿轮转动,驱动齿轮36持续转动,由于两个扇形齿轮391、392平行布置,两个扇形齿轮391、392平行运动,在驱动齿轮36转动过程中,其中一个扇形齿轮392与连接杆25的一侧齿条啮合,推动连接块34向冲弧座2运动,当连接块34内的锁紧球342限位于导向柱381内的第一凹槽382内,两个扇形齿轮391、392不与连接杆35接触传动,管件6实现定位,之后,随着驱动齿轮36的继续转动,另外一个扇形齿轮391与连接杆35上的另一侧上的齿条啮合,带动管件6移出冲弧座3,当连接块34内的锁紧球342限位于导向柱381上的第二凹槽383内时,两个扇形齿轮391、392再次失去与连接杆35的接触,实现管件6在冲弧座2外部的静止定位,此外,利用转盘8的转动,转盘8上的滑块81在驱动杆5内的滑槽51内运动,驱动杆5运动带动冲弧杆4在冲弧座2上进行来回摆动,实现冲弧杆4上的切刀对管件6端部进行冲弧加工,从而实现了对管件6自动冲弧加工和下料操作,降低了劳动强度,提高了加工精度。
圆管两端冲弧设备及其冲弧方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。













动态评分
0.0