

IPC分类号 : B22F7/02,B22F3/14,B22F3/02,C22C27/02,C22C32/00,C22C29/14,C22C1/05









专利摘要
本发明公开了一种航空航天用金属基复合材料的制备方法,包括以下步骤:首先称取ZrB2粉、Ti粉和Nb粉,球磨混合制得混合粉体;然后将混合粉体置于涂有氮化硼和无水乙醇模具中,压制成型,然后真空热压烧结制得不同ZrB2粉含量的增强型铌钛基复合材料;将不同ZrB2粉含量的增强型铌钛剂复合材料依次作为上表层、夹心层和下表层置于石墨模具中,层与层之间采用环氧树脂粘结,然后向石墨模具施加15‑20MPa的压力,压制成型,然后干燥,脱模,制得航空航天用金属基复合材料。本发明制得的金属基复合材料耐磨、耐高温性能优异,稳定性好,力学性能佳,且制备方法简单。
说明书
技术领域:
本发明涉及复合材料领域,具体的涉及一种航空航天用金属基复合材料的制备方法。
背景技术:
复合材料,是由两种或两种以上不同性质的材料,通过物理或化学的方法,在宏观上组成具有新性能的材料。各种材料在性能上互相取长补短,产生协同效应,使复合材料的综合性能优于原组成材料而满足各种不同的要求。复合材料的基体材料分为金属和非金属两大类。金属基体常用的有铝、镁、铜、钛及其合金。复合材料在很多领域都发挥了很大的作用,代替了很多传统的材料,具有很广的应用前景。
铌钛基复合材料是一种应用广泛的复合材料,其具有重要的实用价值,它除可以直接用于高温结构件外,还可以通过超塑性加工,用于制作航空航天发动机的零部件以及其他结构部件。但是一般的铌钛基复合材料高温强度较低,需要进一步改善。
发明内容:
本发明的目的是提供一种航空航天用金属基复合材料的制备方法,该制备方法简单,制得的复合材料稳定性好,耐高温性能优异,力学性能佳。
为实现上述目的,本发明采用以下技术方案:
一种航空航天用金属基复合材料的制备方法,包括以下步骤:
(1)称量ZrB2粉、Ti粉和Nb粉,并将称量的粉末置于不锈钢球磨罐中,使用行星式球磨机球磨8-12h,球磨结束后在干燥箱中50℃下赶在,得到混合粉体;
(2)在石墨模具表面涂上一层氮化硼和无水乙醇的混合物,然后将上述制备的混合粉体置于石墨模具中,10-12MPa下,压制成型,制得坯体;在烧结用石墨模具表面涂上一层氮化硼和无水乙醇的混合物,然后将制得的坯体置于该烧结用石墨模具中,进行真空热压烧结,烧结结束后随炉冷却至室温,制得不同ZrB2粉含量的增强型铌钛基复合材料;
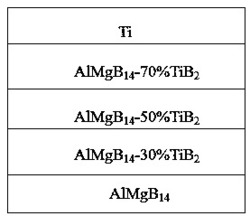
(3)将不同ZrB2粉含量的增强型铌钛剂复合材料依次作为上表层、夹心层和下表层置于石墨模具中,层与层之间采用环氧树脂粘结,然后向石墨模具施加15-20MPa的压力,压制成型,然后干燥,脱模,制得航空航天用金属基复合材料。
作为上述技术方案的优选,步骤(1)混合粉体中,所述ZrB2粉、Ti粉和Nb粉的质量百分含量分别为ZrB2粉15-60wt%、Ti粉8-17wt%和Nb粉余量。
作为上述技术方案的优选,步骤(2)中,所述氮化硼和无水乙醇的质量比为1:(23-35)。
作为上述技术方案的优选,步骤(1)中,所述球磨的转速为10-15rpm。
作为上述技术方案的优选,步骤(2)中,所述球磨的转速为13rpm。
作为上述技术方案的优选,步骤(2)中,所述真空热压烧结的具体过程为:开启真空挡板阀,启动机械泵抽真空,直至炉内压强为1.2-1.5Pa时,启动加热系统,以5-10℃/min的升温速率升温至400-500℃,保温25-35min,然后打开充气气阀通入氩气,直至炉内压强0.02-0.03MPa,关闭充气阀和机械泵;再以8-12℃/min的升温速率升温至1500-1700℃;同时开启油压泵,缓慢加压至25-30MPa,保温保压2-4小时;最后反向转动油泵,除去压力,关闭加热系统,随炉冷却至室温。
作为上述技术方案的优选,步骤(3)中,所述金属基复合材料中,上表层中ZrB2粉的含量为60wt%;夹心层中ZrB2粉的含量为30wt%、下表层中ZrB2粉的含量为15wt%。
作为上述技术方案的优选,步骤(3)中,所述压制成型的时间为5-10min。
本发明具有以下有益效果:
本发明采用二硼化锆对铌钛基复合材料进行改性,通过合理调节各组分的用量,制得的金属基复合材料高温强度得到了有效的改善;而且本发明在铌基材料中加入适量的钛元素,有效降低了二硼化锆增强铌基复合材料的烧结温度,有效降低了能耗;
本发明首先制得了不同二硼化锆含量的增强型铌钛基复合材料,并将不同二硼化锆含量的增强型铌钛基复合材料从上到下二硼化锆含量递减的方式层叠,并采用环氧树脂将不同层粘结,通过合理调节各层中二硼化锆的含量,制得的复合材料层与层之间能很好的粘结,不易开裂,力学性能优异。
经检测,本发明制得的金属基复合材料的室温断裂韧度值为10-15MPa·m1/2,在100℃下的断裂韧度值为8-13MPa·m1/2。
具体实施方式:
为了更好的理解本发明,下面通过实施例对本发明进一步说明,实施例只用于解释本发明,不会对本发明构成任何的限定。
实施例1
一种航空航天用金属基复合材料的制备方法,包括以下步骤:
(1)称量ZrB2粉、Ti粉和Nb粉,并将称量的粉末置于不锈钢球磨罐中,使用行星式球磨机球磨8h,球磨结束后在干燥箱中50℃下赶在,得到混合粉体;所述球磨的转速为10pm;
(2)在石墨模具表面涂上一层氮化硼和无水乙醇的混合物,然后将上述制备的混合粉体置于石墨模具中,10MPa下,压制成型,制得坯体;在烧结用石墨模具表面涂上一层氮化硼和无水乙醇的混合物,然后将制得的坯体置于该烧结用石墨模具中,进行真空热压烧结,烧结结束后随炉冷却至室温,制得不同ZrB2粉含量的增强型铌钛基复合材料;其中,氮化硼和无水乙醇的质量比为1:23;所述真空热压烧结的具体过程为:开启真空挡板阀,启动机械泵抽真空,直至炉内压强为1.2Pa时,启动加热系统,以5℃/min的升温速率升温至400℃,保温25min,然后打开充气气阀通入氩气,直至炉内压强0.02MPa,关闭充气阀和机械泵;再以8℃/min的升温速率升温至1500℃;同时开启油压泵,缓慢加压至25MPa,保温保压2小时;最后反向转动油泵,除去压力,关闭加热系统,随炉冷却至室温;
(3)将不同ZrB2粉含量的增强型铌钛剂复合材料依次作为上表层、夹心层和下表层置于石墨模具中,层与层之间采用环氧树脂粘结,然后向石墨模具施加15MPa的压力,保压5min,压制成型,然后干燥,脱模,制得航空航天用金属基复合材料。
实施例2
一种航空航天用金属基复合材料的制备方法,包括以下步骤:
(1)称量ZrB2粉、Ti粉和Nb粉,并将称量的粉末置于不锈钢球磨罐中,使用行星式球磨机球磨8-12h,球磨结束后在干燥箱中50℃下赶在,得到混合粉体;所述球磨的转速为15rpm;
(2)在石墨模具表面涂上一层氮化硼和无水乙醇的混合物,然后将上述制备的混合粉体置于石墨模具中,12MPa下,压制成型,制得坯体;在烧结用石墨模具表面涂上一层氮化硼和无水乙醇的混合物,然后将制得的坯体置于该烧结用石墨模具中,进行真空热压烧结,烧结结束后随炉冷却至室温,制得不同ZrB2粉含量的增强型铌钛基复合材料;其中,氮化硼和无水乙醇的质量比为1:35;所述真空热压烧结的具体过程为:开启真空挡板阀,启动机械泵抽真空,直至炉内压强为1.5Pa时,启动加热系统,以10℃/min的升温速率升温至500℃,保温35min,然后打开充气气阀通入氩气,直至炉内压强0.03MPa,关闭充气阀和机械泵;再以12℃/min的升温速率升温至1700℃;同时开启油压泵,缓慢加压至30MPa,保温保压4小时;最后反向转动油泵,除去压力,关闭加热系统,随炉冷却至室温;
(3)将不同ZrB2粉含量的增强型铌钛剂复合材料依次作为上表层、夹心层和下表层置于石墨模具中,层与层之间采用环氧树脂粘结,然后向石墨模具施加20MPa的压力,保压10min,压制成型,然后干燥,脱模,制得航空航天用金属基复合材料。
实施例3
一种航空航天用金属基复合材料的制备方法,包括以下步骤:
(1)称量ZrB2粉、Ti粉和Nb粉,并将称量的粉末置于不锈钢球磨罐中,使用行星式球磨机球磨8-12h,球磨结束后在干燥箱中50℃下赶在,得到混合粉体;其中,所述球磨的转速为11rpm;
(2)在石墨模具表面涂上一层氮化硼和无水乙醇的混合物,然后将上述制备的混合粉体置于石墨模具中,10MPa下,压制成型,制得坯体;在烧结用石墨模具表面涂上一层氮化硼和无水乙醇的混合物,然后将制得的坯体置于该烧结用石墨模具中,进行真空热压烧结,烧结结束后随炉冷却至室温,制得不同ZrB2粉含量的增强型铌钛基复合材料;其中,氮化硼和无水乙醇的质量比为1:25;所述真空热压烧结的具体过程为:开启真空挡板阀,启动机械泵抽真空,直至炉内压强为1.3Pa时,启动加热系统,以6℃/min的升温速率升温至450℃,保温30min,然后打开充气气阀通入氩气,直至炉内压强0.02MPa,关闭充气阀和机械泵;再以9℃/min的升温速率升温至1550℃;同时开启油压泵,缓慢加压至26MPa,保温保压2小时;最后反向转动油泵,除去压力,关闭加热系统,随炉冷却至室温;
(3)将不同ZrB2粉含量的增强型铌钛剂复合材料依次作为上表层、夹心层和下表层置于石墨模具中,层与层之间采用环氧树脂粘结,然后向石墨模具施加16MPa的压力,保压5min,压制成型,然后干燥,脱模,制得航空航天用金属基复合材料。
实施例4
一种航空航天用金属基复合材料的制备方法,包括以下步骤:
(1)称量ZrB2粉、Ti粉和Nb粉,并将称量的粉末置于不锈钢球磨罐中,使用行星式球磨机球磨8-12h,球磨结束后在干燥箱中50℃下赶在,得到混合粉体;其中,所述球磨的转速为12rpm;
(2)在石墨模具表面涂上一层氮化硼和无水乙醇的混合物,然后将上述制备的混合粉体置于石墨模具中,11MPa下,压制成型,制得坯体;在烧结用石墨模具表面涂上一层氮化硼和无水乙醇的混合物,然后将制得的坯体置于该烧结用石墨模具中,进行真空热压烧结,烧结结束后随炉冷却至室温,制得不同ZrB2粉含量的增强型铌钛基复合材料;其中,氮化硼和无水乙醇的质量比为1:27;所述真空热压烧结的具体过程为:开启真空挡板阀,启动机械泵抽真空,直至炉内压强为1.4Pa时,启动加热系统,以7℃/min的升温速率升温至450℃,保温30min,然后打开充气气阀通入氩气,直至炉内压强0.03MPa,关闭充气阀和机械泵;再以10℃/min的升温速率升温至1600℃;同时开启油压泵,缓慢加压至27MPa,保温保压3小时;最后反向转动油泵,除去压力,关闭加热系统,随炉冷却至室温;
(3)将不同ZrB2粉含量的增强型铌钛剂复合材料依次作为上表层、夹心层和下表层置于石墨模具中,层与层之间采用环氧树脂粘结,然后向石墨模具施加17MPa的压力,保压6min,压制成型,然后干燥,脱模,制得航空航天用金属基复合材料。
实施例5
一种航空航天用金属基复合材料的制备方法,包括以下步骤:
(1)称量ZrB2粉、Ti粉和Nb粉,并将称量的粉末置于不锈钢球磨罐中,使用行星式球磨机球磨8-12h,球磨结束后在干燥箱中50℃下赶在,得到混合粉体;其中,所述球磨的转速为13rpm;
(2)在石墨模具表面涂上一层氮化硼和无水乙醇的混合物,然后将上述制备的混合粉体置于石墨模具中,12MPa下,压制成型,制得坯体;在烧结用石墨模具表面涂上一层氮化硼和无水乙醇的混合物,然后将制得的坯体置于该烧结用石墨模具中,进行真空热压烧结,烧结结束后随炉冷却至室温,制得不同ZrB2粉含量的增强型铌钛基复合材料;其中,氮化硼和无水乙醇的质量比为1:31;所述真空热压烧结的具体过程为:开启真空挡板阀,启动机械泵抽真空,直至炉内压强为1.4Pa时,启动加热系统,以8℃/min的升温速率升温至500℃,保温25min,然后打开充气气阀通入氩气,直至炉内压强0.02MPa,关闭充气阀和机械泵;再以10℃/min的升温速率升温至1650℃;同时开启油压泵,缓慢加压至28MPa,保温保压4小时;最后反向转动油泵,除去压力,关闭加热系统,随炉冷却至室温;
(3)将不同ZrB2粉含量的增强型铌钛剂复合材料依次作为上表层、夹心层和下表层置于石墨模具中,层与层之间采用环氧树脂粘结,然后向石墨模具施加18MPa的压力,保压7min,压制成型,然后干燥,脱模,制得航空航天用金属基复合材料。
实施例6
一种航空航天用金属基复合材料的制备方法,包括以下步骤:
(1)称量ZrB2粉、Ti粉和Nb粉,并将称量的粉末置于不锈钢球磨罐中,使用行星式球磨机球磨8-12h,球磨结束后在干燥箱中50℃下赶在,得到混合粉体;其中,所述球磨的转速为14rpm;
(2)在石墨模具表面涂上一层氮化硼和无水乙醇的混合物,然后将上述制备的混合粉体置于石墨模具中,10MPa下,压制成型,制得坯体;在烧结用石墨模具表面涂上一层氮化硼和无水乙醇的混合物,然后将制得的坯体置于该烧结用石墨模具中,进行真空热压烧结,烧结结束后随炉冷却至室温,制得不同ZrB2粉含量的增强型铌钛基复合材料;其中,氮化硼和无水乙醇的质量比为1:33;所述真空热压烧结的具体过程为:开启真空挡板阀,启动机械泵抽真空,直至炉内压强为1.4Pa时,启动加热系统,以8℃/min的升温速率升温至450℃,保温30min,然后打开充气气阀通入氩气,直至炉内压强0.02MPa,关闭充气阀和机械泵;再以11℃/min的升温速率升温至1500℃;同时开启油压泵,缓慢加压至30MPa,保温保压3.5小时;最后反向转动油泵,除去压力,关闭加热系统,随炉冷却至室温;
(3)将不同ZrB2粉含量的增强型铌钛剂复合材料依次作为上表层、夹心层和下表层置于石墨模具中,层与层之间采用环氧树脂粘结,然后向石墨模具施加19MPa的压力,保压8min,压制成型,然后干燥,脱模,制得航空航天用金属基复合材料。
航空航天用金属基复合材料的制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。














动态评分
0.0