





专利摘要
本实用新型公开了一种设备结构用零件批量生产机械模具,包括底座和模具本体,底座的顶端放置有模具本体,且底座包括通框体,通框体上下端面竖直贯通设置,且通框体的底面两侧均竖直对称焊接有支腿,通框体的内部从上到下依次安装有支撑网台、冷却结构和底板,且支撑网台水平固定在通框体的内部顶端,通框体的内部底端水平安装有底板。本实用新型能够加快模具冷却,方便后期脱模,提高模具的冷却效率和效果。
权利要求
1.一种设备结构用零件批量生产机械模具,包括底座(1)和模具本体(2),其特征在于:所述底座(1)的顶端放置有模具本体(2),且底座(1)包括通框体(11),所述通框体(11)上下端面竖直贯通设置,且通框体(11)的底面两侧均竖直对称焊接有支腿(12),所述通框体(11)的内部从上到下依次安装有支撑网台(13)、冷却结构(14)和底板(15),且支撑网台(13)水平固定在通框体(11)的内部顶端,所述通框体(11)的内部底端水平安装有底板(15)。
2.根据权利要求1所述的一种设备结构用零件批量生产机械模具,其特征在于,所述冷却结构(14)包括冷却液箱(141)和循环管路(142),且冷却液箱(141)固定在通框体(11)外侧后端面上,所述循环管路(142)水平设置在通框体(11)的内部,且循环管路(142)的两端分别贯穿通框体(11)贯通连接在冷却液箱(141)的两侧端面上。
3.根据权利要求2所述的一种设备结构用零件批量生产机械模具,其特征在于,所述循环管路(142)一侧的外部管道上安装有循环泵(143)。
4.根据权利要求3所述的一种设备结构用零件批量生产机械模具,其特征在于,所述循环管路(142)的上下两侧均水平设置有网板(144),且网板(144)的侧端面焊接在通框体(11)的内壁上。
5.根据权利要求4所述的一种设备结构用零件批量生产机械模具,其特征在于,所述底板(15)上均匀贯穿开设有若干个通槽,且底板(15)的通槽中均安装有散热风扇(16)。
6.根据权利要求5所述的一种设备结构用零件批量生产机械模具,其特征在于,所述通框体(11)的顶面上竖直焊接有矩形结构的围挡框(17)。
说明书
技术领域
本实用新型涉及模具设备领域,尤其涉及一种设备结构用零件批量生产机械模具。
背景技术
模具是工业生产上用以注塑、吹塑、挤出、压铸或锻压成型、冶炼、冲压等方法得到所需产品的各种模子和工具,简而言之,模具是用来制作成型物品的工具,这种工具由各种零件构成,不同的模具由不同的零件构成,它主要通过所成型材料物理状态的改变来实现物品外形的加工,素有“工业之母”的称号,现有的模具在浇筑后由于浇筑液的温度较高,需要冷却后才能进行脱模作业,模具自身具有较好的导热性,现有的模具布局不具备辅助散热的结构,模具冷却通常是自然状态下进行冷却,冷却的效率较低,效果不好。
因此需要一种设备结构用零件批量生产机械模具,能够加快模具冷却,方便后期脱模,提高模具的冷却效率和效果。
实用新型内容
本实用新型的目的在于提供一种设备结构用零件批量生产机械模具,旨在改善现有的模具在浇筑后由于浇筑液的温度较高,需要冷却后才能进行脱模作业,模具自身具有较好的导热性,现有的模具布局不具备辅助散热的结构,模具冷却通常是自然状态下进行冷却,冷却的效率较低,效果不好的问题。
本实用新型是这样实现的:
一种设备结构用零件批量生产机械模具,包括底座和模具本体,底座的顶端放置有模具本体,且底座包括通框体,通框体上下端面竖直贯通设置,且通框体的底面两侧均竖直对称焊接有支腿,通框体的内部从上到下依次安装有支撑网台、冷却结构和底板,且支撑网台水平固定在通框体的内部顶端,通框体的内部底端水平安装有底板。
进一步的,冷却结构包括冷却液箱和循环管路,且冷却液箱固定在通框体外侧后端面上,循环管路水平设置在通框体的内部,且循环管路的两端分别贯穿通框体贯通连接在冷却液箱的两侧端面上。
进而通过冷却结构中循环管路水平设置在通框体的内部,且循环管路的两端分别贯穿通框体贯通连接在冷却液箱的两侧端面上,将冷却液从冷却液箱中流动到循环管路,通过温度较高空气与内部流通温度较低的循环管路外壁接触,从而吸收空气中的热量对空气进行冷却,方便提高模具本体的散热效率和效果。
进一步的,循环管路一侧的外部管道上安装有循环泵。
进而通过循环管路一侧的外部管道上安装有循环泵,利用型号为ISG15-80的循环泵,加快冷却液在循环管路中的流动速率,提高换热冷却效果。
进一步的,循环管路的上下两侧均水平设置有网板,且网板的侧端面焊接在通框体的内壁上。
进而通过循环管路的上下两侧均水平设置有网板,且网板的侧端面焊接在通框体的内壁上,用于降低空气流速,增大空气与循环管路外壁的接触时长,提升空气换热效果。
进一步的,底板上均匀贯穿开设有若干个通槽,且底板的通槽中均安装有散热风扇。
进而通过底板上均匀贯穿开设有若干个通槽,且底板的通槽中均安装有散热风扇,通过散热风扇将外部空气从上下端面竖直贯通设置的通框体底端吸入。
进一步的,通框体的顶面上竖直焊接有矩形结构的围挡框。
进而通过通框体的顶面上竖直焊接有矩形结构的围挡框对冷空气进行导流,使冷空气沿着模具本体上行,从而提高模具本体的散热效果。
与现有技术相比,本实用新型的有益效果是:本实用新型在使用该设备结构用零件批量生产机械模具生产为了加快模具冷却,方便后期脱模,通过将模具本体放置在底座顶部,通过底座通框体中从上到下依次安装有支撑网台、冷却结构和底板,利用底板上均匀贯穿开设有若干个通槽,且底板的通槽中均安装有散热风扇,通过型号为XE4-6.0的散热风扇将外部空气从上下端面竖直贯通设置的通框体底端吸入,然后空气经过冷却结构,利用冷却结构中循环管路水平设置在通框体的内部,且循环管路的两端分别贯穿通框体贯通连接在冷却液箱的两侧端面上,将冷却液从冷却液箱中流动到循环管路,通过温度较高空气与内部流通温度较低的循环管路外壁接触,从而吸收空气中的热量对空气进行冷却,方便提高模具本体的散热效率和效果,同时冷却后的空气通过支撑网台对模具本体底部进行散热后,冷空气受到阻挡向着两侧逸散,通过通框体的顶面上竖直焊接有矩形结构的围挡框对冷空气进行导流,使冷空气沿着模具本体上行,从而提高模具本体的散热效果,从而能够加快模具冷却,方便后期脱模,提高模具的冷却效率和效果。
附图说明
为了更清楚地说明本实用新型实施方式的技术方案,下面将对实施方式中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本实用新型的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
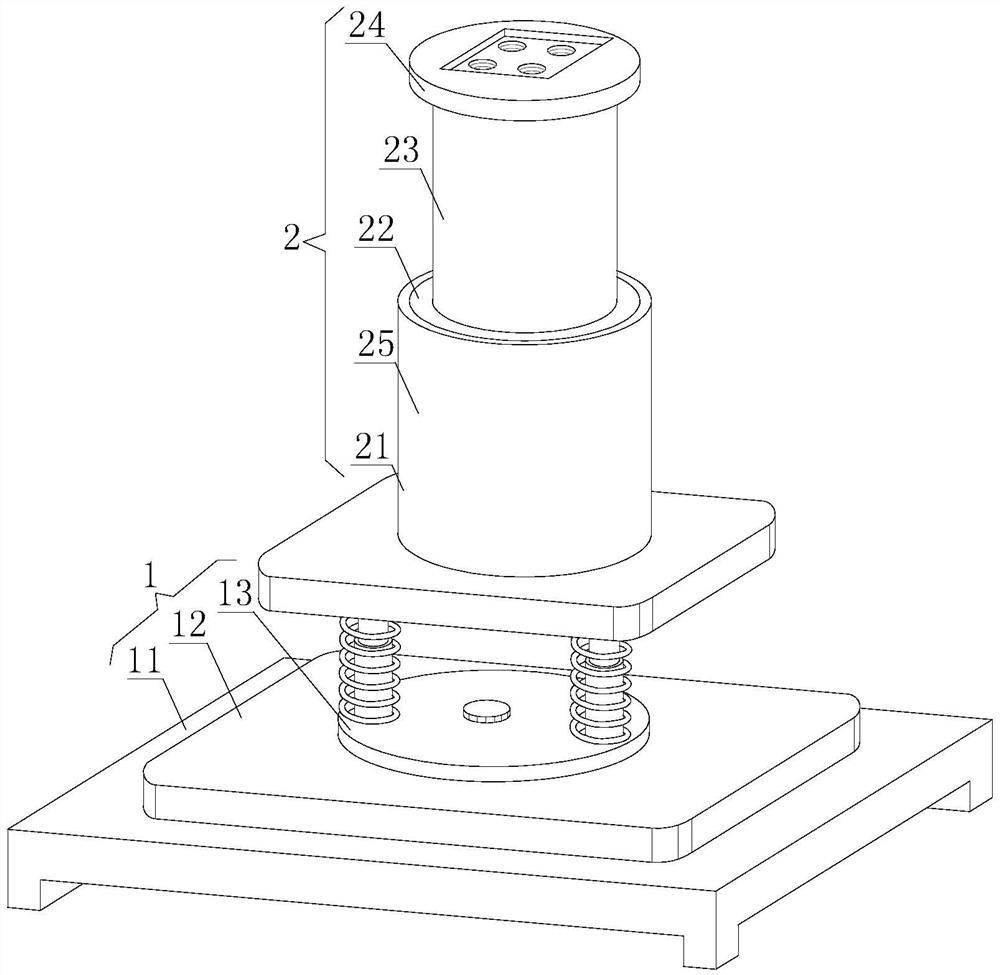
图1是本实用新型的整体结构示意图;
图2是本实用新型的分解结构示意图;
图3是本实用新型实施例中底座的爆炸结构示意图;
图4是本实用新型实施例中冷却结构的爆炸结构示意图。
图中:1、底座;11、通框体;12、支腿;13、支撑网台;14、冷却结构;141、冷却液箱;142、循环管路;143、循环泵;144、网板;15、底板;16、散热风扇;17、围挡框;2、模具本体。
具体实施方式
为使本实用新型实施方式的目的、技术方案和优点更加清楚,下面将结合本实用新型实施方式中的附图,对本实用新型实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本实用新型一部分实施方式,而不是全部的实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。因此,以下对在附图中提供的本实用新型的实施方式的详细描述并非旨在限制要求保护的本实用新型的范围,而是仅仅表示本实用新型的选定实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。
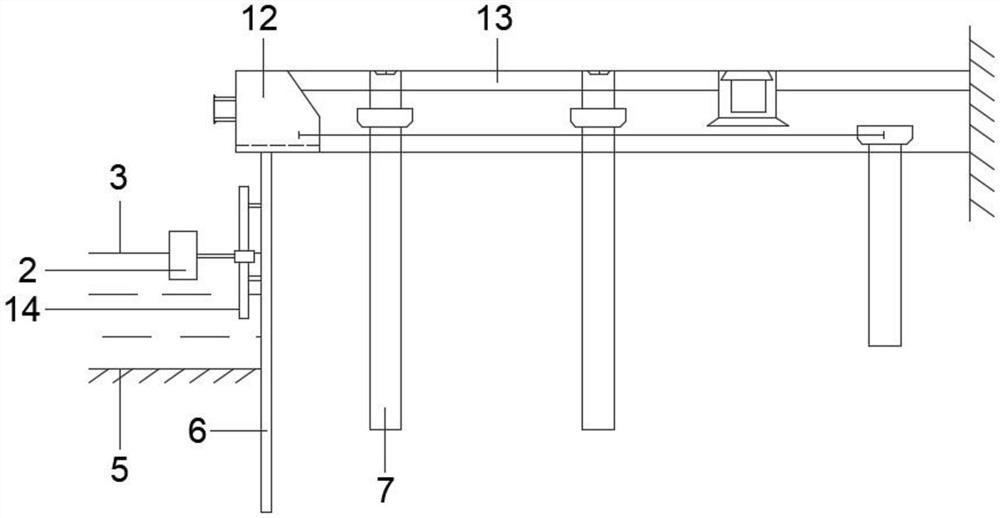
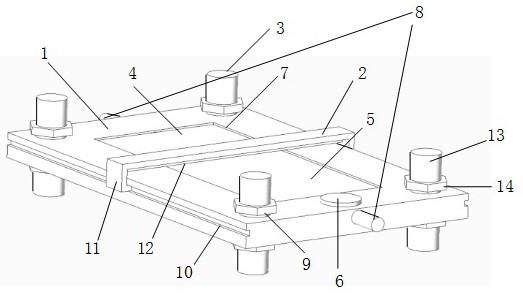
请参阅图1、图2、图3和图4所示,一种设备结构用零件批量生产机械模具,包括底座1和模具本体2,底座1的顶端放置有模具本体2,且底座1包括通框体11,通框体11上下端面竖直贯通设置,且通框体11的底面两侧均竖直对称焊接有支腿12,通框体11的内部从上到下依次安装有支撑网台13、冷却结构14和底板15,且支撑网台13水平固定在通框体11的内部顶端,通框体11的内部底端水平安装有底板15。
进而通过在使用该设备结构用零件批量生产机械模具生产为了加快模具冷却,方便后期脱模,通过将模具本体2放置在底座1顶部,通过底座1通框体11中从上到下依次安装有支撑网台13、冷却结构14和底板15,利用底板15上均匀贯穿开设有若干个通槽,且底板15的通槽中均安装有散热风扇16,通过型号为XE4-6.0的散热风扇16将外部空气从上下端面竖直贯通设置的通框体11底端吸入,然后空气经过冷却结构14,利用冷却结构14中循环管路142水平设置在通框体11的内部,且循环管路142的两端分别贯穿通框体11贯通连接在冷却液箱141的两侧端面上,将冷却液从冷却液箱141中流动到循环管路142,通过温度较高空气与内部流通温度较低的循环管路142外壁接触,从而吸收空气中的热量对空气进行冷却,方便提高模具本体2的散热效率和效果,同时冷却后的空气通过支撑网台13对模具本体2底部进行散热后,冷空气受到阻挡向着两侧逸散,通过通框体11的顶面上竖直焊接有矩形结构的围挡框17对冷空气进行导流,使冷空气沿着模具本体2上行,从而提高模具本体2的散热效果,从而能够加快模具冷却,方便后期脱模,提高模具的冷却效率和效果。
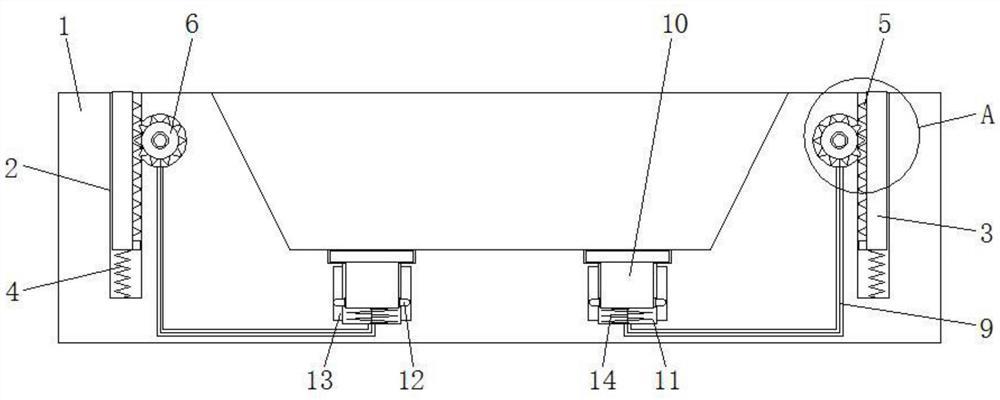
请参阅图4,冷却结构14包括冷却液箱141和循环管路142,且冷却液箱141固定在通框体11外侧后端面上,循环管路142水平设置在通框体11的内部,且循环管路142的两端分别贯穿通框体11贯通连接在冷却液箱141的两侧端面上。
进而通过冷却结构14中循环管路142水平设置在通框体11的内部,且循环管路142的两端分别贯穿通框体11贯通连接在冷却液箱141的两侧端面上,将冷却液从冷却液箱141中流动到循环管路142,通过温度较高空气与内部流通温度较低的循环管路142外壁接触,从而吸收空气中的热量对空气进行冷却,方便提高模具本体2的散热效率和效果。
请参阅图4,循环管路142一侧的外部管道上安装有循环泵143。
进而通过循环管路142一侧的外部管道上安装有循环泵143,利用型号为ISG15-80的循环泵143,加快冷却液在循环管路142中的流动速率,提高换热冷却效果。
请参阅图4,循环管路142的上下两侧均水平设置有网板144,且网板144的侧端面焊接在通框体11的内壁上。
进而通过循环管路142的上下两侧均水平设置有网板144,且网板144的侧端面焊接在通框体11的内壁上,用于降低空气流速,增大空气与循环管路142外壁的接触时长,提升空气换热效果。
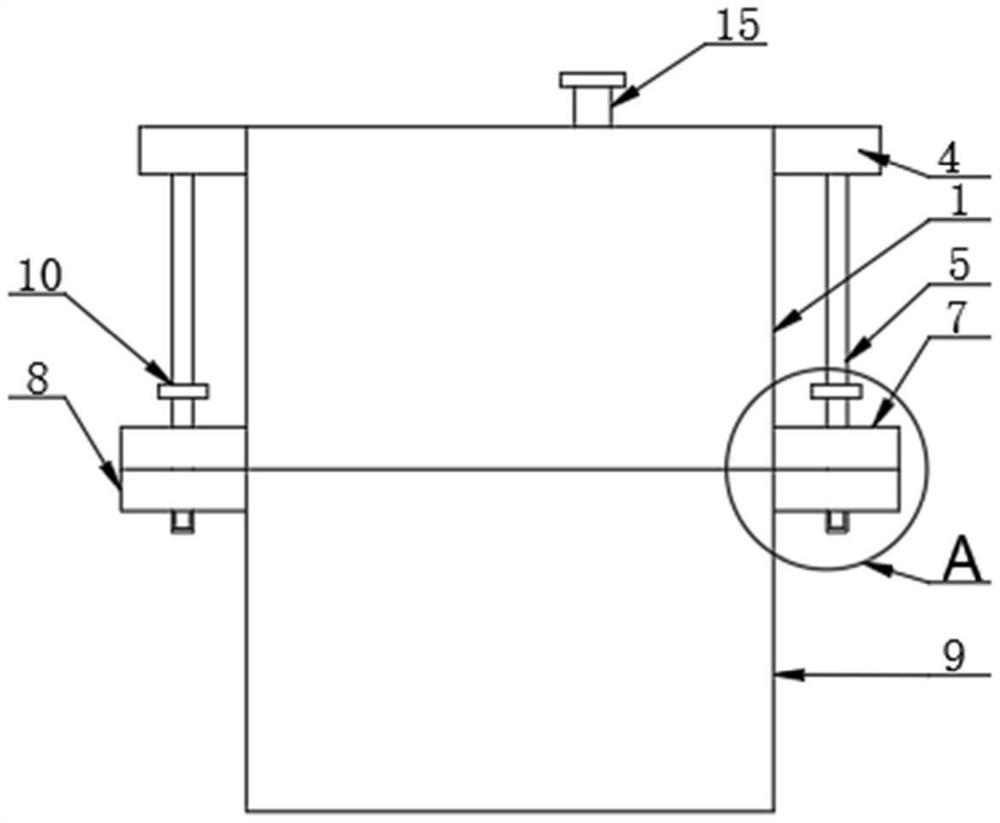
请参阅图3,底板15上均匀贯穿开设有若干个通槽,且底板15的通槽中均安装有散热风扇16。
进而通过底板15上均匀贯穿开设有若干个通槽,且底板15的通槽中均安装有散热风扇16,通过散热风扇16将外部空气从上下端面竖直贯通设置的通框体11底端吸入。
请参阅图3,通框体11的顶面上竖直焊接有矩形结构的围挡框17。
进而通过通框体11的顶面上竖直焊接有矩形结构的围挡框17对冷空气进行导流,使冷空气沿着模具本体2上行,从而提高模具本体2的散热效果。
工作原理:在使用该设备结构用零件批量生产机械模具生产为了加快模具冷却,方便后期脱模,通过将模具本体2放置在底座1顶部,通过底座1通框体11中从上到下依次安装有支撑网台13、冷却结构14和底板15,利用底板15上均匀贯穿开设有若干个通槽,且底板15的通槽中均安装有散热风扇16,通过型号为XE4-6.0的散热风扇16将外部空气从上下端面竖直贯通设置的通框体11底端吸入,然后空气经过冷却结构14,利用冷却结构14中循环管路142水平设置在通框体11的内部,且循环管路142的两端分别贯穿通框体11贯通连接在冷却液箱141的两侧端面上,将冷却液从冷却液箱141中流动到循环管路142,通过温度较高空气与内部流通温度较低的循环管路142外壁接触,从而吸收空气中的热量对空气进行冷却,方便提高模具本体2的散热效率和效果,同时冷却后的空气通过支撑网台13对模具本体2底部进行散热后,冷空气受到阻挡向着两侧逸散,通过通框体11的顶面上竖直焊接有矩形结构的围挡框17对冷空气进行导流,使冷空气沿着模具本体2上行,从而提高模具本体2的散热效果。
通过上述设计得到的装置已基本能满足一种能够加快模具冷却,方便后期脱模,提高模具的冷却效率和效果的设备结构用零件批量生产机械模具的使用,但本着进一步完善其功能的宗旨,设计者对该装置进行了进一步的改良。
以上所述仅为本实用新型的优选实施方式而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
设备结构用零件批量生产机械模具专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。











动态评分
0.0