





专利摘要
本发明提供了一种安全气囊用气体发生剂药粒及其制备方法,属于气体发生剂技术领域。本发明所述气体发生剂为圆台状药粒,在所述药粒的底面中心处具有贯穿的通孔,使所述药粒的底面形成同心圆,所述同心圆的外径为3.5~10mm,内径为1.0~3mm。本发明提供的气体发生剂在燃烧时,能够使气囊在展开初期缓慢膨胀,而在展开后期迅速膨胀,使气体发生器的压力时间曲线呈现S形;采用压制工艺压制成型,生产效率高,侧压强度为120N以上,振动使用恶劣环境下不易破碎掉粉,减重重量较少,长期使用性能稳定。本发明提供的气体发生剂还能降低燃烧时对发生器壳体的压力,从而可以使用更低强度的壳体,使发生器减重。
权利要求
1.一种安全气囊用气体发生剂药粒,其特征在于,所述气体发生剂药粒为内部有一个或多个通孔的圆台形状;
所述圆台的锥度为1:1000~1:100;
所述一个或多个通孔沿圆台长度方向设置;
所述圆台的较大底面直径在3.5~10mm范围内,高度在1~10mm范围内;所述一个或多个通孔的每个通孔的直径在1.0~3mm范围内;
所述圆台的外侧壁与底面的连接处具有圆倒角或直倒角;
当所述圆台的外侧壁与底面的连接处为圆倒角时,所述圆倒角的半径在0.1-1mm范围内,角度在(0.1~1)×45°±15°的范围内;
所述安全气囊用气体发生剂药粒采用如下压制制备工艺得到:将气体发生剂原料混合后造粒,得到造粒物料,将所述造粒物料填入模具中,压制成型制得气体发生剂药粒;
其中,所述气体发生剂原料包括:燃料、氧化剂和催化剂,所述燃料和氧化剂中的C、H、O和N元素达到氧平衡态,使燃料和氧化剂中的C氧化为CO
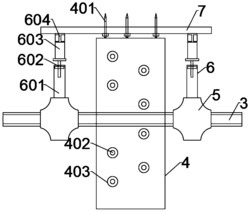
2.根据权利要求1所述的安全气囊用气体发生剂药粒,其特征在于,所述模具包括上冲、下冲和冲针,所述上冲和下冲内部均呈圆台形,所述上冲和下冲内部均设置一个或多个沿上冲或下冲的圆台长度方向的中孔,以使所述冲针从上冲或下冲上的中孔穿出,到达位置对应的下冲或上冲上的中孔,从而在上冲和下冲中间的被压制物料中形成一个或多个通孔。
3.根据权利要求2所述的安全气囊用气体发生剂药粒,其特征在于,所述压制制备工艺中还包括使用与所述模具配合的旋转压片机,用于提高造粒物料在磨具中被压制的速度。
4.根据权利要求1所述的安全气囊用气体发生剂药粒,其特征在于,所述造粒物料的粒径为20~100目。
5.根据权利要求1所述的安全气囊用气体发生剂药粒,其特征在于,所述燃料选自胍衍生物、硝酸胍、硝基胍、叠氮化钠、5-氨基四唑、淀粉、双脒基脲硝酸铜、硝基氨基胍、三亚甲基三硝基胺、四亚甲基四硝基胺、硝酸脒基脲和草酰酰胫中的一种或几种的混合物。
6.一种气体发生器系统,其特征在于,它使用权利要求1-5中任一权利要求所述的安全气囊用气体发生剂药粒作为气体发生剂。
说明书
技术领域
本发明属于气体发生剂技术领域,具体涉及一种安全气囊用气体发生剂药粒及其压制法制备工艺。
背景技术
侧气囊气体发生器一般安装于座椅内,由于与人体距离短,所以要求气体发生剂燃烧过程中压力建立过程快、出口压力重复稳定;同时要求其生产成本较低。这就需要气体发生剂具备较高的燃烧速度,工艺能够保证产品的一致性,以及原材料成本和工艺成本尽可能控制,才能实现上述条件,但是在气囊快速膨胀的初期,过快的膨胀速度也有可能会对乘客造成伤害。
汽车安全保护缓冲系统主要通过使用烟火式气体发生器完成对安全气囊充气或者驱动安全带张紧轮,从而实现减缓汽车碰撞过程带来的伤害,将驾驶员和乘员的伤害降低至最小。汽车安全气囊充气性能和安全性能要求逐渐提高,这就要求气体发生剂性能也要不断提高。
常见的汽车安全气囊用气体发生剂由燃料成分以及氧化剂组成,发生剂被制成药粒状置于气体发生器内。为提供快速的保护效果,需要气囊尽可能快的膨胀。美国专利US6826626中介绍了通过向配方中增加AP含量提高气体发生剂的燃烧速度。但是加入AP之类的高能物质会使燃烧温度也大幅提高,为了降低燃烧温度还需要加入大量的冷却剂,这对于发生器有不利的影响。
中国专利CN1303338A公开了一种使用挤出工艺的带孔形的圆台结构药粒,该种药粒可以实现压力前慢后快式的迅速建立,但是该种工艺制得药粒强度偏低,药粒边缘呈直角,在发生器内会因药粒互相挤压而产生破碎,影响发生器产品的稳定性。该发明中使用成型工艺为挤出工艺,需要在原材料中加入粘合剂和水,混合后通过固定的单孔圆台形模挤压残余物,通过挤压将组合物料制成单孔的圆台形。在该发明中,使用的粘合剂优选为羧甲基纤维素钠,这种原材料中有较高的碳元素以及氢元素,因此加入过量的羧甲基纤维素钠会导致生成CO含量的增加,即导致燃烧的不完全。因为挤出型工艺制得药粒的强度主要依赖于粘合剂的加入,粘合剂含量越高药粒强度也就越高。因此,该发明受到工艺的限制,药粒的强度无法提高。此外,加入羧甲基纤维素钠后氧化剂也需要增加,主要提供产气量的燃料的比例也会相对下降,直接导致产气量的下降。
发明内容
有鉴于此,本发明的目的在于提供一种安全气囊用气体发生剂药粒,从形态上克服药粒互相挤压而产生破碎和制备成型后不易脱模的缺陷,同时提供该安全气囊用气体发生剂药粒气体发生剂药粒的压制制备工艺,该压制制备工艺克服传统挤出工艺中需要额外添加粘合剂,从而导致气体发生剂燃烧完全的缺陷,且能够高效率的对中孔药型进行气体发生剂药粒制备。
为了实现上述发明目的,本发明提供以下技术方案:一种安全气囊用气体发生剂药粒,所述气体发生剂药粒为内部有一个或多个通孔的圆台形状;所述圆台的锥度为1:1000~1:100,优选为1:800~1:200,更优选为1:500;所述一个或多个通孔沿圆台长度方向设置。
本发明气体发生剂药粒的贯穿通孔可提升燃烧性能,燃烧过程中燃烧面积的下降速度减慢,而在燃烧末期燃烧面积急剧增大,可以一定程度的缓解在燃烧时燃速先快后慢的情况,同时还能减缓燃烧速度的下降,也可以降低燃烧时对发生器壳体的压力,从而可以使用更低强度的壳体,使发生器减重。本发明的圆台及其锥度设计可增加压制成型的效率,锥度便于压制脱模,配合12冲旋转压片机每分钟可以产出120片气体发生剂,提高生产效率,同时,通过调节锥度也可以对气体发生剂的性能进行调节,锥度增加后比表面积会相应的减小,可以调节燃速,还能减小药粒在振动使用等恶劣环境下的性能稳定性。
进一步的,所述圆台的较大底面直径在3.5~10mm范围内,优选为5~8mm,更优选为5.4mm;高度为1~10mm范围内,优选为4~7mm,更优选为6mm;所述一个或多个通孔的直径在1.0~3mm范围内,优选为1.5~2.0mm,更优选为1.6mm;优选的通孔个数为1-3个。
更进一步的,所述圆台在外侧壁与底面的连接处具有圆倒角或直倒角,当所述圆台在外侧壁与底面的连接处为圆倒角时,圆倒角的半径为0.1-1mm范围内,优选为0.2mm~0.8mm,更优选为0.5mm,角度为(0.1~1)×45°±15°,优选为(0.2~0.8)×45°,更优选为0.5×45°。本发明的圆倒角或直倒角设计可以避免在发生器内气体发生剂之间由于互相接触挤压而产生损伤。
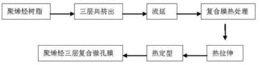
本发明还提供了上述气体发生剂药粒的压制制备工艺,所述压制制备工艺为:将气体发生剂原料混合后造粒,得到造粒物料,将所述造粒物料填入模具中,压制成型制得气体发生剂;其中,所述气体发生剂原料包括:燃料、氧化剂和催化剂,所述燃料和氧化剂中的C、H、O和N元素达到氧平衡态,使燃料和氧化剂中的C氧化为CO2,N生成N2,H氧化为H2O。
本发明的所述压制制备工艺生产效率高,成型率高,解决了带孔药型的大批量生产问题。更主要的是,该种工艺不需要在配方中引入粘合剂,避免了粘合剂带来的药粒强度降低以及产气量下降等问题。
进一步的,上述模具包括上冲、下冲和冲针,所述上冲和下冲内部均呈圆台形,所述上冲和下冲中部均设置一个或多个沿上冲或下冲的圆台长度方向的中孔,以使所述冲针从上冲或下冲的中孔穿出,到达位置对应的下冲或上冲的中孔,从而在上冲和下冲中间的被压制物料中形成通孔。
进一步的,本发明的压制制备工艺中还包括使用与所述磨具配合的旋转压片机,用于提高造粒物料在磨具中被压制的速度。因为药粒成型过程中粉料在模具中通过压制成型,旋转压片机则是一种专用提高于片剂压制速度的高速型压机。
本发明对造粒过程及方法并没有特殊限定,优选包括湿法制粒方法、干法制粒方法或喷雾制粒方法。本发明将所述造粒物料填入模具优选为填入模具中模,通过模具上冲和下冲同时对造粒物料进行压制,使造粒物料受压成型。本发明所述压制时压机需要的压力优选为0.8~10t,更优选为2~8t,最优选为4t。本发明所述冲针的直径优选为1.0~3mm,冲针使得造粒物料压制成为带通孔的形状,药粒通孔的直径即为冲针的直径。
本发明在压制过程中,使用旋转压片机配合模具进行压制,以提高获得带孔型中孔药粒的效率。
更进一步的,上述造粒物料的粒径为20~100目。
还进一步的,上述燃料选自胍衍生物、硝酸胍、硝基胍、叠氮化钠、5-氨基四唑、淀粉、双脒基脲硝酸铜、硝基氨基胍、三亚甲基三硝基胺、四亚甲基四硝基胺、硝酸脒基脲和草酰酰胫中的一种或几种的混合物。
本发明还提供了一种气体发生器系统,它使用上述的安全气囊用气体发生剂药粒作为气体发生剂。
本发明提供了一种安全气囊用气体发生剂,由于中央部有贯穿的通孔,在燃烧过程中燃烧面积的下降速度极慢,而在燃烧末期燃烧面积仍为起始燃烧面积的40%,一定程度上缓解了燃烧时燃速先快后慢的情况,能够使气囊在展开初期缓慢膨胀,而在展开后期迅速膨胀,使气体发生器的压力时间曲线呈现S形;同时还可以降低燃烧时对发生器壳体的压力,从而可以使用更低强度的壳体,使发生器减重。
附图说明
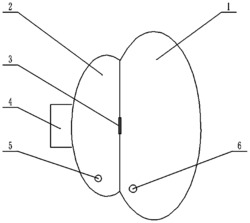
图1为安全气囊用气体发生剂药粒的形状结构示意图;其中D为药粒底面直径;d为药粒通孔直径;R为药粒外侧壁与底面的连接处的圆倒角的半径;b为圆台的锥度。
图2为本发明实施例与对比例的燃烧面积曲线对比;
图3为本发明实施例与对比例的气体发生剂燃烧时的压力曲线对比;
图4为本发明实施例提供的气体发生剂药粒在气体发生器中燃烧时的压力曲线;
图5为本发明对比例提供的气体发生剂药粒在气体发生器中燃烧时的压力曲线;
图6为本发明的安全气囊用气体发生剂药粒外侧壁与底面的连接处的圆倒角或直倒角示意图。
具体实施方式
下面结合实施例对本发明提供的安全气囊用气体发生剂及其制备方法进行详细的说明,但是不能把它们理解为对本发明保护范围的限定。
实施例1
称取52公斤硝酸胍,82.5公斤固含量为40%的碱式硝酸铜,10公斤的高氯酸铵和5公斤的氧化铜混合造粒后使用旋转压片机配合模具压制成外径4mm、内径1mm、高6mm、边缘圆角半径0.2mm、锥度1:500的圆台形安全气囊用气体发生剂药粒;其形状结构示意图如图1所示。制得药粒成型率高,光洁度高,整批药粒一致性好,产气量为2.9mol/100g。
因为片剂受到震动或摩擦之后容易引起碎片、顶裂、破裂等。片剂脆碎度反映片剂的抗磨损震动能力,也是片剂质量标准检查的重要项目。常用脆碎仪进行测试。测试的减重重量越大,则说明脆度越高。
硬度计通过压力传感器测量药片被压碎时的力来测量药片的硬度。
使用脆碎仪对本实施例所得药粒进行测试,测定减重重量为0.4%,使用硬度计测量侧压强度为124N。
实施例2
称取37公斤硝酸胍,41公斤烘干状态的碱式硝酸铜,10公斤的硝酸锶,9公斤的五氨基四唑,2公斤的高氯酸铵和1公斤的氧化铁混合造粒后使用旋转压片机压制成外径5.5mm、内径1.5mm、高6mm、锥度1:500、边缘有半径0.5mm圆角的圆台形安全气囊用气体发生剂药粒,产气量为2.77mol/100g。
使用脆碎仪对其进行测试,测定减重重量为0.3%,使用硬度计测量侧压强度为120N。
实施例3
称取25公斤硝酸胍,83公斤固含量为52%的碱式硝酸铜,26公斤脒基脲硝酸铜,4公斤氧化铁和2公斤高氯酸钾喷雾制粒后进行烘干压制,制成外径5.5mm、内径1.5mm、高6mm,锥度1:500边缘为直角的圆台形安全气囊用气体发生剂,产气量为2.64mol/100g。
使用脆碎仪对其进行测试,测定减重重量为0.9%,使用片剂硬度仪测量侧压强度为120N。
对比实施例1
将37公斤硝酸胍,41公斤烘干状态的碱式硝酸铜,10公斤的硝酸锶,9公斤的五氨基四唑,2公斤的高氯酸铵和1公斤的氧化铁混合制粒后再对药粒烘干后使用旋转压片机将其压制成直径4mm高2mm,无锥度的气体发生剂。
使用脆碎仪对其进行测试,测定减重重量为0.8%,使用片剂硬度仪测量侧压强度为125N。
对比实施例2
将37公斤硝酸胍,41公斤烘干状态的碱式硝酸铜,10公斤的硝酸锶,9公斤的五氨基四唑,2公斤的高氯酸铵和1公斤的氧化铁混合制粒后使用旋转压片机压制成外径4mm、高2mm,无锥度的圆台形气体发生剂。
使用脆碎仪对其进行测试,测定减重重量为0.8%。
对比实施例3
将35公斤硝酸胍,60公斤烘干状态的碱式硝酸铜进行干混;将5公斤的瓜尔胶加入15公斤水混合,然后将干混完的组合物加入瓜尔胶混合液中进行混合。然后通过外径为5.5mm,内径为1.5mm的模具在压力下挤压通过制成无锥度的单孔圆台状药粒,切割成大约6mm的长度,干燥后制成气体发生剂。通过挤出法制备的气体发生剂表面比压制发制备的光洁度要差,同时药粒尺寸一致性较差,该配方产气量为2.69mol/100g。
使用脆碎仪对其进行测试,测定减重重量为2.3%,使用片剂硬度仪测量侧压强度为60N。
实验测试
利用上述实施例1~3及对比实施例1~3进行试验:
1、燃烧试验
根据气体发生剂的燃烧面积理论计算,通过计算药剂的表面积及其变化可能推出药剂燃烧时的燃烧面积。燃烧面积可以假设为药粒的表面积,假设药粒每个面燃烧速度均一样,计算药粒体积减小时的面积变化即是燃烧时的燃面变化。在本例中,实心药粒为直径4mm高2mm的药粒,假设药粒燃烧的厚度为e,药粒的燃烧面积即为2×π×(2-e)
当e=0.75mm时药粒燃烧完。
燃烧面积结果如图2所示,对比例提供的实心气体发生剂在结束燃烧时燃面已降为起始燃面的15%,而实施例提供的的具有中孔的气体发生剂在结束燃烧时燃面还有起始燃面的40%;
将气体发生剂装入气体发生器中,在+23℃保温4小时后点火测试发生器壳体内部的压力,压力变化如图3所示,压力最大时,实施例提供的具有中孔的气体发生剂是对比例提供的实心气体发生剂的76.92%,可以降低燃烧时对发生器壳体的压力,从而可以使用更低强度的壳体,使发生器减重。
2、将气体发生剂装入气体发生器中,在+23℃保温4小时后点火测试发生器压力桶内压力的性能:
实施例提供的气体发生剂压力结果如图4所示,对比实施例提供的气体发生剂压力结果如图5所示,对比实施例在起始阶段压力增加较大,可能会对乘客造成过大冲击,同时用脆碎仪测试减重重量较多。
综上可知,本发明提供了一种安全气囊用气体发生剂及其制备方法,能够使气囊在展开初期缓慢膨胀,而在展开后期迅速膨胀,使气体发生器的压力时间曲线呈现S形;利用脆碎仪测量药粒抗磨耐磨能力,药粒在受到震动或摩擦之后容易引起碎片、顶裂或破裂等现象,减重重量越大则说明其抗磨耐磨能力越差,利用本发明的方案制备得到的气体发生剂,侧压强度在120N以上,减重重量为0.3~0.8%。
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
一种安全气囊用气体发生剂药粒及其压制制备工艺专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。















动态评分
0.0