

IPC分类号 : F16G1/00I,C08K3/04I,C08L1/00I,C08L21/00I,D06M11/00I,F16G1/08I,F16G5/00I,F16G5/06I,F16G5/20I








专利摘要
传动带的至少一部分由橡胶组合物形成。橡胶组合物含有橡胶成分、纤维素纳米纤维以及炭黑。相对于橡胶成分100质量份,纤维素纳米纤维的添加量为0.1质量份以上且20质量份以下。相对于橡胶成分100质量份,炭黑的添加量为5质量份以上且80质量份以下。将纤维素纳米纤维的添加量的三倍的值和炭黑的添加量的值合计起来的值为15以上且90以下。
权利要求
1.一种传动带,其至少一部分由橡胶组合物形成,该传动带的特征在于:
所述橡胶组合物含有橡胶成分、纤维素纳米纤维、炭黑以及短纤维,
相对于橡胶成分100质量份,所述纤维素纳米纤维的添加量为0.1质量份以上且20质量份以下,
相对于橡胶成分100质量份,所述炭黑的添加量为5质量份以上,
将所述纤维素纳米纤维的所述添加量的三倍的值和所述炭黑的所述添加量的值合计起来的值为25以上且43以下。
2.根据权利要求1所述的传动带,其特征在于:
所述纤维素纳米纤维的平均纤维直径为1nm以上且200nm以下。
3.根据权利要求1或2所述的传动带,其特征在于:
所述炭黑的氮吸附比表面积为120m
4.根据权利要求1所述的传动带,其特征在于:
所述橡胶成分为:二元乙丙橡胶、三元乙丙橡胶、乙烯-辛烯共聚物、乙烯-丁烯共聚物、氯丁橡胶、氯磺化聚乙烯橡胶以及氢化丁腈橡胶中的至少一种橡胶成分。
5.根据权利要求1所述的传动带,其特征在于:
所述纤维素纳米纤维含有TEMPO氧化纤维素纳米纤维。
6.根据权利要求1所述的传动带,其特征在于:
所述短纤维的纤维直径为5.0μm以上70μm以下。
说明书
技术领域
本公开涉及一种传动带。
背景技术
在构成传动带的橡胶组合物中添加有各种物质,以便获得目标特性。例如,在专利文献1中公开了由含有炭黑和短纤维的橡胶组合物构成多楔带中的至少压缩层这一技术内容。
专利文献1:日本公开专利公报特开2014-167347号公报
发明内容
对使用橡胶组合物制成的传动带的各种特性存在各种要求。本公开说明一种对传动带的耐磨性和温度上升进行改进的技术,该传动带是使用橡胶组合物制成的。
本公开的传动带的至少一部分由橡胶组合物形成。橡胶组合物含有橡胶成分、纤维素纳米纤维以及炭黑。相对于橡胶成分100质量份,纤维素纳米纤维的添加量为0.1质量份以上且20质量份以下。相对于橡胶成分100质量份,炭黑的添加量为5质量份以上且80质量份以下。将纤维素纳米纤维的添加量的三倍的值和所述炭黑的添加量的值合计起来的值为15以上且90以下。
发明效果
根据本公开的传动带,能够提高传动带的耐磨性且能够抑制传动带的温度上升。
附图说明
图1是示意性地示出本公开的一实施方式中的多楔带的立体图;
图2是实施方式中的多楔带的主要部分的剖视图;
图3是示出实施方式中的多楔带的制造方法的第一说明图;
图4是示出实施方式中的多楔带的制造方法的第二说明图;
图5是示出实施方式中的多楔带的制造方法的第三说明图;
图6是示出实施方式中的多楔带的制造方法的第四说明图;
图7是示出实施方式中的多楔带的制造方法的第五说明图;
图8是示出实施方式中的多楔带的制造方法的第六说明图;
图9是示意性地示出实施方式中的平带的立体图;
图10是示出实施方式中的平带的制造方法的第一说明图;
图11是示出实施方式中的平带的制造方法的第二说明图;
图12是示出实施方式中的平带的制造方法的第三说明图;
图13是示意性地示出实施方式中的单面齿形V带的立体图;
图14是示意性地示出实施方式中的包布V带、切边V带及同步带;
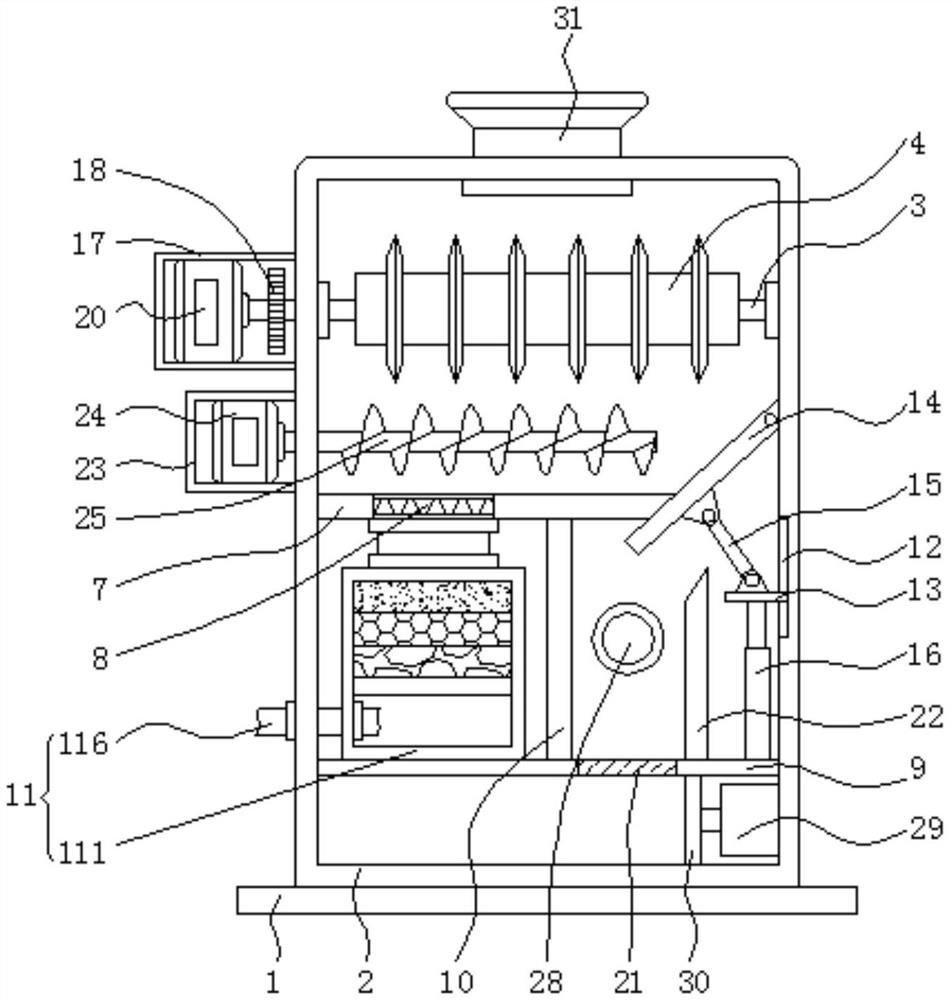
图15示意性地示出带运行试验机,其用于对带的耐磨性和带温度进行评价。
具体实施方式
下面,对本公开的实施方式进行说明。
(橡胶组合物)
本实施方式所涉及的橡胶组合物是在橡胶成分中分散含有纤维素纳米纤维(以下,称为“CNF”)和炭黑(以下,称为“CB”)的未交联橡胶组合物,并对该未交联橡胶组合物进行加热和加压,使橡胶成分交联而成的橡胶组合物。相对于橡胶成分100质量份,CNF的含量优选为0.1质量份以上且20质量份以下,更优选为1质量份以上且10质量份以下。相对于橡胶成分100质量份,CB的含量优选为5质量份以上且80质量份以下,更优选为10质量份以上且40质量份以下。
将相对于橡胶成分100质量份的CNF的含量(质量份)的三倍的值和相对于橡胶成分100质量份的CB的含量(质量份)的值合计起来的值优选为15以上且90以下,更优选为25以上且70以下。
根据上述实施方式所涉及的橡胶组合物,在动态使用过程中,能够抑制传动带发热,而且能够获得优异的耐磨性。
此处,作为橡胶成分,例如有:二元乙丙橡胶(EPR)、三元乙丙橡胶(EPDM)、乙烯-辛烯共聚物、乙烯-丁烯共聚物等乙烯-α-烯烃弹性体;氯丁橡胶(CR);氯磺化聚乙烯橡胶(CSM);氢化丁腈橡胶(H-NBR)等。橡胶成分优选使用上述橡胶成分中的一种,或者将两种以上的橡胶成分混合使用。特别优选使用氯丁二烯橡胶(CR)。
在使用CR作为橡胶成分的情况下,优选地,CR为主要成分,并且橡胶成分中CR的含量大于50质量%。进而,从抑制发热且获得优异的耐磨性的观点出发,橡胶成分中CR的含量优选为80质量%以上,更优选为90质量%以上,最优选为100质量%。
作为CR,例如有,G型的硫磺改性CR、W型的硫醇改性CR、A型的高度结晶CR、低粘度CR、羧化CR等。优选,橡胶成分中所含有的CR含有上述CR中的一种或两种以上,从抑制动态使用过程中的发热且获得优异的耐磨性的观点出发,更优选含有硫磺改性CR,进一步优选含有硫磺改性CR作为主要成分,更进一步优选仅由硫磺改性CR构成。最优选的是橡胶成分仅由硫磺改性CR构成。
CNF是由将植物纤维非常零碎地拆开而得到的植物细胞壁的骨架成分构成的。作为CNF的原料浆液,例如有,木材、竹子、稲子(稻秆)、马铃薯、甘蔗(甘蔗渣)、水草、海藻等的浆液。其中优选的是木浆。
作为CNF,例如有TEMPO氧化CNF和机械解纤CNF。CNF优选含有上述CNF中的一种或两种,更优选含有TEMPO氧化CNF,进一步优选含有TEMPO氧化CNF作为主要成分,更进一步优选仅由TEMPO氧化CNF构成。
TEMPO氧化CNF是以N-氧基化合物作为催化剂,让共氧化剂作用于原料浆液中所含的纤维素,从而选择性地将纤维素分子中的C6位的羟基氧化成羧基,并将其机械微细化后而得到的CNF。作为N-氧基化合物,例如有,2,2,6,6-四甲基哌啶-1-氧基(TEMPO)的自由基或4-乙酰氨基-TEMPO等。作为共氧化剂,例如有,次卤酸及其盐、亚卤酸及其盐、过卤酸及其盐、过氧化氢以及过有机酸等。机械解纤CNF是将原料浆液例如通过双螺杆混炼机等混炼机、高压均质器、研磨机、珠磨机等解纤装置粉碎后得到的CNF。
TEMPO氧化CNF的纤维直径例如为1nm以上10nm以下,而且其分布较窄。另一方面,机械解纤CNF的纤维直径为几十nm~几百nm,其分布较宽。因此,能够根据上述纤维直径的大小及其分布状况明确地区分开TEMPO氧化CNF与机械解纤CNF。
本实施方式中的橡胶组合物所含有的CNF的平均纤维直径为1nm以上且200nm以下。更优选为1nm以上且50nm以下,进一步优选为1nm以上且20nm以下。
CNF也可以含有已进行了疏水化处理的疏水化CNF。作为疏水化CNF,例如有,纤维素中的羧基的一部分或全部被置换成疏水基的CNF、以及利用表面处理剂已进行了疏水化表面处理的CNF。作为用以获得纤维素中的羟基的一部分或全部被置换成疏水基的CNF的疏水化,例如有,酯化、烷基化、甲苯磺酰化、环氧化、芳基化等。其中优选酯化。具体而言,已酯化过的疏水化CNF是纤维素中的羟基的一部分或全部由乙酸、乙酸酐、丙酸、丁酸等羧酸、或它们的卤化物酰化而得到的CNF。作为用以获得利用表面处理剂进行了疏水化表面处理的CNF的表面处理剂,例如有硅烷偶联剂等。
作为CB,使用碘吸附比表面积为120以下的CB。更优选为碘吸附比表面积80以下的CB,进一步优选为碘吸附比表面积50以下的CB。例如有:槽法炭黑;ISAF、N-339、HAF、N-351、MAF、FEF、SRF、GP等炉黑;FT、MT等热裂解炭黑;乙炔黑等。CB优选含有上述炭黑中的一种或两种以上。更优选含有FEF,进一步优选含有FEF作为主要成分,更进一步优选仅由FEF构成。
实施方式所涉及的橡胶组合物中,也可以分散着含有短纤维。作为短纤维,例如有:对位芳族聚酰胺短纤维、间位芳族聚酰胺短纤维、尼龙6短纤维、尼龙6,6短纤维、尼龙4,6短纤维、聚对苯二甲酸乙二醇酯短纤维、聚萘二甲酸乙二醇酯短纤维等。短纤维优选含有上述短纤维中的一种或两种以上,更优选含有对位芳族聚酰胺短纤维,进一步优选含有对位芳族聚酰胺短纤维作为主要成分,更进一步优选仅由对位芳族聚酰胺短纤维构成。
作为对位芳族聚酰胺短纤维,例如有,聚对苯二甲酰对苯二胺的短纤维(例如,杜邦公司制的Kevlar、帝人公司制的Twaron)和共聚对苯撑-3,4’-氧联二苯基对苯二甲酰胺的短纤维(例如帝人公司制的Technora)。对位芳族聚酰胺短纤维优选含有上述对位芳族聚酰胺短纤维中的一种或两种,更优选含有共聚对苯撑-3,4’-氧联二苯基对苯二甲酰胺的短纤维,进一步优选含有共聚对苯撑-3,4’-氧联二苯基对苯二甲酰胺的短纤维作为主要成分,更进一步优选仅由共聚对苯撑-3,4’-氧联二苯基对苯二甲酰胺的短纤维构成。
短纤维的纤维长度优选为0.5mm以上5.0mm以下,更优选为1.0mm以上3.0mm以下。短纤维的纤维直径优选为5.0μm以上70μm以下,更优选为10μm以上30μm以下。
在形成实施方式所涉及的橡胶组合物的未交联橡胶组合物中添加有使CR交联的交联剂。作为该交联剂,例如有,氧化锌、氧化镁等金属氧化物。交联剂优选并用氧化锌和氧化镁。相对于橡胶成分100质量份,氧化锌的添加量优选为3质量份以上7质量份以下,更优选为4质量份以上6质量份以下。相对于橡胶成分100质量份,氧化镁的添加量优选为3质量份以上7质量份以下,更优选为4质量份以上6质量份以下。
实施方式所涉及的橡胶组合物中,其它还可以含有增塑剂、加工助剂、硫化活性剂、硫化促进剂等橡胶添加剂。
通过下述方法能够得到实施方式所涉及的具有上述结构的橡胶组合物,即,向CR胶乳中混入CNF,除去溶剂而制备在CR中分散有CNF的母胶,向该母胶中或者向在该母胶中混炼CR等橡胶成分稀释得到的稀释母胶中添加含有CB的橡胶添加剂,并进行混炼得到未交联橡胶组合物,再对该未交联橡胶组合物进行加热和加压,使橡胶成分交联即可获得所述橡胶组合物。
实施方式所涉及的橡胶组合物能够抑制动态使用过程中的发热,并且具有优异的耐磨性,因此适合作为形成传动带的带主体的至少一部分的材料使用,特别适合作为形成变速带的带主体的至少一部分的材料使用。
(多楔带B)
接着,作为至少一部分使用本实施方式中的橡胶组合物而形成的传动带,对多楔带B进行说明。
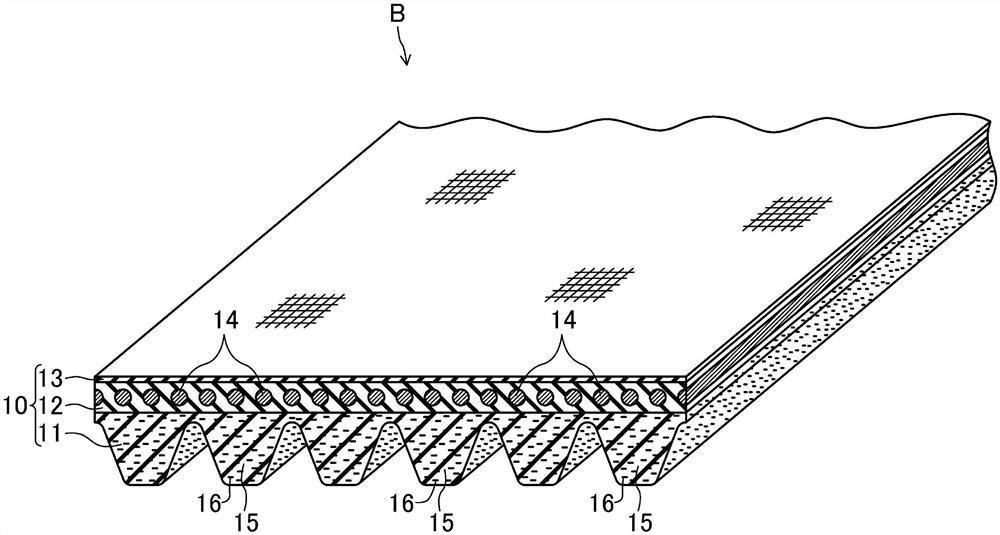
图1和图2示出实施方式所涉及的多楔带B。实施方式所涉及的多楔带B是例如用于设置在汽车的发动机室内的附件驱动用带传动装置等的环状动力传递部件。实施方式所涉及的多楔带B具有下述尺寸,例如带长为700~3000mm,带宽为10~36mm,带厚为4.0~5.0mm。
实施方式所涉及的多楔带B包括橡胶制多楔带主体10,该多楔带主体10构成为具有位于带内周侧的与带轮接触的部分的压缩橡胶层11、位于中间的黏合橡胶层12和位于带外周侧的背面橡胶层13的三层结构。在多楔带主体10中黏合橡胶层12的厚度方向的中间部埋设有芯线14,并且该芯线14形成在带宽方向上具有螺距的螺旋。需要说明的是,也可以是这样的:设置了背面补强布以取代背面橡胶层13,多楔带主体10构成为具有压缩橡胶层11和黏合橡胶层12的双层结构。
压缩橡胶层11设置成多个V形楔15吊挂在带内周侧。多个V形楔15分别形成为沿带长方向延伸且剖面呈近似倒三角形的突条,并且多个V形楔15沿带宽方向排列着设置。就各个V形楔15而言,例如,楔高为2.0~3.0mm,基端间的宽度为1.0~3.6mm。V形楔15的数量例如为3~6根(在图1中为6根)。黏合橡胶层12形成为带状,其剖面呈横向长度较长的矩形,该黏合橡胶层12的厚度例如为1.0~2.5mm。背面橡胶层13亦形成为带状,其剖面呈横向长度较长的矩形,该背面橡胶层13的厚度例如为0.4mm~0.8mm。从抑制背面驱动时产生声音的观点出发,优选在背面橡胶层13的表面上设置有梭织布图案。
压缩橡胶层11、黏合橡胶层12以及背面橡胶层13由下述橡胶组合物形成,即:在橡胶成分中添加各种橡胶添加剂并进行混炼而得到未交联橡胶组合物,通过对该未交联橡胶组合物进行加热和加压,在交联剂的作用下使其交联。形成压缩橡胶层11、黏合橡胶层12以及背面橡胶层13的橡胶组合物可以相同,也可以不同。
压缩橡胶层11、黏合橡胶层12以及背面橡胶层13中的至少一个橡胶层由本实施方式中的橡胶组合物形成。优选地,至少压缩橡胶层11由本实施方式中的橡胶组合物形成,更优选地,压缩橡胶层11、黏合橡胶层12以及背面橡胶层13均由本实施方式中的橡胶组合物形成。
芯线14由聚对苯二甲酸乙二醇酯(PET)纤维、聚萘二甲酸乙二醇酯(PEN)纤维、对位芳族聚酰胺纤维、维纶纤维等的捻线、编织线等线材构成。为了赋予芯线14相对于多楔带主体10的黏合性,在成型前,对芯线14实施将它浸渍在RFL水溶液中之后再加热的黏合处理和/或将它浸渍在橡胶糊中之后再干燥的黏合处理。需要说明的是,也可以在利用RFL水溶液和/或橡胶糊对芯线14进行黏合处理之前,根据需要对芯线14进行将它浸渍在由环氧树脂或多异氰酸酯树脂等溶液形成的黏合剂溶液中之后再加热的黏合处理。芯线14的直径例如为0.5~2.5mm,其剖面中相邻两条芯线14的中心之间的尺寸例如为0.05~0.20mm。
(多楔带B的制造方法)
参照图3~图8对实施方式所涉及的多楔带B的制造方法进行说明。
图3和图4示出用于制造实施方式所涉及的多楔带B的带成型模30。
该带成型模30包括分别呈圆筒状的内模31和外模32,该内模31和该外模32同心设置。
内模31由橡胶等挠性材料形成。外模32由金属等刚性材料形成。外模32的内周面为成型面,在该外模32的内周面上,沿轴向以一定的中心间距设有形状与V形楔15相同的V形楔形成槽33。在外模32上设有温度调节机构,其通过使水蒸气等热介质、水等冷介质在其中流动来调节温度。此外,设置有加压部件,该加压部件用以从内部对内模31加压使其膨胀。
实施方式所涉及的多楔带B的制造方法包括:材料准备工序、成型工序、交联工序及精加工工序。
<材料准备工序>
-压缩橡胶层用未交联橡胶片11’、黏合橡胶层用未交联橡胶片12’以及背面橡胶层用未交联橡胶片13’-
如下制作压缩橡胶层用未交联橡胶片11’、黏合橡胶层用未交联橡胶片12’以及背面橡胶层用未交联橡胶片13’,它们都含有纤维素纳米纤维。
首先,将纤维素纳米纤维投入正进行塑炼的橡胶成分中加以混炼,使纤维素纳米纤维分散。
此处,作为使纤维素纳米纤维在橡胶成分中分散开的分散方法,例如有:将使纤维素纳米纤维分散于水中而得到的分散体(凝胶)投入正用开放式炼胶机进行塑炼的橡胶成分中后,边对其进行混炼边使水分汽化的方法;将使纤维素纳米纤维分散于水中而得到的分散体(凝胶)和橡胶胶乳混合后使水分汽化而得到纤维素纳米纤维/橡胶的母胶,然后将该母胶投入正在进行塑炼的橡胶成分中的方法;将使纤维素纳米纤维分散于溶剂中而得到的分散体和使橡胶成分溶解于溶剂中而得到的溶液混合,再使溶剂汽化而得到纤维素纳米纤维/橡胶的母胶,然后将该母胶投入正在进行塑炼的橡胶成分中的方法;对使纤维素纳米纤维分散于水中而得到的分散体(凝胶)进行冷冻干燥后再加以粉碎,然后再投入正在进行塑炼的橡胶成分中的方法;以及将已实现了疏水化的纤维素纳米纤维投入正在进行塑炼的橡胶成分中的方法等。
接着,边对橡胶成分和纤维素纳米纤维进行混炼,边投入各种橡胶添加剂后继续进行混炼,从而制作出未交联橡胶组合物。
然后,利用压延成型等使该未交联橡胶组合物成型为片状。
需要说明的是,不含有纤维素纳米纤维的未交联橡胶片是通过下述方法制作,即,在橡胶成分中添加各种橡胶添加剂后,利用捏合机、班伯里混炼机等混炼机进行混炼,便得到了未交联橡胶组合物,然后利用压延成型等使该未交联橡胶组合物成型为片状即可。
-芯线14’-
对芯线14’实施黏合处理。具体而言,对芯线14’实施浸渍在RFL水溶液中后再加热的RFL黏合处理。此外,优选在RFL黏合处理前实施浸渍在基础黏合处理液中后再加热的基础黏合处理。需要说明的是,也可以在进行RFL黏合处理前实施浸渍在橡胶糊中后再使其干燥的橡胶糊黏合处理。
<成型工序>
如图5所示,将橡胶套筒35套在表面平滑的圆筒状筒34上,并在该橡胶套筒35的外周上依次缠绕背面橡胶层用未交联橡胶片13’及黏合橡胶层用未交联橡胶片12’层叠起来,将芯线14’相对于圆筒状的内模31呈螺旋状地缠绕到黏合橡胶层用未交联橡胶片12’上,再在芯线14’上依次缠绕黏合橡胶层用未交联橡胶片12’及压缩橡胶层用未交联橡胶片11’。此时,在橡胶套筒35上形成层叠成形体B’。
<交联工序>
将设置有层叠成形体B’的橡胶套筒35从圆筒状筒34上拆下来,再如图6所示的那样,将其以内嵌在外模32的内周面侧的状态加以安装,然后如图7所示的那样,使内模31位于已安装在外模32上的橡胶套筒35内并将其密闭起来。
然后,对外模32进行加热,并向内模31的密闭内部空间注入高压空气等来进行加压。此时,内模31膨胀,层叠成形体B’的未交联橡胶片11’、12’、13’被压缩而进入外模32的成型面中,而且它们交联,同时与芯线14’实现复合一体化,如图8所示的那样,最后成型出圆筒状的带坯S。需要说明的是,带坯S的成型温度例如为100~180℃,成型压力例如为0.5~2.0MPa,成型时间例如为10~60分钟。
<精加工工序>
对内模31的内部进行减压以解除密闭状态后,取出已在内模31与外模32之间利用橡胶套筒35成型出的带坯S,将带坯S切割成具有规定厚度的圆环,再将表面、里面翻过来,从而就制造出多楔带B。
(平带C)
接着,作为至少一部分使用本实施方式中的橡胶组合物而形成的另一传动带,对平带进行说明。
图9示意性地示出实施方式中的平带C。平带C是例如在送风机、压缩机或发电机等驱动传递用途、汽车的附件驱动用途等较高负荷条件下使用时,需要具有较长的使用寿命的动力传递部件。平带C例如具有下述尺寸,带长为600~3000mm,带宽为10~20mm,带厚为2~3.5mm。
平带C包括平带主体120,该平带主体120是位于带内周侧的内侧橡胶层121、位于带外周侧的黏合橡胶层122、以及位于该黏合橡胶层122的带外周侧的外侧橡胶层123层叠着设置并将它们一体化后而得到的。在黏合橡胶层122的带厚方向的中间部埋设有芯线124,并且该芯线124形成在带宽方向上具有螺距的螺旋。
内侧橡胶层121、黏合橡胶层122以及外侧橡胶层123分别形成为各自的剖面呈横向长度较长的带状,并它们是由通过下述方法而得到的橡胶组合物形成,即,在橡胶成分中添加各种添加剂并进行混炼而得到未交联橡胶组合物,通过对该未交联橡胶组合物进行加热和加压,在交联剂的作用下使其交联。内侧橡胶层121的厚度优选为0.3mm以上,更优选为0.5mm以上,而且优选为3.0mm以下,更优选为2.5mm以下。黏合橡胶层122的厚度例如为0.6~1.5mm。外侧橡胶层123的厚度例如为0.6~1.5mm。
形成内侧橡胶层121、黏合橡胶层122以及外侧橡胶层123的橡胶组合物中的至少一个橡胶组合物由本实施方式中的橡胶组合物形成。优选地,至少内侧橡胶层121由本实施方式中的橡胶组合物形成,更优选地,内侧橡胶层121、黏合橡胶层122以及外侧橡胶层123均由本实施方式的橡胶组合物形成。
芯线124具有与本实施方式中的多楔带的芯线14相同的结构。
根据本实施方式中的平带C,如上所述,形成内侧橡胶层121、黏合橡胶层122以及外侧橡胶层123的橡胶组合物中的至少一个橡胶层含有纤维直径的分布范围为50~500nm的纤维素纳米纤维,由此能够获得优异的耐弯曲疲劳性,其中,所述内侧橡胶层121、黏合橡胶层122以及形成外侧橡胶层123构成平带主体120。此外,特别是在形成内侧橡胶层121的橡胶组合物含有上述纤维素纳米纤维的情况下,能够得到高耐磨性,同时能够得到稳定的摩擦系数,其中,该内侧橡胶层121构成接触部分。
(平带C的制造方法)
参照图10、图11及图12对平带C的制造方法进行说明。平带C的制造方法包括:材料准备工序、成型工序、交联工序以及精加工工序。
<材料准备工序>
与上述多楔带一样,制作内侧橡胶层用未交联橡胶片121’、黏合橡胶层用未交联橡胶片122’及外侧橡胶层用未交联橡胶片123’,它们都含有纤维素纳米纤维。需要说明的是,不含有纤维素纳米纤维的未交联橡胶片是通过下述方法制作,即,在橡胶成分中添加各种橡胶添加剂后,利用捏合机、班伯里混炼机等混炼机进行混炼,便得到了未交联橡胶组合物,然后利用压延成型等使该未交联橡胶组合物成型为片状即可。
对芯线124'与上述多楔带一样,对芯线124'实施黏合处理。
<成型工序>
如图10(a)所示,将内侧橡胶层用未交联橡胶片121’缠绕到圆筒模具145的外周上后,再将黏合橡胶层用未交联橡胶片122’缠绕到该内侧橡胶层用未交联橡胶片121’上。
接着,如图10(b)所示,将芯线124’缠绕到黏合橡胶层用未交联橡胶片122’上后,再将黏合橡胶层用未交联橡胶片122’缠绕到该芯线124’上。
接着,如图10(c)所示,将外侧橡胶层用未交联橡胶片123’缠绕到黏合橡胶层用未交联橡胶片122’上。这样一来,在圆筒模具145上形成层叠成形体C’。
<交联工序>
接下来,如图11所示,将橡胶套筒146套在圆筒模具145上的层叠成形体C’上后,将其放置在硫化罐中并进行密封,利用高温水蒸气等加热圆筒模具145,并施加高压,沿圆筒模具145的半径方向朝着圆筒模具145侧推压橡胶套筒146。此时,层叠成形体C’的未交联橡胶组合物流动,并橡胶成分的交联反应在进行,而且芯线124’的黏合反应也在进行,由此如图12所示,在圆筒模具145上形成筒状的带坯S。
<研磨/精加工工序>
在研磨/精加工工序中,从硫化罐中取出圆筒模具145,使形成在圆筒模具145上的圆筒状的带坯S脱模,然后对该带坯S的外周面和/或内周面进行研磨,使其厚度均匀化。
最后,按规定尺寸切割带坯S来制作出平带C。
(齿形带)
接着,作为至少一部分使用本实施方式中的橡胶组合物而形成的又一传动带,对齿形带进行说明。
图13是示意性地示出本实施方式所涉及的切边单面齿形V带301的图。这种单面齿形V带例如用作小型摩托车或农业机械的变速带。
单面齿形V带301是位于带的内周侧的压缩橡胶层311、位于带的外周侧的拉伸橡胶层312、以及位于它们之间的黏合橡胶层313层叠成一体而构成的,该单面齿形V带301具有剖面形状呈梯形的橡胶制带主体10。在黏合橡胶层313的厚度方向的中间部埋设有芯线314,芯线314被配置为形成在带宽方向上具有螺距的螺旋状。在构成带内周面的压缩橡胶层311的表面上贴设有内侧补强布315,此外,在构成带外周面的拉伸橡胶层312的表面上贴设有外侧补强布316。并且,在带内周侧,在带长方向上以一定间距设置有内侧齿317,另一方面,在带外周侧构成有平坦的带背面。
在上述的单面齿形V带301中,构成带主体310的压缩橡胶层311、拉伸橡胶层312以及黏合橡胶层313中的至少一个橡胶层由本实施方式中的橡胶组合物形成。优选地,至少压缩橡胶层311由本实施方式中的橡胶组合物形成,更优选地,压缩橡胶层311、拉伸橡胶层312以及黏合橡胶层313均由本实施方式中的橡胶组合物形成。
芯线314具有与本实施方式中的多楔带的芯线14相同的结构。
根据本实施方式中的单面齿形V带301,压缩橡胶层311、拉伸橡胶层312以及黏合橡胶层313中的至少一个橡胶层含有纤维直径的分布范围为50~500nm的纤维素纳米纤维,由此能够获得优异的耐弯曲疲劳性。
(其它带)
以上对多楔带B和平带C进行了说明,但带并不限定于此,也可以是其它的传动带。图14示例出作为摩擦传动带的切边V带401和包布V带402、以及作为啮合式传动带的同步带403。这些带均包括带主体410、芯线414以及补强布415。带主体410的一部分或全部也可以由本实施方式中的橡胶组合物形成。
实施例
使用以氯丁橡胶(CR)为橡胶成分的实施方式中的橡胶组合物,制作了各实施例及比较例中的带。带的种类为图13所示的切边单面齿形V带。
(TEMPO氧化纤维素纳米纤维的制备)
制备了纤维素纳米纤维。首先,进行了TEMPO氧化。具体而言,用足够量的HCl(0.1M)和离子交换水对已漂白的软木浆进行了清洗。将由此获得的清洗后浆料(固体含量为13%)400g混合到4000ml离子交换水中。向该混合物中加入0.78g的2,2,6,6-四甲基哌啶-1-氧基(TEMPO)(东京化成工业株式会社)和5.0g的NaBr后,搅拌了一个小时。
接下来,加入了125ml的NaClO(2M)。进而,一边确认pH,一边滴加了NaOH(0.5M)。此时,通过滴加NaOH将因反应而变化的pH保持在10.0。在pH的变化消失的时刻结束NaOH的滴加,搅拌了1小时。然后,过滤浆料混合液后,将滤渣用离子交换水溶液清洗了多次。
接着,进行了解纤。将通过上述TEMPO氧化得到的浆料(清洗后的滤渣)与离子交换水混合而使固体含量为1wt%,利用珠磨机进行了预分散。
对于所得到的分散液,使用作为湿式微粒化装置的Star Burst(株式会社SUGINOMACHINE制),在150MPa下进行了4次解纤处理。通过以上步骤,得到了TEMPO氧化CNF。所得到的CNF的纤维直径在2nm~7nm左右的范围内,平均纤维直径为3.2nm左右。
(带的制作)
使用如上所述得到的TEMPO氧化CNF,制作了实施例1~8及比较例1~11的单面齿形V带。各自的详细情况也示于表1和表2中。
<实施例1>
将在上述步骤中得到的TEMPO氧化CNF与硫磺改性CR胶乳(东曹株式会社制)混合,放入烧杯中,利用 的六片桨叶的螺旋桨式搅拌器,以600rpm搅拌了约4小时。在50℃的环境下使搅拌后的分散液自然干燥,制作了母胶。
接下来,对CR(硫磺改性氯丁二烯)进行塑炼,并向其中投入母胶而加以混炼。将母胶的投入量设定为:当将全部CR设为100质量份时纤维素类微细纤维的含量为1质量份。
然后,利用密闭型混合器混炼CR和纤维素类微细纤维,并加入添加剂而加以混炼。相对于橡胶成分100质量份,作为添加剂使用了炭黑FEF(东海炭素公司制:Seast SO。氮吸附比表面积为42m
将该未交联橡胶组合物形成为片状,制成用于构成带主体(压缩橡胶层、黏合橡胶层以及拉伸橡胶层)的未交联橡胶片,制作了实施例1的单面齿形V带。需要说明的是,芯线使用了已实施黏合处理的聚酯纤维制的捻线。
<实施例2>
除了将炭黑FEF的添加量设为80质量份(相对于橡胶成分100质量份的量。在以下各实施例和比较例中,表示相对于各橡胶组合物中的橡胶成分100质量份的质量份)以外,其它都与实施例1一样,这样制作了实施例2的单面齿形V带。
<实施例3>
除了将TEMPO氧化CNF的添加量设为5质量份,并且将炭黑FEF的添加量设为5质量份以外,其它都与实施例1一样,这样制作了实施例3的单面齿形V带。
<实施例4>
除了将TEMPO氧化CNF的添加量设为5质量份,并且将炭黑FEF的添加量设为10质量份以外,其它都与实施例1一样,这样制作了实施例4的单面齿形V带。
<实施例5>
除了将TEMPO氧化CNF的添加量设为5质量份,并且将炭黑FEF的添加量设为40质量份以外,其它都与实施例1一样,这样制作了实施例5的单面齿形V带。
<实施例6>
除了将TEMPO氧化CNF的添加量设为20质量份,并且将炭黑FEF的添加量设为5质量份以外,其它都与实施例1一样,这样制作了实施例6的单面齿形V带。
<实施例7>
除了将TEMPO氧化CNF的添加量设为20质量份,并且将炭黑FEF的添加量设为10质量份以外,其它都与实施例1一样,这样制作了实施例7的单面齿形V带。
<实施例8>
除了将TEMPO氧化CNF的添加量设为5质量份,并且以炭黑ISAF(Seast6,东海炭素公司制。氮吸附比表面积为120m
<比较例1>
除了将TEMPO氧化CNF的添加量设为0质量份(即不添加),并且将炭黑FEF的添加量设为10质量份以外,其它都与实施例1一样,这样制作了比较例1的单面齿形V带。
<比较例2>
除了将TEMPO氧化CNF的添加量设为0质量份(即不添加),并且将炭黑FEF的添加量设为40质量份以外,其它都与实施例1一样,这样制作了比较例2的单面齿形V带。
<比较例3>
除了将TEMPO氧化CNF的添加量设为0质量份(即不添加),并且将炭黑FEF的添加量设为80质量份以外,其它都与实施例1一样,这样制作了比较例3的单面齿形V带。
<比较例4>
除了将TEMPO氧化CNF的添加量设为0质量份(即不添加),并且将炭黑FEF的添加量设为100质量份以外,其它都与实施例1一样,这样制作了比较例4的单面齿形V带。
<比较例5>
除了将炭黑FEF的添加量设为5质量份以外,其它都与实施例1一样,这样制作了比较例5的单面齿形V带。
<比较例6>
除了将炭黑FEF的添加量设为10质量份以外,其它都与实施例1一样,这样制作了比较例6的单面齿形V带。
<比较例7>
除了将炭黑FEF的添加量设为100质量份以外,其它都与实施例1一样,这样制作了比较例7的单面齿形V带。
<比较例8>
除了将TEMPO氧化CNF的添加量设为5质量份,并且将炭黑FEF的添加量设为80质量份以外,其它都与实施例1一样,这样制作了比较例8的单面齿形V带。
<比较例9>
除了将TEMPO氧化CNF的添加量设为20质量份以外,其它都与实施例1一样,这样制作了比较例9的单面齿形V带。
<比较例10>
除了将TEMPO氧化CNF的添加量设为30质量份,并且将炭黑FEF的添加量设为5质量份以外,其它都与实施例1一样,这样制作了比较例10的单面齿形V带。
<比较例11>
除了将TEMPO氧化CNF的添加量设为5质量份,并且以炭黑SAF(Seast9,东海炭素公司制。氮吸附比表面积为142m
表1
表2
(试验评价方法)
下面,说明对各带的评价方法。评价结果示于表1和表2中。此外,表1和表2中的CNF×3+CB这一项目表示相对于橡胶成分100质量份的纤维素纳米纤维(CNF)的添加量(质量份)的值的三倍和相对于橡胶成分100质量份的炭黑(CB)的添加量(质量份)的值的合计值。对此将在后面进行说明。
<带的试验方法>
图15示出了带运行试验机40,其用于对带的耐磨性和带运行时的带温度进行试验。带运行试验机40包括带轮直径 的主动带轮41和设置在其右侧的带轮直径40mm的从动带轮42。从动带轮42被设置为能够向左、向右移动,从而能够施加轴向载荷(固定载荷DW)而对单面齿形V带B赋予张力。
将实施例1~8以及比较例1~11中的各个带缠绕到带运行试验机40的主动带轮41与从动带轮42之间,并相对于从动带轮42向右侧施加600N的轴向载荷,以对带赋予张力,并且在环境温度40℃下让主动带轮41以3000rpm的转速旋转,从而让带运行。
在让带运行了24小时的时刻,测量了带的温度和磨损量(运行前后带重量的减少量)。带温度较低是理想的。就磨损量而言,越小就越难以磨损,因此越小越理想。
(试验评价结果)
将对各带的评价结果示于表1和表2中。此处,用将实施例1的带的试验结果为100的指数来表示磨损量。用测得的温度(℃)来表示带温度。
实施例1~8中,纤维素纳米纤维的添加量(相对于橡胶成分100质量份的量。以下亦同)均在0.1质量份以上且20质量份以下的范围内,炭黑的添加量均在5质量份以上且80质量份以下的范围内。此外,将CNF的添加量的三倍的值和CB的添加量的值合计起来的值在15以上且90以下的范围内。
就炭黑的氮吸附比表面积而言,FEF为42m
相对于此,比较例1~4没有添加CNF,在比较例10中,CNF的添加量为30质量份,不在与CNF相关的上述范围内。此外,比较例4和比较例6的CB的添加量为100质量份,不在与CB相关的上述范围内。进而,比较例1和比较例5~10中将CNF的添加量的三倍的值和CB的添加量的值合计起来的值小于15或超过了90。
炭黑SAF的氮吸附比表面积为142m
如上所述,比较例1~11的单面齿形V带没有满足实施方式中的带所满足的条件中的至少一个条件。
作为各带的评价,在实施例1~9中的带的带温度在78℃(实施例4)至91℃(实施例2)的范围内。相对于此,在比较例1~11中的带的带温度在比它们更高的范围内,也就是说,在92℃(比较例2)至101℃(比较例7)的范围内。
在实施例中带温度最高的为实施例2的91℃,比较例中带温度最低的为比较例2的92℃,因此带温度之差为1℃,并不很大。但是,就磨损量而言,实施例2的磨损量为82,这比比较例2的磨损量111小很多。在磨损量方面,实施例2的磨损量为82,最小。
实施例中的带的磨损量在82(实施例2)至125(实施例3)的范围内。相对于此,在比较例7、8、11中,带的磨损量依次为64、73、71,因此比较例7、8、11的带在磨损量方面是优异的。然而,带温度依次为101℃、94℃、96℃,较高。此外,在比较例3和比较例4中,磨损量为102和91,在与实施例相等的范围内。但是,带温度为96℃和98℃,还是高于实施例的范围。
比较例1、5、6和比较10的磨损量和带温度都比实施例差。
实施例3和实施例6的磨损量为125和109,在实施例中较大,但它们的带温度为85℃和86℃,相对较低。
实施例4和实施例7的带温度特别低,磨损量也在实施例中位于中等水平,总体上是优异的。与它们相比,实施例5和实施例8的带温度稍高,但磨损量更小。根据使用条件等,实施例5和实施例8的带会更适合使用目的。
对实施例1及实施例2与比较例2及比较例3进行比较,可知:在实施例中,通过添加1质量份的CNF,则带温度和磨损量都得到了大幅度的改善。
从实施例4、实施例8以及比较例11可知:若氮吸附比表面积不相等,即使CB的添加量相等,性能也会出现差异。这里,若氮吸附比表面积为120m
综上所述,本实施方式中的传动带在带温度和磨损量方面都优异。
产业实用性
本公开的传动带在带温度和耐磨性方面都优异,因此作为各种传动带及其材料很有用。
符号说明
10多楔带主体
11 压缩橡胶层
12 黏合橡胶层
13 背面橡胶层
14 芯线
15 V形楔
16 纤维素纳米纤维
30 带成型模
31 内模
32 外模
33 V形楔形成槽
34 圆筒状筒
35 橡胶套筒
100橡胶成分
120平带主体
121内侧橡胶层
122黏合橡胶层
123外侧橡胶层
124芯线
126纤维素纳米纤维
145圆筒模具
146橡胶套筒
301单面齿形V带
310带主体
311压缩橡胶层
312拉伸橡胶层
313黏合橡胶层
314芯线
315内侧补强布
316外侧补强布
317内侧齿
401切边V带
402包布V带
403同步带
410带主体
414芯线
415补强布。
传动带专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。

















动态评分
0.0