

IPC分类号 : B23P15/00,B23P23/00,B24C3/32,B24C5/00,C09G1/00







专利摘要
本实用新型公开了一种基于气体驱动的磨料射流辅助电解加工微沟槽的装置,包含气体供给模块、电解模块、喷嘴进给模块、掩膜板、工件进给模块和磨料容器;气源供给模块包含依次相连的空气压缩机、储气罐、压力调节阀、过滤器、压力表和截止阀;喷嘴进给模块包含伺服电机、滚珠丝杠、连接块和喷嘴;喷嘴利用文丘里效应产生负压从液体入口吸入磨料后将其从喷射口喷出;滚珠丝杠的螺母和连接件固连,连接件和喷嘴固连,伺服电机的输出端和滚珠丝杠的丝杠固连;电解模块的负极连接喷嘴的喷射口,正极连接工件。本实用新型在磨料气射流基础上,引入电解射流,利用磨料破坏电解产生的氧化层,两者相互结合进一步提高加工效率。
权利要求
1.基于气体驱动的磨料射流辅助电解加工微沟槽的装置,其特征在于,包含气体供给模块、电解模块、喷嘴进给模块、掩膜板、工件进给模块和磨料容器;
所述气体供给模块包含空气压缩机、储气罐、压力调节阀、过滤器、压力表和截止阀,其中,所述空气压缩机、储气罐、压力调节阀、过滤器依次相连;所述过滤器的出口分别和所述压力表、截止阀的一端相连;
所述磨料容器用于存储磨料;
所述喷嘴进给模块包含伺服电机、滚珠丝杠、连接块和喷嘴;
所述喷嘴包含气体入口、液体入口和喷射口,其中,所述气体入口和所述截止阀的另一端通过管道相连,所述液体入口通过管道连接至所述磨料容器中磨料;所述喷嘴用于利用文丘里效应产生负压从液体入口吸入磨料后将其从喷射口喷出;
所述滚珠丝杠的螺母和连接件固连,所述连接件和所述喷嘴固连,所述伺服电机的输出端和所述滚珠丝杠的丝杠固连;
所述掩膜板固定设置在喷嘴的喷射口和待加工工件之间;
所述伺服电机用于通过所述滚珠丝杠调节所述喷嘴的喷射口与掩膜板之间的靶距;
所述工件进给模块用于控制待加工工件相对于掩膜板移动;
所述喷嘴的喷射口导电;
所述电解模块包含电源,所述电源采用直流电源或直流脉冲电源,其负极连接喷嘴的喷射口、正极连接工件。
2.根据权利要求1所述的基于气体驱动的磨料射流辅助电解加工微沟槽的装置,其特征在于,所述磨料容器设置在工件进给模块下,使得使用过的磨料回流至磨料容器中。
3.根据权利要求1所述的基于气体驱动的磨料射流辅助电解加工微沟槽的装置,其特征在于,还包含搅拌装置,所述搅拌装置用于搅拌磨料容器中的磨料。
4.根据权利要求1所述的基于气体驱动的磨料射流辅助电解加工微沟槽的装置,其特征在于,所述掩膜板与工件分离,距离为100-200um,掩膜板采用304不锈钢材质,厚度为200um。
说明书
技术领域
本实用新型涉及磨料电解射流加工领域,尤其涉及一种基于气体驱动的磨料射流辅助电解加工微沟槽的装置。
背景技术
结构和零件的微型化是技术领域的发展趋势之一,具有微沟槽或微凹坑特征的金属零部件在摩擦学、传热学和航空航天等领域扮演的角色愈加重要。在摩擦学方面,摩擦副表面上加工出具有一定尺寸和规则排列的几何形貌(如微小凹坑、微沟槽等),可以有效改善摩擦副表面的摩擦学特性,如降低摩擦、减小磨损和提高承载能力等特性。在传热学方面, 微沟槽特征结构在能够降低流体热传导和扩散传质阻力,提高传热性能。在航空航天领域,航空发动机涡轮叶片、燃烧室壁、某些流道、喉管等处,均设计有大量小孔结构。
目前常用的一种微沟槽或微凹坑加工技术微磨料气射流加工技术由传统的喷砂工艺发展而来,通过压缩空气将微磨料与水混合的磨料流加速形成射流,利用磨料的撞击和抛磨作用去除材料,具有无热影响区、反作用力小、可加工复杂形状等特点。然而这种文丘里进料方式决定喷嘴直径不可能太小,使射流直径往往大于微结构的尺寸且射流发散影响微结构的边界,需要在工件表面覆盖一层掩膜板保证边界精度,掩膜板图形尺寸大大限制了工件的加工范围。并且虽然有水的存在降低了粉尘污染,但射流喷射在工件上反弹的大量雾状粉尘依然难以忽视。同时这种加工方式效率较低,目前主要用于抛光和对较浅织构的加工,难以加工深宽比较高的微沟槽或凹坑。综上所述,由于微结构加工技术应用的材料往往具有高硬度、高脆性和高熔点等特点,现有的加工方法常常不能满足加工效率、加工精度和加工质量等多方面的要求。射流电解加工,利用金属材料的阳极溶解而去除材料,加工效率较高,然而加工过程中产生的氧化层阻止进一步材料去除,同样受到限制。基于此,本实用新型的目的是在微磨料气射流加工技术的基础上引入电解,利用磨料射流破坏氧化层,进一步提高加工效率;依然采用大口径喷嘴和掩膜板,加工过程中将掩膜板与工件近距隔开,掩膜板上加工一定尺度的微通孔,移动工件,既能保证加工精度又不受限制于掩膜板;将硝酸钠、磨粒与聚丙烯酰胺水解液按比例混合产生带有粘性磨料射流,这种流体喷射出来不会产生雾状粉尘,同时聚丙乙酰胺能使射流集束,提高加工能力,还能有较强的悬浮性。是一种加工效率高、加工质量高、环境友好的微沟槽、微凹坑加工技术。
实用新型内容
本实用新型所要解决的技术问题是针对背景技术中所涉及到的缺陷,提供一种基于气体驱动的磨料射流辅助电解加工微沟槽的装置。
本实用新型为解决上述技术问题采用以下技术方案:
基于气体驱动的磨料射流辅助电解加工微沟槽的装置,包含气体供给模块、电解模块、喷嘴进给模块、掩膜板、工件进给模块和磨料容器;
所述气源供给模块包含空气压缩机、储气罐、压力调节阀、过滤器、压力表和截止阀,其中,所述空气压缩机、储气罐、压力调节阀、过滤器依次相连;所述过滤器的出口分别和所述压力表、截止阀的一端相连;
所述磨料容器用于存储磨料;
所述喷嘴进给模块包含伺服电机、滚珠丝杠、连接块和喷嘴;
所述喷嘴包含气体入口、液体入口和喷射口,其中,所述气体入口和所述截止阀的另一端通过管道相连,所述液体入口通过管道连接至所述磨料容器中磨料;所述喷嘴用于利用文丘里效应产生负压从液体入口吸入磨料后将其从喷射口喷出;
所述滚珠丝杠的螺母和连接件固连,所述连接件和所述喷嘴固连,所述伺服电机的输出端和所述滚珠丝杠的丝杠固连;
所述掩膜板固定设置在喷嘴的喷射口和待加工工件之间;
所述伺服电机用于通过所述滚珠丝杠调节所述喷嘴的喷射口与掩膜板之间的靶距;
所述工件进给模块用于控制待加工工件相对于掩膜板移动;
所述喷嘴的喷射口导电;
所述电解模块包含电源,所述电源采用直流电源或直流脉冲电源,其负极连接喷嘴的喷射口、正极连接工件。
作为本实用新型基于气体驱动的磨料射流辅助电解加工微沟槽的装置进一步的优化方案,所述磨料容器设置在工件进给模块下,使得使用过的磨料回流至磨料容器中。
作为本实用新型基于气体驱动的磨料射流辅助电解加工微沟槽的装置进一步的优化方案,还包含搅拌装置,所述搅拌装置用于搅拌磨料容器中的磨料。
作为本实用新型基于气体驱动的磨料射流辅助电解加工微沟槽的装置进一步的优化方案,所述磨料包含电解质、磨粒、聚丙烯酰胺和水,电解质采用中性电解质硝酸钠;磨粒采用碳化硅或人造金刚石,粒径为1-20um;其中聚丙烯酰胺质量分数为0.2-0.6%;磨粒质量分数为5-10%。
作为本实用新型基于气体驱动的磨料射流辅助电解加工微沟槽的装置进一步的优化方案,所述掩膜板与工件分离,距离为100-200um,掩膜板采用304不锈钢材质,厚度为200um,其上通孔为激光或光刻电解加工。
本实用新型采用以上技术方案与现有技术相比,具有以下技术效果:
1.结构简单,操作便利,利用文丘里原理吸入磨料,可以在较低的气压下对磨料流进行加速,连续供给磨料,不存在流量脉动。
2.在磨料多相射流基础上,引入电解射流,利用磨料破坏电解产生的氧化层,两者相互结合进一步提高加工效率。
3.在配制磨料溶液时添加高分子聚丙烯酰胺,其水解产物有粘性,磨料撞击掩膜板及工件不会产生雾状粉尘,大大改善工作环境。
4.磨料吸入后,经喷嘴喷出落入搅拌容器中,形成内循环,提高磨料的重复利用率。
5.分散剂高分子聚丙烯酰胺的加入,具有使射流汇聚和使磨粒悬浮的双重特性,提高了加工效率,辅助机械搅拌使磨粒不易沉降,磨粒分布均匀。
6.将掩膜板与工件近距离分离,且掩膜板上开一小孔,保持喷嘴对准小孔,加工时移动工件,一方面掩膜板保证了加工精度,另一方面工件的加工范围不再受掩膜板尺寸的限制。
附图说明
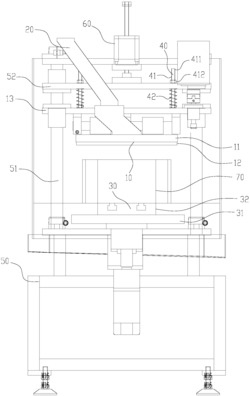
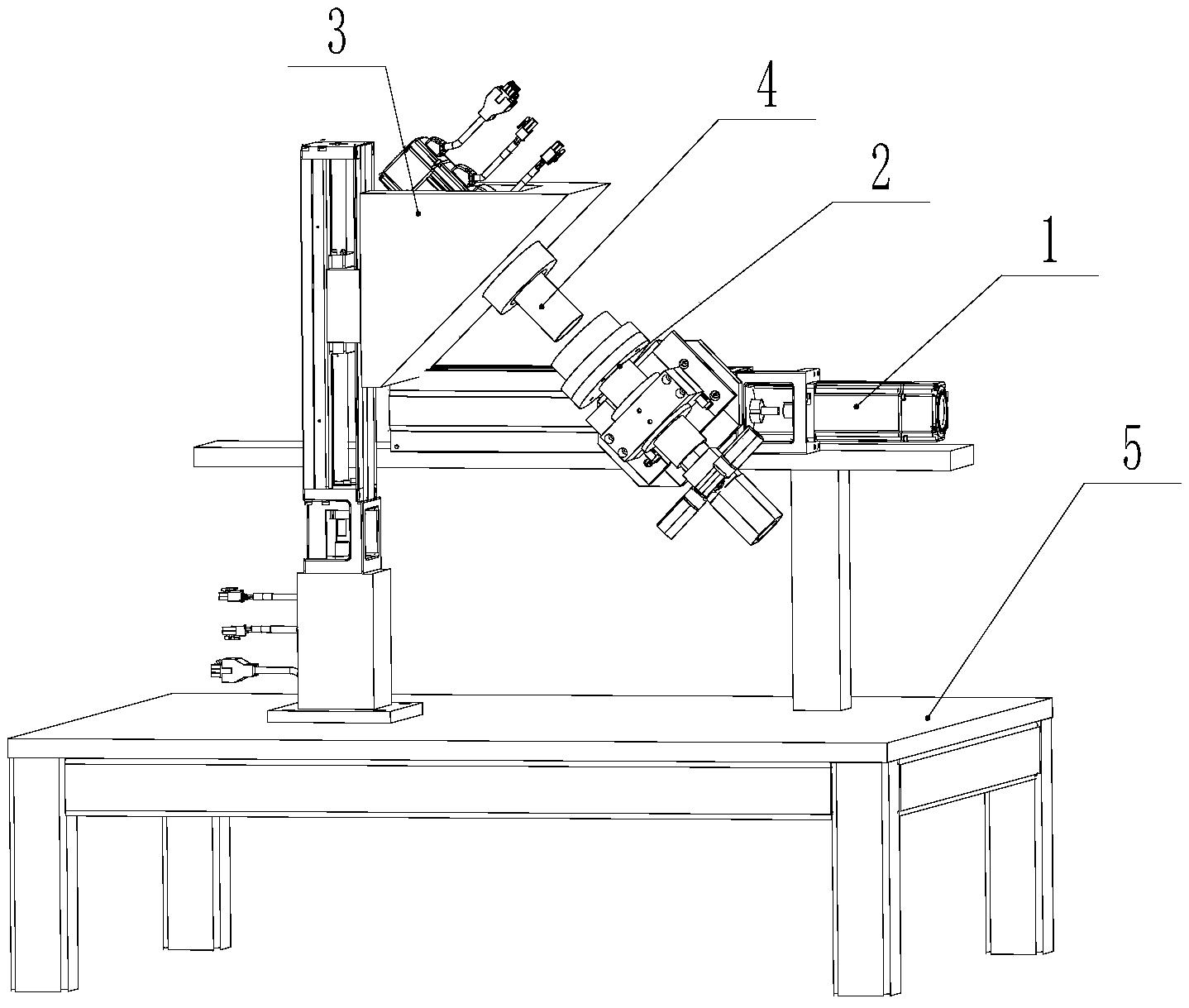
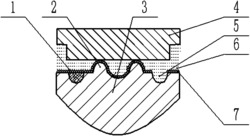
图1是本实用新型的结构示意图。
图中,1-空气压缩机,2-储气罐,3-压力调节阀,4-过滤器,5-压力表,6-截止阀,7-喷嘴,8-伺服电机,9-直流电源,10-掩膜板,11-工件,12-工件进给模块,13-磨料容器,14-搅拌器。
具体实施方式
下面结合附图对本实用新型的技术方案做进一步的详细说明:
本实用新型可以以许多不同的形式实现,而不应当认为限于这里所述的实施例。相反,提供这些实施例以便使本公开透彻且完整,并且将向本领域技术人员充分表达本实用新型的范围。在附图中,为了清楚起见放大了组件。
如图1所示,本实用新型公开了一种基于气体驱动的磨料射流辅助电解加工微沟槽的装置,包含气体供给模块、电解模块、喷嘴进给模块、掩膜板、工件进给模块、磨料容器和搅拌装置;
所述气源供给模块包含空气压缩机、储气罐、压力调节阀、过滤器、压力表和截止阀,其中,所述空气压缩机、储气罐、压力调节阀、过滤器依次相连;所述过滤器的出口分别和所述压力表、截止阀的一端相连;
所述磨料容器用于存储磨料;
所述喷嘴进给模块包含伺服电机、滚珠丝杠、连接块和喷嘴;
所述喷嘴包含气体入口、液体入口和喷射口,其中,所述气体入口和所述截止阀的另一端通过管道相连,所述液体入口通过管道连接至所述磨料容器中磨料;所述喷嘴用于利用文丘里效应产生负压从液体入口吸入磨料后将其从喷射口喷出;
所述滚珠丝杠的螺母和连接件固连,所述连接件和所述喷嘴固连,所述伺服电机的输出端和所述滚珠丝杠的丝杠固连;
所述掩膜板固定设置在喷嘴的喷射口和待加工工件之间;
所述伺服电机用于通过所述滚珠丝杠调节所述喷嘴的喷射口与掩膜板之间的靶距;
所述工件进给模块用于控制待加工工件相对于掩膜板移动;
所述喷嘴的喷射口导电;
所述电解模块包含电源,所述电源采用直流电源或直流脉冲电源,其负极连接喷嘴的喷射口、正极连接工件;
所述搅拌装置用于搅拌磨料容器中的磨料。
所述磨料容器设置在工件进给模块下,使得使用过的磨料回流至磨料容器中。
具体的加工流程为:
(1)磨料液体的配置:将电解质、磨粒、聚丙烯酰胺和水按比例混合,并搅拌均匀;
(2)工件的安装定位:将工件用夹具安装在工作台上;
(3)掩膜板的安装定位:用夹具将掩膜版安装在工作台上;
(4)工具电极的安装定位:将电源正极与工件连接,负极与工具电极(喷嘴)相连;
(5)倒入磨料液体,开启搅拌器,编辑工件进给程序,利用精密伺服进给调节好喷嘴与掩膜板之间的靶距;
(6)插入进料管,开启电源同时打开气源开关,调节气体压力,开启进给程序,开始加工,直至孔形或槽形形成。
电解质为中性电解质硝酸钠,磨粒为碳化硅或人造金刚石,粒径为1-20um,先将聚丙烯酰胺与水加热搅拌混合均匀,再加入硝酸钠盐和磨粒。其中聚丙烯酰胺质量分数为0.2-0.6%,磨粒质量分数为5-10%。
掩膜板与工件的距离为100-200um,掩膜板采用304不锈钢材质,厚度为200um,其上通孔为激光加工或光刻电解等特种加工方法加工,大小根据要求所定。
加工圆孔时工件不动,加工槽时工件需移动,靶距调节范围0-20mm。
气体压力为0-0.8Mpa可调,电源为直流电源或者直流脉冲电源,喷嘴为不锈钢或硬质合金圆管。
本实用新型在磨料气射流基础上,引入电解射流,利用磨料破坏电解产生的氧化层,两者相互结合进一步提高加工效率。
喷嘴使用文丘里原理,压缩气体通过喷嘴时在喷嘴内部形成负压吸入磨料,在较低气压下对磨料进行加速,连续供给磨料,不存在流量脉动。
本实用新型循环使用磨料,可以使用较少磨料实现对工件的稳定持续加工,大大降低加工成本。
本实用新型采用掩膜板固定,工件移动,只需在掩膜板上加工简单微通孔,不仅保证了加工精度,降低射流发散带来边界腐蚀问题,而且其加工范围不被掩膜板的图形及大小所限制。
本实用新型中添加的高分子物质聚丙烯酰胺使磨料具有粘性、悬浮性、射流汇聚性,这些特性可以改善加工环境,不会产生射流中常见的雾状粉尘污染,辅助搅拌装置使磨粒不易沉降,磨料混合均匀,使射流汇聚,提高加工效率,在较大靶距下仍然保持较强的加工效率。
本技术领域技术人员可以理解的是,除非另外定义,这里使用的所有术语(包括技术术语和科学术语)具有与本实用新型所属领域中的普通技术人员的一般理解相同的意义。还应该理解的是,诸如通用字典中定义的那些术语应该被理解为具有与现有技术的上下文中的意义一致的意义,并且除非像这里一样定义,不会用理想化或过于正式的含义来解释。
以上所述的具体实施方式,对本实用新型的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本实用新型的具体实施方式而已,并不用于限制本实用新型,凡在本实用新型的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
基于气体驱动的磨料射流辅助电解加工微沟槽的装置专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。












动态评分
0.0