







专利摘要
本实用新型公开了一种磁化刀具,涉及切削刀具技术领域。本实用新型首先将刀具磁化,然后在刀具上加工有表面织构形貌,所述表面织构形貌为微凹槽织构形貌或导流槽,在所述表面织构形貌中填充磁流体切削液,磁流体切削液在切削加工过程中可源源不断添加。表面织构形貌能够发挥导流、存储磁流体、减摩降磨的作用。本实用新型克服了在刀具填充固体润滑剂方法中固体润滑剂消耗得不到补充的缺点,以及传统切削液施加方式中切削液到达不了刀刃最高温处的缺点。本实用新型达到了提高刀具耐用度和切削效率,保证工件表面加工质量的目的。
权利要求
1.一种磁化刀具,其特征在于,刀具(5)经磁化处理,在切屑流向一侧的刀具(5)表面加工有微沟槽形貌或导流槽。
2.根据权利要求1所述的刀具,其特征在于,所述微沟槽形貌为阵列布置,且由5~15列微沟槽构成;所述微沟槽宽度45~500μm,深度30~400μm,微沟槽间距40~250μm。
3.根据权利要求1所述的刀具,其特征在于,所述导流槽为矩形槽,宽0.5~1mm,深0.1~1mm。
4.根据权利要求1所述的刀具,其特征在于,所述微沟槽形貌或导流槽沿切屑流方向布置,并倾斜于刀刃45°~90°,且距离副切削刃100~1000μm。
5.根据权利要求1、2、3或4所述的刀具,其特征在于,所述微沟槽形貌或导流槽的区域至少包括刀具与切屑接触区域和刀具与工件接触区域。
6.根据权利要求5所述的刀具,其特征在于,所述微沟槽形貌或导流槽的面积占有率为15%~60%。
说明书
技术领域
本实用新型涉及机械切削刀具制造技术领域,特指一种磁化刀具,用于解决切削液无法到达切削刃最高温处,使用效率低,导致材料加工过程中刀具耐用度和切削效率较低的问题。
背景技术
金属切削加工过程中,金属切削层在刀具的挤压作用下,产生塑性剪切滑移变形,形成的切屑与刀具、工件之间的剧烈摩擦以及切削热的共同作用下,导致刀具磨损变形,并降低切削质量。通常采用切削液辅助切削,达到传热、润滑、清洗的作用,但传统切削液的施加方式难以将切削液顺利引入刀尖,只能够带走部分切削热量,因而对于加工质量的提高效果有限。因此,刀具表面热量的导出关乎切削加工质量与刀具寿命。
微织构刀具是指在刀具前刀面和断屑槽上加工出微米级的沟槽型织构,研究表明,微织构刀具可减小刀屑接触面积和时间,致使热源流入刀具部分减少,进而降低切削温度。
磁流体是是一种新型的功能材料,它既具有液体的流动性又具有固体磁性材料的磁性,且其属于顺磁材料。是由直径为纳米量级(10纳米以下)的磁性固体颗粒、基载液以及界面活性剂三者混合而成的一种稳定的胶状液体。磁流体在静态时无磁性吸引力,当外加磁场作用时,才表现出磁性。
中国专利CN201210447210.6公开了一种微纳复合织构自润滑陶瓷刀具及其制备方法,采用激光加工技术在前刀面上加工出微米级织构,在负倒棱上加工出纳米级织构,并分别在织构形貌中填充固体润滑剂,干切屑时,微纳复合织构与固体润滑剂的双重作用能够实现减小摩擦,降低切削力和切削温度,阻止粘结、减小摩擦、降低磨损,提高刀具使用寿命。该专利在织构形貌填充固体润滑剂,织构形貌能够存储的固体润滑剂的体积有限,固体润滑剂损耗过快,一定程度上限制了有效的润滑时间。
本实用新型利用磁力使得磁流体切削液更易达到切削刃最高温处,且磁流体可不断补充,与织构刀具微沟槽形貌或导流槽相配合,优化刀具加工和切削液施加方案,达到提升刀具加工效率及其寿命的目的。
发明内容
本实用新型所要解决的技术问题为,干切削和微量润滑切削工况下,刀-屑接触界面润滑不充分、易于粘刀;现有刀具表面织构复合固体润滑剂技术中,固体润滑剂损耗过快,且刀具未获得明显脱粘效果;传统切削液施加方式无法将切削液引入刀刃最高温处。
本实用新型针对微量润滑切削工况,采用脉冲磁化处理或交流磁化处理技术,将刀具磁化。并在切屑流向一侧的刀具表面加工有表面织构形貌。所述织构形貌包括微凹槽织构形貌或导流槽。采用激光加工的方法,在刀具表面设置微沟槽织构形貌;或采用微磨削加工的方法,在刀具表面设置导流槽。所述微沟槽织构为微观织构,导流槽为宏观织构。在表面织构中填充磁流体切削液,并通过喷嘴在切削过程中不断补充磁流体切削液。本实用新型可将磁流体切削液源源不断引入刀刃最高温处,因此能够发挥磁流体润滑减摩和传热的双重功效。
本实用新型的技术方案为:
在对刀具进行表面织构形貌加工之前,对刀具表面进行预处理;对刀具上待加工面进行抛光处理,使刀具表面的粗糙度Ra小于0.4μm。在对刀具进行表面织构形貌加工之后,对刀具表面进行后处理,除去熔渣后使用超声清洗。
首先进行刀具磁化处理,采用脉冲磁化处理技术或交流磁化处理技术,加工参数为:处理时间45~60s,频率为2Hz,脉冲磁场强度为600~1000Gs。
然后进行刀具工作表面织构形貌加工,在切屑流向一侧的刀具表面加工表面织构形貌;所述表面织构形貌沿切屑流方向布置,并倾斜于刀刃45°~90°,且距离副切削刃 100~1000μm;所述表面织构形貌的区域至少包括刀具与切屑接触区域和刀具与工件接触区域;所述表面织构形貌的面积占有率为15%~60%。
1)表面微织构加工。所述表面微织构形貌为微沟槽形貌;所述微沟槽形貌为阵列布置,且由5~15列微沟槽构成;所述微沟槽宽度45~500μm,深度30~400μm,微沟槽间距40~250μm。所述微沟槽织构形貌通过激光束加工获得;激光器为灯泵浦Nd:YAG激光器、二极管Nd:YAG激光器、CO2激光器或光纤激光器;激光参数为:输出功率50~1200W、离焦量±1mm、脉冲宽度0.02~550ms;波长为532nm或1064nm,电流10~18A,脉冲次数 1~10次,重复频率1000~3000Hz,辅助气体为氮气或氩气,气体压强0~1.5MPa,扫描速度为8~25mm/s。
2)导流槽加工。所述导流槽通过微磨削加工获得;所述导流槽为矩形槽宽0.5~1mm,深0.1~1mm;加工参数为:进给量为0.1~0.15mm/r,切削速度为80~150m/min。
最后在所述表面织构形貌填充磁流体切削液,并通过喷嘴在切削过程中不断补充磁流体切削液;向织构形貌的刀具表面填充磁流体切削液,并通过喷嘴在切削过程中不断补充磁流体切削液,使得磁流体的填充高度高出刀具表面0.5~4mm;所述的磁流体切削液为油基磁流体;磁感应强度在200~600Gs之间,固含量在35%~70%之间。
一种用于刀具使用的磁流体切削液的制备方法为:取磁粉,所述磁粉为Fe3O4、γ-Fe2O3、氮化铁、纯铁粉、纯钴粉或铁-钴合金粉;磁性颗粒尺寸在10nm~25nm之间,向磁性颗粒中加入磁性颗粒总重量的0.01~0.2ml/g表面活性剂和1~20ml/g的切削油,所述表面活性剂为月桂酸、油酸、肉豆蔻酸或乳化剂OP-7一种或多种的混合;充分搅拌后再用超声分散1~40min,得到稳定的油基磁流体。
本实用新型的有益效果在于:1)由于磁流体切削液的充分供给,不仅具有固体润滑剂的优点,还解决了固体润滑剂供给不足的缺点,使得切削力降低;2)对刀具磁化处理,通过磁力,经微沟槽或导流槽,将磁流体源源不断引入刀刃最高温处,解决了传统切削液施加方式的不足,能够带走更多的切削热量,提升了切削液的使用效果;3)刀具磁化处理技术与表面织构技术相结合能够发挥双重效果,大大提高了刀具质量;4)磁流体是一种液固共存的胶体形态,作为切削液使用,具有液-固润滑效应,磁流体中的磁性颗粒经表面活性剂包覆,不会对工件和刀具造成损伤,同时磁性颗粒是一种微观滚珠,可提高润滑效果;5) 由于切削加工在高温环境中,部分失效的磁流体会在刀具表面硬化,增强刀具质量;6)刀尖呈锥形,具有尖端效应,靠近刀尖处的磁场较强,磁流体会往刀尖处聚集,从而更接近高温区域。
附图说明
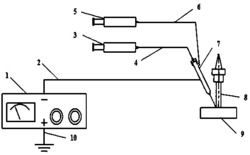
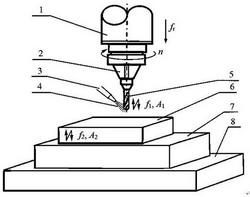
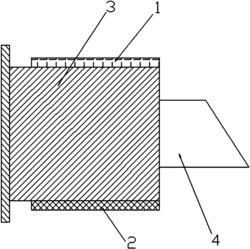
图1为一种使用磁流体切削液的刀具加工示意图。
图2为实施例一中加工有微沟槽织构形貌的刀具示意图。
图3为实施例二中加工有导流槽的刀具示意图。
图中:1,为工件;2,为切屑;3,为磁流体切削液;4,为表面织构形貌;5,为刀具;6,为微沟槽;7,为导流槽。
具体实施方式
下面结合说明书附图,详细说明本实用新型的具体实施方式。
需特别说明:1、磁流体切削液成份不影响本实用新型的具体实施,因此磁流体切削液种类不是本实用新型的重点,其它磁流体切削液种类及配比组合都在本实用新型的保护范围内、金属切削刀具具有相似工作原理,因此本实用新型适用于各类金属切削刀具种类,即不局限于外圆车刀、虽然相同参数的激光束作用于不同刀具材料,获得形貌的具体尺寸不尽相同但是通过控制关键参数输出功率、脉冲宽度、离焦量,仍可以获得设计形貌,因此本实用新型适用于所有金属切削刀具材料、为便于理解,实施例附图仅描绘了前刀面的加工方案,但并不代表本实用新型方法仅适用于刀具前刀面。
实施例一:
本实施例中,如图1和2,刀具5为硬质合金外圆车刀,切削材料1为钛合金;磁流体切削液3为Fe3O4油基磁流体;表面织构形貌4为微沟槽;选用光纤激光器,输出高斯分布红外激光。
本实用新型技术特征的实施包括以下步骤。
步骤A,对刀具5进行磁化处理,采用脉冲磁化处理技术,加工参数为:处理时间60s,频率为2Hz,脉冲磁场强度为800Gs。
步骤B,刀具5表面预处理,对刀具5上待加工面进行抛光处理,使其表面粗糙度Ra小于0.4μm。
步骤C,确定表面织构区域及密度,本实施例中,织构区域为前刀面刀具与切屑接触区域和刀具前刀面与工件接触区域;微沟槽织构4的面积占有率为40%;微沟槽织构4形貌垂直于刀刃且距离副切削刃500μm。
步骤D,对刀具5进行微沟槽形貌的织构加工。激光参数为:输出功率50~80W、离焦量1mm、脉冲宽度2.2ms;波长为532nm,电流8A,脉冲次数7次,重复频率2100Hz,辅助气体为氮气,气体压强0.5MPa,扫描速度为11mm/s。
步骤E,刀具5表面后处理,除去熔渣后使用超声清洗。
步骤F,填充磁流体切削液3,并通过喷嘴在切削过程中不断补充磁流体切削液,使得磁流体切削液3的填充高度高出刀具表面0.8mm;
用于刀具使用的磁流体切削液3的制备方法为:取磁粉,所述磁粉为Fe3O4,磁性颗粒尺寸为15nm,向磁性颗粒中加入磁性颗粒总重量的0.15ml/g油酸和15ml/g的切削油,充分搅拌后再用超声分散30min,得到稳定的油基磁流体。
实施例二:
本实施例中,如图1和3,刀具5为高速钢外圆车刀,切削材料1为铝合金;磁流体切削液3为铁-钴合金粉油基磁流体;刀具5表面开导流槽4。
本实用新型技术特征的实施包括以下步骤。
步骤A,对刀具5进行磁化处理,采用交流磁化处理技术,加工参数为:处理时间45s,频率为2Hz。
步骤B,刀具5表面预处理,对刀具5上待加工面进行抛光处理,使其表面粗糙度Ra小于0.4μm。
步骤C,确定导流槽4区域及密度,本实施例中,开导流槽4区域为前刀面刀具与切屑接触区域和刀具前刀面与工件接触区域;导流槽的面积占有率为35%;倾斜于刀刃呈75°且距离副切削刃900μm。
步骤D,导流槽4加工。所述导流槽4通过微磨削加工获得;磨削加工参数为:进给量为0.1mm/r,切削速度为150m/min。
步骤E,刀具5表面后处理,除去熔渣后使用超声清洗。
步骤F,填充磁流体切削液3,并通过喷嘴在切削过程中不断补充磁流体切削液,使得磁流体切削液3的填充高度高出刀具表面0.5mm;
用于刀具使用的磁流体切削液3的制备方法为:取磁粉,所述磁粉为铁-钴合金粉,磁性颗粒尺寸为25nm,向磁性颗粒中加入磁性颗粒总重量的0.2ml/g油酸和0.15ml/g月桂酸和18ml/g的切削油,充分搅拌后再用超声分散40min,得到稳定的油基磁流体。
一种磁化刀具专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。











动态评分
0.0