








专利摘要
本发明公开了一种在奥氏体不锈钢上形成梯度纳米结构表层并控制其中马氏体含量的方法,属于金属材料表面纳米化技术领域。该方法采用控温表面机械滚压处理(SMRT)技术对奥氏体不锈钢进行处理,由于SMRT加工刀具在待处理奥氏体钢表面高速滚压,钢件表层组织发生严重塑性变形,原始粗晶组织转变为由表及里为纳米晶、亚微米晶、微米晶的梯度结构,又由于结合SMRT过程控制环境温度,影响了奥氏体向形变诱发马氏体相的转变,从而可以控制梯度结构表层中的马氏体含量。经控温SMRT加工后,奥氏体不锈钢上可以形成厚度达到1mm的梯度硬化层,纳米层厚度可达50μm,其中的马氏体含量在0~90%范围内可控。
权利要求
1.一种在奥氏体不锈钢上形成梯度纳米结构表层并控制其中马氏体含量的方法,其特征在于:该方法采用表面机械滚压处理技术和控温技术同时对奥氏体不锈钢回转类部件表面进行处理,处理过程中控制工件表面温度为20~400℃,使材料表层的粗晶组织在塑性变形作用下转变为梯度纳米结构组织;同时在梯度纳米结构表层中获得所需含量的马氏体相;
所述控温技术是指在表面机械滚压处理的过程中通过控制回转类部件表面温度,从而控制原始奥氏体相向形变诱导马氏体相的转变量,最终在梯度纳米结构表层中获得所需含量的马氏体相;所形成的梯度纳米结构表层中马氏体相含量体积分数控制在0~90%范围内,且马氏体相含量随温度的升高而减少;
所述表面机械滚压处理技术和控温技术是在可控温的表面纳米化加工系统上实现的,该加工系统包括转动系统、自动进给系统、滚动球形刀具、润滑系统和控温系统,其中:所述转动系统和自动进给系统利用车床实现,分别用于控制回转类部件沿轴向作旋转运动和进给运动;所述滚动球形刀具和润滑系统安装在自动进给系统上,滚动球形刀具上设有能够在回转类部件表面进行滚压的球形刀头;所述润滑系统能够使用油性润滑剂对回转类部件加工表面进行润滑,保证所述球形刀具在回转类部件加工表面上能够持续滚动接触;所述控温系统用于保证回转类部件表面温度在加工过程中维持在所需恒定范围内;
所述在奥氏体不锈钢上形成梯度纳米结构表层并控制其中马氏体含量的方法,具体过程为:首先启动控温系统,使工件表面温度达到设定值,预热后在该设定温度下对工件表面进行纳米化处理;使回转类部件在转动系统驱动下以速度V1旋转,滚动球形刀具与回转类部件表面接触并压入一定深度ap,然后沿回转类部件轴向以进给速度V2从工件的一端运动到另一端,完成一个道次处理;重复上述过程若干道次后,在回转类部件表面形成梯度纳米结构表层,同时在梯度纳米结构表层中获得所需含量的马氏体相。
2.根据权利要求1所述的在奥氏体不锈钢上形成梯度纳米结构表层并控制其中马氏体含量的方法,其特征在于:所述奥氏体不锈钢为室温下具有奥氏体原始组织的AISI 300系不锈钢。
3.根据权利要求1所述的在奥氏体不锈钢上形成梯度纳米结构表层并控制其中马氏体含量的方法,其特征在于:所述控温系统包括加热装置、测温装置和温度控制装置;所述加热装置为热风机或风枪,安装在机床上并由机床控制其运动,加热装置连接温度控制装置;所述测温装置为热电偶,热电偶的测温端接触回转类部件加工表面,热电偶的另一端连接温度控制装置;所述加热装置对回转类部件加工表面进行加热,回转类部件表面温度信号由热电偶反馈到温度控制装置,温度控制装置根据接收到的温度信息调控回转类部件表面温度。
4.根据权利要求1所述的在奥氏体不锈钢上形成梯度纳米结构表层并控制其中马氏体含量的方法,其特征在于:所述滚动球形刀具的球形刀头采用WC-Co硬质合金球或GCr15钢球,球形刀头直径为4~10mm;回转类部件转速V1为5×103~4×104mm/min;滚动球形刀具进给速度V2为6~50mm/min;球形刀头在回转类部件表面每道次下压量ap为10~40μm;总处理道次为1~10次;工件预热时间为5min。
5.根据权利要求1所述的在奥氏体不锈钢上形成梯度纳米结构表层并控制其中马氏体含量的方法,其特征在于:所述奥氏体不锈钢回转类部件经表面机械滚压处理技术和控温技术同时处理后,回转类部件的原始奥氏体粗晶由表及里转变为纳米晶、亚微米晶和粗晶;回转类部件表面形成的梯度结构表层厚度达300~800μm;梯度结构表层中晶粒尺寸小于100nm的表层厚度为10~90μm,最表层晶粒尺寸为10~60nm;整个硬度提高层厚度为400~1300μm。
6.根据权利要求1所述的在奥氏体不锈钢上形成梯度纳米结构表层并控制其中马氏体含量的方法,其特征在于:所述奥氏体不锈钢回转类部件经表面机械滚压处理技术和控温技术同时处理后,回转类部件轴向尺寸不发生变化,表面光洁度好,表面粗糙度Ra小于0.2μm。
说明书
技术领域
本发明涉及奥氏体不锈钢的表面强化方法及控温表面塑性变形技术领域,具体涉及一种在奥氏体不锈钢上形成梯度纳米结构表层并控制其中马氏体含量的方法,该方法可以在奥氏体不锈钢表层制备出具有不同马氏体含量的梯度纳米结构,其微观结构尺寸由表及里逐渐增大,依次为纳米尺寸、亚微米尺寸和微米尺寸。
背景技术
纳米结构材料由于其优异的性能引起了广泛的研究,塑性变形方法是制备这类材料最为有效的方法之一。众所周知,大多数材料的失稳始于其表面,因此只要在材料的表面制备出一定厚度的纳米结构层,即实现表面纳米化,以此通过表面组织和性能的优化可提高材料的整体力学性能和服役行为。
奥氏体不锈钢材料具有优异的抗腐蚀性能、良好的焊接性能和可加工性以及较好的耐热性能,广泛应用于石油、化工等领域。但奥氏体不锈钢较低的屈服强度和较差的耐磨性能使其难以满足更为苛刻的服役环境的需求。通过对奥氏体不锈钢进行表面纳米化处理,在其表面制备出一定厚度优异性能的梯度纳米结构层,即最表面为纳米晶组织、次表层为亚微米晶组织和变形组织、芯部为原始粗晶组织的表层,可以有效地克服这些不足。已有工作表明,具有梯度纳米结构表层的奥氏体不锈钢较普通奥氏体不锈钢具有更高的强度和硬度,耐磨性和疲劳性能也得到了大幅提升。这些明显提高的表面和整体性能为奥氏体不锈钢在工程领域中的广泛应用提供了可能。
目前,通过机械诱导强烈塑性变形方式获得表面梯度纳米结构的方法主要可分两类,一是“弹丸撞击法”,二是“旋转压力变形法”。
“弹丸撞击法”主要包括:超声喷丸技术、表面机械研磨技术、超音速微粒轰击技术等。其共同点是利用高频高速的弹丸持续轰击材料表面,弹丸的每一次撞击都会在试样表面以高的应变速率产生塑性变形,从而达到晶粒细化的效果。根据驱动弹丸的直径、碰撞频率和轰击速度等的不同,所获得的细化效果及硬化层厚度也有所不同。利用这类方法制备的梯度纳米结构不锈钢,会在靠近材料表层的区域存在大量的缺陷,如平面滑移带和孪晶交割等,并在表层引入呈梯度分布的应力应变层,在某些奥氏体不锈钢(如304不锈钢)中,由于塑性变形引起表层发生大量的马氏体相变,使得表层组织几乎全部转变为马氏体相。而对于奥氏体稳定性更高的不锈钢(如316L不锈钢),弹丸冲击能量不足,所产生的应力应变难以驱动马氏体相变的发生,不能获得具有马氏体相的梯度纳米结构表层。这类加工方法受制于弹丸直径、轰击频率和速度等原因,其变形层往往较薄,且难以控制材料表面在高速变形下的形变诱导马氏体转变量。另外,处理后表面粗糙度较高,也在一定程度上影响了其表面性能。
“旋转压力变形法”是通过碾压或者滚压的接触方式在高速旋转的工件上施加一定深度的压入量,从而产生塑性变形实现表面纳米化。滚压表面强化技术是一种无切削的加工方式,通过驱动特制的滚压工具在工件表面往复滚压处理,使材料表面产生塑性流动,从而使表面组织细化至纳米尺寸。该方法主要通过在表面引入残余压应力,降低表面粗糙度,在一定程度上提升了材料的性能。该方法处理后的奥氏体不锈钢虽然能在样品表层获得纳米晶,但尺寸小于100nm的纳米晶层厚度仅为几微米,其变形特征无法充分发挥奥氏体不锈钢塑性较高、可加工性好的优势,难以进一步制备出厚度更大的变形层和梯度纳米结构层。表面机械碾压处理采用应变量(压下量)控制的方法,在一定程度上使奥氏体不锈钢表面获得更厚的梯度纳米结构层,然而仍然难以控制在晶粒细化的同时发生的形变诱导马氏体相变。
可以看出,借助上述的这些方法虽然可以实现对奥氏体不锈钢的表面纳米化,但难以控制所形成梯度纳米结构表层中形变诱导马氏体相的生成和含量,这主要是由于奥氏体不锈钢一般具有较低的堆垛层错能,在严重塑性变形时易产生高密度的变形孪晶及剪切带,加上存在应力集中现象,使得梯度纳米结构中易生成形变诱导马氏体。马氏体相的生成一方面可以进一步提高纳米结构表层的强硬度,另一方面对奥氏体不锈钢的部分性能存在不利的影响:例如使奥氏体不锈钢产生了铁磁性、增加钝化膜阳极点缺陷的数目从而有可能降低其抗腐蚀性能。另外,由于马氏体转变伴随有体积改变(~4%),马氏体含量的过早饱和还可能促进裂纹形核和扩展,降低材料的延伸率。此外,已有的这些方法还存在所制备的梯度纳米结构表层和硬化层较薄、表面粗糙度较大、以及工艺较复杂等不足。
发明内容
本发明的目的在于提供一种在奥氏体不锈钢上形成梯度纳米结构表层并控制其中马氏体相含量的方法,该方法不但克服了传统方法中难以控制马氏体相生成的缺点,而且还可解决表面粗糙度较大、梯度纳米层和硬化层较薄的不足。本方法可以在普通车床上实施,操作方便、工作效率高。
本发明的技术方案是:
一种在奥氏体不锈钢上形成梯度纳米结构表层并控制其中马氏体含量的方法,该方法采用表面机械滚压处理(SMRT)技术和控温技术同时对奥氏体不锈钢回转类部件表面进行处理,使材料表层的粗晶组织在塑性变形作用下转变为梯度纳米结构组织;同时在梯度纳米结构表层中获得所需含量的马氏体相;所述控温技术是指在SMRT的过程中通过控制回转类部件表面温度,从而控制原始奥氏体相向形变诱导马氏体相的转变量,最终在梯度纳米结构表层中获得所需含量的马氏体相。
所述表面机械滚压处理技术(SMRT)和控温技术是在可控温的SMRT表面纳米化加工系统上实现的,该加工系统包括转动系统、自动进给系统、滚动球形刀具、润滑系统和控温系统,其中:所述转动系统和自动进给系统利用车床实现,分别用于控制回转类部件沿轴向作旋转运动和进给运动;所述滚动球形刀具和润滑系统安装在自动进给系统上,滚动球形刀具上设有能够在回转类部件表面进行滚压的球形刀头;所述润滑系统能够使用油性润滑剂对回转类部件加工表面进行润滑,保证所述球形刀具在回转类部件加工表面上能够持续滚动接触;所述控温系统用于保证回转类部件表面温度在加工过程中维持在所需恒定范围内。
所述控温系统包括加热装置、测温装置和温度控制装置;所述加热装置为热风机或风枪,安装在机床上并由机床控制其运动,加热装置连接温度控制装置;所述测温装置为热电偶,热电偶的测温端接触回转类部件加工表面,热电偶的另一端连接温度控制装置;所述加热装置对回转类部件加工表面进行加热,回转类部件表面温度信号由热电偶反馈到温度控制装置,温度控制装置根据接收到的温度信息调控回转类部件表面温度。
本发明在奥氏体不锈钢上形成梯度纳米结构表层并控制其中马氏体含量的方法具体过程为:首先启动控温系统,使工件表面温度达到设定值,预热后在该设定温度下对工件表面进行纳米化处理;使回转类部件在转动系统驱动下以速度V1旋转,滚动球形刀具与回转类部件表面接触并压入一定深度ap,然后沿回转类部件轴向(或沿回转件外表面轮廓线平行方向)以进给速度V2从工件的一端运动到另一端,完成一个道次处理;重复上述过程若干道次后,在回转类部件表面形成梯度纳米结构表层,同时在梯度纳米结构表层中获得所需含量的马氏体相。
本发明方法中,所述滚动球形刀具的球形刀头采用WC-Co硬质合金球或GCr15钢球,球形刀头直径为4~10mm;回转类部件转速V1为5×103~4×104mm/min;滚动球形刀具进给速度V2为6~50mm/min;球形刀头在回转类部件表面每道次下压量ap为10~40μm;总处理道次为1~10次;控制工件表面温度为20~400℃,预热时间为5min。
所述奥氏体不锈钢回转类部件经表面机械滚压处理(SMRT)技术和控温技术同时处理后,回转类部件的原始奥氏体粗晶由表及里转变为纳米晶、亚微米晶和粗晶;回转类部件表面形成的梯度结构表层厚度达300~800μm;梯度结构表层中晶粒尺寸小于100nm的表层厚度为10~90μm,最表层晶粒尺寸为10~60nm;整个硬度提高(硬化)层厚度为400~1300μm。
所形成的梯度纳米结构表层中马氏体相含量体积分数控制在0~90%范围内,且马氏体相含量随温度的升高而减少。
所述奥氏体不锈钢回转类部件经表面机械滚压处理(SMRT)技术和控温技术同时处理后,回转类部件轴向尺寸(直径)不发生变化,表面光洁度好,表面粗糙度Ra小于0.2μm。
本发明与现有的提高奥氏体不锈钢表面性能的方法相比具有以下优点:
1.本发明可控制奥氏体不锈钢回转类部件表层组织中的马氏体相含量,通过采用表面机械滚压处理(SMRT)技术和控温技术同时对回转类部件表面进行加工,通过控制工件温度实现对SMRT过程中马氏体相的生成,从而控制所得强化表层中的马氏体相含量,这是其它表面强化工艺不具备的。与其它表面纳米化工艺相比,本发明在奥氏体不锈钢工件表面产生的塑性变形大,得到的梯度纳米结构层厚,低温的时候生成的形变诱导马氏体含量高,将SMRT技术与控制环境温度相结合,可以在更大范围内控制梯度纳米结构表层的厚度和其中的马氏体含量。
2.本发明回转类部件梯度纳米结构表层的晶粒尺寸分布和厚度可控。由于SMRT过程中材料表层受到梯度变化的应力应变作用,从而随层深的增加呈现为晶粒尺寸梯度变化的纳米晶(或纳米孪晶)、亚微米晶、微米晶粒、变形粗晶和原始粗晶组织。本方法除了可以控制梯度纳米结构表层中的马氏体相含量,还可以通过控制SMRT的压下量和加工道次控制梯度纳米结构层的厚度和晶粒尺寸分布等。
3.本发明方法加工后的回转类部件表面质量高,强化层厚。SMRT技术采用球形刀具对工件滚动碾压的变形方式,降低了加工刀具与工件表面接触的摩擦系数,极大地改善了材料的表面光洁度,表面质量明显高于喷丸、表面机械研磨等技术处理的表面质量。SMRT技术通过反复滚压材料表面以及多道次压下量累积变形的特点,充分利用了奥氏体不锈钢塑性较好、易加工的优势,得以加工出纳米梯度结构层厚、硬化层深、综合性能优异的不锈钢工件。
4.本发明加工方法适应性强,操作方便,成本较低。所用球形滚动刀具、润滑系统和控温系统可直接嵌入到普通车床上,操作方便高效,可在不同尺寸的被加工材料上进行SMRT、从而可控制备出梯度纳米结构表层。球形滚动刀具损耗小、润滑系统使用循环油路、控温系统采用热风机或风枪,成本均较低,容易实现规模化生产加工。
附图说明
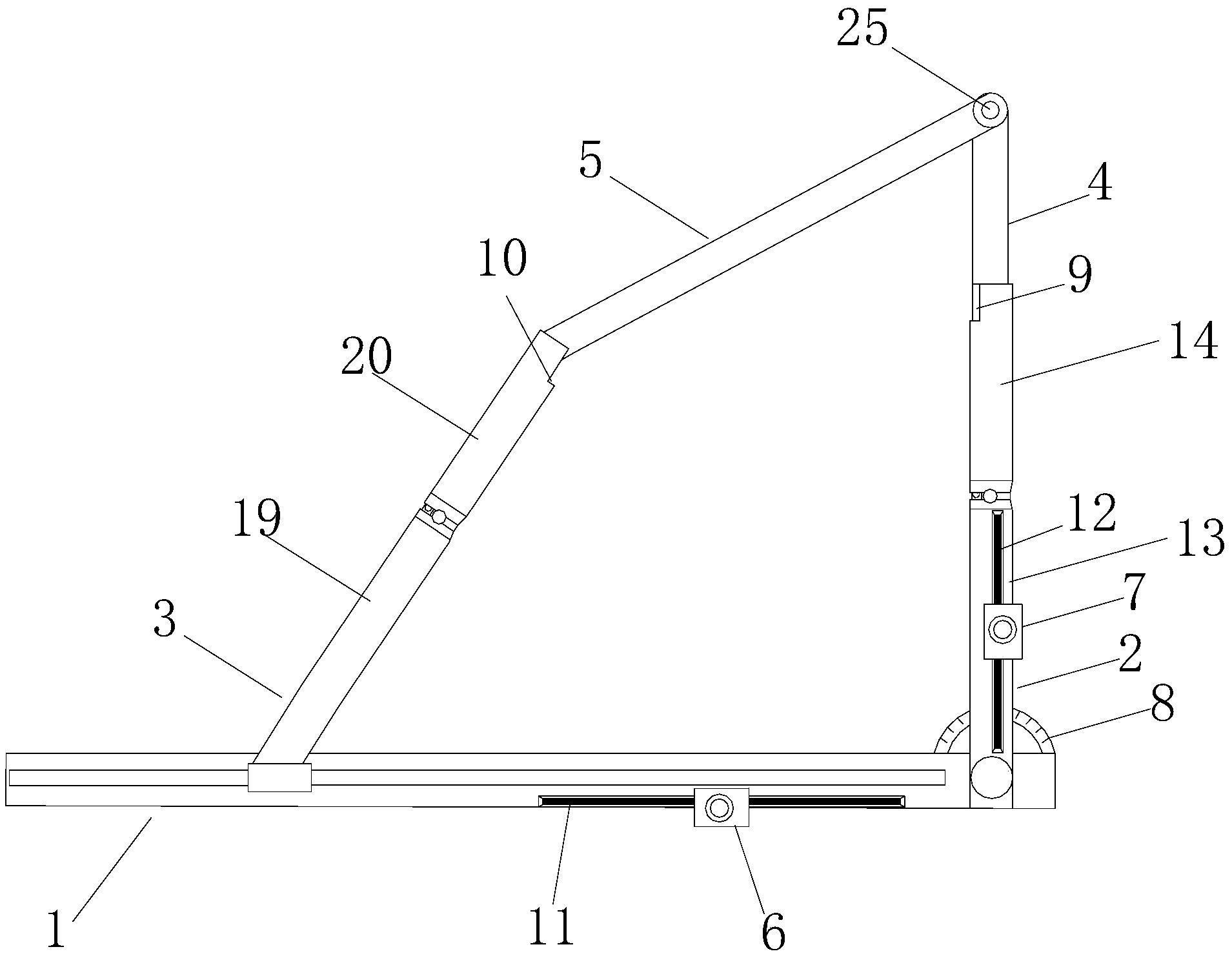
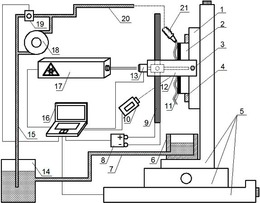
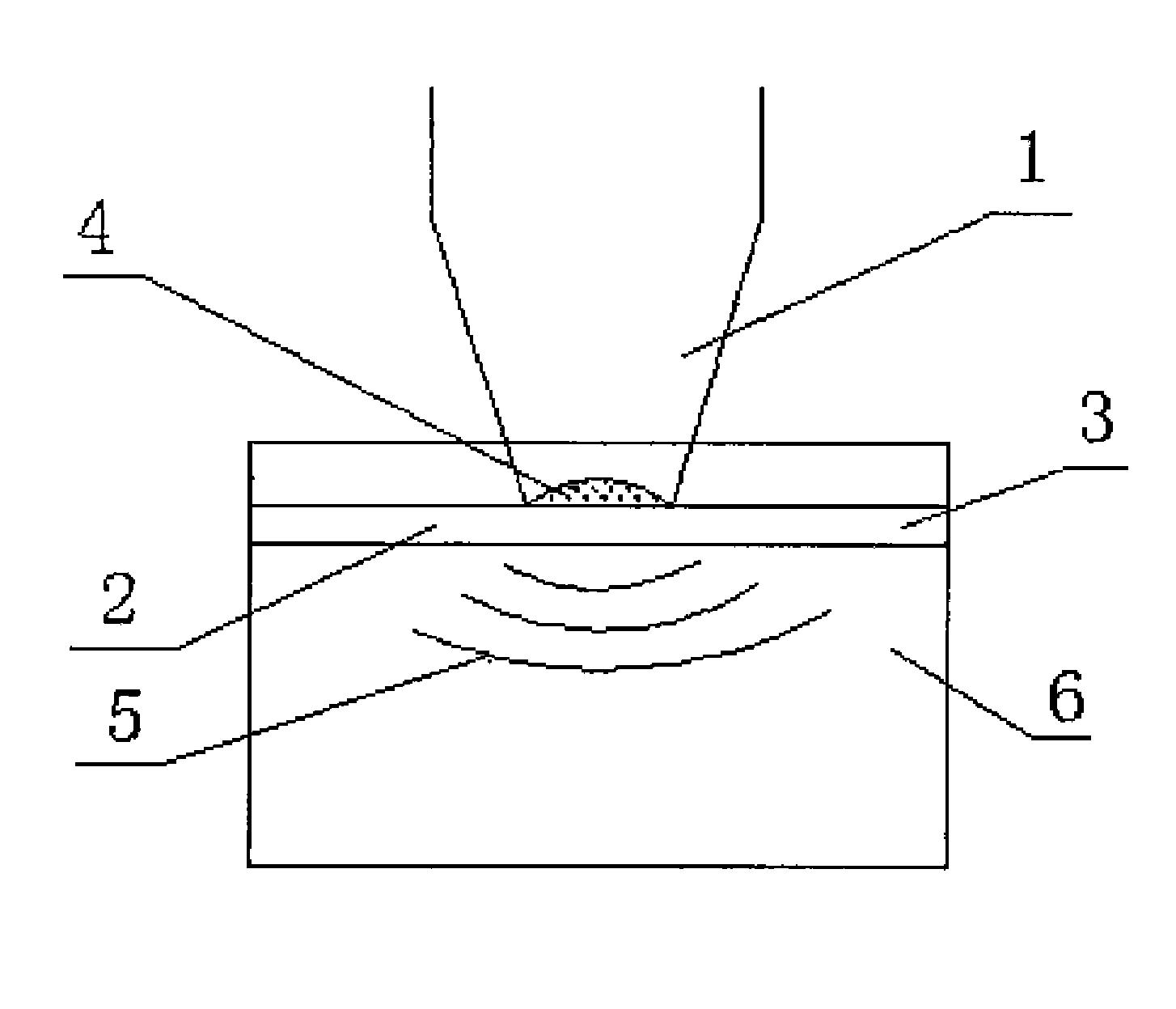
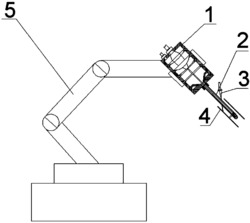
图1为本发明对奥氏体不锈钢回转件进行表面处理的加工系统的示意图。
图2为316L奥氏体不锈钢在室温(22℃)时采用本方法处理前后的外观形貌。
图3为316L奥氏体不锈钢在室温(22℃)时采用本方法处理后横断面微观组织扫描电镜照片。
图4为316L奥氏体不锈钢在室温(22℃)时采用本方法处理后表层透射电镜分析结果:(a)为明场像照片;(b)选区电子衍射图,(c)晶粒尺寸分布统计。
图5为316L奥氏体不锈钢在室温(22℃)时采用本方法处理后表层X射线衍射图谱。
图6为316L奥氏体不锈钢在室温(22℃)时采用本方法处理后横截面显微硬度分布。
图7为316L奥氏体不锈钢在温度为85℃时采用本方法处理前后的外观形貌。
图8为316L奥氏体不锈钢在温度为85℃时采用本方法处理后的横断面微观组织扫描电镜照片。
图9为316L奥氏体不锈钢在温度为85℃时采用本方法处理后表层X射线衍射图谱。
图10为316L奥氏体不锈钢在温度为175℃时采用本方法处理后的横断面微观组织扫描电镜照片。
图11为316L奥氏体不锈钢在温度为175℃时采用本方法处理后表层透射电镜分析结果:(a)明场像照片;(b)暗场像照片;(c)选区电子衍射图;(d)晶粒尺寸分布统计。
图12为316L奥氏体不锈钢在温度为175℃时采用本方法处理后表层X射线衍射图谱。
图13为316L奥氏体不锈钢在温度为175℃时采用本方法处理后横截面显微硬度分布。
图14为316L奥氏体不锈钢在控温SMRT过程中表层马氏体含量随温度变化情况。
图15为304奥氏体不锈钢在室温(22℃)时采用本方法处理后表层X射线衍射图谱。
图16为304奥氏体不锈钢在温度为250℃时采用本方法处理后表层X射线衍射图谱。
图17为304奥氏体不锈钢在温度为250℃时采用本方法处理后的横断面微观组织扫描电镜照片。
图18为304奥氏体不锈钢在温度为250℃时采用本方法处理后的横截面显微硬度分布。
具体实施方式
以下结合附图及实施例详述本发明。
本发明方法是利用奥氏体不锈钢在表面机械滚压处理(SMRT)的塑性变形过程中可生成梯度纳米结构表层,同时升高温度抑制马氏体相变、降低温度促进马氏体相变的机理,对被处理奥氏体不锈钢工件的温度进行实时监测与控制,实现控制马氏体转变的目的,从而获得马氏体主导、马氏体奥氏体共存以及全奥氏体等不同组织的梯度纳米结构表层。
所述方法实现设备是在可控温的表面机械滚压处理(SMRT)表面纳米化加工系统上实现自动加热和实时测温的目的,该加工系统包括转动系统、自动进给系统、滚动球形刀具、润滑系统和控温系统,其结构示意图如图1。其中:所述转动系统和自动进给系统利用车床实现,分别用于控制回转类部件沿轴向作旋转运动和进给运动,待处理奥氏体不锈钢工件置于转动系统输出端,在设定转速V1下旋转;滚动球形刀具安装在自动进给系统上,其上设有能够在回转类部件表面进行滚压的球形刀头;滚动球形刀具的球形刀头在自动进给系统控制下,沿工件周向以一定下压量ap垂直压入奥氏体不锈钢表面,并沿工件轴向以速度V2移动;所述润滑系统安装在自动进给系统上,润滑系统能够使用油性润滑剂对奥氏体不锈钢加工表面进行润滑,保证所述球形刀具在被处理工件加工表面上能够持续滚动接触,通过所述球形刀具在工件表面反复滚动与碾压,使奥氏体不锈钢表层因高速塑性变形而获得梯度纳米结构。
所述控温系统用于保证奥氏体不锈钢工件在加工过程中表面温度维持在所需恒定范围内,通过控制表面温度,从而实现控制所形成梯度纳米结构表层中马氏体含量的目的。
所述控温系统包括加热装置、测温装置和温度控制装置;所述加热装置为热风机或风枪,安装在机床上并由机床控制其运动,可拆卸,加热温度范围25~600℃,可根据加工需要对不同尺寸和形状的工件调节加热范围;加热装置连接温度控制装置;所述测温装置为热电偶,热电偶的测温端置于加工位置并与工件加工表面接触,以获得加工表面的实时温度,热电偶的另一端连接温度控制装置;所述加热装置对回转类部件加工表面进行加热,回转类部件表面温度信号由热电偶反馈到温度控制装置,温度控制装置根据接收到的温度信息调控回转类部件表面温度。该控温系统的加热装置与温度传感器(热电偶)安装于被处理工件周向另一侧(球形刀具进给方向沿周向转动90度),并沿加工方向与处理刀具同步移动。
所述润滑系统包括输出通道及油性润滑液,输出通道开设于所述加工刀具内轴方向,油性润滑液通过该通道作用于加工球形刀具表面,并在刀具与工件接触表面形成一层油膜,降低摩擦系数,以保证刀具前端硬质球在加工时高速转动。
奥氏体不锈钢采用不同温度的SMRT处理后,表层的奥氏体粗晶结构转变为具有不同马氏体含量的梯度纳米结构,晶粒尺寸由表层至芯部分别是纳米尺寸、亚微米尺寸、微米尺寸。最表层晶粒尺寸为10~60nm,纳米晶(晶粒尺寸<100nm)层厚度为40~90μm,整个梯度组织变形层厚度为250~800μm。加工前后工件轴向尺寸无明显变化,表面光洁度较车削态大幅提高,表面粗糙度Ra<0.2μm。
采用本发明方法对奥氏体不锈钢回转类工件的加工过程如下:
所述转动系统和刀具进给系统由商用车床实现,加工前可先对装载的待处理不锈钢件进行粗车和精车处理,以获得所设定的工件直径尺寸并保证其外圆同轴度,随后切换刀架至球形处理刀具对工件进行表面纳米化处理。
处理前,保持工件低速转动,开启加热装置并调节至设定温度预热约5分钟,使工件表面均匀加热至所需温度。开启润滑系统,启动加工程序,按所设定指令开始对奥氏体不锈钢工件进行表面纳米化处理。利用转动系统带动被处理工件以线速度V1旋转,开启油液润滑后的滚动球形刀具安装于自动进给系统上,球形刀具压入工件表面一定深度ap并沿工件轴向以速度V2移动,在工件表面做多道次的非切削滚压塑性变形以实现表面纳米化,期间可对加热装置进行微调,以保证工件表面温度维持在所设定值附近波动,一般波动范围不超过±10℃。
被处理工件根据其直径大小(3~12毫米),所选旋转速度V1在5×103~4×104毫米/分钟,滚动球形刀具的球形刀头为WC-Co硬质合金或GCr15钢球,直径为4~10毫米,每道次加工下压量在10~40微米,进给系统沿工具轴向的移动速度V2在6~50毫米/分钟,处理道次量为1~10次,工件表面温度范围为22℃~400℃。全程采用润滑油循环系统实现润滑效果。
下面结合在两种典型奥氏体不锈钢材料(316L和304不锈钢)通过实施例说明本发明。
实施例1:
处理直径为10mm的316L奥氏体不锈钢圆柱形工件,其化学成分为(质量百分数):C0.03%,Si 0.03%,Cr 16.72%,Ni 10.7%,Mn 1.01%,Mo 2.12%,S 0.016%,P0.042%,Fe为余量;
316L不锈钢层错能:约40mJ/m2;
加工前原始晶粒尺寸:约100μm;
加工前组织结构:纯奥氏体组织;
设备:数控车床;
主轴(被处理工件)转速V1:360r/min;
球形滚动刀具直径:8mm;
处理道次:6次;
每次下压量ap:40μm;
轴向进给速度V2:9mm/min;
处理温度:22℃。
本实施例经处理后样品的表面光洁度优于精车削态的(如图2)。经6道次处理后的316L奥氏体不锈钢截面形貌组织在扫描电镜下如图3所示,整个梯度细化层厚度约为700μm。梯度细化层结构包括:变形粗晶结构(700~500μm)、变形孪晶结构(500~300μm)、纳米孪晶结构(300~70μm)、纳米晶结构(70~0μm)。透射电镜(TEM)结果显示(如图4),不锈钢最表层晶粒细化至纳米量级,电子衍射分析表明最表层组织为以马氏体纳米晶为主导的两相组织,平均晶粒尺寸约55nm。表层X射线衍射(XRD)检测结果显示(如图5)表面组织以马氏体相为主,经计算马氏体体积分数为(85±5)%。横截面近表层硬度值最高达5.8GPa,硬度值随距表面深度的增加而逐渐下降,硬化层厚度约为1.1mm(如图6)。
实施例2:
加热处理316L奥氏体不锈钢圆柱形工件,其化学成分与初始状态同实施例1。
设备:数控车床;
主轴(被处理工件)转速V1:360r/min;
球形滚动刀具直径:8mm;
处理道次:5次;
每次下压量ap:40μm;
轴向进给速度V2:9mm/min;
加热装置:热风机(可加热范围0~600℃);
测温装置:K型热电偶、数显测温仪;
处理温度:85℃;
316L奥氏体不锈钢轴类工件经温度在85℃时的SMRT表面纳米化处理后,处理态的表面光洁度优于精车削态(如图7)。经5道次处理后的横截面形貌组织在扫描电镜下表征如图8所示,316L不锈钢表层组织明显细化,并形成了厚度为600μm的梯度细化层。表层XRD结果显示(如图9),表层组织经处理后转变为马氏体相与奥氏体相共存的两相组织,经计算马氏体体积分数为(23±5%。
实施例3:
加热处理316L奥氏体不锈钢圆柱形工件,其化学成分与初始状态同实施例1。
设备:数控车床;
主轴(被处理工件)转速V1:360r/min;
球形滚动刀具直径:8mm;
处理道次:4次;
每次下压量ap:40μm;
轴向进给速度V2:9mm/min;
加热装置:热风机(可加热范围0~600℃);
测温装置:K型热电偶、数显测温仪;
处理温度:175℃;
316L奥氏体不锈钢轴类工件经温度在175℃时的4道次SMRT处理后的横截面形貌组织在扫描电镜下表征如图10所示,316L不锈钢梯度细化层厚度超过了700μm,整个梯度结构包括:变形粗晶结构(800~600μm)、变形孪晶结构(600~250μm)、纳米孪晶结构(250~90μm)、纳米晶结构(90~0μm)。TEM及选区电子衍射分析结果如图11所示,电子衍射图呈环状,说明表层组织已转变为取向随机分布的纳米晶粒;经统计,平均晶粒尺寸约为40nm。表层XRD结果如图12所示,表明表层为全奥氏体相的组织,基本上不存在马氏体相。梯度结构表层中硬度随层深分布情况如图13所示,经SMRT加热处理后的316L不锈钢近表层硬度值最高达4.6GPa,随距表面深度的增加呈逐渐下降趋势,在1.2mm层深处降低至与基体硬度相当。
实施例4:
与实施例1不同之处在于,工件加工表面处理温度不同,经计算不同处理温度下工件表层马氏体含量变化如图14所示。可以看出,所形成的梯度纳米结构表层中马氏体相含量体积分数控制在0~90%范围内,且马氏体相含量随温度的升高而减少。当处理温度为20-25℃时,所形成的梯度纳米结构表层中马氏体相含量体积分数为80-90%;当处理温度大于175℃时,所形成的梯度纳米结构表层中马氏体相含量为零。
实施例5:
处理直径为10mm的304奥氏体不锈钢圆柱形工件,其化学成分为(质量百分数):Si0.56%,Cr 18.96%,Mn 1.07%,Ni 7.77%,Cu 0.32%,Mo 0.20%,Co 0.24%,V 0.06%,Fe余量;
加工前原始晶粒尺寸:~150μm;
加工前结构组织:含有微量马氏体相的退火态奥氏体组织。
工件直径:10mm;
设备:数控车床;
主轴(被处理工件)转速V1:360r/min;
球形滚动刀具直径:8mm;
处理道次:2~4次;
每次下压量ap:40μm;
轴向进给速度V2:9mm/min;
加热装置:热风机(可加热范围0~600℃);
测温装置:K型热电偶、数显测温仪;
处理温度:22℃以及250±10℃;
通过本方法分别在22℃和250±10℃下SMRT处理的304奥氏体不锈钢,工件表层XRD结果分别如图15和16所示。22℃时SMRT处理4道次后表层为以马氏体相主导的组织,马氏体含量为(66.3±5)%;在温度250±10℃下SMRT处理2道次后表层马氏体含量为(17±5)%。图17为在250±10℃加工2道次处理后304不锈钢截面形貌组织的扫描电镜照片,晶粒尺寸由150μm的原始粗晶逐渐细化至表层的纳米晶组织,整个梯度细化层厚度约500μm。在250±10℃加工2道次处理后304不锈钢梯度结构表层中硬度随层深分布情况如图18所示,近表层硬度最高值为4.3GPa,硬化层深度大于1mm。
比较例1
表面机械研磨处理(SMAT)后的304奥氏体不锈钢样品,最表层虽然也能得到纳米尺寸的晶粒,但由于304不锈钢奥氏体的不稳定性,导致其表层奥氏体组织基本全部发生马氏体转变。而利用本方法加工304奥氏体不锈钢样品可控制表层两相组织,获得以马氏体为主或以奥氏体为主的梯度纳米结构。本方法所制备的梯度纳米层厚度可达1000μm以上,大大超过SMAT样品的。此外,本方法处理后表面较光洁,粗糙度较低。
比较例2
经深滚压和喷丸处理后的304奥氏体不锈钢,表层马氏体含量分别为28%和40%,纳米晶层厚度只有几个微米。本方法制备的304奥氏体不锈钢梯度纳米结构不仅可有效控制表层马氏体含量,处理时变形量更大,变形层更厚,能进一步提高不锈钢的力学性能。
比较例3
316L奥氏体不锈钢经SMAT后获得梯度纳米结构,表层为以奥氏体为主的组织结构。分别在不同温度下真空退火,马氏体含量随退火温度上升从原来的15%升至25%(500℃真空退火10分钟),在700℃退火发生马氏体逆转变,含量又降到5%以下,但晶粒尺寸明显长大。本方法的优越性在于减少了处理工序,做到对马氏体含量控制的同时仍保持梯度纳米结构,本方法加工的316L不锈钢可获得几乎全马氏体或奥氏体的表面组织,马氏体含量的控制范围更大,结构稳定。
一种在奥氏体不锈钢上形成梯度纳米结构表层并控制其中马氏体含量的方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。











动态评分
0.0