









专利摘要
本发明公开了一种基于低熔点合金半固态熔体的成型系统,包括制备装置和成型装置,制备装置包括机架,机架上设有合金熔炼装置、熔体射出装置、熔体搅拌装置,所述合金熔炼装置对合金进行熔炼形成半固态熔体,熔体射出装置包括喷射管,半固态熔体由喷射管喷出;熔体搅拌装置包括搅拌仓;成型装置包括成型模具,成型模具内设有主管腔道和支管腔道,主管腔道和支管腔道相连通,排出口连通于主管腔道,成型模具内设置有若干冷却通道,若干冷却通道环绕主管腔道分布,成型模具内沿支管腔道的周向设置有若干加热通道,若干加热通道环绕支管腔道分布。本发明自动化程度高,而且半固态合金存在成分均匀、晶核圆整度好,半固态合金的成型效果好。
权利要求
1.基于低熔点合金半固态熔体的成型系统,包括制备装置和成型装置,所述制备装置包括机架(1),其特征在于:所述机架(1)上设有合金熔炼装置、熔体射出装置、熔体搅拌装置,
所述合金熔炼装置对合金进行熔炼以形成半固态熔体;
所述熔体射出装置包括喷射管(5)和带动所述喷射管(5)摆动的摆动机构, 所述合金熔炼装置熔炼形成的半固态熔体由所述喷射管(5)摆动喷出;
所述熔体搅拌装置包括搅拌仓(6),所述搅拌仓(6)内壁呈螺旋锥形,所述搅拌仓(6)设有进入口和排出口,所述喷射管(5)的输出端经所述搅拌仓(6)的进入口伸入所述搅拌仓(6)内,摆动机构带动所述喷射管(5)摆动以将半固态熔体喷射至搅拌仓(6)的预形核区域内,所述搅拌仓(6)由进入口至排出口自上至下依次设有第一温控区域、第二温控区域、第三温控区域和第四温控区域,其中,第一温控区域的温度低于合金固相线温度,第二温控区域的温度高于合金液相线温度,第三温控区域的温度位于合金固相线温度和合金液相线温度之间,所述第四温控区域的温度为常温;
所述成型装置包括成型模具,所述成型模具内设有一个主管腔道(28)和至少一个支管腔道(30),所述主管腔道(28)和所述支管腔道(30)相连通,所述搅拌仓(6)内的半固态熔体经排出口流入至所述主管腔道(28),所述成型模具内沿所述主管腔道(28)的周向设置有若干冷却通道(29),若干所述冷却通道(29)环绕所述主管腔道(28)分布,所述成型模具内沿所述支管腔道(30)的周向设置有若干加热通道(31),若干所述加热通道(31)环绕所述支管腔道(30)分布。
2.根据权利要求1所述的基于低熔点合金半固态熔体的成型系统,其特征在于:所述成型模具内设有冷却块,所述冷却块上形成有所述主管腔道(28),若干所述冷却通道(29)设置于所述冷却块上,所述成型模具内位于所述支管腔道(30)处设有加热块,所述加热块上形成有所述支管腔道(30),若干所述加热通道(31)设置于加热块上。
3.根据权利要求1所述的基于低熔点合金半固态熔体的成型系统,其特征在于:所述合金熔炼装置包括坩埚(2)、加热元件(3),所述坩埚(2)内用于放置合金,所述加热元件(3)对所述坩埚(2)处进行加热从而对坩埚(2)内的合金进行熔炼形成半固态熔体。
4.根据权利要求3所述的基于低熔点合金半固态熔体的成型系统,其特征在于:所述制备装置还包括熔体加速装置,所述熔体加速装置包括输送泵(4),所述输送泵(4)的输入端与所述坩埚(2)连通,所述输送泵(4)的输出端与所述喷射管(5)连通。
5.根据权利要求1所述的基于低熔点合金半固态熔体的成型系统,其特征在于:所述摆动机构带动所述喷射管(5)摆动,所述摆动机构包括凸轮(7)、驱动电机(8),所述驱动电机(8)带动所述凸轮(7)转动,所述凸轮(7)侧壁与所述喷射管(5)相抵,所述凸轮(7)与所述喷射管(5)之间设有弹性连接件。
6.根据权利要求5所述的基于低熔点合金半固态熔体的成型系统,其特征在于:所述摆动机构还包括安装座(11)、球头(10)和轴承,所述球头(10)套设于所述喷射管(5)的一端,所述轴承套设于所述喷射管(5)的另一端,所述安装座(11)上设有与球头(10)配合的球槽,所述球头(10)转动安装于球槽内,所述喷射管(5)的输出端穿过所述球头(10)伸入所述搅拌仓(6)内。
7.根据权利要求1所述的基于低熔点合金半固态熔体的成型系统,其特征在于:所述搅拌仓(6)由上至下设有环绕所述搅拌仓(6)的第一环形水道(12)、第二环形水道(13)、第三环形水道(14)和第四环形水道(15),通过向所述第一环形水道(12)、第二环形水道(13)、第三环形水道(14)和第四环形水道(15)分别注入相应温度的水,从而使得所述第一环形水道(12)、第二环形水道(13)、第三环形水道(14)和第四环形水道(15)形成第一温控区域、第二温控区域、第三温控区域和第四温控区域。
8.根据权利要求7所述的基于低熔点合金半固态熔体的成型系统,其特征在于:所述搅拌仓(6)上设有位于所述第一环形水道(12)、第二环形水道(13)、第三环形水道(14)和第四环形水道(15)之间的真空腔。
9.根据权利要求7所述的基于低熔点合金半固态熔体的成型系统,其特征在于:所述机架(1)上还设有水箱(16),所述水箱(16)内设有相互隔离的第一储水区(17)、第二储水区(18)、第三储水区(19)和第四储水区(20),所述第一储水区(17)通过水管与所述第一环形水道(12)连通,所述第二储水区通过水管与所述第二环形水道(13)连通,所述第三储水区(19)通过水管与所述第三环形水道(14)连通,所述第四储水区(20)通过水管与所述第四环形水道(15)连通,所述第一储水区(17)、第二储水区(18)、第三储水区(19)和第四储水区(20)内分别设有加热线圈。
说明书
技术领域
本发明涉及流变成形技术领域,特别涉及基于低熔点合金半固态熔体的成型系统。
背景技术
半固态合金是介于液态和固态之间的一类“软物质”,静止时像固体物质可以搬运,外力作用下像流体可以产生连续变形,其内部特征是(近)球状晶均匀悬浮于液相中。
制备半固态金属可采用环保型低熔点合金,低熔点合金指能够在100℃内进行液固相的转变。现有的低熔点半固态合金在制备时,需要通过多道工序,才能将固态合金制备成半固态合金,工序复杂,自动化程度低,而且现有的半固态合金制备装置多采用机械搅拌、电磁搅拌以及超声波搅拌等方式。但机械搅拌产出的半固态合金存在成分不均匀、晶核圆整度差等缺点,且制备装置不易清洗。电磁搅拌和超声波搅拌装置仍存在搅拌死区,合金利用率低且制备成本较高。此外半固态合金在制备完成后,需要进行加工成型,然后半固态合金成型能力远不及铅的成型能力,应用的局限性很大。
发明内容
针对现有技术的不足和缺陷,提供一种应用于低熔点合金半固态熔体制备装置,自动化程度高,而且半固态合金存在成分均匀、晶核圆整度好,半固态合金的成型效果好。
为实现上述目的,本发明提供以下技术方案。
基于低熔点合金半固态熔体的成型系统,包括制备装置和成型装置,所述制备装置包括机架,所述机架上设有合金熔炼装置、熔体射出装置、熔体搅拌装置,所述合金熔炼装置对合金进行熔炼形成半固态熔体;所述熔体射出装置包括喷射管和带动所述喷射管摆动的摆动机构, 所述合金熔炼装置熔炼形成的半固态熔体由所述喷射管摆动喷出;所述熔体搅拌装置包括搅拌仓,所述搅拌仓内壁呈螺旋锥形,所述搅拌仓设有进入口和排出口,所述喷射管的输出端经所述搅拌仓的进入口伸入所述搅拌仓内,摆动机构带动所述喷射管摆动以将半固态熔体喷射至搅拌仓的预形核区域内,所述搅拌仓由进入口至排出口自上至下依次设有第一温控区域、第二温控区域、第三温控区域和第四温控区域,其中,第一温控区域的温度低于合金固相线温度,第二温控区域的温度高于合金液相线温度,第三温控区域的温度位于合金固相线温度和合金液相线温度之间,所述第四温控区域的温度为常温,所述搅拌仓底部设有排出口;所述成型装置包括成型模具,所述成型模具内设有一个主管腔道和至少一个支管腔道,所述主管腔道和所述支管腔道相连通,所述搅拌仓内的半固态熔体经排出口流入至所述主管腔道,所述成型模具内沿所述主管腔道的周向设置有若干冷却通道,若干所述冷却通道环绕所述主管腔道分布,所述成型模具内沿所述支管腔道的周向设置有若干加热通道,若干所述加热通道环绕所述支管腔道分布。
本发明的有益效果为:本发明的制备装置,先通过合金熔炼装置对合金进行熔炼形成半固态熔体,然后通过喷射管将半固态熔体喷射至搅拌仓内,通过摆动机构带动喷射管摆动,使得半固态熔体从多方向喷射至搅拌仓内,使得半固态熔体分散均匀,而且通过设置螺旋锥形的搅拌仓,能够解决搅拌死区问题且易于清洗,而且半固态熔体内的晶核与搅拌仓内壁发生碰撞炸裂,在高速旋转融合下,晶核裂变速度加快,提高形核效率,使半固态合金的精度和质量更高,而且半固态熔体进入搅拌仓后依次经过第一温控区域、第二温控区域、第三温控区域和第四温控区域,第一温控区域的温度低于合金固相线温度,用于半固态熔体快速形核,第二温控区域的温度高于合金液相线温度,用于半固态熔体熔断晶核的晶状臂第三温控区域的温度位于合金固相线温度和合金液相线温度之间,用于调整半固态熔体晶核的圆整度,所述第四温控区域的温度为常温,用于最后的合金成分稳定,使得半固态合金存在成分均匀、晶核圆整度好,搅拌仓内的半固态合金再由排出口排出至成型模具内,在主管腔道内注入半固态介质,然后在若干冷却通道内注入冷却介质,在若干加热通道内注入加热介质,以控制半固态介质的固液分数,并推动主管腔道两端的推杆,半固态介质中部向支管腔道拱起,形成支管,直至支管与支管腔道的端部相抵,最终形成T型管件,通过将若干所述冷却通道环绕所述主管腔道分布、若干所述加热通道环绕所述支管腔道分布,能够实现温度的均匀控制,温控效果好,结构紧凑,传热效果高,而且不同控温模块通道可实现加热与降温的不同作用,从而达到半固态合金固液两相比的精准控制。
作为本发明的一种改进,所述成型模具内设有冷却块,所述冷却块上形成有所述主管腔道,若干所述冷却通道设置于所述冷却块上,所述成型模具内位于所述支管腔道处设有加热块,所述加热块上形成有所述支管腔道,若干所述加热通道设置于加热块上。
作为本发明的一种改进,所述合金熔炼装置包括坩埚、加热元件,所述坩埚内用于放置合金,所述加热元件对所述坩埚处进行加热从而对坩埚内的合金进行熔炼形成半固态熔体。
作为本发明的一种改进,所述制备装置还包括熔体加速装置,所述熔体加速装置包括输送泵,所述输送泵的输入端与所述坩埚连通,所述输送泵的输出端与所述喷射管连通。
作为本发明的一种改进,所述摆动机构带动所述喷射管摆动,所述摆动机构包括凸轮、驱动电机,所述驱动电机带动所述凸轮转动,所述凸轮侧壁与所述喷射管相抵,所述凸轮与所述喷射管之间设有弹性连接件。
作为本发明的一种改进,所述摆动机构还包括安装座、球头和轴承,所述球头套设于所述喷射管的一端,所述轴承套设于所述喷射管的另一端,所述安装座上设有与球头配合的球槽,所述球头转动安装于球槽内,所述喷射管的输出端穿过所述球头伸入所述搅拌仓内。
作为本发明的一种改进,所述搅拌仓内壁锥度在20°至40°之间。
作为本发明的一种改进,所述搅拌仓由上至下设有环绕所述搅拌仓的第一环形水道、第二环形水道、第三环形水道和第四环形水道,通过向所述第一环形水道、第二环形水道、第三环形水道和第四环形水道分别注入相应温度的水,从而使得所述第一环形水道、第二环形水道、第三环形水道和第四环形水道形成第一温控区域、第二温控区域、第三温控区域和第四温控区域。
作为本发明的一种改进,所述搅拌仓上设有位于所述第一环形水道、第二环形水道、第三环形水道和第四环形水道之间的真空腔。
作为本发明的一种改进,所述机架上还设有水箱,所述水箱内设有相互隔离的第一储水区、第二储水区、第三储水区和第四储水区,所述第一储水区通过水管与所述第一环形水道连通,所述第二储水区通过水管与所述第二环形水道连通,所述第三储水区通过水管与所述第三环形水道连通,所述第四储水区通过水管与所述第四环形水道连通,所述第一储水区、第二储水区、第三储水区和第四储水区内分别设有加热线圈。
附图说明
图1是本发明的整体流程框图。
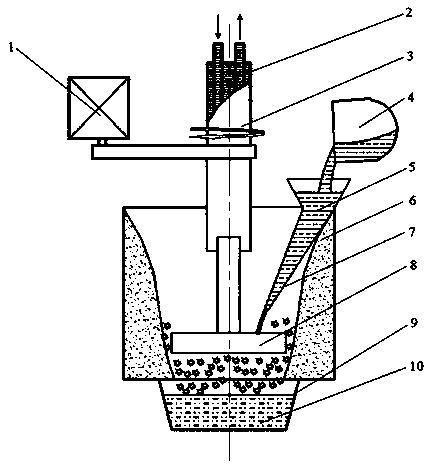
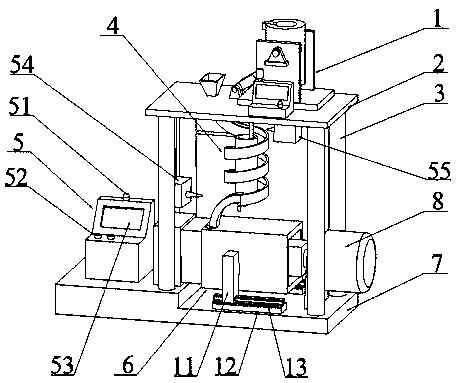
图2是本发明的制备装置整体结构示意图。
图3是本发明的熔体射出装置、熔体搅拌装置配合示意图。
图4是本发明的成型装置整体结构示意图。
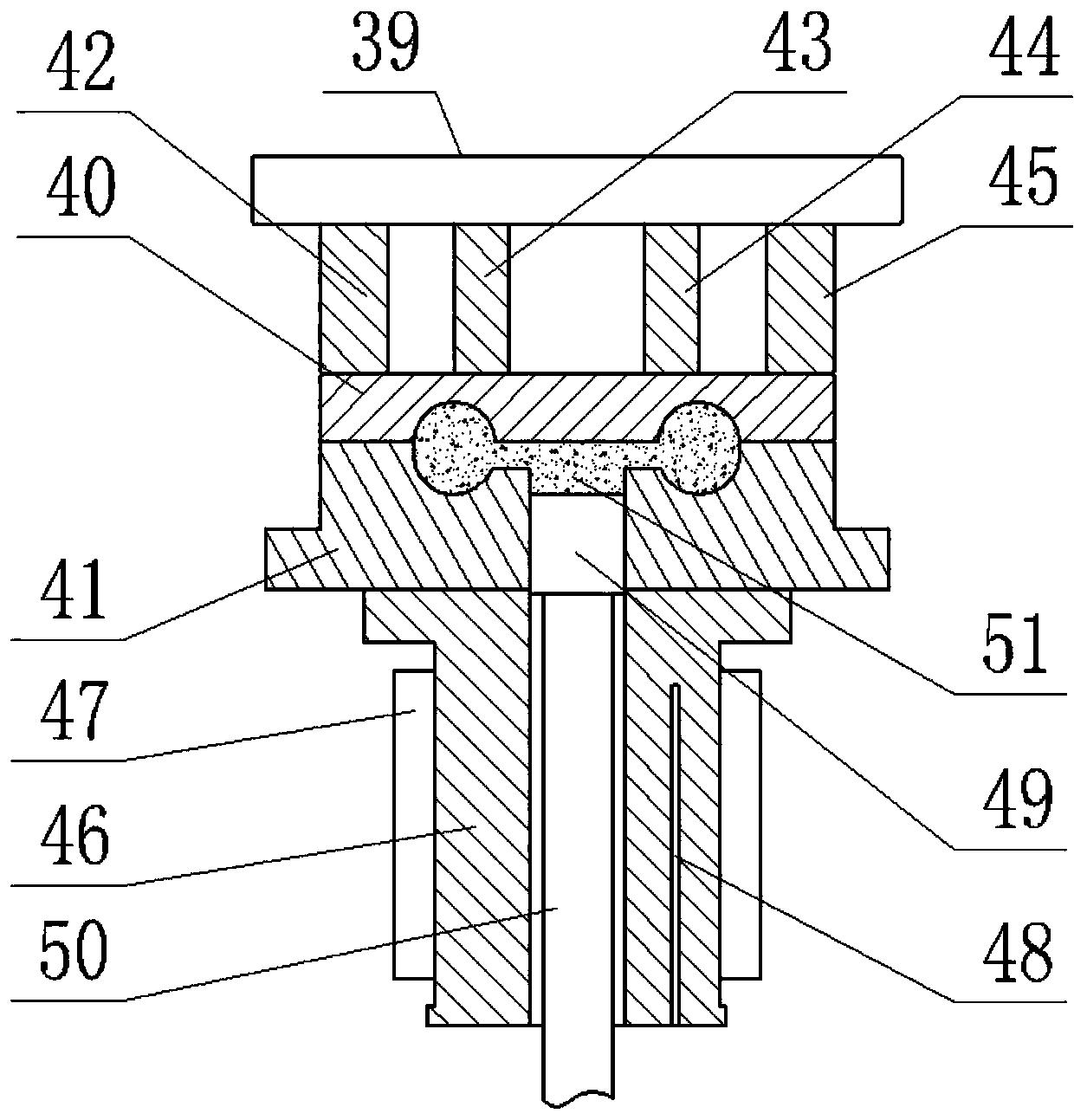
图5是本发明的上模座内部结构示意图。
图6是本发明的冷却块和加热块配合示意图。
图中,1、机架;2、坩埚;3、加热元件;4、输送泵;5、喷射管;6、搅拌仓;7、凸轮;8、电机;9、橡胶圈;10、球头;11、安装座;12、第一环形水道;13、第二环形水道;14、第三环形水道;15、第四环形水道;16、水箱;17、第一储水区;18、第二储水区;19、第三储水区;20、第四储水区;21、上模座;22、下模座;23、推杆;24、上冷却块;25、下冷却块;26、上加热块;27、下加热块;28、主管腔道;29、冷却通道;30、支管腔道;31、加热通道;32、上定位块;33、第一隔热棉;34、第二隔热棉。
具体实施方式
结合附图对本发明进一步阐释。
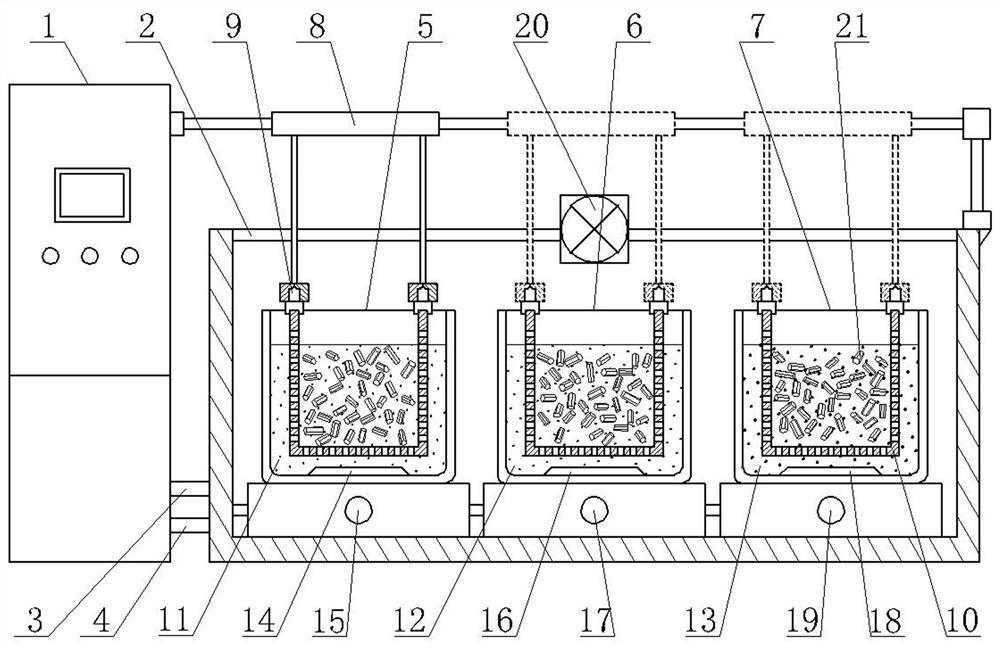
参见图1至图6所示的基于低熔点合金半固态熔体的成型系统,包括制备装置和成型装置,所述制备装置包括机架1,包括机架1,所述机架1上设有合金熔炼装置、熔体加速装置、熔体射出装置、熔体搅拌装置,所述合金熔炼装置包括坩埚2、加热元件3,所述坩埚2内用于放置合金,所述加热元件3对所述坩埚2处进行加热从而对坩埚2内的合金进行熔炼形成半固态熔体,坩埚2通过安装架设置于机架1上,所述加热元件3为感应线圈,所述感应线圈绕设于所述坩埚2外周,通过向感应线圈通入交变中频电流,通过调节频率大小控制电流强弱使坩埚2内的固态合金内产生涡流,从而使固态合金升温并融化。
所述熔体射出装置包括喷射管5和摆动机构,所述坩埚2内的半固态熔体由所述喷射管5喷出,所述摆动机构带动所述喷射管5摆动,所述摆动机构包括凸轮7、驱动电机8,所述驱动电机8带动所述凸轮7转动,所述凸轮7侧壁与所述喷射管5相抵,所述凸轮7与所述喷射管5之间设有弹性连接件,所述熔体加速装置包括输送泵4,坩埚2底部设有出口,所述输送泵4的输入端与所述坩埚2的底部出口连通,所述输送泵4的输出端与所述喷射管5连通,通过设置输送泵4,便于将坩埚2内的半固态熔体抽出,再从喷射管5以一定的流速喷出。
所述熔体搅拌装置包括搅拌仓6,所述搅拌仓内壁呈螺旋锥形,所述搅拌仓6设有进入口和排出口,所述喷射管5的输出端经所述搅拌仓6的进入口伸入所述搅拌仓6内,通过设置摆动机构,驱动电机8带动凸轮7转动,从而使得凸轮7带动喷射管5摆动,从而使得半固态熔体从多方向喷射至搅拌仓6的预形核区域内,使得半固态熔体分散均匀。所述搅拌仓6由进入口至排出口依次设有第一温控区域、第二温控区域、第三温控区域和第四温控区域,所述第一温控区域、第二温控区域、第三温控区域和第四温控区域从上至下依次环绕所述搅拌仓6设置,其中,第一温控区域的温度低于合金固相线温度,第二温控区域的温度高于合金液相线温度,第三温控区域的温度位于合金固相线温度和合金液相线温度之间,所述第四温控区域的温度为常温,所述搅拌仓6底部设有排出口。
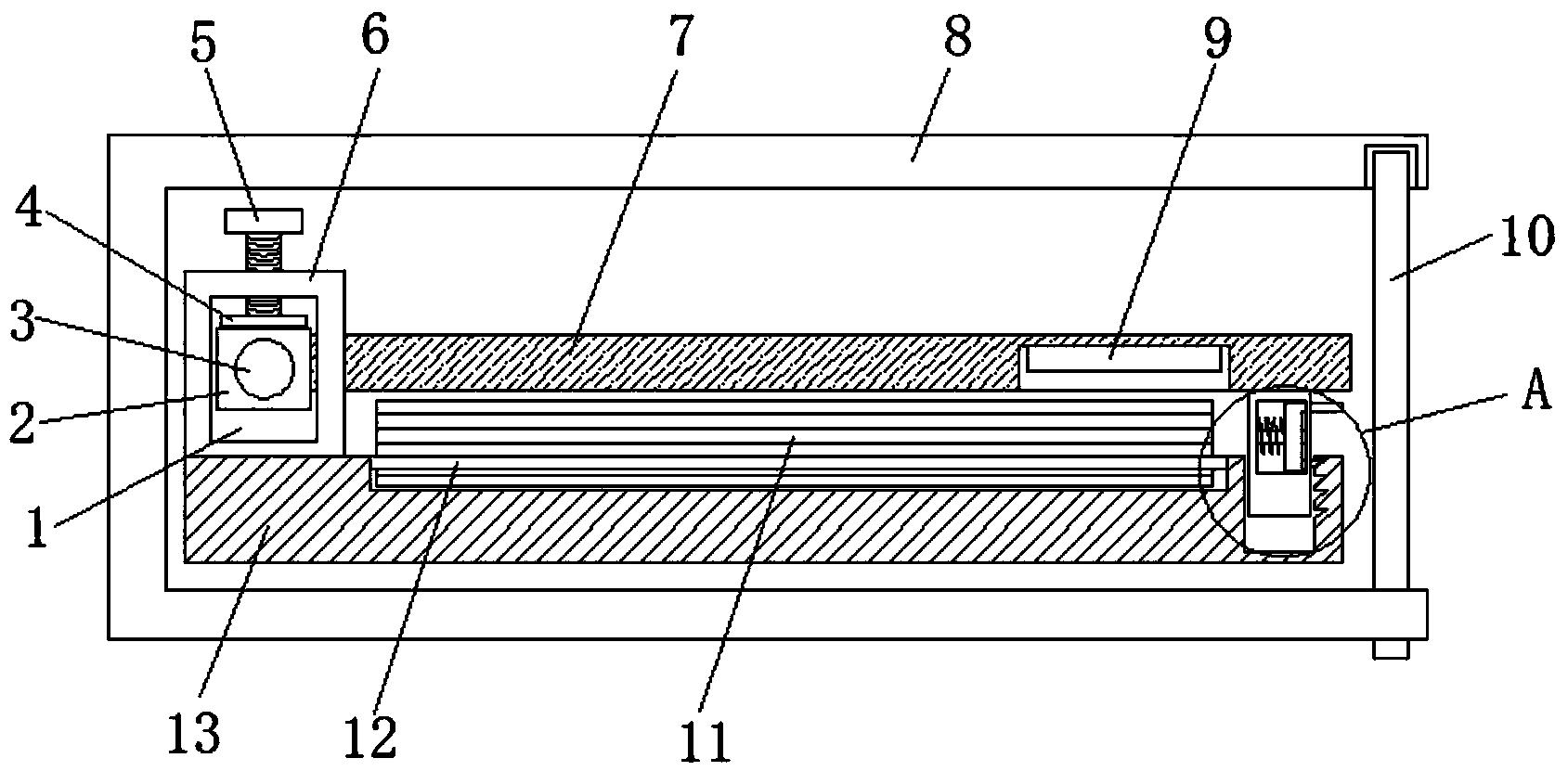
所述成型装置包括成型模具,所述成型模具内设有一个主管腔道28和至少一个支管腔道30,所述主管腔道28和所述支管腔道30相连通,本实施例中,支管腔道30的数量为一个,主管腔道28和支管腔道30连通后呈T形,主管腔道28横向贯通成型模具设置,所述主管腔道28的两端设有可活动的推杆23,推杆23上嵌设有与所述主管腔道28配合的密封圈。以保证密封性良好,避免主管腔道28内的半固态熔体泄露。
所述搅拌仓6的排出口通过管路连通于所述主管腔道28的一端,当成型模具内注入定量的半固态熔体后,再停止注入,所述成型模具内沿所述主管腔道28的周向设置有若干冷却通道29,若干所述冷却通道29环绕所述主管腔道28分布,所述成型模具内沿所述支管腔道30的周向设置有若干加热通道31,若干所述加热通道31环绕所述支管腔道30分布。
本发明的制备装置,使用时,先将固态合金放置于坩埚2内,通过加热元件3,对坩埚2内的固态合金进行加热熔融到半固态熔体状态,坩埚2内的半固态熔体再通过喷射管5喷出至搅拌仓6内,通过摆动机构带动喷射管摆动,使得半固态熔体从多方向喷射至搅拌仓内,使得半固态熔体分散均匀,而且通过设置螺旋锥形的搅拌仓,能够解决搅拌死区问题且易于清洗,而且半固态熔体内的晶核与搅拌仓内壁发生碰撞炸裂,在高速旋转融合下,晶核裂变速度加快,提高形核效率,使半固态熔体的精度和质量更高,而且半固态熔体进入搅拌仓后依次经过第一温控区域、第二温控区域、第三温控区域和第四温控区域,第一温控区域的温度低于合金固相线温度,用于半固态熔体快速形核,第二温控区域的温度高于合金液相线温度,用于半固态熔体熔断晶核的晶状臂第三温控区域的温度位于合金固相线温度和合金液相线温度之间,用于调整半固态熔体晶核的圆整度,所述第四温控区域的温度为常温,用于最后的合金成分稳定,使得半固态熔体存在成分均匀、晶核圆整度好,搅拌仓内的半固态熔体再由排出口排出至成型模具内,在主管腔道内注入半固态熔体,然后在若干冷却通道内注入冷却介质,在若干加热通道内注入加热介质,以控制半固态熔体的固液分数,并推动主管腔道两端的推杆,半固态熔体中部向支管腔道拱起,形成支管,直至支管与支管腔道的端部相抵,最终形成T型管件,通过将若干所述冷却通道环绕所述支管腔道分布、若干所述加热通道环绕所述支管腔道分布,能够实现温度的均匀控制,温控效果好,结构紧凑,传热效果高,而且不同控温模块通道可实现加热与降温的不同作用,从而达到半固态熔体固液两相比的精准控制。
作为本发明的一种改进,所述摆动机构还包括安装座11、球头10和轴承,所述球头10套设于所述喷射管5的一端,所述轴承套设于所述喷射管5的另一端,所述安装座11上设有与球头10配合的球槽,所述球头10转动安装于球槽内,所述喷射管5的输出端穿过所述球头10伸入所述搅拌仓6内。通过设置球头10和定位座,便于喷射管5的摆动,通过设置摆动机构,驱动电机8带动凸轮7转动,从而使得凸轮7带动喷射管5摆动,从而使得半固态熔体从多方向喷射至搅拌仓6内,使得半固态熔体分散均匀。通过设置球头10和定位座,喷射管5在摆动时,带动球头10摆动,通过球头10转动安装于球槽内,球槽对球头10的运动自由端进行限制,使得球头10只能在预设的范围内转动,使得喷射管5能够摆动规律、稳定,直接喷射至预形核区域内,而且轴承使得喷射管5能够稳定转动。
所述喷射管5的输出端内孔呈锥形,提高半固态熔体射出时的速度与强度;所述弹性连接件为橡胶圈9,所述喷射管5上设有第一连接凸起,所述凸轮7上设有第二连接凸起,所述橡胶圈9套设于第一连接凸起和第二连接凸起之间,通过设置橡胶圈9,使得当喷射管5向远离凸轮7旋转中心方向摆动时,喷射管5能够拉伸橡胶圈9,当喷射管5向靠近凸轮7旋转中心方向摆动时,橡胶圈9弹性复位,使得喷射管5与凸轮7侧壁能够始终紧密相抵,喷射管5能够往复摆动。本实施例中,喷射管5的摆动周期为4s,通过喷射管5的往复摆动,使得半固态熔体分散均匀。
作为本发明的一种改进,所述搅拌仓6内壁斜度在20°至40°之间。通过设置螺旋锥形的搅拌仓,使得半固态熔体进入搅拌仓6后沿搅拌仓6的内壁螺旋下移,能够解决搅拌死区问题且易于清洗,而且半固态熔体内的晶核与搅拌仓内壁发生碰撞炸裂,在高速旋转融合下,晶核裂变速度加快,提高形核效率,使半固态熔体的精度和质量更高。
作为本发明的一种改进,所述搅拌仓6由上至下设有环绕所述搅拌仓6的第一环形水道12、第二环形水道13、第三环形水道14和第四环形水道15,通过向所述第一环形水道12、第二环形水道13、第三环形水道14和第四环形水道15分别注入相应温度的水,使得第一环形水道12成为所述的第一温控区域、第二环形水道13成为所述的第二温控区域、第三环形水道14成为所述的第三温控区域、使得所述第四环形水道15成为所述的第四温控区域,操作方便,便于在搅拌仓6的外周形成温度不同的第一温控区域、第二温控区域、第三温控区域和第四温控区域,由于本发明的制备装置,针对的是低熔点合金,即能够在100℃内进行液固相的转变,因此能够通过水温高于低熔点合金的合金液相线温度。
所述搅拌仓6上设有位于所述第一环形水道12、第二环形水道13、第三环形水道14和第四环形水道15之间的真空腔,即第一环形水道12与第二环形水道13之间、第二环形水道13与第三环形水道14之间、第三环形水道14与第四环形水道15之间均设置有真空层,通过真空层将各个环形水道之间进行隔开,避免各个环形水道之间温度的传导。此外还可通过石棉将各个环形水道之间进行隔开。
所述机架1上还设有水箱16,所述水箱16内设有相互隔离的第一储水区17、第二储水区18、第三储水区19和第四储水区20,所述第一储水区17通过水管与所述第一环形水道12连通,所述第二储水区通过水管与所述第二环形水道13连通,所述第三储水区19通过水管与所述第三环形水道14连通,所述第四储水区20通过水管与所述第四环形水道15连通,所述第一储水区17、第二储水区18、第三储水区19和第四储水区20内分别设有加热线圈,并使用热电偶进行温度测量,保证温度使用在每一环形水道需求范围内,使用方便。
而且本发明中,所述熔体射出装置位于所述合金熔炼装置下方,便于所述合金熔炼装置熔炼后的半固态熔体流向所述熔体射出装置,所述熔体搅拌装置位于所述熔体射出装置旁侧,便于所述熔体射出装置将半固态熔体喷射至搅拌仓内,并且喷射的半固态熔体能够与搅拌仓的内壁发生碰撞,所述水箱16位于所述熔体射出装置下方,且同时位于所述熔体搅拌装置旁侧,便于水箱向搅拌仓供水,通过上述布置方式,使得结构更加紧凑。
本实施例中,加热介质为热水,冷却介质为冷水。而且所述加热块与成型模具之间设有第一隔热棉33,通过第一隔热棉33将所述加热块包覆,以避免加热介质的热量散失,以保证温控效果良好,所述冷却块与成型模具之间设有第二隔热棉34。通过第二隔热棉34将所述冷却块包覆,以避免冷却介质的热量散失,以保证温控效果良好。
作为本发明的一种改进,至少两个相邻的所述冷却通道29通过第一连接通道进行连通。就本实施例而言,两个所述冷却通道29的一端通过第一连接通道进行连通,其中一个所述冷却通道29的另一端通过密封垫进行密封,另一个所述冷却通道29的另一端为开口状态,使得只需通过向该冷却通道29的开口端注入冷却介质,便可通过第一连接通道使得两个所述冷却通道29均能有冷却介质,冷却介质添加方便。
作为本发明的一种改进,至少两个相邻的所述加热通道31通过第二连接通道进行连通。通过上述改进,便于向加热通道31内注入加热介质。就本实施例而言,两个所述加热通道31的一端通过第二连接通道进行连通,其中一个所述加热通道31的另一端通过密封垫进行密封,另一个所述加热通道31的另一端为开口状态,使得只需通过向该加热通道31的开口端注入加热介质,便可通过第二连接通道使得两个所述加热通道31均能有加热介质,加热介质添加方便。
作为本发明的一种改进,所述成型模具内位于所述主管腔道28处设有冷却块,所述冷却块上形成有所述主管腔道28,若干所述冷却通道29设置于所述冷却块上,若干所述冷却通道29贯通于所述冷却块,使得加工方便,而且传热效率高,所述成型模具内位于所述支管腔道30处设有加热块,所述加热块上形成有所述支管腔道30,若干所述加热通道31设置于加热块上,若干所述加热通道31贯通于所述加热块,使得加工方便,而且传热效率高。
本实施例中冷却块的数量为两个,两个冷却块设置于加热块的两侧,两个冷却块上的均设有主管腔道28,加热块上设有将两个冷却块上的主管腔道28连通的主管连接腔道,若干所述加热通道31设置于加热块上,即先在冷却块上加工主管腔道28和冷却通道29,再在加热块上加工支管腔道30和加热通道31,再将冷却块和加热块安装至成型模具内,能够便于加工支管腔道30、主管腔道28、加热通道31和冷却通道29。
所述成型模具包括上模座21和下模座22,每一所述冷却块包括设置于所述上模座21内的上冷却块24和设置于所述下模座22内的下冷却块25,所述加热块包括设置于所述上模座21内的上加热块26和设置于所述下模座22内的下加热块27。当上模座21设置于下模座22上时,所述上冷却块24和下冷却块25配合形成完整的冷却块,以形成主管腔道28,所述上加热块26和下加热块27配合形成完整的加热块,以形成支管腔道30,通过上述改进,以便于将冷却块和加热块安装至模具内。
所述上冷却块24与上模座21之间设有上定位块32,所述上定位块32一端嵌设于所述上冷却块24内,所述上定位块32的另一端嵌设于所述上模座21内,以便于将上冷却块24进行定位,保证了安装精度,而且还能将上定位块32限位,所述下冷却块25与下模座22之间设有下定位块,所述下定位块一端嵌设于所述下冷却块25内,所述下定位块的另一端嵌设于所述下模座22内,以便于将下冷却块25进行定位,保证了安装精度,而且还能将下定位块限位。
以上所述仅是本发明的较佳实施方式,故凡依本发明专利申请范围所述的构造、特征及原理所做的等效变化或修饰,均包括于本发明专利申请范围内。
基于低熔点合金半固态熔体的成型系统专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。












动态评分
0.0