








专利摘要
本发明涉及一种带有梳并联工序的精梳纺纱方法,工艺流程为:梳并联→条并卷→精梳→并条→粗纱→细纱,梳并联工序即将多台梳棉机输出的生条直接平行喂入同一台并条机的过程,梳并联工序中的并条部分的总牵伸倍数为6~12,精梳工序中的死区长度a满足:a=l×(1‑η*),其中,l为纤维平均长度,η*为喂入精梳的棉层中纤维的弯钩平均伸直度系数。本发明的精梳纺纱方法通过引入梳并联工序,缩短了工艺流程,提高了生产效率;通过控制喂入精梳的纤维以后弯钩纤维为主同时设置合理的死区长度减少了纤维被梳断的概率,减少了纤维损伤;又通过调整各工序的牵伸倍数,使得喂入精梳的纤维的平均伸直度较高,保证了精梳效果,提高了纱线的质量。
权利要求
1.一种带有梳并联工序的精梳纺纱方法,其特征是,工艺流程为:梳并联→条并卷→精梳→并条→粗纱→细纱;
梳并联工序即将多台梳棉机输出的生条直接平行喂入同一台并条机的过程;
梳并联工序中的并条部分的总牵伸倍数为6~12;
精梳工序中的死区长度a满足下式:
a=l×(1-η*);
其中,l为纤维平均长度,η*为喂入精梳的棉层中纤维的弯钩平均伸直度系数;
精梳工艺参数中落棉隔距、给棉长度、针齿厚度和针齿齿距的确定步骤如下:
a)精梳模拟;
(1)喂入精梳棉层的模拟;
(2)锡林梳理过程的模拟;
将步骤(1)生成的精梳棉层作为输入精梳的棉层,从棉层的一端开始通过锡林进行梳理,具体过程如下:
首先,建立精梳棉层坐标:以棉层的输出方向为横坐标,棉层输出方向为负方向,其垂直方向为纵坐标;
然后,在所述精梳棉层坐标中确定锡林上的每根针齿的坐标,第j排第i根针齿的上侧面的纵坐标w
最后,进行梳理:
当sfibertail(ii)<holdstate(jj),且w
当sfibertail(ii)≥holdstate(jj)≥sfiberhead(ii)时,将屈曲型纤维梳理伸直;
当wfibertail(ii)<holdstate(jj),且w
当wfibertail(ii)<holdstate(jj),且w
当hooktail(ii)>holdstate(jj),且w
当wfibertail(ii)≥holdstate(jj)≥wfiberhead(ii),且hooktail(ii)<holdstate(jj)时,将纤维的前弯钩部分梳理伸直;
其中,sfibertail(ii)为屈曲型纤维的右头端的横坐标,holdstate(jj)=l
(3)锡林循环梳理模拟;
纤维分离:判断被梳理后的纤维的左头端的横坐标是否位于[xchead,xchead+A]内,如果是,则将纤维输送至棉网,反之,则不进行处理,xchead=holdstate(jj)-L,L=B+12.5+(1-K)×A,B为落棉隔距,单位为mm,K为给棉系数,0<K≤1;
累次重复:棉层向输出方向位移A的距离,重复步骤(2),直至钳口线到达L
(4)精梳中考察指标的计算;
落棉率Q
式中,w
b)确定精梳工艺参数;
首先,生成多个针齿厚度、针齿齿距、落棉隔距和给棉长度,针齿齿距包括第二梳理区针齿齿距、第三梳理区针齿齿距、第四梳理区针齿齿距和第五梳理区针齿齿距,针齿厚度、第二梳理区针齿齿距、第三梳理区针齿齿距、第四梳理区针齿齿距和第五梳理区针齿齿距的取值范围分别对应为0.10~0.35mm、0.6~0.7mm、0.55~0.6mm、0.4~0.5mm和0.3~0.4mm,落棉隔距为8mm、10mm、12mm,给棉长度为4.7mm、5.2mm、5.9mm,将针齿厚度、针齿齿距、落棉隔距和给棉长度进行组合得到多组精梳工艺参数;
然后,通过步骤a)的模拟过程得到每组精梳工艺参数对应的落棉率Q
接着,根据要纺制的纱的支数,确定落棉率的范围,筛选出对应的落棉率满足要求的几组精梳工艺参数,当支数为30~14tex时,落棉率为14~16%;当支数为14~10tex时,落棉率为15~18%;当支数为10~6tex时,落棉率为17~20%;当支数<6tex时,落棉率>19%;
接着,筛选出对应的落棉短绒率Sf
最后,筛选出对应的精梳条短绒率Sf
2.根据权利要求1所述的一种带有梳并联工序的精梳纺纱方法,其特征在于,多台梳棉机为6~8台。
3.根据权利要求1所述的一种带有梳并联工序的精梳纺纱方法,其特征在于,梳并联工序中的并条部分采用三上三下压力棒曲线牵伸、三上四下曲线牵伸或五上三下曲线牵伸,罗拉握持距的后区长度为30~50mm,前区长度为30~50mm,后区牵伸倍数为1.5~2.0。
4.根据权利要求1所述的一种带有梳并联工序的精梳纺纱方法,其特征在于,条并卷工序的前牵伸罗拉握持距为30~60mm,后牵伸罗拉握持距为30~60mm,后区牵伸倍数为1~1.5,总牵伸倍数为1.5~3.2。
5.根据权利要求1所述的一种带有梳并联工序的精梳纺纱方法,其特征在于,精梳工序的给棉系数为1,顺时定转为-1~+1,重复梳理次数为1.2~1.5。
6.根据权利要求1所述的一种带有梳并联工序的精梳纺纱方法,其特征在于,所述纤维平均长度l是通过将纤维分组后计算得到的,计算公式如下:
其中,纤维每Δmm长度分为一组,共M组,M×Δ>l
所述喂入精梳的棉层中纤维的弯钩平均伸直度系数是指所有类型的弯钩纤维的伸直度的平均值,是通过在喂入梳棉时加入带有颜色的纤维,经过梳棉、预并条和条并卷工序后测量带有颜色的纤维的伸直度系数,然后取平均值得到的,所述带有颜色的纤维的伸直度系数η的计算公式如下:
式中,l
7.根据权利要求1所述的一种带有梳并联工序的精梳纺纱方法,其特征在于,并条工序为二道并条工序或三道并条工序,后区牵伸倍数为1.2~1.5,前区牵伸倍数为3.0~6.2。
8.根据权利要求1所述的一种带有梳并联工序的精梳纺纱方法,其特征在于,粗纱工序的后区牵伸倍数为1.2~1.5,前区牵伸倍数为5.3~11.5。
9.根据权利要求1所述的一种带有梳并联工序的精梳纺纱方法,其特征在于,细纱工序的总牵伸倍数为20~50,后区牵伸倍数为1.2~1.5。
10.根据权利要求1所述的一种带有梳并联工序的精梳纺纱方法,其特征在于,梳棉机输出的生条中纤维平均伸直度为0.5~0.6,前弯钩纤维与后弯钩纤维的数量比为15~25:75~85;
梳并联工序输出的条子中纤维平均伸直度为0.70~0.75,前弯钩纤维与后弯钩纤维的数量比为15~25:75~85;
条并卷工序输出的棉卷中纤维平均伸直度为0.80~0.85,前弯钩纤维与后弯钩纤维的数量比为75~85:15~25;
精梳工序输出的精梳条中纤维平均伸直度为0.98~1.00,梳断纤维的比例为1.92~2.93%,精梳条短绒率为9.87~11.23%,短绒为长度小于16mm的纤维,落棉率为18.3~19.5%,棉结去除率≥60%。
说明书
技术领域
本发明属于纺纱技术领域,涉及一种带有梳并联工序的精梳纺纱方法。
背景技术
开清棉后的传统精梳纺纱流程为:梳棉→精梳前准备(预并条→条并卷)→精梳→并条→粗纱→细纱,其中精梳是纺纱工序中提高纱线质量的重要工序之一,其能使纤维伸直、平行、分离,提高纤维的整齐度,提高成纱条干和强力,改善强力不匀,精梳机中的梳理作用主要由锡林完成,锡林梳理纤维头端,前弯钩因此梳直,而纤维的后端及后弯钩部分由顶梳被动梳理,因此,喂入精梳机的纤维中大多数呈前弯钩状态,可有利于弯钩纤维的梳直,减少可纺纤维的损失,而梳棉机道夫输出的棉网中后弯钩纤维所占比例超过50%,每经过一道工序,纤维弯钩方向改变一次,因此棉精梳前准备的工艺道数一般按偶数法则进行配置。
传统精梳纺纱流程较长,导致生产效率和自动化程度较低,目前纺纱自动化联合工艺受到人们的关注,清梳联、粗细联、细络联等甚至于粗细络联技术在减少劳动用工及提高装备生产效率与产品质量等方面发挥出积极作用,梳并联技术近年来开始受到人们的关注,然而目前梳并联技术主要应用于普梳纺纱领域,尚未应用到精梳纺纱领域,如在精梳纺纱时,将梳并联中并条部分代替精梳前准备中的预并条工序,会导致精梳前准备减少了一道工序,工艺道数不再遵循偶数法则,导致喂入精梳机的纤维多呈后弯钩形态,不利于纤维的梳理,由于喂入精梳机的纤维多以后弯钩为主,在梳理过程中,由于钳板对纤维握持不均匀,落纤显著增加,原料利用率低,浪费严重,生产成本由此增加。
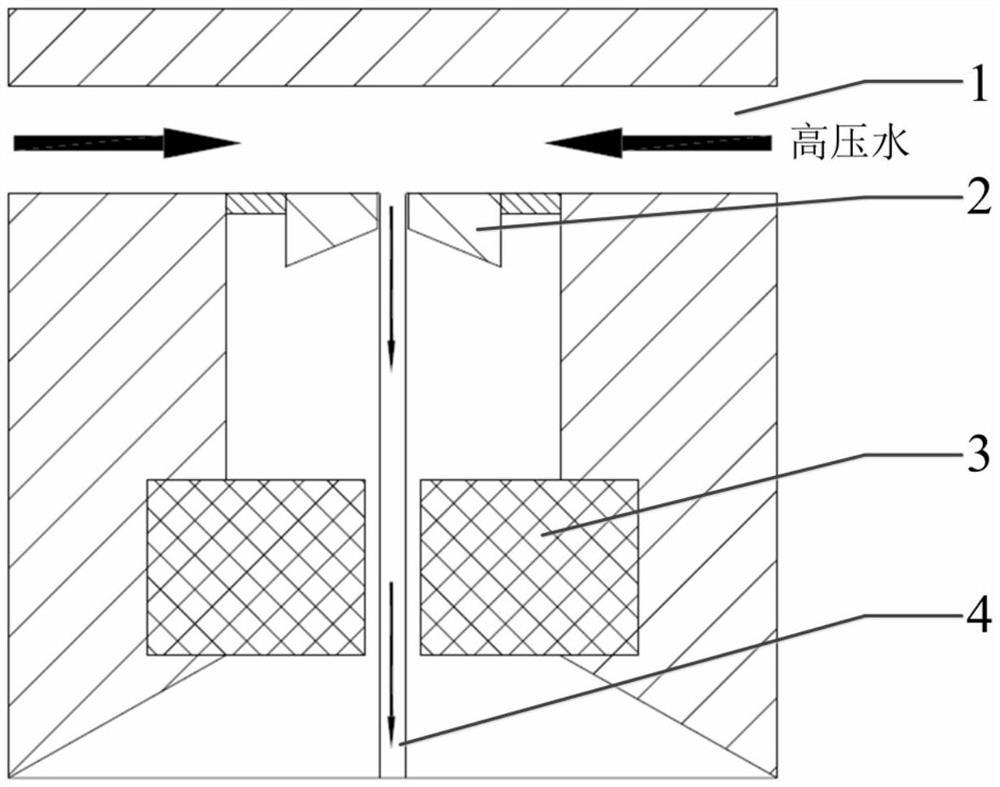
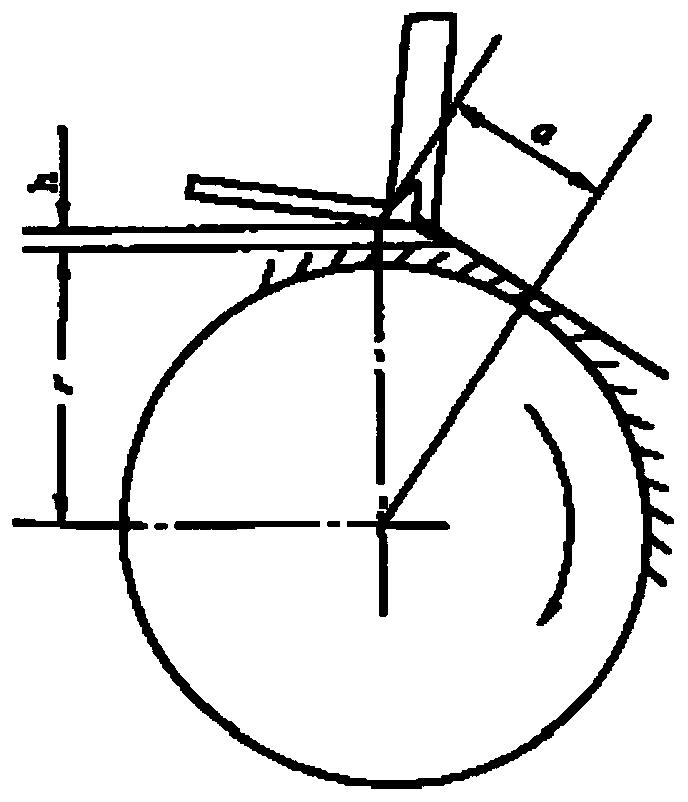
在锡林梳理时,钳口线外有一段须丛未被锡林梳理到,此段称为梳理死区,其长度(即死区长度)为a,它与梳理隔距h和锡林半径r有关, 如图1,梳理隔距h是指锡林梳理时,锡林的针尖到上钳板的钳唇下沿的长度,锡林为圆周运动,随着钳板钳口的摆动及锡林的转动,梳理隔距会随着时间的变化而变化,即非等隔距梳理,如图2,梳理隔距变化幅度越小,锡林对棉丛的梳理效果越好,在梳理过程中,上钳板与锡林针排之间的最小隔距称为最紧隔距,为工艺设置中的梳理隔距,一般在0.2~0.4mm。
当梳理死区存在时,钳口外须丛长度L=B+(1-K)A-a,纤维的重复梳理次数 其中B为梳理隔距,K为给棉系数,A为给棉长度,所以一般认为梳理死区越小,重复梳理次数越多,梳理效果越好(如《纺纱学》五章,第3节精梳基本原理)。由于锡林的半径通常是不变化的参数,因此梳理隔距成为影响梳理死区长度的主要因素,梳理隔距越大,梳理死区长度越大,在此前的精梳研究中通常尽量减小梳理死区长度,以提高精梳落棉率,达到增强梳理效果的目的,但是实际上梳理隔距较小,会导致纤维被梳断的比例增加,纤维损伤严重,从而导致精梳条的短绒率增大。目前精梳生产中都是通过大量试验来确定合理的梳理死区(梳理隔距),费时费力。
因此,如能将梳并联工序应用到精梳工序将有效缩短精梳纺纱的工艺流程,如能合理设置死区长度等工艺参数将有效提升精梳梳理质量,亟待研究一种流程较短且纱线质量较好的带有梳并联工序的精梳纺纱方法。
发明内容
本发明的目的是解决现有技术精梳纺纱方法流程较长且由于纤维容易被梳断造成纱线质量较差的问题,提供一种带有梳并联工序的精梳纺纱方法。本发明通过将普梳纺纱方法中的梳并联工序引入精梳纺纱方法,缩短了精梳纺纱方法的流程;本发明通过在梳并联工序与精梳工序之间设置奇数道工序,使得喂入精梳的纤维弯钩方向以后弯钩为主,同时通过计算得到了合适的梳理死区长度,减少了前弯钩纤维在精梳过程中被梳断的比例,还通过调整牵伸倍数,使得喂入精梳的纤维的平均伸直度较高,纤维弯钩部分的长度减小,保证了精梳效果,提高了纱线质量。
为达到上述目的,本发明采用的技术方案如下:
一种带有梳并联工序的精梳纺纱方法,工艺流程为:梳并联→条并卷→精梳→并条→粗纱→细纱;
梳并联工序即将多台梳棉机输出的生条直接平行喂入同一台并条机的过程,梳棉机为多台能够增加纤维之间的混合程度,提高条子的条干均匀度,使得精梳过程中钳板对纤维的握持较为均匀,避免因握持不匀导致的落棉;
传统精梳纺纱流程为:梳棉→预并条→条并卷→精梳→并条→粗纱→细纱,本发明的梳并联工序相当于将传统精梳纺纱流程中的梳棉工序和预并条工序合并,一方面能够减少流程,节约人工和占地,另一方面能够使纤维弯钩方向发生转换,可以尽可能减少梳理隔距,增加重复梳理次数,去除更多的棉结、杂质;
罗拉牵伸对于纤维弯钩的去除作用,取决于纤维的弯钩方向和牵伸倍数的配合,由纺纱理论可知,牵伸过程中,条子中的前弯钩纤维较难以伸直,过大的牵伸倍数无法伸直前弯钩,必须用较小的牵伸倍数才能伸直;而后弯钩纤维容易伸直,且牵伸倍数越大,伸直效果越好。因此,要纺优质纱,需要根据各道工序喂入的条子中纤维形态,如弯钩类型、弯钩比例等,合理配置各工序牵伸倍数,提高纤维的伸直度,增加成纱强度;
传统精梳纺纱流程中梳棉工序与精梳工序之间为偶数道工序,使得喂入精梳的纤维弯钩方向以前弯钩为主,精梳过程中锡林梳理前弯钩,顶梳梳理后弯钩,顶梳梳理作用小于锡林梳理作用,为了保证梳理效果,需要控制喂入精梳的纤维弯钩方向以前弯钩为主,本发明的精梳纺纱流程中梳并联工序与精梳工序之间为奇数道工序,使得喂入精梳的纤维弯钩方向以后弯钩为主,因此为了保证梳理效果,需要控制喂入精梳的纤维伸直度较高(喂入精梳的纤维的平均伸直度较高,纤维弯钩部分的长度减小,在本发明精梳梳理过程中钳板握持后弯钩部分的概率与常规精梳工艺相接近),因而需要调整梳并联工序中的并条部分的牵伸倍数;
梳并联工序中的并条部分的总牵伸倍数为6~12,传统精梳纺纱流程中预并条工序的牵伸倍数为3~4,其输出的纤维的伸直度较低,本发明通过在梳并联中并条部分采用与纤维形态适配的牵伸倍数,使得喂入精梳的纤维伸直度较高;
精梳工序中的死区长度a满足下式:
a=l×(1-η*);
其中,l为纤维平均长度,η*为喂入精梳的棉层中纤维的弯钩平均伸直度系数;
本发明能够减少纤维在梳理过程中的损伤,一方面是由于纤维在梳理过程中的损伤主要是指精梳锡林梳理过程中前弯钩被梳断,由于喂入精梳的纤维弯钩方向以后弯钩为主,前弯钩所占的比例较小,锡林与前弯钩部分接触概率降低,因而发生损伤的概率较低;另一方面是由于将死区长度与纤维弯钩建立关联,当存在梳理死区时,锡林无法梳理头端位于梳理死区的纤维,因此锡林对纤维的梳理作用分为以下四种:
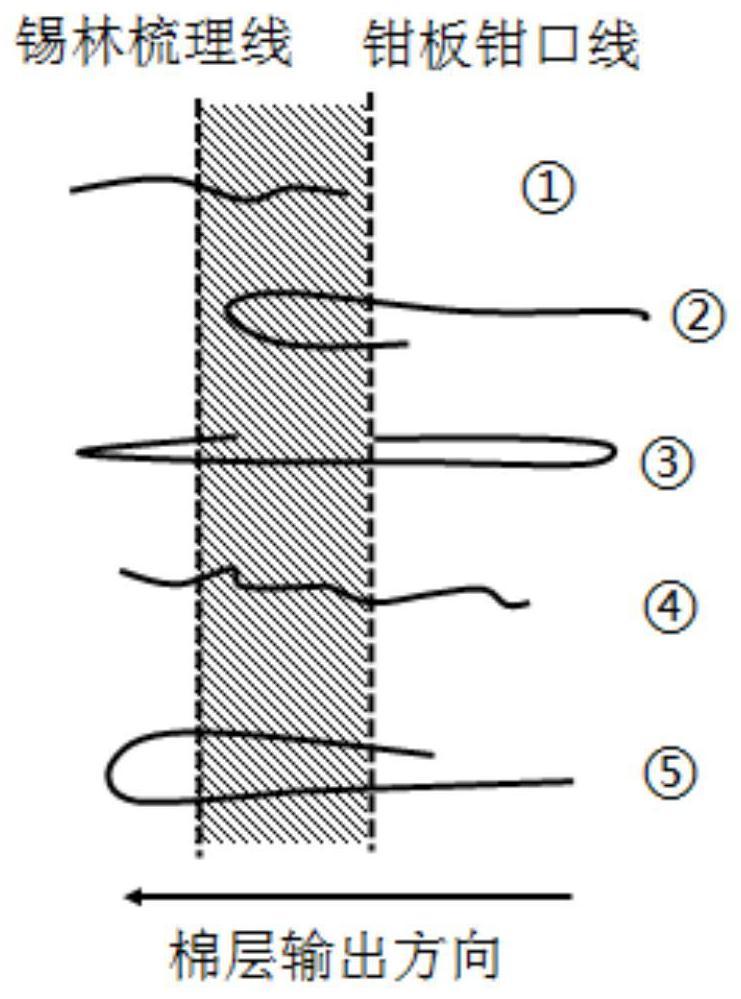
纤维右头端未被钳板握持,但与针齿接触,受到梳理进入落棉,如图3的纤维①;纤维的尾端被握持,且纤维的头端超出死区部分,那么会纤维被梳理伸直,如图3的纤维③、④;纤维头端伸出死区,但是前弯钩部分被钳板握持,纤维被梳断,如图3的纤维⑤;与没有梳理死区相比,纤维右头端被握持,但是纤维头端在死区中,锡林梳理不到,如图3的纤维②,因此梳理死区能保护部分前弯钩不被梳断;
当有梳理死区时,有些前弯钩不被梳断,有些前弯钩仍会被梳断,如图3中的纤维⑤,其弯钩长度大于死区长度,因此在梳理过程中极易被梳断,如图3中的纤维②,其弯钩长度小于死区长度,因此前弯钩部分能够完全被梳理死区保护起来,死区长度越长,前弯钩处在死区范围内,纤维被梳断的可能性越小,而死区长度过长,导致钳口外被梳理的须丛长度减小,纤维重复梳理次数减小,落棉率降低,梳理效果变差,因此死区的长度与前弯钩的长度相匹配时,既能保护纤维前弯钩不被梳断,又可以尽可能避免因梳理死区造成的梳理效果变差,经过精梳模拟程序,将不同的梳理死区长度分别进行模拟发现:假设喂入精梳的棉层中纤维的弯钩平均伸直度系数为η*,纤维平均长度为l,梳理死区长度a=l×(1-η*)时,可减少前弯钩纤维梳断概率,有效减少纤维的损伤同时保证梳理效果较好。
作为优选的方案:
如上所述的一种带有梳并联工序的精梳纺纱方法,多台梳棉机为6~8台,梳棉机的台数不限于此,可适当调整,但是不宜太过,台数太少,生产效率低,混合效果不好,台数太大,牵伸倍数大,有可能超出并条机的牵伸区间。
如上所述的一种带有梳并联工序的精梳纺纱方法,梳并联工序中的并条部分采用三上三下压力棒曲线牵伸、三上四下曲线牵伸或五上三下曲线牵伸,罗拉握持距的后区长度为30~50mm,前区长度为30~50mm,后区牵伸倍数为1.5~2.0。
如上所述的一种带有梳并联工序的精梳纺纱方法,条并卷工序的前牵伸罗拉握持距为30~60mm,后牵伸罗拉握持距为30~60mm,后区牵伸倍数为1~1.5,总牵伸倍数为1.5~3.2,在条并卷工序中棉卷中纤维多为前弯钩纤维,牵伸倍数取1.5~3.2,在该牵伸倍数范围内,有利于前弯钩纤维伸直。
如上所述的一种带有梳并联工序的精梳纺纱方法,精梳工序的精梳落棉隔距为8~12mm,给棉长度为4.7~5.9mm,给棉系数为1,顺时定转为-1~+1,重复梳理次数为1.2~1.5,其中落棉隔距、给棉长度以及针齿厚度和针齿齿距等精梳工艺参数可通过下面的步骤得到:
a)精梳模拟;
(1)喂入精梳棉层的模拟;
(1.1)生成棉层中每根纤维的长度,具体过程为:
首先通过测试得到精梳小卷的长度频率直方图,长度频率直方图的组距为d,组数为m,各组矩形的面积为Piii,iii=1,2,…k…,m;
然后通过Matlab的rand函数生成0至1之间的随机数r1e;
接着确定满足bk≤r1e<bk+1的bk和bk+1,
最后通过公式 计算得到纤维长度L;
按此过程,分别通过Matlab的rand函数生成随机数r11、r12、…、r1e、...、r1N,即可依次生成第1、2、…、e、…、N根纤维的长度;
(1.2)生成棉层中每根纤维的细度,具体过程为:
首先通过测试得到精梳小卷的细度频率直方图,细度频率直方图的组距为c,组数为m’,各组矩形的面积为Qiii’,iii’=1,2,…k’…,m’;
然后通过Matlab的rand函数生成0至1之间的随机数r2e’;
接着确定满足dk’≤r2e’<dk’+1的dk’和dk’+1,
最后通过公式 计算得到纤维细度fin;
按此过程,分别通过Matlab的rand函数生成随机数r21、r22、…、r2e’、...、r2N,即可依次生成第1、2、…、e’、…、N根纤维的细度;
(1.3)确定每根纤维的弯钩类型和坐标,具体过程为:
以棉层的输出方向,把棉层中纤维的实际形态分为前弯钩、后弯钩、两端弯钩和屈曲型四类,其数量占纤维总数的比例分别为P1、P2、P3、P4,则第1至P1×N根纤维为前弯钩纤维,第P1×N+1至(P1+P2)×N根纤维为后弯钩纤维,以此类推,确定每根纤维的弯钩类型;
在所述精梳棉层坐标中确定屈曲型纤维的头端坐标:通过Matlab的rand函数生成在[0,1]区间内的随机数r和rr,左头端坐标为(r×Ls,rr×H),右头端坐标为(r×Ls+li×η,rr×H),其中,H为棉层的宽度,单位为mm,li为纤维的长度,单位为mm,η为纤维的伸直度系数;
在所述精梳棉层坐标中确定弯钩型纤维的坐标:
先确定弯钩型纤维的主体左头端坐标和主体右头端坐标,确定方法分别同屈曲型纤维的左头端坐标和右头端坐标;
再确定弯钩型纤维的弯钩头端坐标,所有的弯钩头端的纵坐标同弯钩型纤维的主体左头端的纵坐标,当纤维为两端弯钩时,前弯钩左头端的横坐标hookhead1(ii)同弯钩型纤维的主体左头端的横坐标,前弯钩右头端的横坐标hooktail1(ii)=hookhead1(ii)+(1-η)×li×α,α为通过Matlab的rand函数生成的在[0,1]区间内的随机数,后弯钩右头端的横坐标hooktail2(ii)同弯钩型纤维的主体右头端的横坐标,后弯钩左头端的横坐标hookhead2(ii)=hooktail2(ii)-(1-η)×li×(1-α);当纤维为前弯钩时,前弯钩右头端的横坐标为hooktail1(ii)=hookhead1(ii)+(1-η)×li;当纤维为后弯钩时,后弯钩左头端的横坐标为hookhead2(ii)=hooktail2(ii)-(1-η)×li;
(1.4)生成喂入精梳棉层,具体过程为:
将屈曲型纤维的左头端和右头端连接,将弯钩型纤维的主体左头端和主体右头端连接,将前弯钩右头端和前弯钩左头端连接,同时将后弯钩右头端和后弯钩左头端连接;
(2)锡林梳理过程的模拟;
将步骤(1)生成的精梳棉层作为输入精梳的棉层,从棉层的一端开始通过锡林进行梳理,具体过程如下:
首先,建立精梳棉层坐标:以棉层的输出方向为横坐标,棉层输出方向为负方向,其垂直方向为纵坐标;
然后,在所述精梳棉层坐标中确定锡林上的每根针齿的坐标,第j排第i根针齿的上侧面的纵坐标wij1=Wij+dj/2,下侧面的纵坐标wij2=Wij-dj/2,i=1,2,…,M,M为第j排针的数量,j=1,2,…,M',M’为锡林上针齿的排数,Wij=dj/2+(dj+sj)(i-1),dj为第j排针每根针齿的厚度,单位为mm,sj为第j排的针齿齿距,单位为mm;
最后,进行梳理:
当sfibertail(ii)<holdstate(jj),且wij2<fiberj(ii)<wij1时,将纤维梳理进入落棉;
当sfibertail(ii)≥holdstate(jj)≥sfiberhead(ii)时,将屈曲型纤维梳理伸直;
当wfibertail(ii)<holdstate(jj),且wij2<fiberj(ii)<wij1时,将纤维梳理进入落棉;
当wfibertail(ii)<holdstate(jj),且wij2>fiberj(ii)或fiberj(ii)>wij1时,将纤维送入棉网或再次对纤维进行梳理;
当hooktail(ii)>holdstate(jj),且wij2<fiberj(ii)<wij1时,将纤维的前弯钩部分梳断;
当wfibertail(ii)≥holdstate(jj)≥wfiberhead(ii),且hooktail(ii)<holdstate(jj)时,将纤维的前弯钩部分梳理伸直;
其中,sfibertail(ii)为屈曲型纤维的右头端的横坐标,holdstate(jj)=lmax+(jj-1)×A,jj为梳理次数,lmax为最长纤维的长度,单位为mm,A为给棉长度,单位为mm,fiberj(ii)为第ii根纤维的纵坐标,sfiberhead(ii)为屈曲型纤维的左头端的横坐标,wfibertail(ii)为弯钩型纤维的右头端的横坐标,hooktail(ii)为第ii根纤维前弯钩右头端的横坐标,wfiberhead(ii)为弯钩型纤维的左头端的横坐标;
(3)锡林循环梳理模拟;
纤维分离:判断被梳理后的纤维的左头端的横坐标是否位于[xchead,xchead+A]内,如果是,则将纤维输送至棉网,反之,则不进行处理,xchead=holdstate(jj)-L,L=B+12.5+(1-K)×A,B为落棉隔距,单位为mm,K为给棉系数,0<K≤1;
累次重复:棉层向输出方向位移A的距离,重复步骤(2),直至钳口线到达LS-lmax位置,Ls为棉层片段长度,单位为mm;
(4)精梳中考察指标的计算;
落棉率Q2、落棉短绒率Sf落棉和精梳条短绒率Sf精梳条的计算公式如下:
式中,w1为进入落棉的纤维的重量之和,w2为未进入落棉的纤维的重量之和,单根纤维的重量等于单根纤维的长度与单根纤维的细度的乘积,S1、S2、S3、….、SG+1为将落棉每Δmm长度分为一组,共R组,且R×Δ>lmax,计算得到的0~Δ、Δ~2Δ、2Δ~3Δ、….、GΔ~16mm长的纤维的重量占精梳条总重量的百分比,S1’、S2’、S3’、….、SG+1’为将精梳条每Δmm长度分为一组,共R组,且R×Δ>lmax,计算得到的0~Δ、Δ~2Δ、2Δ~3Δ、….、GΔ~16mm长的纤维的重量占精梳条总重量的百分比,G为16/Δ向下取整;
b)确定精梳工艺参数;
首先,生成多个针齿厚度、针齿齿距、落棉隔距和给棉长度,针齿齿距包括第一梳理区针齿齿距、第二梳理区针齿齿距、第三梳理区针齿齿距、第四梳理区针齿齿距和第五梳理区针齿齿距,针齿厚度、第一梳理区针齿齿距、第二梳理区针齿齿距、第三梳理区针齿齿距、第四梳理区针齿齿距和第五梳理区针齿齿距的取值范围分别对应为0.10~0.35mm、0.75~0.85mm、0.6~0.7mm、0.55~0.6mm、0.4~0.5mm和0.3~0.4mm,落棉隔距为8mm、10mm、12mm,给棉长度为4.7mm、5.2mm、5.9mm,将针齿厚度、针齿齿距、落棉隔距和给棉长度进行组合得到多组精梳工艺参数;
然后,通过步骤a)的模拟过程得到每组精梳工艺参数对应的落棉率Q2、落棉短绒率Sf落棉和精梳条短绒率Sf精梳条;
接着,根据要纺制的纱的支数,确定落棉率的范围,筛选出对应的落棉率满足要求的几组精梳工艺参数,当支数为30~14tex时,落棉率为14~16%;当支数为14~10tex时,落棉率为15~18%;当支数为10~6tex时,落棉率为17~20%;当支数<6tex时,落棉率>19%;
接着,筛选出对应的落棉短绒率Sf落棉大于60%的几组精梳工艺参数;
最后,筛选出对应的精梳条短绒率Sf精梳条最接近欲得到的精梳条短绒率的一组精梳工艺参数。
如上所述的一种带有梳并联工序的精梳纺纱方法,所述纤维平均长度l是通过将纤维分组后计算得到的,计算公式如下:
其中,纤维每Δ(Δ优选为2mm)mm长度分为一组,共M组,M×Δ>lmax,lmax为最长纤维的长度,单位为mm,S1、S2、S3、….、SM依次为第1~M组内纤维的重量占落棉总重量的百分比,单位为%;
所述喂入精梳的棉层中纤维的弯钩平均伸直度系数是指所有类型的弯钩纤维的伸直度的平均值,是通过在喂入梳棉时加入带有颜色的纤维(带有颜色的纤维共200~500根),经过梳棉、预并条和条并卷工序后测量带有颜色的纤维的伸直度系数,然后取平均值得到的,所述带有颜色的纤维的伸直度系数η的计算公式如下:
式中,lbody为单根纤维的主体长度,单位为mm,lhook为单根纤维的弯钩长度,单位为mm。
如上所述的一种带有梳并联工序的精梳纺纱方法,并条工序为二道并条工序或三道并条工序,后区牵伸倍数为1.2~1.5,前区牵伸倍数为3.0~6.2。
如上所述的一种带有梳并联工序的精梳纺纱方法,粗纱工序的后区牵伸倍数为1.2~1.5,前区牵伸倍数为5.3~11.5。
如上所述的一种带有梳并联工序的精梳纺纱方法,细纱工序的总牵伸倍数为20~50,后区牵伸倍数为1.2~1.5。
如上所述的一种带有梳并联工序的精梳纺纱方法,梳棉机输出的生条中纤维平均伸直度为0.5~0.6,前弯钩纤维与后弯钩纤维的数量比为15~25:75~85;
梳并联工序输出的条子中纤维平均伸直度为0.70~0.75,前弯钩纤维与后弯钩纤维的数量比为15~25:75~85;
条并卷工序输出的棉卷中纤维平均伸直度为0.80~0.85,前弯钩纤维与后弯钩纤维的数量比为75~85:15~25;
精梳工序输出的精梳条中纤维平均伸直度为0.98~1.00,梳断纤维的比例为1.92~2.93%,精梳条短绒率为9.87~11.23%,短绒为长度小于16mm的纤维,落棉率为18.3~19.5%,棉结去除率≥60%。
有益效果:
(1)本发明的一种带有梳并联工序的精梳纺纱方法,通过用梳并联工序替代传统精梳纺纱方法中的梳棉工序和预并条工序,缩短了流程,降低了成本,提高了效率和自动化程度;
(2)本发明的一种带有梳并联工序的精梳纺纱方法,通过在梳并联工序与精梳工序之间设置奇数道工序,使得喂入精梳的纤维弯钩方向以后弯钩为主,同时通过计算得到了合适的梳理死区长度,减少了前弯钩纤维在精梳过程中被梳断的比例,提高了纱线质量;
(3)本发明的一种带有梳并联工序的精梳纺纱方法,通过设置合理的牵伸倍数,使得喂入精梳的纤维的平均伸直度较高,纤维弯钩部分的长度减小,保证了精梳效果。
附图说明
图1为梳理隔距和梳理死区示意图;
图2为A201系列梳理隔距变化示意图;
图3为有死区长度时锡林梳理示意图;
图4为本发明的精梳纺纱方法的部分流程图;
图5为传统的精梳纺纱方法的部分流程图。
具体实施方式
下面结合具体实施方式,进一步阐述本发明。应理解,这些实施例仅用于说明本发明而不用于限制本发明的范围。此外应理解,在阅读了本发明讲授的内容之后,本领域技术人员可以对本发明作各种改动或修改,这些等价形式同样落于本申请所附权利要求书所限定的范围。
精梳工序中的死区长度a满足下式:
a=l×(1-η*);
其中,l为纤维平均长度,η*为喂入精梳的棉层中纤维的弯钩平均伸直度系数;
纤维平均长度l是通过将纤维分组后计算得到的,计算公式如下:
其中,纤维每Δmm长度分为一组,共M组,M×Δ>lmax,lmax为最长纤维的长度,单位为mm,S1、S2、S3、….、SM依次为第1~M组内纤维的重量占落棉总重量的百分比,单位为%;
喂入精梳的棉层中纤维的弯钩平均伸直度系数是指所有类型的弯钩纤维的伸直度的平均值,是通过在喂入梳棉时加入带有颜色的纤维,经过梳棉、预并条和条并卷工序后测量带有颜色的纤维的伸直度系数,然后取平均值得到的,带有颜色的纤维的伸直度系数η的计算公式如下:
式中,lbody为单根纤维的主体长度,单位为mm,lhook为单根纤维的弯钩长度,单位为mm。
实施例1
一种带有梳并联工序的精梳纺纱方法,工艺流程为:梳并联→条并卷→精梳→并条→粗纱→细纱,如图4所示;
纺纱原料为棉纤维,平均长度为25mm,平均细度为0.16tex;
梳并联工序即将6台梳棉机输出的生条直接平行喂入同一台并条机的过程;梳棉机输出的生条中前弯钩纤维的平均伸直度为0.560,后弯钩纤维的平均伸直度为0.550,生条中纤维平均伸直度为0.553,前弯钩纤维与后弯钩纤维的数量比为25:75,条干不匀率为5.5%;
梳并联工序中的并条部分的总牵伸倍数为6,采用三上三下压力棒曲线牵伸,罗拉握持距的后区长度为30mm,前区长度为30mm,后区牵伸倍数为1.5;梳并联工序输出的条子中纤维平均伸直度为0.70,前弯钩纤维与后弯钩纤维的数量比为15:85;
条并卷工序的前牵伸罗拉握持距为30mm,后牵伸罗拉握持距为30mm,后区牵伸倍数为1,总牵伸倍数为1.5;条并卷工序输出的棉卷中纤维平均伸直度为0.80,前弯钩纤维与后弯钩纤维的数量比为75:25;
精梳工序的死区长度为11.18mm,精梳落棉隔距为10mm,给棉长度为5.2mm,给棉系数为1,顺时定转为-1,重复梳理次数为1.2;精梳工序输出的精梳条中纤维平均长度为32mm,平均伸直度为0.98,梳断纤维的比例为1.92%(梳断纤维的比例(%)=被梳断纤维的根数/(被梳断纤维的根数+未被梳断纤维的根数)×100%),精梳条短绒率为11.23%,短绒为长度小于16mm的纤维,落棉率为18.3%,棉结去除率为65%;
并条工序为二道并条工序,后区牵伸倍数为1.2,前区牵伸倍数为3.0;
粗纱工序的后区牵伸倍数为1.2,前区牵伸倍数为5.3;
细纱工序的总牵伸倍数为20,后区牵伸倍数为1.2。
对比例1
一种精梳纺纱方法,基本同实施例1,不同之处在于,工艺流程为:梳棉→预并条→条并卷→精梳→并条→粗纱→细纱,如图5所示,预并条的总牵伸倍数为4,精梳工序输出的精梳条中纤维平均长度为29mm,平均伸直度为0.99,梳断纤维的比例为3.0%,精梳条短绒率为11.02%,短绒为长度小于16mm的纤维,落棉率为19%,棉结去除率为60%。
将对比例1与实施例1对比可以看出,采用本发明的工艺在精梳时能够去除更多的棉结,极大地降低梳断纤维的比例。
对比例2
一种带有梳并联工序的精梳纺纱方法,基本同实施例1,不同之处在于,精梳工序的死区长度为9mm,精梳工序输出的精梳条中纤维平均长度为29mm,平均伸直度为0.99,梳断纤维的比例为4.0%,精梳条短绒率为12%,短绒为长度小于16mm的纤维,落棉率为19.2%,棉结去除率为68%。
将对比例2与实施例1对比可以看出,二者的棉结数接近,去除率都在50%以上,本发明梳断纤维的比例远低于对比例2,说明精梳过程造成的纤维损伤较小,本发明通过增大死区长度降低了精梳过程中纤维受到的损伤,同时本发明能够保证棉层的成纱棉结数和精梳条短绒率满足使用需求,即本发明在减少纤维损伤的同时还保证了梳理效果。
对比例3
一种带有梳并联工序的精梳纺纱方法,基本同实施例1,不同之处在于,精梳工序的死区长度为13mm,精梳工序输出的精梳条中纤维平均长度为30mm,平均伸直度为0.98,梳断纤维的比例为0.80%,精梳条短绒率为10%,短绒为长度小于16mm的纤维,落棉率为17%,棉结去除率为60%。
将对比例3与实施例1对比可以看出,对比例2的精梳条短绒率较高,棉结去除率较低,虽然增大死区长度有利于减少纤维损伤,但是死区长度不宜过长,否则会导致棉结数去除率较低,即无法保证梳理效果,死区长度a只有满足a=l×(1-η*)才能在保证梳理效果的同时减少纤维损伤,式中,l为纤维平均长度,η*为喂入精梳的棉层中纤维的弯钩平均伸直度系数。
实施例2
一种带有梳并联工序的精梳纺纱方法,工艺流程为:梳并联→条并卷→精梳→并条→粗纱→细纱;
纺纱原料为棉纤维,平均长度为30mm,平均细度为0.175tex;
梳并联工序即将7台梳棉机输出的生条直接平行喂入同一台并条机的过程;梳棉机输出的生条中前弯钩纤维的平均伸直度为0.540,后弯钩纤维的平均伸直度为0.560,生条中纤维平均伸直度为0.556,前弯钩纤维与后弯钩纤维的数量比为20:80,条干不匀率为5.9%;
梳并联工序中的并条部分的总牵伸倍数为8,采用三上四下曲线牵伸,罗拉握持距的后区长度为35mm,前区长度为36mm,后区牵伸倍数为1.6;梳并联工序输出的条子中纤维平均伸直度为0.72,前弯钩纤维与后弯钩纤维的数量比为18:82;
条并卷工序的前牵伸罗拉握持距为35mm,后牵伸罗拉握持距为36mm,后区牵伸倍数为1.1,总牵伸倍数为1.6;条并卷工序输出的棉卷中纤维平均伸直度为0.81,前弯钩纤维与后弯钩纤维的数量比为78:22;
精梳工序的死区长度为13.32mm,精梳落棉隔距为8mm,给棉长度为4.7mm,给棉系数为1,顺时定转为0,重复梳理次数为1.3;精梳工序输出的精梳条中纤维平均伸直度为0.98,梳断纤维的比例为2.00%,精梳条短绒率为10.13%,短绒为长度小于16mm的纤维,落棉率为18.4%,棉结去除率为60%;
并条工序为三道并条工序,后区牵伸倍数为1.3,前区牵伸倍数为3.5;
粗纱工序的后区牵伸倍数为1.25,前区牵伸倍数为6.8;
细纱工序的总牵伸倍数为28,后区牵伸倍数为1.28。
实施例3
一种带有梳并联工序的精梳纺纱方法,工艺流程为:梳并联→条并卷→精梳→并条→粗纱→细纱;
纺纱原料为棉纤维,平均长度为28mm,平均细度为0.15tex;
梳并联工序即将8台梳棉机输出的生条直接平行喂入同一台并条机的过程;梳棉机输出的生条中前弯钩纤维的平均伸直度为0.553,后弯钩纤维的平均伸直度为0.560,生条中纤维平均伸直度为0.558,前弯钩纤维与后弯钩纤维的数量比为22:78,条干不匀率为5.3%;
梳并联工序中的并条部分的总牵伸倍数为10,采用五上三下曲线牵伸,罗拉握持距的后区长度为40mm,前区长度为38mm,后区牵伸倍数为1.7;梳并联工序输出的条子中纤维平均伸直度为0.73,前弯钩纤维与后弯钩纤维的数量比为20:80;
条并卷工序的前牵伸罗拉握持距为40mm,后牵伸罗拉握持距为42mm,后区牵伸倍数为1.2,总牵伸倍数为1.8;条并卷工序输出的棉卷中纤维平均伸直度为0.82,前弯钩纤维与后弯钩纤维的数量比为80:20;
精梳工序的死区长度为12.38mm,精梳落棉隔距为9mm,给棉长度为4.8mm,给棉系数为1,顺时定转为+1,重复梳理次数为1.3;精梳工序输出的精梳条中纤维平均伸直度为0.99,梳断纤维的比例为2.23%,精梳条短绒率为9.95%,短绒为长度小于16mm的纤维,落棉率为18.6%,棉结去除率为64%;
并条工序为二道并条工序,后区牵伸倍数为1.32,前区牵伸倍数为4.25;
粗纱工序的后区牵伸倍数为1.35,前区牵伸倍数为7.25;
细纱工序的总牵伸倍数为42,后区牵伸倍数为1.38。
实施例4
一种带有梳并联工序的精梳纺纱方法,工艺流程为:梳并联→条并卷→精梳→并条→粗纱→细纱;
纺纱原料为棉纤维,平均长度为25mm,平均细度为0.16tex;
梳并联工序即将6台梳棉机输出的生条直接平行喂入同一台并条机的过程;梳棉机输出的生条中前弯钩纤维的平均伸直度为0.560,后弯钩纤维的平均伸直度为0.550,生条中纤维平均伸直度为0.553,前弯钩纤维与后弯钩纤维的数量比为25:75,条干不匀率为5.5%;
梳并联工序中的并条部分的总牵伸倍数为12,采用三上三下压力棒曲线牵伸,罗拉握持距的后区长度为42mm,前区长度为40mm,后区牵伸倍数为1.8;梳并联工序输出的条子中纤维平均伸直度为0.74,前弯钩纤维与后弯钩纤维的数量比为22:78;
条并卷工序的前牵伸罗拉握持距为45mm,后牵伸罗拉握持距为45mm,后区牵伸倍数为1.3,总牵伸倍数为2.1;条并卷工序输出的棉卷中纤维平均伸直度为0.83,前弯钩纤维与后弯钩纤维的数量比为82:18;
精梳工序的死区长度为11.18mm,精梳落棉隔距为10mm,给棉长度为5.0mm,给棉系数为1,顺时定转为-1,重复梳理次数为1.4;精梳工序输出的精梳条中纤维平均伸直度为0.99,梳断纤维的比例为2.35%,精梳条短绒率为9.92%,短绒为长度小于16mm的纤维,落棉率为18.9%,棉结去除率为62%;
并条工序为三道并条工序,后区牵伸倍数为1.35,前区牵伸倍数为4.56;
粗纱工序的后区牵伸倍数为1.35,前区牵伸倍数为8.33;
细纱工序的总牵伸倍数为40,后区牵伸倍数为1.40。
实施例5
一种带有梳并联工序的精梳纺纱方法,工艺流程为:梳并联→条并卷→精梳→并条→粗纱→细纱;
纺纱原料为棉纤维,平均长度为26mm,平均细度为0.155tex;
梳并联工序即将6台梳棉机输出的生条直接平行喂入同一台并条机的过程;梳棉机输出的生条中前弯钩纤维的平均伸直度为0.545,后弯钩纤维的平均伸直度为0.555,生条中纤维平均伸直度为0.554,前弯钩纤维与后弯钩纤维的数量比为15:85,条干不匀率为5.6%;
梳并联工序中的并条部分的总牵伸倍数为8,采用三上四下曲线牵伸,罗拉握持距的后区长度为46mm,前区长度为45mm,后区牵伸倍数为1.9;梳并联工序输出的条子中纤维平均伸直度为0.71,前弯钩纤维与后弯钩纤维的数量比为24:76;
条并卷工序的前牵伸罗拉握持距为52mm,后牵伸罗拉握持距为50mm,后区牵伸倍数为1.4,总牵伸倍数为2.5;条并卷工序输出的棉卷中纤维平均伸直度为0.84,前弯钩纤维与后弯钩纤维的数量比为83:17;
精梳工序的死区长度为11.60mm,精梳落棉隔距为11mm,给棉长度为5.4mm,给棉系数为1,顺时定转为0,重复梳理次数为1.5;精梳工序输出的精梳条中纤维平均伸直度为0.99,梳断纤维的比例为2.45%,精梳条短绒率为9.88%,短绒为长度小于16mm的纤维,落棉率为19.2%,棉结去除率为66%;
并条工序为二道并条工序,后区牵伸倍数为1.4,前区牵伸倍数为5.5;
粗纱工序的后区牵伸倍数为1.4,前区牵伸倍数为10.0;
细纱工序的总牵伸倍数为42,后区牵伸倍数为1.4。
实施例6
一种带有梳并联工序的精梳纺纱方法,工艺流程为:梳并联→条并卷→精梳→并条→粗纱→细纱;
纺纱原料为棉纤维,平均长度为27mm,平均细度为0.165tex;
梳并联工序即将8台梳棉机输出的生条直接平行喂入同一台并条机的过程;梳棉机输出的生条中前弯钩纤维的平均伸直度为0.552,后弯钩纤维的平均伸直度为0.556,生条中纤维平均伸直度为0.555,前弯钩纤维与后弯钩纤维的数量比为20:80,条干不匀率为5.8%;
梳并联工序中的并条部分的总牵伸倍数为10,采用五上三下曲线牵伸,罗拉握持距的后区长度为50mm,前区长度为50mm,后区牵伸倍数为2.0;梳并联工序输出的条子中纤维平均伸直度为0.75,前弯钩纤维与后弯钩纤维的数量比为25:75;
条并卷工序的前牵伸罗拉握持距为60mm,后牵伸罗拉握持距为60mm,后区牵伸倍数为1.5,总牵伸倍数为3.2;条并卷工序输出的棉卷中纤维平均伸直度为0.85,前弯钩纤维与后弯钩纤维的数量比为85:15;
精梳工序的死区长度为12.02mm,精梳落棉隔距为12mm,给棉长度为5.9mm,给棉系数为1,顺时定转为+1,重复梳理次数为1.5;精梳工序输出的精梳条中纤维平均伸直度为1.00,梳断纤维的比例为2.93%,精梳条短绒率为9.87%,短绒为长度小于16mm的纤维,落棉率为19.5%,棉结去除率为65%;
并条工序为三道并条工序,后区牵伸倍数为1.5,前区牵伸倍数为6.2;
粗纱工序的后区牵伸倍数为1.5,前区牵伸倍数为11.5;
细纱工序的总牵伸倍数为50,后区牵伸倍数为1.5。
一种带有梳并联工序的精梳纺纱方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。



动态评分
0.0