









专利摘要
本发明涉及一种精梳方法,死区长度a满足:a=l×(1‑η*),其中l为纤维平均长度,η*为喂入精梳的棉层中纤维的弯钩平均伸直度系数,纤维平均长度l是通过将纤维分组后计算得到的,喂入精梳的棉层中纤维的弯钩平均伸直度系数是通过在喂入梳棉时加入带有颜色的纤维,经过梳棉、预并条和条并卷工序后测量带有颜色的纤维的伸直度系数,然后取平均值得到的。本发明的精梳方法能够解决现有技术中死区长度的确定方法费时费力且容易造成精梳过程中纤维严重损伤的问题,本发明根据实际喂入精梳的棉层中纤维的弯钩情况,通过计算合适的梳理死区长度,在减少纤维损伤的同时保证了梳理效果。
权利要求
1.一种精梳方法,其特征是,死区长度a满足下式:
a=l×(1-η*);
其中,l为纤维平均长度,η*为喂入精梳的棉层中纤维的弯钩平均伸直度系数;
所述喂入精梳的棉层中纤维的弯钩平均伸直度系数是指所有类型的弯钩纤维的伸直度的平均值;
所述纤维平均长度l是通过将纤维分组后计算得到的,计算公式如下:
其中,纤维每Δmm长度分为一组,共M组,M×η>l
所述喂入精梳的棉层中纤维的弯钩平均伸直度系数是通过在喂入梳棉时加入带有颜色的纤维,经过梳棉、预并条和条并卷工序后测量带有颜色的纤维的伸直度系数,然后取平均值得到的;
所述带有颜色的纤维的伸直度系数η的计算公式如下:
式中,l
2.根据权利要求1所述的一种精梳方法,其特征在于,所述带有颜色的纤维共200~500根。
3.根据权利要求1所述的一种精梳方法,其特征在于,其他精梳工艺参数为:齿片工作角48°~65°,顶梳的齿密150~250齿/100mm,齿尖角18°~21°,锡林齿面圆心角60°~75°,锡林总齿数15000~17000齿,锡林平均齿密22~35齿/cm
4.根据权利要求1所述的一种精梳方法,其特征在于,精梳后,棉层的成纱棉结数相对于精梳前降低60%以上,精梳条短绒率小于8%,梳断纤维比例小于5%。
说明书
技术领域
本发明属于纺纱技术领域,涉及一种精梳方法,特别是涉及一种通过合理设置精梳锡林梳理死区长度来提高精梳梳理效果同时减少纤维损伤的方法。
背景技术
精梳是纺纱工序中提高纱线质量的重要工序之一,精梳能够使纤维伸直、平行、分离,提高纤维的整齐度,提高成纱条干和强力,改善强力不匀。锡林是排除小卷中的短绒、棉结及杂质的主要部件。在锡林梳理过程中,钳板握持纤维,锡林对纤维的一端进行梳理,梳理时钳口外须丛长度越长,落棉率越高,梳理效果越好。
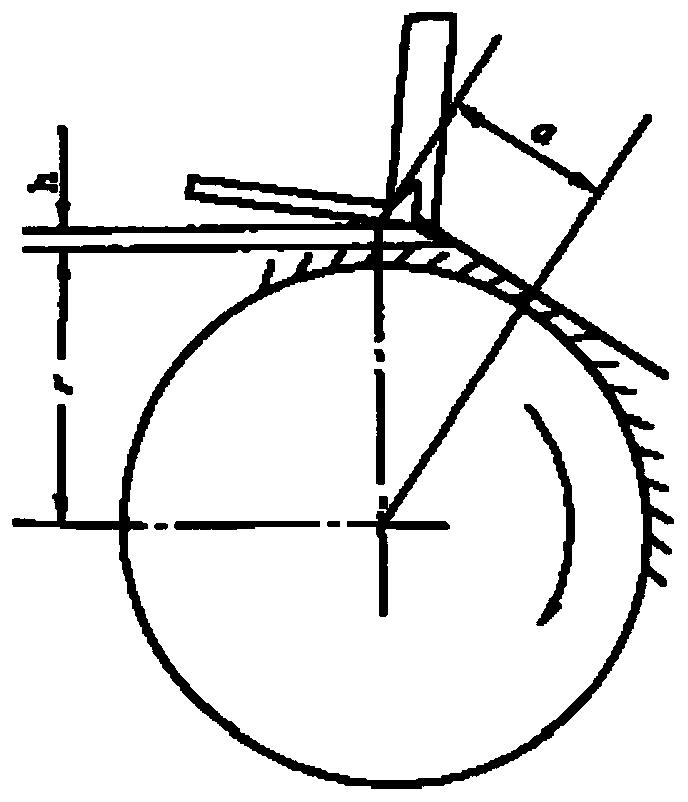
在锡林梳理时,钳口线外有一段须丛未被锡林梳理到,此段称为梳理死区,其长度(即死区长度)为a,它与梳理隔距h和锡林半径r有关, 如图1,梳理隔距h是指锡林梳理时,锡林的针尖到上钳板的钳唇下沿的长度,锡林为圆周运动,随着钳板钳口的摆动及锡林的转动,梳理隔距会随着时间的变化而变化,即非等隔距梳理,如图2,梳理隔距变化幅度越小,锡林对棉丛的梳理效果越好,在梳理过程中,上钳板与锡林针排之间的最小隔距称为最紧隔距,为工艺设置中的梳理隔距,一般在0.2~0.4mm。
当梳理死区存在时,钳口外须丛长度L=B+(1-K)×A-a,纤维的重复梳理次数 其中B为梳理隔距,K为给棉系数,A为给棉长度,所以一般认为梳理死区越小,重复梳理次数越多,梳理效果越好(如《纺纱学》五章,第3节精梳基本原理)。由于锡林的半径通常是不变化的参数,因此梳理隔距成为影响梳理死区长度的主要因素。梳理隔距越大,梳理死区长度越大。在此前的精梳研究中通常尽量减小梳理死区长度,以提高精梳落棉率,达到增强梳理效果的目的。但是实际上梳理隔距较小,会导致纤维被梳断的比例增加,纤维损伤严重,从而导致精梳条的短绒率增大。
2009年发表在《江苏纺织》的文章“精梳技术发展和梳理工艺部件创新”提出了可调节梳理隔距的(T系列)整体锡林,克服了现有技术的缺陷,使锡林的梳理隔距处于可控范围。公开号为CN105624842A的发明专利“一种梳理隔距分段调节式精梳锯齿锡林”可以实现理隔距的分段调节,实现了等隔距梳理,为提高棉纺精梳加工质量提供了保障。但是此上述文献和专利均没有提出梳理死区长度对梳理效果的影响。
1995发表在《棉纺织技术》上的文章“A201系列精梳机钳唇结构对梳理效果的影响”,提出在A201系列精梳机上,钳唇的死区长度减短1.4mm时,棉丛的梳理长度和重复梳理次数增加使棉结杂质总数减少12.5~14.8%,棉网清晰度有所改善,但是死区长度减小导致精梳条的短绒率增大。此文章仅提出梳理死区的长度过小对精梳条的短绒率有影响,但是没有提出适宜的死区长度的设置方法。
2015年9月发表在《棉纺织技术》的第43卷第9期的文章“合理控制精梳有效纤维损伤与流失的探讨”,对影响有效纤维损伤、流失及成纱质量的诸多因素进行了对比试验分析,清除钳板嵌花后,相当于锡林梳理隔距缩小,锡林梳针越容易刺入和穿透棉丛,有利于降低棉结,但是锡林梳理效能增强的同时会加剧纤维的损伤,落棉率增加0.52个百分点,短绒含量也略有增加。上述文章中虽提出增大梳理隔距以减少纤维损伤,但是没有具体说明梳理隔距的大小,也没有说明喂入精梳的原料不同梳理隔距的准确数值。
精梳梳理过程中,锡林梳理前弯钩,顶梳梳理后弯钩,由于锡林有多排针齿,而顶梳只有一排针齿,因此锡林梳理效果更好。所以为充分发挥锡林的梳理作用需要保证大多数纤维呈前弯钩喂入精梳,使纤维伸直。在精梳喂入棉层中,纤维前弯钩、后弯钩、两端弯钩以及屈曲型弯钩的比例通常分别为:52%、11%、8%、29%,现有技术都没能充分关注到纤维伸直度在锡林梳理时的影响,由于前弯钩较多,导致纤维被梳断的比例增多,而目前的研究中有针对前弯钩和梳理死区进行过研究。在目前精梳生产中都是通过大量试验来确定合理的梳理死区(梳理隔距),费时费力。
因此,亟待研究一种能够简单快速地确定梳理死区长度同时能够在保证梳理效果的同时减小纤维损伤的方法。
发明内容
本发明的目的是解决现有技术中死区长度的确定方法费时费力,且精梳过程容易造成纤维严重损伤的缺陷,本发明主要是根据实际喂入精梳的棉层中纤维的弯钩情况,通过计算得到合适的梳理死区长度的,进而得到了一种能够减少纤维被梳断的比例并保证梳理效果的精梳方法。
为达到上述目的,本发明采用的技术方案如下:
一种精梳方法,死区长度a满足下式:
a=l×(1-η*);
其中,l为纤维平均长度,η*为喂入精梳的棉层中纤维的弯钩平均伸直度系数;
现有技术一般是通过经验确定死区长度的,一般认为梳理死区的存在不利于梳理,梳理死区越小,重复梳理次数越多,梳理效果越好,然而实验发现当死区长度过小时,精梳落棉中短绒量与精梳条中短绒量之和超过棉卷中短绒量部分,即梳理过程中会损伤纤维产生短绒,纤维的损伤主要是纤维的前弯钩被梳断导致的,因而由经验确定死区长度需要多次实测调试,浪费时间和原料,且结果不准确,导致部分纤维被梳断;本发明通过将死区长度与纤维弯钩建立关联,在保证梳理效果的同时避免纤维损伤,本发明通过纤维原料的两个参数即可确定死区长度,结果准确且节约资源;
当不存在梳理死区时,锡林对钳口外的所有纤维均有梳理作用,没有被钳板握持的纤维,梳理进入落棉,如图3中的纤维①;钳口外的弯钩被梳理伸直,如图3中的纤维③、④;弯钩被握持的纤维,由于锡林上的针齿从腕钩中插入,导致纤维被梳断,如图3中的纤维②、⑤,因此可以看出只要纤维的前弯钩部分被钳板握持,则纤维就会被梳断,由于锡林梳理的作用强,因此按照精梳工艺的要求,要保证喂入精梳的纤维前弯钩占大多数,因此纤维被梳断的概率较大;
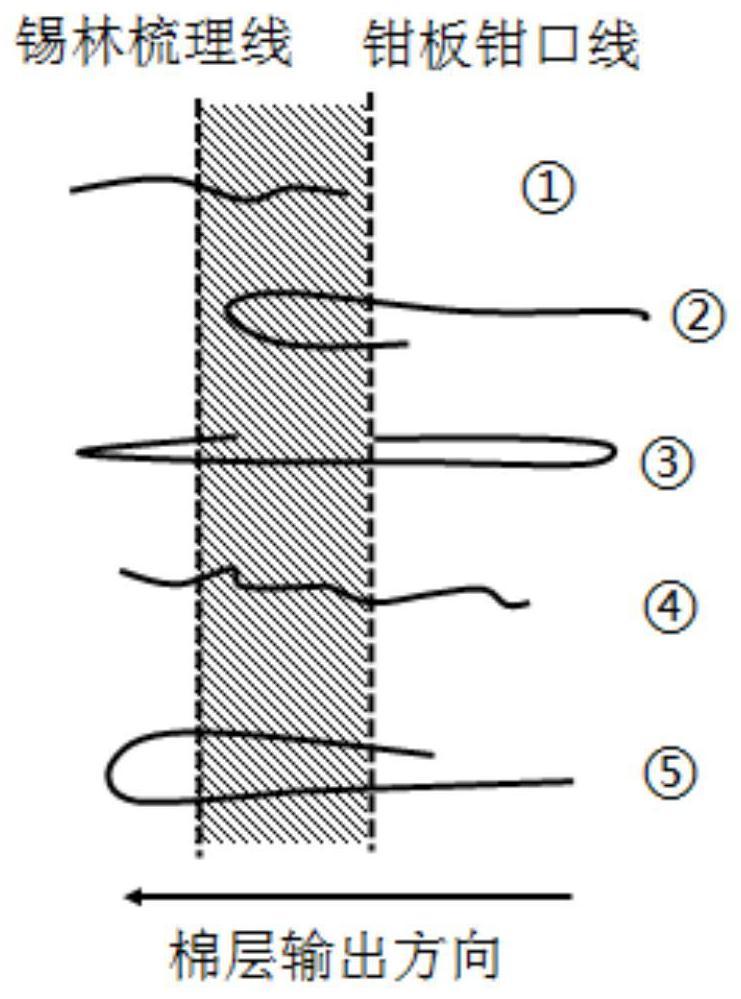
当存在梳理死区时,锡林无法梳理头端位于梳理死区的纤维,因此锡林对纤维的梳理作用分为以下四种:
纤维右头端未被钳板握持,但与针齿接触,受到梳理进入落棉,如图4的纤维①;纤维的尾端被握持,且纤维的头端超出死区部分,那么会纤维被梳理伸直,如图4的纤维③、④;纤维头端伸出死区,但是前弯钩部分被钳板握持,纤维被梳断,如图4的纤维⑤;与没有梳理死区相比,纤维右头端被握持,但是纤维头端在死区中,锡林梳理不到,如图4的纤维②,因此梳理死区能保护部分前弯钩不被梳断;
当有梳理死区时,有些前弯钩不被梳断,有些前弯钩仍会被梳断,如图4中的纤维⑤,其弯钩长度大于死区长度,因此在梳理过程中极易被梳断,如图4中的纤维②,其弯钩长度小于死区长度,因此前弯钩部分能够完全被梳理死区保护起来,死区长度越长,前弯钩处在死区范围内,纤维被梳断的可能性越小,而死区长度过长,导致钳口外被梳理的须丛长度减小,纤维重复梳理次数减小,落棉率降低,梳理效果变差,因此死区的长度与前弯钩的长度相匹配时,既能保护纤维前弯钩不被梳断,又可以尽可能避免因梳理死区造成的梳理效果变差,经过精梳模拟程序,将不同的梳理死区长度分别进行模拟发现:假设喂入精梳的棉层中纤维的弯钩平均伸直度系数为η*,纤维平均长度为l,梳理死区长度a=l×(1-η*)时,可减少前弯钩纤维梳断概率,有效减少纤维的损伤同时保证梳理效果较好。
作为优选的方案:
如上所述的一种精梳方法,所述纤维平均长度l是通过将纤维分组后计算得到的,计算公式如下:
其中,纤维每Δmm长度分为一组,共M组,M×Δ>lmax,lmax为最长纤维的长度,单位为mm,S1、S2、S3、….、SM依次为第1~M组内纤维的重量占落棉总重量的百分比,单位为%。
如上所述的一种精梳方法,Δ为2,本发明的保护范围不限于此,Δ的取值可适当调整,一般而言Δ越小,纤维分组越多,计算得到的纤维平均长度越接近实际值,然而当Δ过小时,会导致计算量过大,本发明优选Δ为2,此时计算量适中,且计算得到的纤维平均长度能够较为准确地反应实际平均长度。
如上所述的一种精梳方法,所述喂入精梳的棉层中纤维的弯钩平均伸直度系数是指所有类型的弯钩纤维的伸直度的平均值。
如上所述的一种精梳方法,所述喂入精梳的棉层中纤维的弯钩平均伸直度系数是通过在喂入梳棉时加入带有颜色的纤维,经过梳棉、预并条和条并卷工序后测量带有颜色的纤维的伸直度系数,然后取平均值得到的。
如上所述的一种精梳方法,所述带有颜色的纤维共200~500根,带有颜色的纤维的根数不限于此,可适当调整,本发明综合考虑计算量和准确率将根数限定为200~500。
如上所述的一种精梳方法,所述带有颜色的纤维的伸直度系数η的计算公式如下:
式中,lbody为单根纤维的主体长度,单位为mm,lhook为单根纤维的弯钩长度,单位为mm。
如上所述的一种精梳方法,其他精梳工艺参数为:齿片工作角48°~65°,顶梳的齿密150~250齿/100mm,齿尖角18°~21°,锡林齿面圆心角60°~75°,锡林总齿数15000~17000齿,锡林平均齿密22~35齿/cm
如上所述的一种精梳方法,精梳后,棉层的成纱棉结数相对于精梳前降低60%以上,精梳条短绒率小于8%,梳断纤维比例小于5%;精梳条短绒率M(%)的计算公式如下:
M=[C×D+(1-C)×R-Q]×100%;
式中,Q、R、C、D分别为小卷含短绒率、精梳条含短绒率、精梳落棉率、精梳落棉含短绒率,单位都为%。
有益效果
(1)本发明的一种精梳方法,能够有效减少前弯钩纤维梳断概率,减少纤维的损伤同时保证梳理效果较好;
(2)本发明的一种精梳方法,能够在尽量控制棉结的情况下减少纤维被梳断,降低精梳条的短绒率;
(3)本发明的一种精梳方法,能够根据不同的纤维弯钩长度及类型,简便快速地确定梳理死区长度。
附图说明
图1为梳理隔距和梳理死区示意图;
图2为A201系列梳理隔距变化示意图;
图3为无死区长度时锡林梳理示意图;
图4为有死区长度时锡林梳理示意图;
图5为实施例1纤维长度分布直方图;
图6为实施例1纤维细度分布直方图。
具体实施方式
下面结合具体实施方式,进一步阐述本发明。应理解,这些实施例仅用于说明本发明而不用于限制本发明的范围。此外应理解,在阅读了本发明讲授的内容之后,本领域技术人员可以对本发明作各种改动或修改,这些等价形式同样落于本申请所附权利要求书所限定的范围。
一种精梳方法,工艺参数为:齿片工作角48°~65°,顶梳的齿密150~250齿/100mm,齿尖角18°~21°,锡林齿面圆心角60°~75°,锡林总齿数15000~17000齿,锡林平均齿密22~35齿/cm
a=l×(1-η*);
其中,l为纤维平均长度,η*为喂入精梳的棉层中纤维的弯钩平均伸直度系数;
纤维平均长度l是通过将纤维分组后计算得到的,计算公式如下:
其中,纤维每Δ(Δ为2)mm长度分为一组,共M组,M×Δ>lmax,lmax为最长纤维的长度,单位为mm,S1、S2、S3、….、SM依次为第1~M组内纤维的重量占落棉总重量的百分比,单位为%;
喂入精梳的棉层中纤维的弯钩平均伸直度系数是指所有类型的弯钩纤维的伸直度的平均值,具体是通过在喂入梳棉时加入带有颜色的纤维(带有颜色的纤维共200~500根),经过梳棉、预并条和条并卷工序后测量带有颜色的纤维的伸直度系数,然后取平均值得到的,带有颜色的纤维的伸直度系数η的计算公式如下:
式中,lbody为单根纤维的主体长度,单位为mm,lhook为单根纤维的弯钩长度,单位为mm。
精梳后,棉层的成纱棉结数相对于精梳前降低60%以上,精梳条短绒率小于8%,梳断纤维比例小于5%。
实施例1
一种精梳方法,喂入精梳的棉层中纤维平均长度为26mm,分布直方图如图5,纤维平均细度为0.17tex,细度分布直方图如图6,纤维平均伸直度为0.7,棉层截面纤维根数为1000根,工艺参数为:齿片工作角48°,顶梳的齿密150齿/100mm,齿尖角18°,锡林齿面圆心角60°,锡林总齿数15000齿,锡林平均齿密22齿/cm
精梳后,棉层的成纱棉结数相对于精梳前降低65%,精梳条短绒率为7.5%,梳断纤维比例为2%,梳断纤维比例(%)=被梳断纤维的根数/(被梳断纤维的根数+未被梳断纤维的根数)×100%。
对比例1
一种精梳方法,基本同实施例1,不同之处在于死区长度为6mm,精梳后,棉层的成纱棉结数相对于精梳前降低68%,精梳条短绒率为7.8%,梳断纤维比例为6%。
将实施例1与对比例1对比可以看出,本发明通过适当增大死区长度极大地降低了梳断纤维比例,主要是由于增大死区长度后纤维受到的损伤较少导致的,同时还可以看出,本发明能够保证棉层的成纱棉结数和精梳条短绒率满足使用需求,即本发明在减少纤维损伤的同时还保证了梳理效果。
对比例2
一种精梳方法,基本同实施例1,不同之处在于死区长度为10mm,精梳后,棉层的成纱棉结数相对于精梳前降低35%,精梳条短绒率为7.3%,梳断纤维比例为0.8%。
将实施例1与对比例2对比可以看出,虽然增大死区长度有利于减少纤维损伤,但是死区长度不宜过长,否则会导致棉结数去除率较低,即无法保证梳理效果,死区长度a只有满足a=l×(1-η*)才能在保证梳理效果的同时减少纤维损伤,式中,l为纤维平均长度,η*为喂入精梳的棉层中纤维的弯钩平均伸直度系数。
实施例2
一种精梳方法,喂入精梳的棉层中纤维平均长度为29mm,纤维平均细度为0.16tex,纤维平均伸直度为0.72,工艺参数为:齿片工作角50°,顶梳的齿密180齿/100mm,齿尖角19°,锡林齿面圆心角62°,锡林总齿数15600齿,锡林平均齿密26齿/cm
实施例3
一种精梳方法,喂入精梳的棉层中纤维平均长度为32mm,纤维平均细度为0.167tex,纤维平均伸直度为0.74,工艺参数为:齿片工作角55°,顶梳的齿密200齿/100mm,齿尖角20°,锡林齿面圆心角68°,锡林总齿数16000齿,锡林平均齿密29齿/cm
实施例4
一种精梳方法,喂入精梳的棉层中纤维平均长度为27mm,纤维平均细度为0.15tex,纤维平均伸直度为0.68,工艺参数为:齿片工作角60°,顶梳的齿密220齿/100mm,齿尖角21°,锡林齿面圆心角70°,锡林总齿数16500齿,锡林平均齿密31齿/cm
实施例5
一种精梳方法,喂入精梳的棉层中纤维平均长度为28mm,纤维平均细度为0.16tex,纤维平均伸直度为0.65,工艺参数为:齿片工作角65°,顶梳的齿密250齿/100mm,齿尖角21°,锡林齿面圆心角75°,锡林总齿数17000齿,锡林平均齿密35齿/cm
一种精梳方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。



动态评分
0.0