









专利摘要
双层结构的大型网具网衣加工方法,其特征是分别加工小网目超高分子量聚乙烯经编网和大网目超高分子量聚乙烯经编网;在一幅492m×11m的防污处理后的小网目超高分子量聚乙烯经编网长度方向的上边缘安装一条上纲,在下边缘安装一条下纲;在一幅492m×11m的防污处理后的大网目超高分子量聚乙烯经编网长度方向的上边缘安装一条上纲,在下边缘安装一条下纲;将防污处理后的小网目超高分子量聚乙烯经编网的上纲与防污处理后的大网目超高分子量聚乙烯经编网的上纲扎缚成双层结构的大型网具网衣的上纲;将防污处理后的小网目超高分子量聚乙烯经编网的下纲与防污处理后的大网目超高分子量聚乙烯经编网的下纲扎缚成双层结构的大型网具网衣的下纲。
权利要求
1.双层结构的大型网具网衣加工方法,其特征是将线密度为1610D的超高分子量聚乙烯纤维整经成线密度为1610D的超高分子量聚乙烯纤维纱,再按照44mm的网目尺寸、“4根成圈+12根衬纬”的特殊网衣编织结构以及纵向热定型处理将16根线密度为1610D超高分子量聚乙烯纤维纱用经编机加工成规格为“UHMWPE—1610D×24—44”的小网目超高分子量聚乙烯经编网;用渔网防污剂对小网目超高分子量聚乙烯经编网进行防污处理,晾干后就获得防污处理后的小网目超高分子量聚乙烯经编网;将线密度为1610D的超高分子量聚乙烯纤维整经成线密度为1610D超高分子量聚乙烯纤维纱,再按照453mm的网目尺寸、“8根成圈+21根衬纬”的特殊网衣编织结构以及纵向热定型处理将29根线密度为1610D超高分子量聚乙烯纤维纱加工成规格为“UHMWPE—1610D×45—453”的大网目超高分子量聚乙烯经编网;用渔网防污剂对大网目超高分子量聚乙烯经编网进行防污处理,晾干后就获得防污处理后的大网目超高分子量聚乙烯经编网;将线密度为1620D的超高分子量聚乙烯纤维并丝成线密度为6480D的超高分子量聚乙烯纤维绳纱,再将14根线密度为6480D的超高分子量聚乙烯纤维绳纱按照S捻、31mm股捻距、34mm绳捻距的特殊捻绳工艺加工成公称直径为12mm的S捻三股超高分子量聚乙烯捻绳;将线密度为1620D的超高分子量聚乙烯纤维并丝成线密度为6480D的超高分子量聚乙烯纤维绳纱,再将14根线密度为6480D的超高分子量聚乙烯纤维绳纱按照Z捻、31mm股捻距、34mm绳捻距的特殊捻绳工艺加工成公称直径为12mm的Z捻三股超高分子量聚乙烯捻绳;将线密度为1620D的超高分子量聚乙烯纤维并丝成线密度为6480D的超高分子量聚乙烯纤维绳纱,再将30根线密度为6480D的超高分子量聚乙烯纤维绳纱按照Z捻、44mm股捻距、39mm绳捻距的特殊捻绳工艺加工成公称直径为14mm的Z捻三股超高分子量聚乙烯捻绳;将线密度为1620D的超高分子量聚乙烯纤维并丝成线密度为6480D的超高分子量聚乙烯纤维绳纱,再将30根线密度为6480D的超高分子量聚乙烯纤维按照S捻、44mm股捻距、39mm绳捻距的特殊捻绳工艺加工成公称直径为14mm的S捻三股超高分子量聚乙烯捻绳;按0.7068的水平缩结系数,在一幅492m长度×11m宽度的防污处理后的小网目超高分子量聚乙烯经编网长度方向的上边缘安装一条公称直径为12mm的S捻三股超高分子量聚乙烯捻绳以此作为防污处理后的小网目超高分子量聚乙烯经编网的上纲;按0.7068的水平缩结系数,在上述492m长度×11m宽度的防污处理后的小网目超高分子量聚乙烯经编网长度方向的下边缘安装一条公称直径为14mm的Z捻三股超高分子量聚乙烯捻绳,以此作为防污处理后的小网目超高分子量聚乙烯经编网的下纲;按0.7068的水平缩结系数,在一幅492m长度×11m宽度的防污处理后的大网目超高分子量聚乙烯经编网长度方向的上边缘安装一条公称直径为12mm的Z捻三股超高分子量聚乙烯捻绳以此作为防污处理后的大网目超高分子量聚乙烯经编网的上纲;按0.7068的水平缩结系数,在上述492m长度×11m宽度的防污处理后的大网目超高分子量聚乙烯经编网长度方向的下边缘安装一条公称直径为14mm的S捻三股超高分子量聚乙烯捻绳,以此作为防污处理后的大网目超高分子量聚乙烯经编网的下纲;将防污处理后的小网目超高分子量聚乙烯经编网的上纲与防污处理后的大网目超高分子量聚乙烯经编网的上纲用直径为3.3mm的超高分子量聚乙烯编线扎缚成双层结构的大型网具网衣的上纲;将防污处理后的小网目超高分子量聚乙烯经编网的下纲与防污处理后的大网目超高分子量聚乙烯经编网的下纲用直径为3.3mm的超高分子量聚乙烯编线扎缚成双层结构的大型网具网衣的下纲,这就获得了双层结构的大型网具网衣。
2.根据权利要求1所述的双层结构的大型网具网衣加工方法,其特征是将双层结构的大型网具网衣的上纲、下纲以及防污处理后的大网目超高分子量聚乙烯经编网与海洋牧场堤坝或大型养殖网围柱桩直接扎缚连接。
说明书
技术领域
本发明涉及海洋牧场堤坝或大型养殖网围工程技术领域中的大型网具加工方法。
背景技术
海洋牧场堤坝或大型养殖网围工程技术领域中的网具与捕捞渔具、养殖网箱之间概念和技术内容相差甚远,捕捞渔具领域网衣加工方法、养殖网箱技术领域箱体网衣加工方法均不适用于海洋牧场堤坝或大型养殖网围工程技术领域中的双层结构的大型网具网衣加工方法。因为水产养殖方式以及放养鱼类规格不同,网衣网目尺寸差别较大;根据网目尺寸的大小,人们将网目尺寸不大于50mm的网衣称为小网目网或小网目网衣(如小网目聚乙烯经编网),而将网目尺寸不小于200mm的网衣称为大网目网或大网目网衣(如大网目聚乙烯经编网)。根据网具中网衣的层数,人们将单层结构合成纤维网衣称为单层纤维网或单层纤维网衣,将将双层结构合成纤维网衣称为双层纤维网或双层纤维网衣,将三层结构合成纤维网衣称为三层纤维网或三层纤维网衣等。现有网具单层纤维网上海洋生物污损严重、单层纤维网与柱桩直接连接磨损,单层纤维网在台风、暴风潮等恶劣天气下会发生网坏鱼跑事故,这不但给养殖户或养殖企业带来损失,而且大量逃逸养殖鱼类有时还会破坏局部海区生物链,从而给整个产业乃至海洋生态带来严重损失。现有网具内放养平均重量为四两重大黄鱼时,人们会采用网目尺寸65mm的单层纤维网,一旦放养鱼类大小差异较大,就会发生放养鱼类中的小规格鱼从单层纤维网网目中逃逸养殖事故。在网具发展过程中目前已经暴露了一些亟待解决的技术难题,如网具网衣抗海洋生物污损问题、网具网衣与柱桩之间(习惯简称为网桩之间)直接连接接触磨损问题、网具网衣内外水体交换不畅问题、网具网衣内放养鱼类逃逸问题等,上述问题的潜在威胁大,严重影响了海洋牧场或大型养殖网围的养殖效益,因此,海洋牧场堤坝或大型养殖网围工程技术领域中的双层结构的大型网具网衣加工方法是本技术领域长期以来尚未解决的技术难题。本技术领域迫切需要一种双层结构的大型网具网衣加工方法,以防止放养鱼类逃逸、避免网桩之间直接连接接触磨损、减少换网次数或劳动强度、提高养殖综合效益、提高网衣防污性能和抗冲击性能,助推海洋牧场或大型养殖网围养殖的可持续健康发展。
发明内容
本发明提供一种双层结构的大型网具网衣加工方法,目的是避免网具内放养鱼类逃逸、减少养殖设施换网次数、避免网桩之间直接接触磨损、促进网具网衣内外水体交换和放养鱼类生长发育、提高网具网衣防污性能和抗冲击性能、提高海洋牧场或大型养殖网围养殖综合效益,以提升海洋牧场堤坝或大型养殖网围成套设施装备水平。
本发明的技术方案采用超高分子量聚乙烯纤维、超高分子量聚乙烯编线和渔网防污剂,其特征是将线密度为1610D的超高分子量聚乙烯纤维整经成线密度为1610D的超高分子量聚乙烯纤维纱,再按照44mm的网目尺寸、“4根成圈+12根衬纬”的特殊网衣编织结构以及纵向热定型处理将16根线密度为1610D超高分子量聚乙烯纤维纱用经编机加工成规格为“UHMWPE—1610D×24—44”的小网目超高分子量聚乙烯经编网;用渔网防污剂对小网目超高分子量聚乙烯经编网进行防污处理,晾干后就获得防污处理后的小网目超高分子量聚乙烯经编网;将线密度为1610D的超高分子量聚乙烯纤维整经成线密度为1610D超高分子量聚乙烯纤维纱,再按照453mm的网目尺寸、“8根成圈+21根衬纬”的特殊网衣编织结构以及纵向热定型处理将29根线密度为1610D超高分子量聚乙烯纤维纱加工成规格为“UHMWPE—1610D×45—453”的大网目超高分子量聚乙烯经编网;用渔网防污剂对大网目超高分子量聚乙烯经编网进行防污处理,晾干后就获得防污处理后的大网目超高分子量聚乙烯经编网;将线密度为1620D的超高分子量聚乙烯纤维并丝成线密度为6480D的超高分子量聚乙烯纤维绳纱,再将14根线密度为6480D的超高分子量聚乙烯纤维绳纱按照S捻、31mm股捻距、34mm绳捻距的特殊捻绳工艺加工成公称直径为12mm的S捻三股超高分子量聚乙烯捻绳;将线密度为1620D的超高分子量聚乙烯纤维并丝成线密度为6480D的超高分子量聚乙烯纤维绳纱,再将14根线密度为6480D的超高分子量聚乙烯纤维绳纱按照Z捻、31mm股捻距、34mm绳捻距的特殊捻绳工艺加工成公称直径为12mm的Z捻三股超高分子量聚乙烯捻绳;将线密度为1620D的超高分子量聚乙烯纤维并丝成线密度为6480D的超高分子量聚乙烯纤维绳纱,再将30根线密度为6480D的超高分子量聚乙烯纤维绳纱按照Z捻、44mm股捻距、39mm绳捻距的特殊捻绳工艺加工成公称直径为14mm的Z捻三股超高分子量聚乙烯捻绳;将线密度为1620D的超高分子量聚乙烯纤维并丝成线密度为6480D的超高分子量聚乙烯纤维绳纱,再将30根线密度为6480D的超高分子量聚乙烯纤维按照S捻、44mm股捻距、39mm绳捻距的特殊捻绳工艺加工成公称直径为14mm的S捻三股超高分子量聚乙烯捻绳;按0.7068的水平缩结系数,在一幅492m长度×11m宽度的防污处理后的小网目超高分子量聚乙烯经编网长度方向的上边缘安装一条公称直径为12mm的S捻三股超高分子量聚乙烯捻绳以此作为防污处理后的小网目超高分子量聚乙烯经编网的上纲;按0.7068的水平缩结系数,在上述492m长度×11m宽度的防污处理后的小网目超高分子量聚乙烯经编网长度方向的下边缘安装一条公称直径为14mm的Z捻三股超高分子量聚乙烯捻绳,以此作为防污处理后的小网目超高分子量聚乙烯经编网的下纲;按0.7068的水平缩结系数,在一幅492m长度×11m宽度的防污处理后的大网目超高分子量聚乙烯经编网长度方向的上边缘安装一条公称直径为12mm的Z捻三股超高分子量聚乙烯捻绳以此作为防污处理后的大网目超高分子量聚乙烯经编网的上纲;按0.7068的水平缩结系数,在上述492m长度×11m宽度的防污处理后的大网目超高分子量聚乙烯经编网长度方向的下边缘安装一条公称直径为14mm的S捻三股超高分子量聚乙烯捻绳,以此作为防污处理后的大网目超高分子量聚乙烯经编网的下纲;将防污处理后的小网目超高分子量聚乙烯经编网的上纲与防污处理后的大网目超高分子量聚乙烯经编网的上纲用直径为3.3mm的超高分子量聚乙烯编线扎缚成双层结构的大型网具网衣的上纲;将防污处理后的小网目超高分子量聚乙烯经编网的下纲与防污处理后的大网目超高分子量聚乙烯经编网的下纲用直径为3.3mm的超高分子量聚乙烯编线扎缚成双层结构的大型网具网衣的下纲,这就获得了双层结构的大型网具网衣。将双层结构的大型网具网衣的上纲、下纲以及防污处理后的大网目超高分子量聚乙烯经编网与海洋牧场堤坝或大型养殖网围柱桩直接扎缚连接,可确保双层结构的大型网具网衣能紧紧固定在海洋牧场堤坝或大型养殖网围柱桩上。
本发明的突出特点是在大量非常规试验的基础上,确定了双层结构的大型网具网衣的网目尺寸为44mm,有效防止了小规格鱼类从大型网具网衣网目中向外逃逸;本发明采用“4根成圈+12根衬纬”的特殊网衣编织结构,并对网衣进行纵向热定型处理后创造出规格为“UHMWPE—1610D×24—44”的24股小网目超高分子量聚乙烯经编网,它可较现有相同材料制成的同等名义股数(24股)、编织结构为“5根成圈+9根衬纬”的24股普通编织结构超高分子量聚乙烯经编网强力明显提高,这大大提高了双层结构的大型网具网衣的使用寿命和装备水平;本发明采用“8根成圈+21根衬纬”的特殊网衣编织结构,并对网衣进行纵向热定型处理后创造出规格为“UHMWPE—1610D×45—453”的45股大网目超高分子量聚乙烯经编网,它可较现有相同材料制成的同等名义股数(45股)、编织结构为“9根成圈+18根衬纬”的45股普通编织结构超高分子量聚乙烯经编网强力明显提高,这大大提高了大型网具网衣的使用寿命和装备水平;本发明对大、小网目超高分子量聚乙烯经编网用渔网防污剂进行防污处理,以获得防污处理后的大、小网目超高分子量聚乙烯经编网,大大提高了大型网具网衣的防污性能,大大减少了大型网具网衣换网次数并减小了劳动强度,促进了大型网具网衣内外水体流动和放养鱼类生长发育;本发明在海洋牧场堤坝或大型养殖网围用大型网具网衣上首次创新使用双层结构网衣,由双层结构网衣中的大网目超高分子量聚乙烯经编网承载部分柱桩牵引力和外部强流大浪冲击力、缓冲强流大浪对大型网具中小网目超高分子量聚乙烯经编网的冲击,提高了双层结构网衣中的小网目超高分子量聚乙烯经编网的抗冲击力、使用寿命和装备水平,大大提高海洋牧场堤坝或大型养殖网围用大型网具网衣抗冲击性能;本发明将大型网具网衣中的大网目超高分子量聚乙烯经编网与海洋牧场堤坝或大型养殖网围柱桩直接接触并扎缚连接,而网具网衣中的小网目超高分子量聚乙烯经编网与柱桩不直接接触,避免了小网目超高分子量聚乙烯经编网与柱桩之间的直接接触磨损,这大大提高了海洋牧场堤坝或大型养殖网围用大型网具网衣的使用寿命和装备水平;本发明将超高分子量聚乙烯经编网材料用于海洋牧场堤坝或大型养殖网围用大型网具网衣的制造,在保持同等强力的前提下,大型网具用超高分子量聚乙烯网衣规格较现有普通合成纤维网衣大大减小,大大减少了大型网具网衣原材料消耗,发展了低碳养殖,提升了养殖设施装备水平;本发明大型网具网衣中的上纲或下纲均由两根相反捻向捻绳(包括“Z”向捻绳和“S”向捻绳)加工制成,有效避免了使用中两根同捻向绳索之间的相互缠绕等作业事故。试验结果表明,本方法在提高现有海洋牧场堤坝或大型养殖网围用大型网具网衣的防污功能和抗冲击性能、防止小规格鱼类逃逸、减少大型网具换网次数、促进大型网具网衣内外水体交换和放养鱼类生长发育、避免大型网具网衣与柱桩之间的直接接触磨损等方面技术效果非常明显;与现有以普通合成纤维网衣制造的单层结构的大型网具网衣技术相比,本发明具有突出的实质性特点和显著的进步,大大提升了我国海洋牧场堤坝或大型养殖网围成套设施装备水平。
附图说明
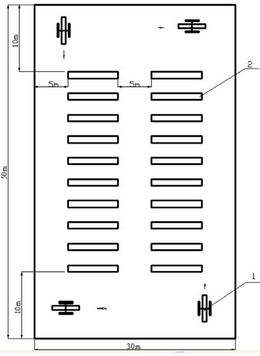
图1是防污处理后的小网目超高分子量聚乙烯经编网结构图。
图2是防污处理后的大网目超高分子量聚乙烯经编网结构图。
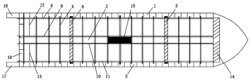
图3是海洋牧场堤坝或大型养殖网围用大型网具网衣结构图。
具体实施方式
下面结合附图说明实施本发明的最好方式:
本发明采用超高分子量聚乙烯纤维、超高分子量聚乙烯编线和渔网防污剂,其特征是将线密度为1610D的超高分子量聚乙烯纤维整经成线密度为1610D的超高分子量聚乙烯纤维纱,再按照44mm的网目尺寸、“4根成圈+12根衬纬”的特殊网衣编织结构以及纵向热定型处理将16根线密度为1610D超高分子量聚乙烯纤维纱用经编机加工成规格为“UHMWPE—1610D×24—44”的小网目超高分子量聚乙烯经编网;用渔网防污剂对小网目超高分子量聚乙烯经编网进行防污处理,晾干后就获得防污处理后的小网目超高分子量聚乙烯经编网(图1中的5);
将线密度为1610D的超高分子量聚乙烯纤维整经成线密度为1610D超高分子量聚乙烯纤维纱,再按照453mm的网目尺寸、“8根成圈+21根衬纬”的特殊网衣编织结构以及纵向热定型处理将29根线密度为1610D超高分子量聚乙烯纤维纱加工成规格为“UHMWPE—1610D×45—453”的大网目超高分子量聚乙烯经编网;用渔网防污剂对大网目超高分子量聚乙烯经编网进行防污处理,晾干后就获得防污处理后的大网目超高分子量聚乙烯经编网(图2中的6);
将线密度为1620D的超高分子量聚乙烯纤维并丝成线密度为6480D的超高分子量聚乙烯纤维绳纱,再将14根线密度为6480D的超高分子量聚乙烯纤维绳纱按照S捻、31mm股捻距、34mm绳捻距的特殊捻绳工艺加工成公称直径为12mm的S捻三股超高分子量聚乙烯捻绳;
将线密度为1620D的超高分子量聚乙烯纤维并丝成线密度为6480D的超高分子量聚乙烯纤维绳纱,再将14根线密度为6480D的超高分子量聚乙烯纤维绳纱按照Z捻、31mm股捻距、34mm绳捻距的特殊捻绳工艺加工成公称直径为12mm的Z捻三股超高分子量聚乙烯捻绳;
将线密度为1620D的超高分子量聚乙烯纤维并丝成线密度为6480D的超高分子量聚乙烯纤维绳纱,再将30根线密度为6480D的超高分子量聚乙烯纤维绳纱按照Z捻、44mm股捻距、39mm绳捻距的特殊捻绳工艺加工成公称直径为14mm的Z捻三股超高分子量聚乙烯捻绳;
将线密度为1620D的超高分子量聚乙烯纤维并丝成线密度为6480D的超高分子量聚乙烯纤维绳纱,再将30根线密度为6480D的超高分子量聚乙烯纤维绳纱按照S捻、44mm股捻距、39mm绳捻距的特殊捻绳工艺加工成公称直径为14mm的S捻三股超高分子量聚乙烯捻绳;
按0.7068的水平缩结系数,在一幅492m长度×11m宽度的防污处理后的小网目超高分子量聚乙烯经编网长度方向的上边缘安装一条公称直径为12mm的S捻三股超高分子量聚乙烯捻绳以此作为防污处理后的小网目超高分子量聚乙烯经编网的上纲(图1中的1);
按0.7068的水平缩结系数,在所述492m长度×11m宽度的防污处理后的小网目超高分子量聚乙烯经编网长度方向的下边缘安装一条公称直径为14mm的Z捻三股超高分子量聚乙烯捻绳,以此作为防污处理后的小网目超高分子量聚乙烯经编网的下纲(图1中的2);
按0.7068的水平缩结系数,在一幅492m长度×11m宽度的防污处理后的大网目超高分子量聚乙烯经编网长度方向的上边缘安装一条公称直径为12mm的Z捻三股超高分子量聚乙烯捻绳以此作为防污处理后的大网目超高分子量聚乙烯经编网的上纲(图2中的3);
按0.7068的水平缩结系数,在所述492m长度×11m宽度的防污处理后的大网目超高分子量聚乙烯经编网长度方向的下边缘安装一条公称直径为14mm的S捻三股超高分子量聚乙烯捻绳,以此作为防污处理后的大网目超高分子量聚乙烯经编网的下纲(图2中的4);
将防污处理后的小网目超高分子量聚乙烯经编网的上纲与防污处理后的大网目超高分子量聚乙烯经编网的上纲用直径为3.3mm的超高分子量聚乙烯编线扎缚成双层结构的大型网具网衣的上纲(图3中的7);将防污处理后的小网目超高分子量聚乙烯经编网的下纲与防污处理后的大网目超高分子量聚乙烯经编网的下纲用直径为3.3mm的超高分子量聚乙烯编线扎缚成双层结构的大型网具网衣的下纲(图3中的8),这就获得了双层结构的大型网具网衣(图3中的9);
将双层结构的大型网具网衣的上纲、下纲以及防污处理后的大网目超高分子量聚乙烯经编网与海洋牧场堤坝或大型养殖网围柱桩直接接触并扎缚连接,确保海洋牧场堤坝或大型养殖网围用双层结构的大型网具网衣紧紧固定在海洋牧场堤坝或大型养殖网围柱桩上。
双层结构的大型网具网衣加工方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。








动态评分
0.0