










专利摘要
本发明公开了一种预置薄弱区2.5D机织复合材料易碎盖,属于导弹发射及防护技术领域,其包括抛出体、抛出体外围包覆的框架;框架和抛出体结合处为纬向分离区和径向分离区;本发明还公开了其制备方法,本发明的材料为2.5D机织件增强环氧树脂复合材料,纬向分离区中预置缺陷的方式为纬纱数量保持不变,经纱的密度减小;所述的径向分离区中预置缺陷的方式为经纱数量保持不变,纬纱的密度减小;本发明的易碎盖重量轻,分离区结构新颖,盖体整体成型无需切割,通过调整易碎盖分离区的纱线密度,可实现易碎盖分离区强度根据不同压力参数要求进行调节,既能承受特定范围内的压力,又能在导弹燃气流的作用下顺利分离抛出,是一种新型结构的易碎盖。
权利要求
1.一种预置薄弱区2.5D机织复合材料易碎盖,其特征在于,所述的易碎盖包括抛出体(2)、抛出体(2)外围包覆的框架(1);建立XYZ轴的坐标系,所述的框架(1)和抛出体(2)结合处为纬向分离区(3)和径向分离区(4),所述的纬向分离区(3)为与x轴平行的区域;所述的径向分离区(4)为与y轴平行的区域;
所述的框架(1)、抛出体(2)、纬向分离区(3)和径向分离区(4)采用的材料为2.5D机织件增强环氧树脂复合材料;
所述的框架(1)和抛出体(2)为预置缺陷2.5D机织件中无缺陷区域;所述的纬向分离区(3)和径向分离区(4)为预置缺陷2.5D机织件中预置缺陷区域;
所述的纬向分离区(3)中预置缺陷的方式为纬纱数量保持不变,减少经纱的层数和根数;所述的径向分离区(4)中预置缺陷的方式为经纱数量保持不变,减少纬纱的层数和根数。
2.根据权利要求1所述的一种预置薄弱区2.5D机织复合材料易碎盖,其特征在于,所述的框架(1)、抛出体(2)、纬向分离区(3)和径向分离区(4)由预置缺陷2.5D机织件整体以环氧树脂胶为基体固化成型而成。
3.根据权利要求1~2任一所述的一种预置薄弱区2.5D机织复合材料易碎盖的制备方法,其特征在于,其制备方法包括两大部分:预置缺陷2.5D机织件织造过程和使用RTM工艺固化成型过程,具体的:
步骤一:预置缺陷2.5D机织件织造:
1.1,根据易碎盖的设计指标,确定机织增强件的几何参数;
1.2,选取纱线种类和纱线规格;
1.3,确定框架(1)和抛出体(2)区域的细观机织结构;
1.4,确定纬向分离区(3)和径向分离区(4)的细观机织结构;
1.5,上机织造预置缺陷2.5D机织件;
步骤二:2.5D机织件RTM工艺固化成型:
2.1,根据易碎盖的尺寸、几何形状、目标纤维体积含量设计和制造模具;
2.2,模具内表面粘贴脱模布,涂抹脱模剂;
2.3,将机织件放入模具压实、合模;
2.4,环氧树脂加热、真空脱泡;
2.5,配置环氧树脂胶液,树脂、固化剂、增塑剂按照质量比10:2:1配置;
2.6,模具中注入上述环氧树脂胶液;
2.7,固化、脱模;
2.8,热处理、冷却、打磨光滑,易碎盖制作完成。
说明书
技术领域
本发明涉及一种预置薄弱区2.5D机织复合材料易碎盖及其制备方法,属于导弹发射及防护技术领域。
背景技术
导弹发射箱盖的设计是影响导弹快速反映能力的重要因素之一。因此在研制导弹贮存发射箱时,箱盖的设计非常重要。箱盖主要是能承受一定的压差,密封性能好,在发射导弹时能迅速打开。为满足上述要求,导弹发射箱盖过去常采用机械盖,爆炸螺栓开启盖等(US Pat.3970006,1976;US Pat.4333381,1982),但这些箱盖均存在着不同程度的缺点,如机械打开盖需要用液压系统打开,机构复杂,不仅增加了发射箱的重量且耽误时间,爆炸盖打开反应较机械盖迅速,但是重新装弹和维修比较复杂,且采用火工品运输,贮存困难。
为提高导弹发射效率,满足部队快速作战的要求,国外已经研制出一种复合材料易碎薄膜箱盖(US Pat.4498368,1985)。该种箱盖能承受一定的均布压力且在较小的集中力下就可使箱盖以预订轨迹破碎,反应迅速,提高了导弹发射效率。但该种复合材料发射箱盖需在导弹端部的作用下破坏,箱盖必然会对与之接触的导弹弹头产生一定的不利影响。国内的一种整体冲破式复合材料薄膜盖(CN 1844839A,2006),利用导弹发射前引擎产生的气流冲击薄膜盖,薄膜盖以预定轨迹整体破坏,不会对导弹发射产生不利影响。但该种薄膜盖为层合结构,相对于整体编织材料,层间性能和抗冲击性能差,且其薄弱区的制作,须先将盖体切割再胶接,并在胶接处两侧粘贴布条以增强其结构强度,工艺复杂,质量稳定性较难控制。因此,此类型的发射箱盖实际应用时存在一定的局限性。
发明内容
本发明针对现有技术中存在的问题,公开了一种预置薄弱区2.5D机织复合材料易碎盖,其增强件为整体机织成型,通过调整经/纬纱线的密度来控制薄弱区力学性能;本发明还公开了其制备工艺,本发明的工艺简单无须切割,可设计性强,质量稳定性更易控制,在复杂工况条件下,具有更好的应用前景
本发明是这样实现的:
一种预置薄弱区2.5D机织复合材料易碎盖,该易碎盖包括抛出体、抛出体外围包覆的框架;建立XYZ轴的坐标系,所述的框架和抛出体结合处为纬向分离区和径向分离区,所述的纬向分离区为与x轴平行的区域;所述的径向分离区为与y轴平行的区域;
所述的框架、抛出体、纬向分离区和径向分离区采用的材料为2.5D机织件增强环氧树脂复合材料。
所述的框架和抛出体为预置缺陷2.5D机织件中无缺陷区域;所述的纬向分离区和径向分离区为预置缺陷2.5D机织件中预置缺陷区域;所述的纬向分离区中预置缺陷的方式为纬纱数量保持不变,减少经纱的层数和根数;所述的径向分离区中预置缺陷的方式为经纱数量保持不变,减少纬纱的层数和根数。预制缺陷的层数和根数需跟易碎盖的承压指标确定。本发明通过在纬向分离区和径向分离区分,分别适当减小径向纱线和纬向纱线的密度从而实现易碎盖既能承受一定的压力和冲击,又能在导弹发射时顺利被内部气流冲破的设计目标,此外采用预置缺陷2.5D机织件为增强材料,相比于传统的铺层结构,具有更好的层间力学性能和抗冲击性能。
进一步,所述的框架、抛出体、纬向分离区和径向分离区由预置缺陷2.5D机织件整体以环氧树脂胶为基体固化成型而成,本发明采用环氧树脂胶为基体固化成型而成,不需要切割,工艺流程简化,质量稳定性更加易于控制。
本发明还公开了一种预置薄弱区2.5D机织复合材料易碎盖的制备方法,其特征在于,其制备方法包括两大部分:预置缺陷2.5D机织件织造过程和使用RTM工艺固化成型过程。制备得到易碎盖的纬向分离区中,通过控制经纱的密度,来调节其径向强度;在所述的径向分离区中,通过控制纬纱的密度,来调节其纬向强度。本发明通过对径向分离区和纬向分离区强度的控制,确保易碎盖能够顺利冲破抛出。
本发明与现有的有益效果在于:
本发明在纬向分离区和径向分离区分,分别适当减小径向纱线和纬向纱线的密度,即根据对易碎盖实际力学性能指标要求,经仿真计算,确定减少纱线的层数和根数,以减弱各自分离区的强度,从而实现易碎盖既能承受一定的压力和冲击,又能在导弹发射时顺利被内部气流冲破的设计目标;
本发明采用预置缺陷2.5D机织件为增强材料,相比于传统的铺层结构,具有更好的层间力学性能和抗冲击性能;由于机织件预置薄弱区,盖体整体成型,不用切割,工艺流程简化,质量稳定性更易控制;同时,可根据具体的技术指标要求,设计分离区经/纬向纱线的密度,分离区性能可设计性强;
本发明制备的易碎盖重量轻,分离区结构新颖,盖体整体成型无需切割,通过调整易碎盖分离区的纱线密度,可实现易碎盖分离区强度根据不同压力参数要求进行调节,既能承受特定范围内的压力,又能在导弹燃气流的作用下顺利分离抛出,是一种新型结构的易碎盖。
附图说明
图1为本发明的结构示意图;
图2为本发明框架和抛出体的三维单胞结构示意图;
图3为本发明框架和抛出体单胞中纬纱和不动经纱走向结构示意图;
图4为本发明框架和抛出体单胞中纬纱和第一类动经纱走向结构示意图;
图5为本发明框架和抛出体单胞中纬纱和第二类动经纱走向结构示意图;
图6为本发明框架和抛出体单胞中纬纱和第三类动经纱走向结构示意图;
图7为本发明框架和抛出体单胞中纬纱和第四类动经纱走向结构示意图;
图8为本发明纬向分离区单胞中纬纱和不动经纱走向结构示意图;
图9为本发明纬向分离区单胞中纬纱和第一类动经纱走向结构示意图;
图10为本发明纬向分离区单胞中纬纱和第二类动经纱走向结构示意图;
图11为本发明纬向分离区单胞中纬纱和第三类动经纱走向结构示意图;
图12为本发明纬向分离区单胞中纬纱和第四类动经纱走向结构示意图;
图13为本发明经向分离区单胞中纬纱和不动经纱走向结构示意图;
图14为本发明经向分离区单胞中纬纱和第一类动经纱走向结构示意图;
图15为本发明经向分离区单胞中纬纱和第二类动经纱走向结构示意图;
图16为本发明经向分离区单胞中纬纱和第三类动经纱走向结构示意图;
图17为本发明经向分离区单胞中纬纱和第四类动经纱走向结构示意图;
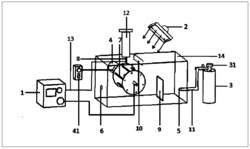
图18为易碎盖RTM成型装置示意图;
图19为本发明在充气试验装置上的模拟抛出方式;
图中各标号名称:1-框架,2-抛出体,3-纬向分离区,4-径向分离区,5-纬纱,6-不动经纱,7-第一类动经纱,8-第二类动经纱,9-第三类动经纱,10-第四类动经纱。
具体实施方式
为使本发明的目的、技术方案及效果更加清楚,明确,以下列举实例对本发明进一步详细说明。应当指出此处所描述的具体实施仅用以解释本发明,并不用于限定本发明。
本发明的一种预置薄弱区2.5D机织复合材料易碎盖,以5层纬纱4层经纱的碳纤维斜纹机织结构为例,如图1所示,包括:框架1和抛出体2,框架1包覆在抛出体2的外围,框架1和抛出体2结合处分别为纬向分离区3和径向分离区4;本发明的易碎盖由预置缺陷2.5D碳纤维斜纹机织件整体通过环氧树脂胶为基体固化成型而成,所述的框架1、抛出体2、纬向分离区3和径向分离区4均为2.5D碳纤维斜纹机织件整体的一部分。
如图1~2所示,建立XYZ轴的坐标系,所述的纬向分离区3为图1中框架1与抛出体2之间与x轴平行的区域,该区域中纬纱数量保持不变,经纱层数和根数减少,以使纬向强度不变,径向强度减弱;所述的径向分离区4为图1中框架1与抛出体2之间与y轴平行的区域,该区域中经纱数目保持不变,纬纱层数和根数减少,以使径向强度不变,纬向强度减弱。如图2所示,图2为本发明框架和抛出体的三维单胞结构示意图,框架与抛出体为2.5D机织件中未预置缺陷部分,其三维单胞结构如图2所示。
本发明的预置薄弱区2.5D碳纤维斜纹机织复合材料易碎盖的制备方法包括两大部分:预置缺陷2.5D碳纤维斜纹机织件织造过程和使用RTM工艺固化成型过程。首先预置缺陷2.5D碳纤维斜纹机织件织造过程包括:1)根据易碎盖的设计指标,确定机织增强件几何参数:机织增强件的形状为矩形,整体尺寸为860mm×860mm,框架1的宽度为50mm,纬向分离区3和径向分离区4的宽度均为10mm,抛出体2的尺寸为800mm×800mm;2)选取纱线种类和纱线规格:纱线种类选碳纤维,品名为T700SC-12000;3)确定框架1和抛出体2细观机织结构:纬纱5层、经纱4层,其中纬纱为12K×2股,经纱为12K×1股,经密为8.1(根/cm),纬密为3(根/cm);4)确定纬向分离区3和径向分离区4的细观机织结构:纬向分离区纬纱5层,经纱1层,径向分离区经纱4层,纬纱1层,纬纱为12K×2股,经纱为12K×1股,经密为8.1(根/cm),纬密为3(根/cm);5)上机织造预置缺陷2.5D碳纤维斜纹机织件。使用RTM工艺固化成型过程包括,如图18所示:1)根据易碎盖的尺寸、几何形状、目标纤维体积含量设计和制造模具;2)模具内表面粘贴脱模布,涂抹脱模剂;3)将机织件放入模具压实、合模;4)环氧树脂加热、真空脱泡;5)配置环氧树脂胶液,树脂、固化剂、增塑剂按照质量比10:2:1配置;6)模具中注入树脂胶液;7)固化、脱模;8)热处理、冷却、打磨光滑,易碎盖制作完成。
利用上述方法制造的预置薄弱区2.5D碳纤维斜纹机织复合材料易碎盖,所述的框架1与抛出体2为2.5D碳纤维斜纹机织件中未预置缺陷部分,其三维单胞结构如图2所示。图3到图7分别为无缺陷单胞yz截面不动经纱6、第一类动经纱7、第二类动经纱8、第三类动经纱9和第四类动经纱10走向的结构示意图。
本实例中纬向分离区强度的调控方式:在5层纬纱4层经纱2.5D碳纤维斜纹机织中,经密和纬密分别保持8.1(根/cm)和3(根/cm)不变,纬纱保持5层不变,经纱减少3层;单胞中yz截面不动经纱6、第一类动经纱7、第二类动经纱8、第三类动经纱9和第四类动经纱10走向结构分别如图8至图12所示。
本实例中径向分离区强度的调控方式:在5层纬纱4层经纱2.5D碳纤维斜纹机织件中,经密和纬密分别保持8.1(根/cm)和3(根/cm)不变,经纱保持4层不变,纬纱减少4层,单胞中yz截面不动经纱6、第一类动经纱7、第二类动经纱8、第三类动经纱9和第四类动经纱10走向结构如图13至图17所示。
本发明在充气试验装置上的模拟加压方式如图19所示,当装置内气压加载至导弹贮存时的压力时,易碎盖不发生破坏,变形和气密性满足设计指标要求;当装置内气压加载至易碎盖设定冲破压力时,纬向分离区3和径向分离区4发生破坏,易碎盖抛出体2与框架1分离抛出。
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进,这些改进也应视为本发明的保护范围。
预置薄弱区2.5D机织复合材料易碎盖及其制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。




动态评分
0.0