

IPC分类号 : B21C23/00I,B21C23/18I,B21C23/21I,B21C25/02I,B21C26/00I





专利摘要
本发明涉及细化晶粒的塑形变形方法及用于孪晶材料制备装置,用于将金属晶粒进行细化,包括以下步骤:对待塑形变形的样品进行冲击并使其射出;使射出的样品进入逐渐收窄的空间;其中,样品在逐渐收窄的空间内的过程中,样品被逐渐挤压并最终从该空间出口挤出,完成晶粒细化。本方法使材料在大塑性变形过程中,提高加载应变率能够很大程度的增加晶粒细化效果,并且由于增加了材料制备过程的应变率效应,可以抵消一部分由材料脆性带来的损伤问题。
权利要求
1.细化晶粒的塑形变形方法,用于将金属晶粒进行细化,其特征在于,包括以下步骤:
S1、准备施加冲击载荷的冲击设备,准备带有轴线为直线的通道的模具,沿该样品射出的方向上,通道的孔径从大到小递减,使射出的样品进入逐渐收窄的空间;所述模具的通道内壁光滑无裂纹;
S2、将待进行细化晶粒的样品静置于模具大口端;
S3、通过所述冲击设备对样品施加冲击载荷,使受冲击载荷的样品由模具的通道大端到小端挤出,其中,样品在逐渐收窄的空间内的过程中,样品被逐渐挤压并最终从该空间出口挤出,接着由软回收装置回收射出的样品,完成晶粒细化,以得到晶粒细化后的样品。
2.如权利要求1所述的细化晶粒的塑形变形方法,其特征在于,所述冲击设备为轻气炮,发射子弹撞击速度为50m/s~500m/s。
3.如权利要求2所述的细化晶粒的塑形变形方法,其特征在于,在发送子弹后,通过击发材料推动部件,材料推动部件再冲击样品使样品通过所述通道后挤出,以得到晶粒细化后的样品。
4.如权利要求2所述的细化晶粒的塑形变形方法,其特征在于,包括以下步骤:
S1、向轻气炮的高压室填充预定压力的气体;
S2、将轻气炮的炮管和靶室均抽真空;
S3、在样品的后方设置软回收装置;
S4、发射子弹并监测子弹撞击样品的撞击速度;
S5、通过软回收装置回收塑形变形后的样品。
5.孪晶材料制备装置,其特征在于,包括轻气炮,所述轻气炮的炮管出口端连通有靶室,该靶室内固定的设置有模具、位于模具后方的回收装置,该模具上设置有与炮管的出口相对的通道,该通道与炮管射击方向一致,该通道内设置有用于放置样品的样品槽,在所述炮管射击方向上,该样品槽前方通道部分的管径逐渐减小;所述模具的通道内壁光滑无裂纹;在所述炮管射击方向上,设置用于回收射出的样品的软回收装置。
6.如权利要求5所述的孪晶材料制备装置,其特征在于,所述炮管内的子弹外套装有密封圈,用于密封子弹与炮管内壁之间的间隙。
7.如权利要求5所述的孪晶材料制备装置,其特征在于,在所述炮管发送子弹的轨道上,设置有位于样品与炮管之间的材料推动部件,用于子弹冲击材料推动部件后使材料推动部件冲击样品,让样品通过所述通道并被通道挤压。
8.如权利要求7所述的孪晶材料制备装置,其特征在于,所述材料推动部件包含后杆和前杆,用于当子弹冲击后杆后,后杆推动前杆,前杆再推动样品;后杆直径>前杆直径。
9.如权利要求8所述的孪晶材料制备装置,其特征在于,所述模具的通道由沿样品前进的方向依次包含用于放置后杆的冲杆腔、用于放置样品的样品腔和用于挤压样品的挤压腔;所述前杆一端位于冲杆腔内与后杆对应,另一端位于样品腔内与样品对应。
说明书
技术领域
本发明涉及材料加工领域,特别涉及细化晶粒的塑形变形方法及用于孪晶材料制备装置。
背景技术
目前为止,金属材料晶粒细化方法大致分为五种:超细粉末冷压或热压法,剧烈塑性变形方法,气相沉积法,电沉积法及非晶合金晶化法。其中超细粉末冷压或热压法、气相沉积法、电沉积法及非晶合金晶化法由于受到实验条件的限制,制备出的样品大多内部存在裂纹、气孔和致密度差等缺陷,严重影响了材料的强度等性能,并且制备的样品尺寸较小,不适合大批量生产。而大塑性变形是改善材料组织,提高材料各种性能的最有效的方法之一。大塑性变形技术作为一种能够有效细化晶粒,提高材料组织和力学性能的深度塑性变形方法。它是通过外界施加较强的载荷,使具有大晶粒尺寸的金属或合金发生强烈的塑性变形,使得材料内部产生高密度的位错,位错之间通过相互作用发生位错重排、塞积和缠结等形成位错胞、位错墙等高密度的位错组织,经过一系列演化形成亚晶粒,亚晶粒吸收位错转换为大角度晶界,最终长成小晶粒从而达到组织细化的目的,与其他制备方法相比,SPD技术具有许多独特优势,例如:它可以克服试样中有孔隙,成分不纯、大尺寸胚体难以生产等问题
常用的SPD方法有高压扭转变形(Highpressingtor-rision,HPT)、反复叠轧技术(Accumulative rolling-bonding,ARB)、循环挤压技术(Cyclic extrusion compression,CEC)、超音喷丸(Ultrasonic shot peening,USP)和等通道转角挤压(ECAP)等。利用大塑性变形技术可以充分发挥材料的潜能,制备出性能优异的细晶材料,工业应用前景广阔。其中等通道转角挤压技术目前被认为是最普遍使用的一种重要的塑性加工技术。ECAP的原理是将试样放入一个由上下两部分拼合而成,通道带有弯曲角度的模具中,冲头压力以恒定的速度将试样压入通道,试样在转角处会产生均匀剧烈的剪切变形。由于挤压前后试样的横截面积保持不变,故可以反复挤压,使变形量累积叠加获得更大的变形量。
大量的实验研究结果表明,传统的塑性变形可以制备高密度的细晶材料,超细晶材料的出现带来了同时提高材料强度和韧性的可能性。根据传统位错理论建立的Hall-Petch关系,平均晶粒尺度越小,材料强度越高(晶界强化效应:高体积分数晶界可以有效增加对可动位错的阻碍,增加材料塑性变形抗力导致材料强度上升)。但是,传统的剧烈塑性变形方法也存在其局限性,随着晶粒细化的进行,出现位错密度饱和问题,达到一定累积变形量后(对于ECAP,真应变为8)材料的晶粒细化能力“消失”,所以传统的SPD方法仅适合制备超细晶材料,大大阻碍了塑性变形工艺的发展。
发明内容
本发明的目的在于提供一种能有更大适用范围的细化晶粒的塑形变形方法和一种可提高加载应变率以得到晶粒细化效果更好的孪晶材料制备装置。
为了实现上述目的,本申请采用的技术方案是细化晶粒的塑形变形方法,用于将金属晶粒进行细化,包括以下步骤:
对待塑形变形的样品进行冲击并使其射出;
使射出的样品进入逐渐收窄的空间;
其中,样品在逐渐收窄的空间内的过程中,样品被逐渐挤压并最终从该空间出口挤出,完成晶粒细化。
传统的等通道挤压塑性变形方式产生纯剪切变形,变截面通道加载,本发明采用依靠挤压方式进行。在高应变率下产生塑性变形,将高应变率与剧烈塑性变形结合起来,打破了原有ECAP等传统大塑性变形方式只能在低速、低应变率下加载的局限。应变率就是材料变形时表现出来的变形速度,反应材料的塑性应变率,影响材料的塑性变形机制、性能及最终的失效破坏形式。大量的实验证明,在高应变率冲击加载下金属材料往往表现出特殊的变形机理,并对材料响应带来巨大的改变。研究结果显示,大塑性变形过程中,提高加载应变率能够很大程度的增加晶粒细化效果(解决位错密度饱和问题),并且由于增加了材料制备过程的应变率效应,可以抵消一部分由材料脆性带来的损伤问题。
进一步地是,包括以下步骤:
S1、准备施加冲击载荷的冲击设备,准备带有轴线为直线的通道的模具,沿该样品射出的方向上,通道的孔径从大到小递减;
S2、将待进行细化晶粒的样品静置于模具大口端;
S3、通过所述冲击设备对样品施加冲击载荷,使受冲击载荷的样品由模具的通道大端到小端挤出,以得到晶粒细化后的样品。
进一步地是,所述冲击设备为轻气炮,发射子弹撞击速度为50m/s~500m/s。采用变截面通道加载,打破了传统的ecap等通道挤压变形方式。即利用一级轻气炮对子弹进行加速,高速运动的子弹撞击独特设计的变截面结构的模具,对样品进行变形加载。上述模具的通道可以根据样品需要设计选择不同的尺寸。
这里可以通过控制高压气体(N2、He)的气压控制子弹速度。采用轻气炮发射子弹,首先速度可控,其次速度可以使子弹达到50-500m/s,产生高速冲击加载,使被冲击的样品经过模具时,产生了高应变率下剧烈塑性,可以根据需要的变形程度,改变气压从而改变子弹速度来改变变形的剧烈程度。
进一步地是,在发送子弹后,通过击发材料推动部件,材料推动部件再冲击样品使样品通过所述通道后挤出,以得到晶粒细化后的样品。这样可以根据模具的尺寸,以改变材料推动部件的尺寸,而不至于改变子弹的尺寸。
进一步地是,包括以下步骤:
S1、向轻气炮的高压室填充预定压力的气体;
S2、将轻气炮的炮管和靶室均抽真空;
S3、在样品的后方设置软回收装置;
S4、发射子弹并监测子弹撞击样品的撞击速度;
S5、通过软回收装置回收塑形变形后的样品。
本发明还提供了一种孪晶材料制备装置,包括轻气炮,所述轻气炮的炮管出口端连通有靶室,该靶室内固定的设置有模具、位于模具后方的回收装置,该模具上设置有与炮管的出口相对的通道,该通道与炮管射击方向一致,该通道内设置有用于放置样品的样品槽,在所述炮管射击方向上,该样品槽前方通道部分的管径逐渐减小。
进一步地是,所述炮管内的子弹外套装有密封圈,用于密封子弹与炮管内壁之间的间隙。
进一步地是,在所述炮管发送子弹的轨道上,设置有位于样品与炮管之间的材料推动部件,用于子弹冲击材料推动部件后使材料推动部件冲击样品,让样品通过所述通道并被通道挤压。
进一步地是,所述材料推动部件包含后杆和前杆,用于当子弹冲击后杆后,后杆推动前杆,前杆再推动样品;所述后杆直径>前杆直径。
进一步地是,所述模具的通道由沿样品前进的方向依次包含用于放置后杆的冲杆腔、用于放置样品的样品腔和用于挤压样品的挤压腔;所述前杆一端位于冲杆腔内与后杆对应,另一端位于样品腔内与样品对应。
下面结合附图和具体实施方式对本发明做进一步的说明。本发明附加的方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显。或通过本发明的实践了解到。
附图说明
构成本发明的一部分的附图用来辅助对本发明的理解,附图中所提供的内容及其在本发明中有关的说明可用于解释本发明,但不构成对本发明的不当限定。在附图中:
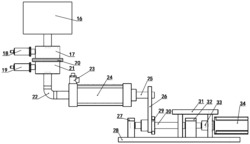
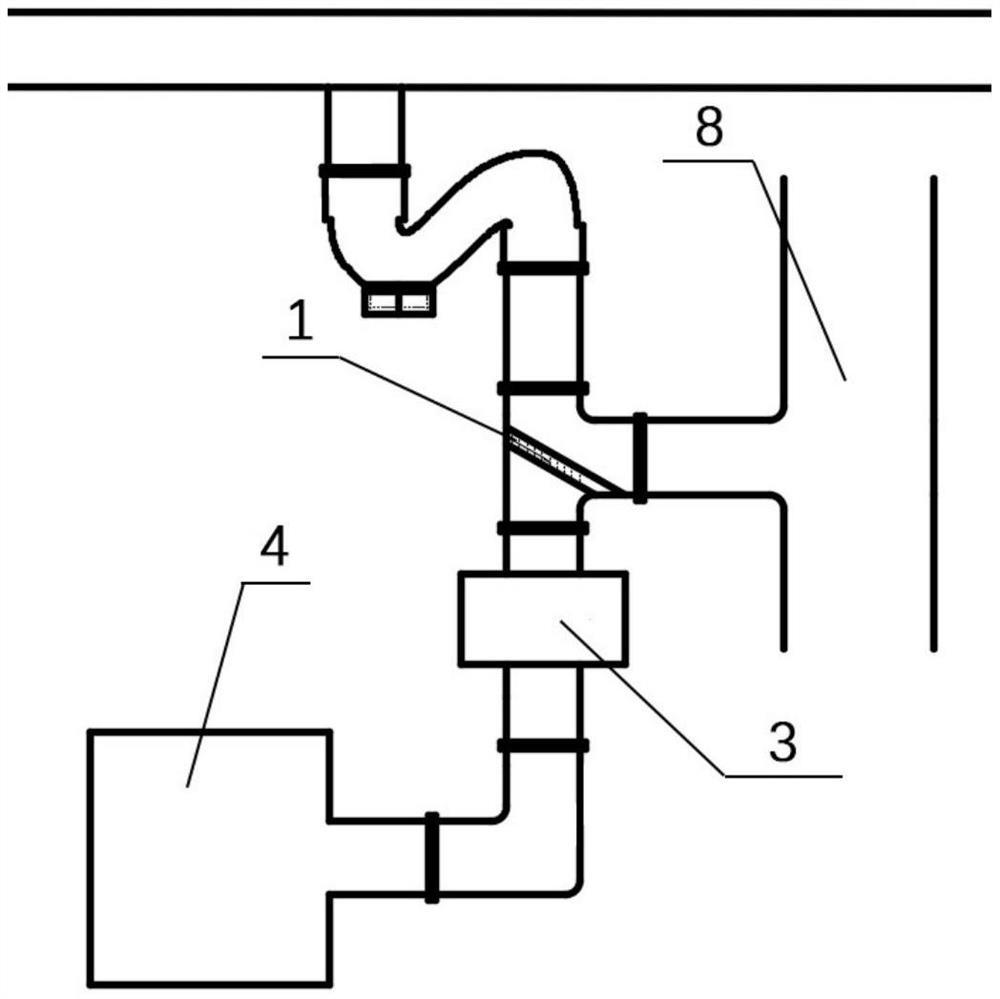
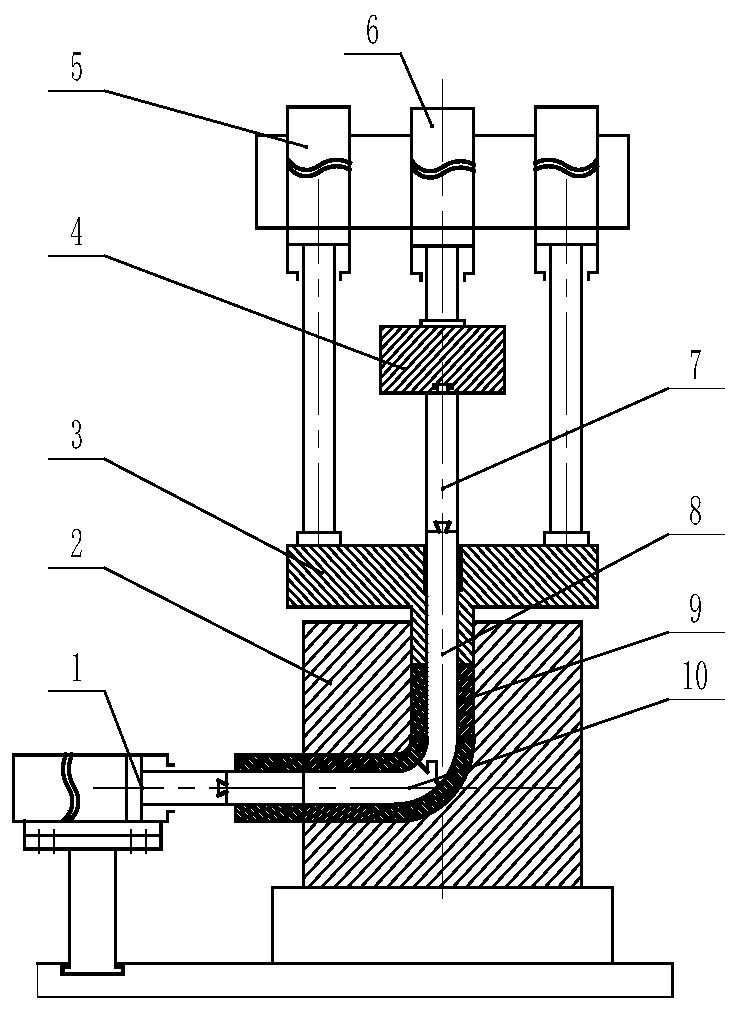
图1为用于说明实施方式中的孪晶材料制备装置的示意图;
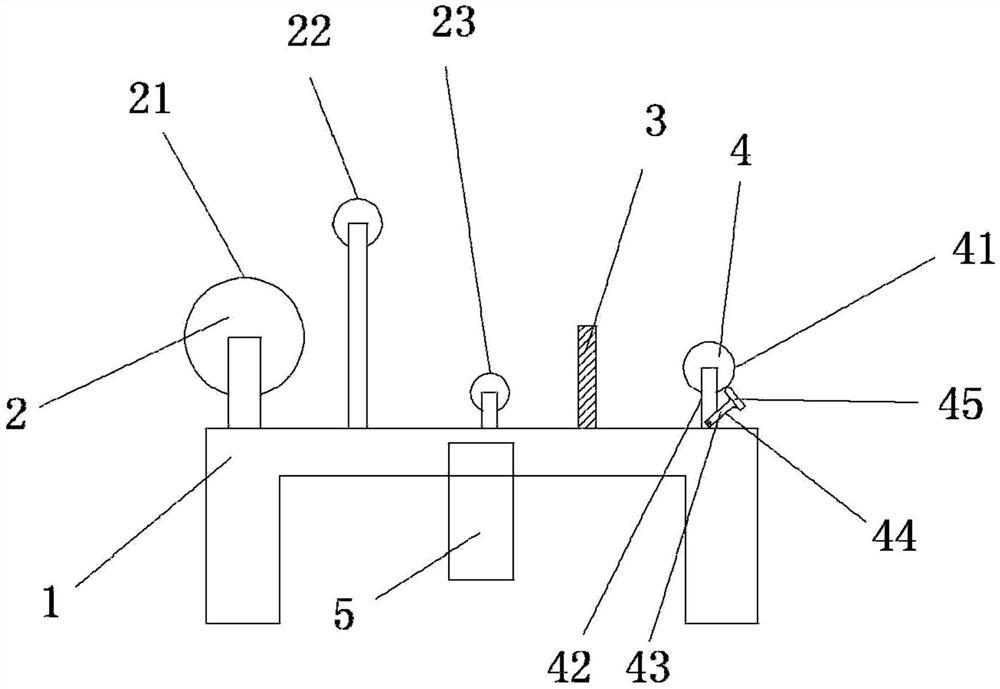
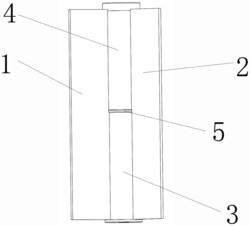
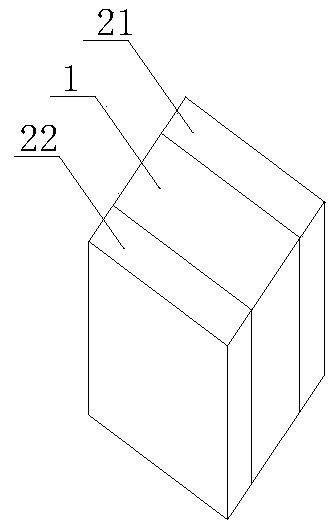
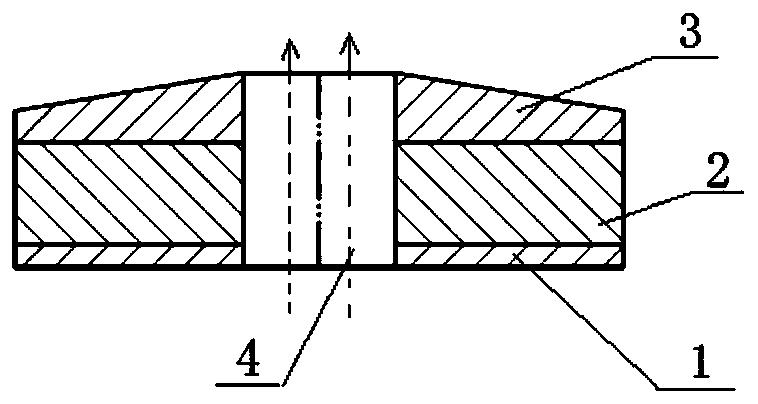
图2为用于说明实施方式中的孪晶材料制备装置的模具的示意图;
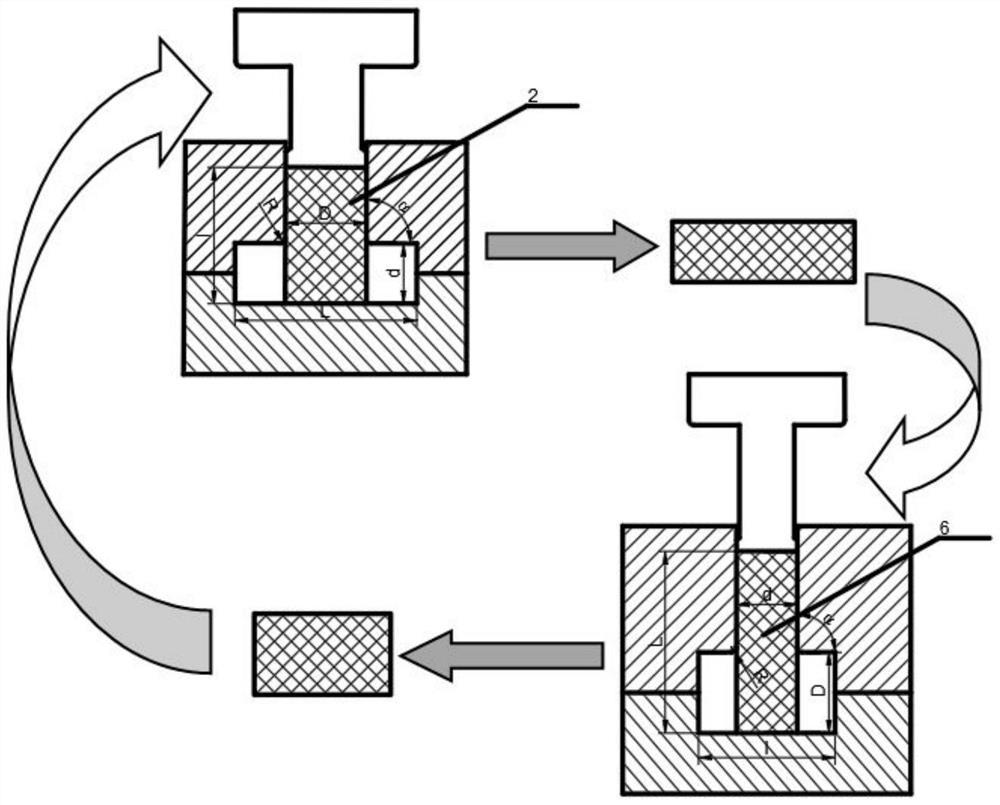
图3为用于说明采用本发明的细化晶粒的塑形变形方法使纯铜经高应变率变形后的组织图;
图4为用于说明采用本发明的细化晶粒的塑形变形方法得到的纯铜变形后的组织和孪晶金相图;
图中标记:炮管1、靶室2、子弹3、弹托310、空隙311、弹片320、密封圈330、模具4、通道410、冲杆腔411、样品腔412、挤压腔413、材料推动部件5、冲杆510、准直杆520、软回收装置6、样品100。
具体实施方式
下面结合附图对本发明进行清楚、完整的说明。本领域普通技术人员在基于这些说明的情况下将能够实现本发明。在结合附图对本发明进行说明前,需要特别指出的是:
本发明中在包括下述说明在内的各部分中所提供的技术方案和技术特征,在不冲突的情况下,这些技术方案和技术特征可以相互组合。
此外,下述说明中涉及到的本发明的实施例通常仅是本发明一分部的实施例,而不是全部的实施例。因此,基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都应当属于本发明保护的范围。
关于本发明中术语和单位。本发明的说明书和权利要求书及有关的部分中的术语“包括”以及它的任何变形,意图在于覆盖不排他的包含。
如图1和2,在本实施方中,采用本细化晶粒的塑形变形方法,对铜材料样品进行实验。
实验装置主要由冲击加装置和模具4部分组成,冲击装置采用的是一级轻气炮,加载方式采用轻气炮的优点在于子弹速度可调整、弹片320飞行平稳、实验数据重复性好、测量结果精度高,一级轻气炮子弹的发射速度为50m/s至1200m/s范围。
一级气炮主要有高压气室、炮管1、靶室2、回收舱、支座、子弹3及其它装置系统(如真空系统、注气系统、气阀等)组成。参照图2为模具4的示意图,该模具4内设置有通道410,该通道410为变截面通道,该通过可内置作为冲击中介物的材料推动部件5,材料推动部件5主要由冲杆510和准直杆520组成,即模具4上内置作为后杆的冲杆510和作为前杆的准直杆520,通道410由沿样品前进的方向依次包含用于放置后杆的冲杆腔411、用于放置样品100的样品腔412和用于挤压样品的挤压腔413。
冲杆510用于直接接受子弹3撞击,准直杆520用于与模具4的通道410挤压样品100材料,冲杆510的横截面面积大于准直杆520的横截面面积。
这里的轻气炮的子弹3包含作为基础的弹托310以及设置在子弹3后部上用于直接撞击材料样品100的弹片320;弹托310为一个铜圆柱体,所述弹片320是一个金属薄片,该金属薄片安装在弹托310圆柱体的端面上。所述圆柱体铜材料,金属薄片优选不锈钢。
上述的模具4的材料的选用:
硬度要求。一般情况下材料的硬度越高,韧性越差,所以这里的模具4的材料在满足韧性条件下尽量选用硬度较高的模具材料。强度要求。由于样品100在挤压过程中具有很强的应力,模具4的选择需要有足够的承载能力,防止在加载过程中模具4破坏。韧性要求。挤压过程中,模具4会受到很强的冲击、应力集中等,为了避免模具4开裂选择具有较好韧性的材料。耐压能力要求。根据实验的需求,对不同种类的材料进行挤压,当挤压的材料强度很高时,模具4里会有很强的轴向、侧向压力,为了保证模具4的型腔形状、尺寸保持不变,所需的模具材料要有很好的耐压能力。加工性能要求。模具4的设计通道410为变截面通道,要求通道410内壁光滑无裂纹,以减少样品100通过通道410时的摩擦阻力。
综合模具4的材料要求,由此优选的采用材料为12CrMo钢为模具材料,其具有不错的加工性能、强度、硬度,而且耐磨性好,具有很好的综合力学性能。上述的冲杆510采用高质硬质合金钢制作,准直杆520采用Q235钢。
如图1和2所示,实验中,开始向高压室充预定压力的气体,在气体和子弹3之间有一层铝膜,子弹3是主要由弹托310和弹片320组成的,弹片320后面留有空隙311,即弹拖310端面刘有一个空隙311作为一个槽,弹拖310端面上设置弹片320将空隙盖住。当气体的压力到达铝膜的破膜压力时,高压气体驱动子弹3在炮管1里加速运动,为了提高子弹3的速度,弹托310可用较轻的材料,而为了消除空气对高速飞行的子弹3的阻碍,炮管1和靶室2都抽成真空,为了防止高压气体向炮管1中漏气,在圆柱形的子弹3外套上排列的密封圈330,这样既保证子弹3在炮管1中飞行不漏气,又能保证子弹3在炮管1中处于中心位置。当子弹3到达炮管1另一端时,子弹3的速度以几百米每秒的速度撞击冲杆510,接着冲杆510撞击准直杆520,最后准直杆520撞击样品100。测量子弹3撞击样品100的速度可通过激光挡光技术来实现,测量弹片320撞击样品100的速度误差在1%左右。在样品100后面还装有软回收装置6,用来缓冲高速飞行的样品100,以防止后续的塑性变形样品100是粘附在软回收装置6上,样品100经高速冲击后,沿着模具4的通道410产生高应变率剧烈塑性变形,接着由软回收装置6回收。软回收装置6可以是设置的泡沫挡墙,也可以是设置的多层的拦截装置,如在第一层设置泡沫,第二层设置多个内部填充封泥的圆筒。
实施例一:
将轧制成型的纯铜板材沿ND切成直径为8mm、长度为12-14mm之间的圆柱棒材,表面涂抹MoS2润滑剂后放置于模具4初始的样品100槽内,然后再将材料推动部件5的前部即准直杆520和后部即冲杆510安装于模具4上,使材料推动部件5前部和后部插入模具4的通道410内;使用氮气或氩气(7-10MPa)对子弹3加速,经磁测速装置测得炮口弹丸出速为230m/s,在冲击过程中若充入气压太小(低于7MPa),则不能使样品100完全挤出模具4的变截面型通道,若充入的气压过高(高于10MPa),则由于冲击的动能过大,充入合适的气压后,冲杆510经子弹3撞击后高速挤压纯铜样品100,纯铜在经过变截面通道时发生动态剧烈塑性变形,最后经软回收装置6得到变形后的样品100。通过测速可以知道需要采用多大的速度可以将样品完全推出,同时速度越大,应变率越大,为实验提供有价值的参考。
取出经过变截面变形的样品100,进行电子背散射衍射(EBSD)表征,参照图3,上图为变形前,下图为变形后。上述方法在用纯铜材料经过模具4的高应变率剧烈塑性变形后,材料内部组织发生剧烈变化,由图3可以看出变形前后,组织变化明显,变形后晶粒明显细化,产生细晶强化,可有效提高纯铜材料的性能;此外由图4(下图为用白圈圈出的部分孪晶的图)可以看出,变形过程中产生了许多孪晶,本方法相较于传统的ECAP方法的低应变率进行塑性变形,对材料的内部组织性能的影响完全不同,本方法这样的高应变率下进行塑形变形,能使样品100产生更多的孪晶。
实施例二:
将轧制成型的纯镍板材沿ND切成直径为8mm、长度为12-14mm之间的圆柱棒材,表面涂抹MoS2润滑剂后放置于模具4初始圆柱的通道410中,然后再将准直杆520和冲杆510安装于模具4上,使材料推动部件5插入通道410;使用氮气或氩气(7-10MPa)对子弹3加速,经磁测速装置测得炮口弹丸出速为190m/s,在冲击过程中若充入气压太小,则不能使样品100完全挤出模具4的变截面型通道,若充入的气压过高,则由于冲击的动能过大,充入合适的气压后,材料推动部件5冲杆510经子弹3撞击后高速挤压纯镍样品100,纯镍在经过变截面通道时发生动态剧烈塑性变形,最后经软回收装置6得到变形后的样品100。
上述方法在用纯镍材料经过模具4的高应变率剧烈塑性变形后,材料内部组织发生剧烈变化,晶粒明显细化,产生许多孪晶。
实施例三:
将轧制成型的纯铝板材沿ND切成直径为8mm、长度为12-14mm之间的圆柱棒材,表面涂抹MoS2润滑剂后放置于模具4的通道410中,然后再将准直杆520和冲杆510安装于模具4上,使材料推动部件5的前部和后部插入通道410;使用氮气或氩气(7-10MPa)对子弹3加速,经磁测速装置测得炮口弹丸出速为190m/s,在冲击过程中若充入气压太小,则不能使样品100完全挤出模具4的变截面型通道410,若充入的气压过高,则由于冲击的动能过大,充入合适的气压后,材料推动部件5的冲杆510经子弹3撞击后高速挤压纯铝样品100,纯铝在经过变截面通道时发生动态剧烈塑性变形,最后经软回收装置6得到变形后的样品100。
上述方法在用纯铝材料经过模具4的高应变率剧烈塑性变形后,材料内部组织发生剧烈变化,晶粒明显细化,产生许多孪晶。
以上对本发明的有关内容进行了说明。本领域普通技术人员在基于这些说明的情况下将能够实现本发明。基于本发明的上述内容,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都应当属于本发明保护的范围。
细化晶粒的塑形变形方法及孪晶材料制备装置专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。















动态评分
0.0