








专利摘要
本实用新型公开了一种用于纺纱钢丝圈成型机床的成型装置,包括立式设置的成型面板,按照钢丝圈扁丝的走料路线,在成型面板正面依次安装有校平机构、冲孔机构、送丝机构、送丝压板组件、成型机构,在成型面板背面安装有退料机构,退料机构与成型机构沿成型面板两面对应;校平机构的结构是,包括安装在成型面板上的校平安装座,校平安装座通过两组长条型安装槽固定在成型面板上;在校平安装座的进料端平行安装有上下两排校平轮;在校平安装座的出料端同一水平面相对安装有两组导向轮。本实用新型的装置,通用性强,可以适应多种型号的加工。
权利要求
1.一种用于纺纱钢丝圈成型机床的成型装置,其特征在于:包括送丝压板组件、成型机构和退料机构三部分,送丝压板组件、成型机构均安装在立式设置的成型面板(1)正面,退料机构安装在立式设置的成型面板(1)背面,
所述的送丝压板组件的结构是,包括固定在成型面板(1)上的送丝压板安装座(2-22),送丝压板安装座(2-22)上表面固定安装有送丝下压板组(2-23),送丝下压板组(2-23)上表面沿走料方向开有走料槽,送丝下压板组(2-23)上方间隔设置有送丝上压板组(2-24)。
2.根据权利要求1所述的用于纺纱钢丝圈成型机床的成型装置,其特征在于:所述的成型机构的结构是,包括芯模(2-15),围绕芯模(2-15)分别设置有弯曲刀(2-16)和切断刀(2-14)、右顶刀(2-13)、左顶刀(2-12)、限位块(2-6);
限位块(2-6)的后端面嵌有传感器,限位块(2-6)套装在限位块槽型滑台(2-5)中,限位块(2-6)的后端面与送丝压板组件的出料端沿芯模(2-15)前后对称,并且限位块槽型滑台(2-5)、限位块(2-6)、芯模(2-15)三者的中心线水平对直;
弯曲刀(2-16)和切断刀(2-14)均固定在双刀座(2-11)上,双刀座(2-11)与切断刀-弯曲刀伺服电动缸(2-7)传动连接,切断刀-弯曲刀伺服电动缸(2-7)安装在切断刀-弯曲刀伺服电动缸电控旋转台(2-8)上;右顶刀(2-13)固定安装在右顶刀刀座(2-10)上,右顶刀刀座(2-10)与右顶刀伺服电动缸(2-3)传动连接,右顶刀伺服电动缸(2-3)安装在右顶刀伺服电动缸电控旋转台(2-4)中;左顶刀(2-12)安装在左顶刀刀座(2-9) 上,左顶刀刀座(2-9)与左顶刀伺服电动缸(2-1)传动连接,左顶刀伺服电动缸(2-1)安装在左顶刀伺服电动缸电控旋转台(2-2)上;
上述的芯模(2-15)、切断刀-弯曲刀伺服电动缸电控旋转台(2-8)、右顶刀伺服电动缸电控旋转台(2-4)、左顶刀伺服电动缸电控旋转台(2-2)、限位块槽型滑台(2-5)均固定安装在成型面板(1)的正面。
3.根据权利要求2所述的用于纺纱钢丝圈成型机床的成型装置,其特征在于:所述的左顶刀(2-12)面对芯模(2-15)的内端面设置为左顶刀弧形槽(2-121),右顶刀(2-13)面对芯模(2-15)的内端面设置为右顶刀弧形槽(2-131)。
4.根据权利要求1所述的用于纺纱钢丝圈成型机床的成型装置,其特征在于:所述的退料机构的结构是,包括固定在成型面板(1)背面的退料伺服电动缸安装座(2-17),退料伺服电动缸安装座(2-17)上安装有退料伺服电动缸(2-18),退料伺服电动缸(2-18)活塞杆通过联轴器(2-19)与退料杆(2-20)传动连接,退料杆(2-20)穿过成型面板(1),在退料杆(2-20)端头安装有退料顶针(2-21)。
5.根据权利要求4所述的用于纺纱钢丝圈成型机床的成型装置,其特征在于:所述的退料杆(2-20)选用圆柱形棒料,与成型面板(1)相交部分封装在直线轴承中。
6.根据权利要求1所述的用于纺纱钢丝圈成型机床的成型装置,其特征在于:还包括计算机可编程的自动化的总控制器、人机交互面板、接线端子板、以及伺服电动机驱动器,通过总控制器利用人机交互面板、接线端子板、以及伺服电动机驱动器与送丝压板组件、成型机构和退料机构中的执行部件控制连接。
说明书
技术领域
本实用新型属于纺织机械技术领域,涉及一种用于纺纱钢丝圈成型机床的成型装置。
背景技术
传统钢丝圈成型机床采用竖式、紧凑型的成型传动模式,包括放料机构、校平机构、送丝机构、冲孔机构、成型及退料机构。公知的钢丝圈成型机床的相关文献包括:1)文章《新型钢丝圈成型机的设计》(纺织器材[J],2016,43(03):14-17);2)专利申请号201610075901.6《一种用于纺纱钢丝圈的高精密数控成型机床》(公开号:CN105537471A,公开日:2016-05-04);3)专利申请号201520458647.9《一种纺织行业用钢丝圈成型装置》(公开号:CN204803473U,公开日:2015-11-25)。
以上文献主要是涉及纺纱钢丝圈在加工过程中提高精度及提高产品稳定性方面,存在通用性较差,所加工的钢丝圈种类较为单一,若换型号加工则存在设备调试难度较大的情况,没有涉及针对多型号钢丝圈实现多样式多模式成型的结构方案。
实用新型内容
本实用新型的目的是提供一种用于纺纱钢丝圈成型机床的成型装置,解决了现有技术中的成型机床,通用性不强,难以适合多型号钢丝圈成型加工的问题。
本实用新型所采用的技术方案是,一种用于纺纱钢丝圈成型机床的成型装置,包括送丝压板组件、成型机构和退料机构三部分,送丝压板组件、成型机构均安装在立式设置的成型面板正面,退料机构安装在立式设置的成型面板背面,
所述的送丝压板组件的结构是,包括固定在成型面板上的送丝压板安装座,送丝压板安装座上表面固定安装有送丝下压板组,送丝下压板组上表面沿走料方向开有走料槽,送丝下压板组上方间隔设置有送丝上压板组。
本实用新型的用于纺纱钢丝圈成型机床的成型装置,其特征还在于:
所述的成型机构的结构是,包括芯模,围绕芯模分别设置有弯曲刀和切断刀、右顶刀、左顶刀、限位块,
限位块的后端面嵌有传感器,限位块套装在限位块槽型滑台中,限位块的后端面与送丝压板组件的出料端沿芯模前后对称,并且该三者的中心线水平对直;
弯曲刀和切断刀均固定在双刀座上,双刀座与切断刀-弯曲刀伺服电动缸传动连接,切断刀-弯曲刀伺服电动缸安装在切断刀-弯曲刀伺服电动缸电控旋转台上;
右顶刀固定安装在右顶刀刀座上,右顶刀刀座与右顶刀伺服电动缸传动连接,右顶刀伺服电动缸安装在右顶刀伺服电动缸电控旋转台中;
左顶刀安装在左顶刀刀座上,左顶刀刀座与左顶刀伺服电动缸传动连接,左顶刀伺服电动缸安装在左顶刀伺服电动缸电控旋转台上;
上述的芯模、切断刀-弯曲刀伺服电动缸电控旋转台、右顶刀伺服电动缸电控旋转台、左顶刀伺服电动缸电控旋转台、限位块槽型滑台均固定安装在成型面板的正面。
所述的左顶刀面对芯模的内端面设置为左顶刀弧形槽,右顶刀面对芯模的内端面设置为右顶刀弧形槽。
所述的退料机构的结构是,包括固定在成型面板背面的退料伺服电动缸安装座,退料伺服电动缸安装座上安装有退料伺服电动缸,退料伺服电动缸活塞杆通过联轴器与退料杆传动连接,退料杆穿过成型面板,在退料杆端头安装有退料顶针。
所述的退料杆选用圆柱形棒料,与成型面板相交部分封装在直线轴承中。
还包括计算机可编程的自动化的总控制器、人机交互面板、接线端子板、以及伺服电动机驱动器,通过总控制器利用人机交互面板、接线端子板、以及伺服电动机驱动器与上述各个执行部件控制连接。
本实用新型的有益效果,包括以下方面:
1)本实用新型采用伺服电动缸结合电控旋转台配合操作提高钢丝圈成型机床的设备柔性,成型机构的各个工位模块化组合,降低作业难度,可根据生产需要进行组装,可适用多型号钢丝圈的加工,实现单台设备的多型号加工,提高设备使用率,降低企业成本。
2)本实用新型通过三工位成型,将切断刀与弯曲刀组成组合刀具,在单个工位实现了切断、压紧与弯曲,结构简单,设计合理,制造成本低,能够保证加工精度。
附图说明
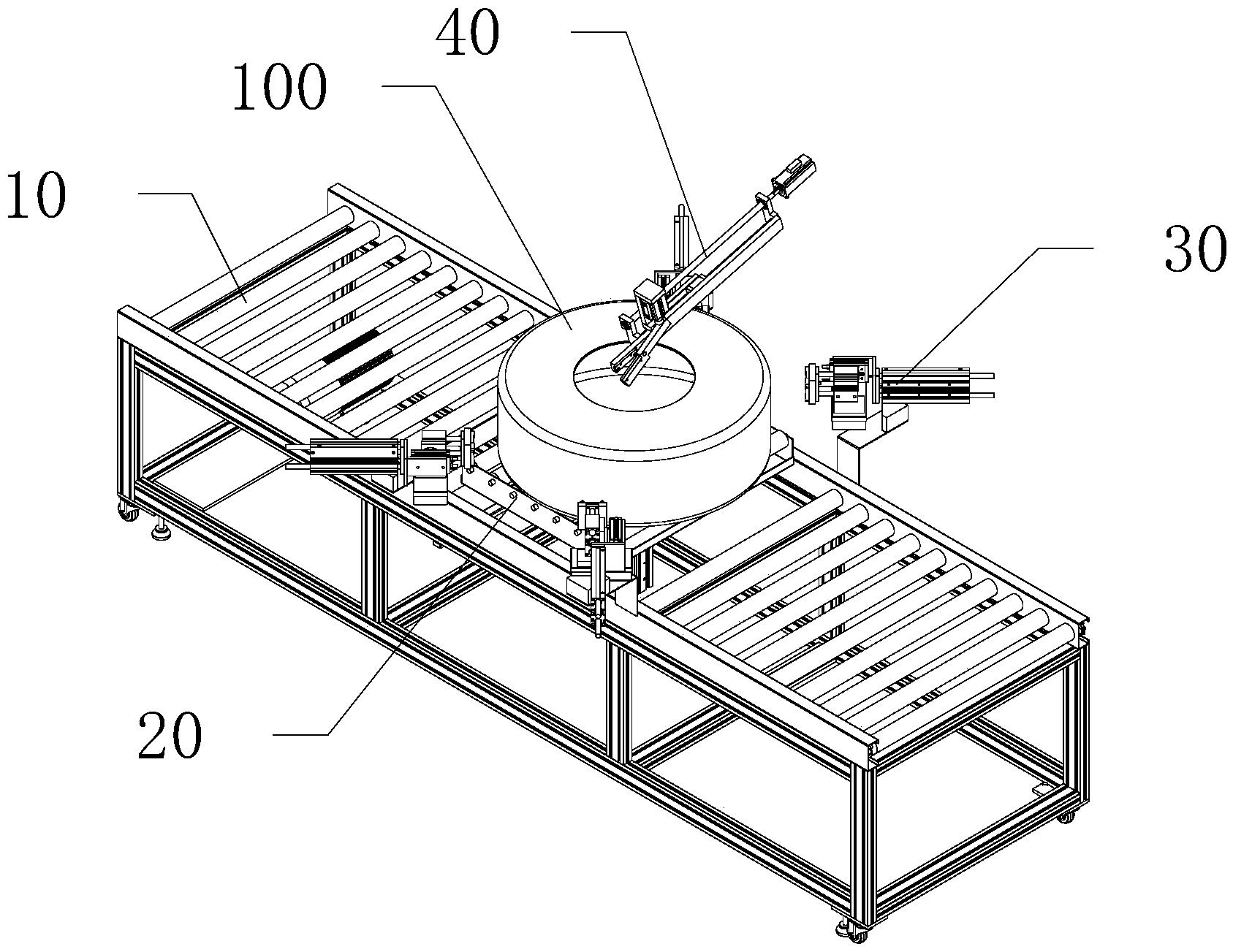
图1是本实用新型在成型面板1正面的安装结构示意图;
图2是本实用新型中的送丝压板组的结构爆炸图;
图3a是本实用新型中的成型机构的局部结构放大图;图3b是本实用新型中的芯模2-15周围的局部结构放大图;
图4是本实用新型的切断刀2-14及弯曲刀2-16实施例连接状态示意图;
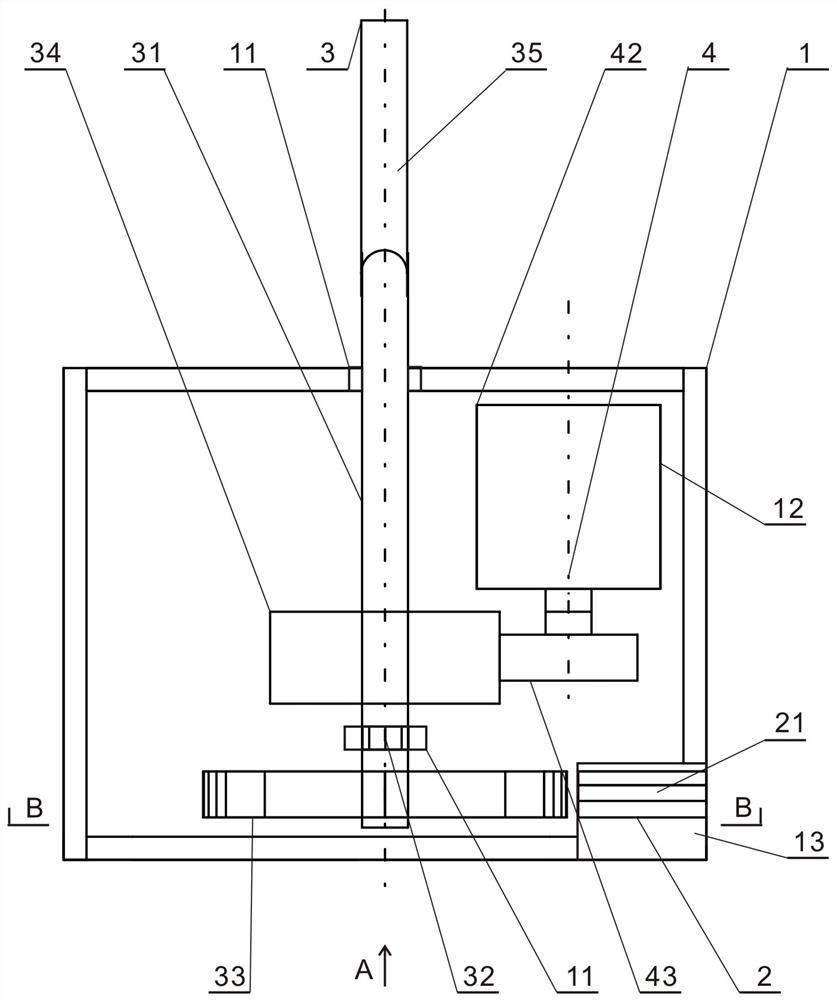
图5是本实用新型中的退料机构的结构示意图。
图中,1.成型面板,2-1.左顶刀伺服电动缸,2-2.左顶刀伺服电动缸电控旋转台,2-3.右顶刀伺服电动缸,2-4.右顶刀伺服电动缸电控旋转台,2-5.限位块槽型滑台,2-6.限位块,2-7.切断刀-弯曲刀伺服电动缸,2-8.切断刀-弯曲刀伺服电动缸电控旋转台,2-9.左顶刀刀座,2-10.右顶刀刀座,2-11.双刀座,2-12.左顶刀,2-121.左顶刀弧形槽,2-13.右顶刀,2-131.右顶刀弧形槽,2-14.切断刀,2-15.芯模,2-16.弯曲刀,2-161.弯曲刀弯曲槽,2-162.弯曲刀U型槽,2-17.退料伺服电动缸安装座,2-18.退料伺服电动缸,2-19.联轴器,2-20.退料杆,2-21.退料顶针,2-22.送丝压板安装座,2-23.送丝下压板组,2-24.送丝上压板组。
具体实施方式
下面结合附图和具体实施方式对本实用新型进行详细说明。
参照图1,本实用新型的成型装置,包括送丝压板组件、成型机构和退料机构三部分,送丝压板组件、成型机构均安装在立式设置的成型面板1正面,退料机构安装在立式设置的成型面板1背面,
参照图2,送丝压板组件设置在进料位置,送丝压板组件的结构是,包括固定在成型面板1上的送丝压板安装座2-22,送丝压板安装座2-22上表面固定安装有送丝下压板组2-23,送丝下压板组2-23上表面沿走料方向开有走料槽,以便于钢丝圈扁丝的顺利通过;送丝下压板组2-23上方间隔设置有送丝上压板组2-24,送丝下压板组2-23与送丝上压板组2-24之间通过定位销固定连接;实施例中,送丝下压板组2-23、送丝上压板组2-24分别由四块压板前后依次衔接组成。
参照图3a、图3b、图4,送丝压板组件的出料端对接有成型机构,包括芯模2-15,围绕芯模2-15分别设置有弯曲刀2-16和切断刀2-14、右顶刀2-13、左顶刀2-12、限位块2-6,限位块2-6套装在限位块槽型滑台2-5中,限位块2-6的后端面(即图3a中的右端面)与送丝压板组件的出料端沿芯模2-15前后对称,并且该三者的中心线水平对直;弯曲刀2-16和切断刀2-14均固定在双刀座2-11上,双刀座2-11与切断刀-弯曲刀伺服电动缸2-7传动连接,切断刀-弯曲刀伺服电动缸2-7安装在切断刀-弯曲刀伺服电动缸电控旋转台2-8上;右顶刀2-13固定安装在右顶刀刀座2-10上,右顶刀刀座2-10与右顶刀伺服电动缸2-3传动连接,右顶刀伺服电动缸2-3安装在右顶刀伺服电动缸电控旋转台2-4中;左顶刀2-12安装在左顶刀刀座2-9上,左顶刀刀座2-9与左顶刀伺服电动缸2-1传动连接,左顶刀伺服电动缸2-1安装在左顶刀伺服电动缸电控旋转台2-2上;上述的芯模2-15、切断刀-弯曲刀伺服电动缸电控旋转台2-8、右顶刀伺服电动缸电控旋转台2-4、左顶刀伺服电动缸电控旋转台2-2、限位块槽型滑台2-5均固定安装在成型面板1的正面;
参照图3b,左顶刀2-12面对芯模2-15的内端面设置为左顶刀弧形槽2-121,右顶刀2-13面对芯模2-15的内端面设置为右顶刀弧形槽2-131;
限位块2-6的后端面嵌有传感器,钢丝圈扁丝从送丝下压板组2-23、送丝上压板组2-24之间前出后,从芯模2-15上面通过向前触碰到限位块2-6后端面的传感器时,各个伺服电动缸立即上电工作,若在开机之后在预定时间内传感器未有触发信号,则主控制器启动报警,各个伺服电动缸急停,提高了该成型机床的应急自动化程度;
参照图4,是弯曲刀2-16与切断刀2-14的一种设置结构,弯曲刀2-16与切断刀2-14为并排设置,切断刀2-14和弯曲刀2-16通过焊接或其他连接方式共同组成切断-弯曲组合刀,弯曲刀2-16的上端刀刃面与切断刀2-14的上端刀刃面高度一致,弯曲刀2-16的上表面与切断刀2-14上表面沿走料方向开有贯通的弯曲刀弯曲槽2-161,弯曲刀2-16的上表面沿走料的横向单独开有弯曲刀U型槽2-162。
上述各个成型刀具采用结构嵌入+点焊的方式固定在各自刀具安装座上,该方式结构简单且容易装卸。
参照图5,退料机构的结构是,包括固定在成型面板1背面的退料伺服电动缸安装座2-17,退料伺服电动缸安装座2-17上安装有退料伺服电动缸2-18,退料伺服电动缸2-18活塞杆通过联轴器2-19与退料杆2-20传动连接,退料杆2-20穿过成型面板1,在退料杆2-20端头采用嵌入方式安装有退料顶针2-21。退料杆2-20选用圆柱形棒料,与成型面板1相交部分封装在直线轴承中以降低摩擦;退料伺服电动缸2-18配置有前后微调组件,可以在退料伺服电动缸安装座2-17的安装面上调节前后位置,实现退料顶针2-21与芯模2-15合适的间隔,既不影响成型又不影响成型后的成品退料。
本实用新型成型机床的控制部件还包括计算机可编程的自动化的总控制器、人机交互面板、接线端子板、以及伺服电动机驱动器,通过总控制器利用人机交互面板、接线端子板、以及伺服电动机驱动器与上述各个执行部件控制连接,按照预先编制的控制程序,协调一致完成钢丝圈扁丝的成型操作步骤。
本实用新型的工作过程,按照以下步骤实施:
钢丝圈扁丝在加工前,需要预先根据钢丝圈型号加工要求选配成型机床的各个部件型号规格,将左顶刀伺服电动缸2-1、右顶刀伺服电动缸2-3、切断刀-弯曲刀伺服电动缸2-7、退料伺服电动缸2-18调整回零,对应更换左顶刀2-12、右顶刀2-13、切断刀2-14、芯模2-15、弯曲刀2-16、送丝下压板组2-23、送丝上压板组2-24;通过点动控制调整左顶刀伺服电动缸电控旋转台2-2、右顶刀伺服电动缸电控旋转台2-4、切断刀-弯曲刀伺服电动缸电控旋转台2-8至合适位置,通过手动调节冲孔伺服电动缸槽型滑台4-2、限位块槽型滑台2-5与限位块2-6至合适位置,至此,完成钢丝圈加工前的预备工作,然后进行以下实际操作步骤:
钢丝圈扁丝的整个进给由送丝设备输送进入送丝压板组件中,送丝下压板组2-23、送丝上压板组2-24分别由四块压板组成,上下两两相对的压板之间通过定位销连接,再通过螺钉紧定的方式卡在送丝压板安装座2-22中,钢丝圈扁丝从送丝下压板组2-23中的走料槽顺利通过;
送丝压板组件出口对接有成型机构2,成型机构2以芯模2-15的位置为基准,限位块2-6与送丝压板组件沿芯模2-15前后对称布置,当钢丝圈扁丝触碰到嵌在限位块2-6右端面的传感器时,切断刀-弯曲刀伺服电动缸2-7首先工作,弯曲刀U型槽2-162将钢丝圈扁丝环抱住并继续向上运动切断刀2-14同时完成切断,此时,切断的部分搭在芯模2-15上;之后切断刀2-14与弯曲刀2-16组成的切断-弯曲组合刀具继续向上运动,在弯曲刀弯曲槽2-161的作用下,钢丝圈扁丝被弯曲成U型;随后,左顶刀伺服电动缸2-1、右顶刀伺服电动缸2-3同时启动,分别驱动左顶刀2-12和右顶刀2-13沿着预定角度斜向下运动,左顶刀弧形槽2-121和右顶刀弧形槽2-131触及到U型钢丝圈扁丝后继续挤压直至弯曲成型,得到完整成型的钢丝圈扁丝成品;
然后,退料机构动作,退料顶针2-21将芯模2-15上的钢丝圈扁丝成品顶出,掉落到收集箱中。
一种用于纺纱钢丝圈成型机床的成型装置专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。



















动态评分
0.0