

IPC分类号 : C22C23/06I,B22D27/11I,B22D21/00I,B22D17/02I





专利摘要
本发明公开了一种硼稀土镁合金及其热室压铸及时挤铸补缩随后挤压增强连续生产方法,该硼稀土镁合金中各化学成分及质量分数为:硼:0.1~2wt.%;铈:2~3.5wt.%;镧:1~2wt.%;钕:0.1~1.5wt.%;镨:0.2~1wt.%;余量为镁。该硼稀土镁合金具有良好的力学性能。本发明同时公开了该硼稀土镁合金的生产方法,该方法能够实现镁合金—压铸—挤铸—挤压—清渣一体化的生产理念及热室压铸及时挤铸补缩随后挤压增强的连续生产,提高了镁合金的力学性能,扩大镁合金的应用。
权利要求
1.一种硼稀土镁合金的热室压铸-挤铸-挤压连续生产方法,其特征在于,该方法包括如下步骤:
步骤一:将硼稀土镁合金中各化学成分在T1温度下一起预热,预热时间为t1,然后放入带有六氟化硫和氮气的熔炉中加热到全部熔化;全部熔化的硼稀土镁合金液体在温度T2下搅拌混合均匀,搅拌时间为t2,去除表面浮渣,静置后待用,静置时间为t3;
步骤二:将热室压铸机的动模镶块和定模镶块预热到温度T3,喷涂料,启动热室压铸机的同轴线两缸双向叠加运动液压缸,所述的同轴线两缸双向叠加运动液压缸包括相连接的大缸和小缸,大缸具有活塞空心轴,小缸具有活塞轴,活塞轴和活塞空心轴同轴线设置,大缸的活塞空心轴带动热室压铸机的双滑块机构及热压挤铸挤压顶出结构,完成模具锁合;
步骤三:将温度为T4的硼稀土镁合金熔液,在压力为P1的压射力下,以u1的射速将硼稀土镁合金熔液铸入模具型腔;当模具型腔中硼稀土镁合金未凝固时,启动同轴线两缸双向叠加运动液压缸,小缸的活塞轴驱动模具型腔的中心推杆和周边推杆以u2的速度,及时挤铸补缩;补缩完成后,然后小缸的活塞轴改为u3的速度继续推进,当增压到P2时,保压t4完成挤压增强;
步骤四:小缸的活塞轴退回原位,回复模具锁合时状态;启动同轴线两缸双向叠加运动液压缸,大缸的活塞空心轴带动双滑块机构及热压挤铸挤压顶出结构退回,模具完全打开;然后启动同轴线两缸双向叠加运动液压缸,小缸的活塞轴驱动推杆将靠挂在动模上的铸件顶出,取出铸件完成一次加工任务;
步骤五:在向熔炉中添加3~5次原料后,在熔炉底部会形成沉积渣,启动清渣机构进行排渣,实现连续生产;
所述硼稀土镁合金中各化学成分及质量分数为:硼:0.1~2wt.%;铈:2~3.5wt.%;镧:1~2wt.%;钕:0.1~1.5wt.%;镨:0.2~1wt.%;余量为镁。
2.根据权利要求1所述的硼稀土镁合金的热室压铸-挤铸-挤压连续生产方法,其特征在于:所述步骤一中,所述温度T1为150℃~200℃,预热时间t1为30min;所述温度T2为750℃,搅拌时间t2为5min,静置时间t3为10min。
3.根据权利要求1所述的硼稀土镁合金的热室压铸-挤铸-挤压连续生产方法,其特征在于:所述步骤二中,所述温度T3为200℃~300℃。
4.根据权利要求1所述的硼稀土镁合金的热室压铸-挤铸-挤压连续生产方法,其特征在于:所述步骤三中,所述温度T4为680℃,压力P1为18~24MPa,u1为6m/s,u2为5mm/s,补缩量按3%体收缩率计算,u3为0.1mm/s,P2为70MPa~110MPa,保压时间t4为15~20s。
说明书
技术领域
本发明涉及金属材料及其制备方法,具体是指一种硼稀土镁合金及其热室压铸及时挤铸补缩随后挤压增强连续生产方法。
背景技术
制备出高性能低成本的优质镁合金产品是我们梦寐以求的工作。因为镁合金具有密度小、质量轻、比强度高、机加工性能好等优点,已广泛应用于航天航空、电子产品及汽车轻量化领域。当前镁合金液态成形的方法主要采用低压铸造、常规压铸、真空压铸和热室压铸。
常规压铸,铸件表面出现气孔,内部常有气孔和缩松;由于气孔和缩松的存在,铸件难以进行后续热处理工艺,出现了压铸铸件的力学性能达不到进一步提高的困惑,限制了压铸件在大型复杂受力零件和重要零部件上的应用。
低压铸造,铸件表面气孔少,内部气孔和缩松也比较少,组织比较致密,金属液利用率最高,低压铸造铸件可以进行后续热处理工艺,也可以应用在较大型复杂受力零件和较重要零部件上;但是,铸件的力学性能不会比常规压铸件和真空压铸件的力学性能高;最不令人满意的是低压铸造的生产效率低,远远低于常规压铸和真空压铸。
真空压铸,是在常规压铸方法的基础上将型腔中的气体抽出,金属液在型腔真空状态下充填型腔,因而卷入的气体少,铸件的力学性能得到了提高;真空压铸和常规压铸方法一样,操作方便,不降低生产效率;真空压铸虽然表现出强大的生命力,应用也愈来愈广泛,但是其方法方面的研究尚不成熟,在进一步减少零件表面气孔,零件内部缩松和夹渣还有待提高,以及进一步提高零件的力学性能方面。
热室压铸,该方法的优点很多,特别是生产效率要比上述液态成形的方法高,在生产实践中已经得到了越来越多的应用。但是热室压铸的方法还存在着一些问题:一是,热室压铸型腔中的气体不容易抽空,因为模具型腔和射嘴相连通,在型腔抽真空时出现负压,所以射嘴处的金属液体将会带入型腔,带入型腔的金属液体提前凝固,造成阻碍,降低了后续金属液体的流动性;二是,模具型腔中的空气若不抽空,铸件表面会出现皮下气孔;三是,没有解决好金属收缩的关键技术(在金属液体被压铸到型腔后,金属要经历三个阶段的收缩过程,这三个收缩过程是使铸件产生缩孔、缩松、变形和开裂等缺陷的主要原因);四是,封闭式熔炉底部没有清理沉积渣装置,在生产中往往会将沉积渣射入型腔形成夹渣缺陷,如要清理沉积渣,必须停机停产,待熔炉完全冷却后人工清理,费时费力,不能连续生产。
热压挤铸挤压连产法,是在热室压铸的基础上开发出来的新方法。热室压铸及时挤铸补缩随后挤压增强连续生产的方法,能够解决热室压铸存在的技术缺陷。该技术只需对热室压铸机加以改造就可实现。热压挤铸挤压连产法,操作方便,综合生产效率高,其压铸件的气孔及夹渣极少,力学性能更高。由于硼稀土镁合金的热室压铸及时挤铸补缩随后挤压增强连续生产技术研究还不完全成熟,所以申请本发明。
发明内容
本发明的目的之一是提供一种硼稀土镁合金,该硼稀土镁合金具有良好的力学性能。
本发明的这一目的通过如下的技术方案来实现的:一种硼稀土镁合金,其特征是在于:所述硼稀土镁合金中各化学成分及质量分数为:硼:0.1~2wt.%;铈:2~3.5wt.%;镧:1~2wt.%;钕:0.1~1.5wt.%;镨:0.2~1wt.%;余量为镁。
本发明的硼稀土镁合金,所得试样室温时的机械性能是:抗拉强度UTS:368~380MPa,屈服强度YS:210~226MPa,延伸率δ:9~12%。
本发明的目的之二是提供上述硼稀土镁合金的热室压铸及时挤铸补缩随后挤压增强连续生产方法。
本发明的这一目的通过如下的技术方案来实现的:上述硼稀土镁合金的热室压铸及时挤铸补缩随后挤压增强连续生产方法,其特征在于,该方法包括如下步骤:
步骤一:将权利要求1中所述的硼稀土镁合金中各化学成分在T1温度下一起预热,预热时间为t1,然后放入带有六氟化硫和氮气的熔炉中加热到全部熔化;全部熔化的硼稀土镁合金液体在温度T2下搅拌混合均匀,搅拌时间为t2,,去除表面浮渣,静置后待用,静置时间为t3;
步骤二:将热室压铸机的动模镶块和定模镶块预热到温度T3,,喷涂料,启动热室压铸机的同轴线两缸双向叠加运动液压缸,所述的同轴线两缸双向叠加运动液压缸包括相连接的大缸和小缸,大缸具有活塞空心轴,小缸具有活塞轴,活塞轴和活塞空心轴同轴线设置,大缸的活塞空心轴带动热室压铸机的双滑块机构及热压挤铸挤压顶出结构,完成模具锁合;
步骤三:将温度为T4的硼稀土镁合金熔液,在压力为P1的压射力下,以u1的射速将硼稀土镁合金熔液铸入模具型腔;当模具型腔中硼稀土镁合金未凝固时,启动同轴线两缸双向叠加运动液压缸,小缸的活塞轴驱动模具型腔的中心推杆和周边推杆以u2的速度,及时挤铸补缩;补缩完成后,然后小缸的活塞轴改为u3的速度继续推进,当增压到P2时,保压t4完成挤压增强;
步骤四:小缸的活塞轴退回原位,回复模具锁合时状态;启动同轴线两缸双向叠加运动液压缸,大缸的活塞空心轴带动双滑块机构及热压挤铸挤压顶出结构退回,模具完全打开;然后启动同轴线两缸双向叠加运动液压缸,小缸的活塞轴驱动推杆将靠挂在动模上的铸件顶出,取出铸件完成一次加工任务;
步骤五:在向熔炉中添加N次原料后,熔炉底部会熔渣,启动清渣机构进行排渣,实现连续生产。
本发明的方法采用热压挤铸挤压连产,提高了镁合金的力学性能,扩大镁合金的应用,针对现有镁合金及镁合金的压铸工艺存在的问题,本发明能够实现镁合金—压铸—挤铸—挤压—清渣一体化的生产理念及热室压铸及时挤铸补缩随后挤压增强的连续生产。
本发明的同轴线两缸双向叠加运动液压缸,大缸的活塞空心轴,能在小缸的活塞轴上实现同轴线窜动,完成快进,保压和快退工作。
小缸的活塞轴能够窜过大缸的活塞空心轴,在大缸完成快进,保压和快退工作的同时,小缸完成自身独立的快进,保压和快退工作。
小缸活塞轴不仅能够驱动中心推杆(中心推杆也称为分流锥),而且能够驱动周边推杆向右边压铸料推进,完成物料在液固多相共存时的挤铸补缩,以及物料在固态时的挤压增强工艺。
在热压挤铸挤压顶出结构中,双滑块机构由大缸活塞空心轴驱动,使动模底板和动模向左移动完成开模技术要求;使动模底板和动模向右移动完成锁合模技术要求,并满足保压。
当模具闭合保压完成压铸的瞬间,小缸活塞轴能够驱动中心推杆向右边压铸料推进,随后驱动在动模座壳中的推板使周边的推杆向右边压铸料推进。本发明中,所述步骤一中,所述温度T1为150℃~200℃,预热时间t1为30min;所述温度T2为750℃,搅拌时间t2为5min,静置时间t3为10min。
本发明中,所述步骤二中,所述温度T3为200℃~300℃。
本发明中,所述步骤三中,所述温度T4为680℃,压力P1为18~24MPa,u1为6m/s,u2为5mm/s,补缩量按3%体收缩率计算,u3为0.1mm/s,P2为70MPa~110MPa,保压时间t4为15~20s。
本发明中,所述步骤五中,N的数量为3~5。
本发明的热压挤铸挤压连产法技术,针对常规压铸铸件表面出现气孔,内部常有气孔和缩松,铸件难以进行后续热处理强化,力学性能达不到进一步提高的困惑;针对低压铸造铸件力学性能较低,生产效率低;针对真空压铸铸件表面仍有少量气孔和内部仍有少量缩松和夹渣,力学性能还不够高;特别是针对热室压铸存在的问题,采用本发明工艺方法所制备的硼稀土镁合金试样与现有的低压铸造、常规压铸、真空压铸和热室压铸相比,其表面质量和内部组织均匀致密以及力学性能都得到了提高,因此会推动镁合金的应用范围进一步扩大。
附图说明
下面结合附图和具体实施方式对本发明作进一步详细说明。
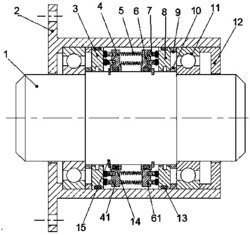
图1是本发明热室压铸机的整体结构示意图;
图2是本发明热室压铸机中同轴线两缸双向叠加运动液压缸的立体图;
图3是图2的爆炸图;
图4是与本发明实施例3相同组分的硼稀土镁合金融体,在680℃浇铸到预热200℃的金属型中,冷凝3天后,经过切片、研磨、腐蚀和材料结构分析得到的试样微观组织图片;
图5是与本发明实施例3相同组分的硼稀土镁合金融体,采用低压铸造,在680℃铸入到预热200℃的金属型中,冷凝3天后,经过切片、研磨、腐蚀和材料结构分析得到的试样微观组织图片;
图6是与本发明实施例3相同组分的硼稀土镁合金融体,在680℃浇铸到预热200℃的金属型中,冷凝3天后,经机加工,在350℃的挤压模具内,按1:10的挤压比,0.1mm/s的挤压速度,挤压件在3天后,再经过切片、研磨、腐蚀和材料结构分析得到的试样微观组织图片;
图7是本发明实施例3所制备的硼稀土镁合金融体,在680℃下,采用热压挤铸挤压连产法,冷凝3天后,经过切片、研磨、腐蚀和材料结构分析得到的试样微观组织图片。
图中:
1、小缸缸筒;2、大缸缸筒;3、活塞空心轴;4、活塞轴。
具体实施方式
实施例1
本发明硼稀土镁合金的热室压铸及时挤铸补缩随后挤压增强连续生产方法,包括如下步骤:
步骤一:将硼镁中间合金和混合稀土镁中间合金及镁金属按比例配置,化学成分及质量分数为:硼:2wt%、铈:3.5wt%、镧:2wt%、钕:0.1wt、镨:0.4%wt、余量为镁;在150℃温度下一起预热30min或以上,然后放入带有六氟化硫(SF6)和氮气(N2)的熔炉中加热到全部熔化;全部熔化的硼稀土镁合金液体在750℃搅拌5min混合均匀,去除表面浮渣,静置10min后待用;
步骤二:将改造后的热室压铸机的动模镶块(动模镶块也称为动模模仁)和定模镶块(定模镶块也称为定模模仁)预热到200℃,喷涂料,启动热室压铸机的同轴线两缸双向叠加运动液压缸,大缸具有活塞空心轴,小缸具有活塞轴,大缸的活塞空心轴带动热室压铸机的双滑块机构及热压挤铸挤压顶出结构,完成模具锁合;
热室压铸机的结构如图1所示,同轴线两缸双向叠加运动液压缸的结构如图2、图3所示,该同轴线两缸双向叠加运动液压缸包括相连接的大缸和小缸,大缸具有大缸缸筒2和活塞空心轴3,活塞空心轴3位于大缸缸筒2内,小缸具有小缸缸筒1和活塞轴4,活塞轴4和活塞空心轴3同轴线设置,活塞轴4的部分轴段位于小缸缸筒1内,部分轴段伸入活塞空心轴3内;大缸的活塞空心轴3能够相对小缸的活塞轴4实现同轴线窜动,小缸的活塞轴4能够完成独立的轴向移动。
步骤三:将680℃硼稀土镁合金熔液,在18MPa的压射力下,以6m/s的射速将硼稀土镁合金熔液铸入模具型腔;当模具型腔中硼稀土镁合金未凝固时,启动同轴线两缸双向叠加运动液压缸,小缸的活塞轴驱动模具型腔的中心推杆(中心推杆也称为分流锥)和周边推杆以5mm/s的速度,及时挤铸补缩,补缩量按3%体收缩率计算;补缩完成后,然后小缸的活塞轴改为0.1mm/s的速度继续推进,当增压到70MPa时,保压15s完成挤压增强;
步骤四:小缸的活塞轴退回原位,回复模具锁合时状态;启动同轴线两缸双向叠加运动液压缸,大缸的活塞空心轴带动双滑块机构及热压挤铸挤压顶出结构退回,模具完全打开;然后启动同轴线两缸双向叠加运动液压缸,小缸的活塞轴驱动推杆将靠挂在动模上的铸件顶出,取出铸件完成一次加工任务;
步骤五:在向熔炉中添加3次原料后,熔炉底部会熔渣,启动高温密封清渣机构进行排渣,实现连续生产的目的。
结果表明:
硼稀土镁合金采用热压挤铸挤压连产法,所得试样室温时的机械性能如下:
抗拉强度UTS:368MPa
屈服强度YS:210MPa
延伸率δ:12%。
实施例2
本发明硼稀土镁合金的热室压铸及时挤铸补缩随后挤压增强连续生产方法,包括如下步骤:
步骤一:将硼镁中间合金和混合稀土镁中间合金及镁金属按比例配置,化学成分及质量分数为:硼:1.5wt.%、铈:3wt.%、镧:1.5wt.%、钕:0.3wt.%、镨:0.2wt.%、余量为镁;在200℃温度下一起预热30min或以上,然后放入带有六氟化硫(SF6)和氮气(N2)的熔炉中加热到全部熔化;全部熔化的硼稀土镁合金液体在750℃搅拌5min混合均匀,去除表面浮渣,静置10min后待用;
步骤二:将改造后的热室压铸机的动模镶块(动模镶块也称为动模模仁)和定模镶块(定模镶块也称为定模模仁)预热到300℃,喷涂料,启动热室压铸机的同轴线两缸双向叠加运动液压缸,大缸具有活塞空心轴,小缸具有活塞轴,大缸的活塞空心轴带动热室压铸机的双滑块机构及热压挤铸挤压顶出结构,完成模具锁合;
步骤三:将680℃硼稀土镁合金熔液,在24MPa的压射力下,以6m/s的射速将硼稀土镁合金熔液铸入模具型腔;当模具型腔中硼稀土镁合金未凝固时,启动同轴线两缸双向叠加运动液压缸,小缸的活塞轴驱动模具型腔的中心推杆(中心推杆也称为分流锥)和周边推杆以5mm/s的速度,及时挤铸补缩,补缩量按3%体收缩率计算;补缩完成后,然后小缸的活塞轴改为0.1mm/s的速度继续推进,当增压到80MPa时,保压20s完成挤压增强;
步骤四:小缸的活塞轴退回原位,回复模具锁合时状态;启动同轴线两缸双向叠加运动液压缸,大缸的活塞空心轴带动双滑块机构及热压挤铸挤压顶出结构退回,模具完全打开;然后启动同轴线两缸双向叠加运动液压缸,小缸的活塞轴驱动推杆将靠挂在动模上的铸件顶出,取出铸件完成一次加工任务;
步骤五:在向熔炉中添加5次原料后,熔炉底部会熔渣,启动高温密封清渣机构进行排渣,实现连续生产的目的。
结果表明:
硼稀土镁合金采用热压挤铸挤压连产法,所得试样室温时的机械性能如下:
抗拉强度UTS:376MPa
屈服强度YS:214MPa
延伸率δ:10%。
实施例3
本发明硼稀土镁合金的热室压铸及时挤铸补缩随后挤压增强连续生产方法,包括如下步骤:
步骤一:将硼镁中间合金和混合稀土镁中间合金及镁金属按比例配置,化学成分及质量分数为:硼:1wt.%、铈:3.1wt.%、镧:1.6wt.%、钕:1wt.%、镨:0.3wt.%、余量为镁;在180℃温度下一起预热30min或以上,然后放入带有六氟化硫(SF6)和氮气(N2)的熔炉中加热到全部熔化;全部熔化的硼稀土镁合金液体在750℃搅拌5min混合均匀,去除表面浮渣,静置10min后待用;
步骤二:将改造后的热室压铸机的动模镶块(动模镶块也称为动模模仁)和定模镶块(定模镶块也称为定模模仁)预热到250℃,喷涂料,启动热室压铸机的同轴线两缸双向叠加运动液压缸,大缸具有活塞空心轴,小缸具有活塞轴,大缸的活塞空心轴带动热室压铸机的双滑块机构及热压挤铸挤压顶出结构,完成模具锁合;
步骤三:将680℃硼稀土镁合金熔液,在21MPa的压射力下,以6m/s的射速将硼稀土镁合金熔液铸入模具型腔;当模具型腔中硼稀土镁合金未凝固时,启动同轴线两缸双向叠加运动液压缸,小缸的活塞轴驱动模具型腔的中心推杆(中心推杆也称为分流锥)和周边推杆以5mm/s的速度,及时挤铸补缩,补缩量按3%体收缩率计算;补缩完成后,然后小缸的活塞轴改为0.1mm/s的速度继续推进,当增压到90MPa时,保压18s完成挤压增强;
步骤四:小缸的活塞轴退回原位,回复模具锁合时状态;启动同轴线两缸双向叠加运动液压缸,大缸的活塞空心轴带动双滑块机构及热压挤铸挤压顶出结构退回,模具完全打开;然后启动同轴线两缸双向叠加运动液压缸,小缸的活塞轴驱动推杆将靠挂在动模上的铸件顶出,取出铸件完成一次加工任务;
步骤五:在向熔炉中添加4次原料后,熔炉底部会熔渣,启动高温密封清渣机构进行排渣,实现连续生产的目的。
结果表明:
硼稀土镁合金采用热压挤铸挤压连产法,所得试样室温时的机械性能如下:
抗拉强度UTS:380MPa
屈服强度YS:220MPa
延伸率δ:11%。
图4是与本实施例相同组分的硼稀土镁合金融体,在680℃浇铸到预热200℃的金属型中,冷凝3天后,经过切片、研磨、腐蚀和材料结构分析得到的试样微观组织图片。
硼稀土镁合金金属型铸造试样室温时的机械性能如下:
抗拉强度UTS:120MPa
屈服强度YS:85MPa
延伸率δ:3%
图5是与本实施例相同组分的硼稀土镁合金融体,采用低压铸造,在680℃铸入到预热200℃的金属型中,冷凝3天后,经过切片、研磨、腐蚀和材料结构分析得到的试样微观组织图片。
硼稀土镁合金金属型低压铸造试样室温时的机械性能如下:
抗拉强度UTS:160MPa
屈服强度YS:94MPa
延伸率δ:4%
图6是与本实施例相同组分的硼稀土镁合金融体,在680℃浇铸到预热200℃的金属型中,冷凝3天后,经机加工,在350℃的挤压模具内,按1:10的挤压比,0.1mm/s的挤压速度,挤压件在3天后,再经过切片、研磨、腐蚀和材料结构分析得到的试样微观组织图片。
硼稀土镁合金热挤压试样室温时的机械性能如下:
抗拉强度UTS:420MPa
屈服强度YS:270MPa
延伸率δ:5%
图7是本实施例所制备的硼稀土镁合金融体,在680℃下,采用热压挤铸挤压连产法,冷凝3天后,经过切片、研磨、腐蚀和材料结构分析得到的试样微观组织图片。
硼稀土镁合金采用热压挤铸挤压连产法,所得试样室温时的机械性能如下:
抗拉强度UTS:380MPa
屈服强度YS:220MPa
延伸率δ:11%。
实施例4
本发明硼稀土镁合金的热室压铸及时挤铸补缩随后挤压增强连续生产方法,包括如下步骤:
步骤一:将硼镁中间合金和混合稀土镁中间合金及镁金属按比例配置,化学成分及质量分数为:硼:0.1wt.%、铈:2wt.%、镧:2wt.%、钕:1wt.%、镨:1wt.%、余量为镁;在200℃温度下一起预热30min或以上,然后放入带有六氟化硫(SF6)和氮气(N2)的熔炉中加热到全部熔化;全部熔化的硼稀土镁合金液体在750℃搅拌5min混合均匀,去除表面浮渣,静置10min后待用;
步骤二:将改造后的热室压铸机的动模镶块(动模镶块也称为动模模仁)和定模镶块(定模镶块也称为定模模仁)预热到300℃,喷涂料,启动热室压铸机的同轴线两缸双向叠加运动液压缸,大缸具有活塞空心轴,小缸具有活塞轴,大缸的活塞空心轴带动热室压铸机的双滑块机构及热压挤铸挤压顶出结构,完成模具锁合;
步骤三:将660℃硼稀土镁合金熔液,在24MPa的压射力下,以6m/s的射速将硼稀土镁合金熔液铸入模具型腔;当模具型腔中硼稀土镁合金未凝固时,启动同轴线两缸双向叠加运动液压缸,小缸的活塞轴驱动模具型腔的中心推杆(中心推杆也称为分流锥)和周边推杆以5mm/s的速度,及时挤铸补缩,补缩量按3%体收缩率计算;补缩完成后,然后小缸的活塞轴改为0.1mm/s的速度继续推进,当增压到100MPa时,保压20s完成挤压增强;
步骤四:小缸的活塞轴退回原位,回复模具锁合时状态;启动同轴线两缸双向叠加运动液压缸,大缸的活塞空心轴带动双滑块机构及热压挤铸挤压顶出结构退回,模具完全打开;然后启动同轴线两缸双向叠加运动液压缸,小缸的活塞轴驱动推杆将靠挂在动模上的铸件顶出,取出铸件完成一次加工任务;
步骤五:在向熔炉中添加5次原料后,熔炉底部会熔渣,启动高温密封清渣机构进行排渣,实现连续生产的目的。
结果表明:
硼稀土镁合金采用热压挤铸挤压连产法,所得试样室温时的机械性能如下:
抗拉强度UTS:377MPa
屈服强度YS:223MPa
延伸率δ:10%。
实施例5
本发明硼稀土镁合金的热室压铸及时挤铸补缩随后挤压增强连续生产方法,包括如下步骤:
步骤一:将硼镁中间合金和混合稀土镁中间合金及镁金属按比例配置,化学成分及质量分数为:硼:0.5wt.%、铈:2.5wt.%、镧:1wt.%、钕:1.5wt.%、镨:1wt.%、余量为镁;在150℃温度下一起预热30min或以上,然后放入带有六氟化硫(SF6)和氮气(N2)的熔炉中加热到全部熔化;全部熔化的硼稀土镁合金液体在750℃搅拌5min混合均匀,去除表面浮渣,静置10min后待用;
步骤二:将改造后的热室压铸机的动模镶块(动模镶块也称为动模模仁)和定模镶块(定模镶块也称为定模模仁)预热到200℃,喷涂料,启动热室压铸机的同轴线两缸双向叠加运动液压缸,大缸具有活塞空心轴,小缸具有活塞轴,大缸的活塞空心轴带动热室压铸机的双滑块机构及热压挤铸挤压顶出结构,完成模具锁合;
步骤三:将660℃硼稀土镁合金熔液,在18MPa的压射力下,以6m/s的射速将硼稀土镁合金熔液铸入模具型腔;当模具型腔中硼稀土镁合金未凝固时,启动同轴线两缸双向叠加运动液压缸,小缸的活塞轴驱动模具型腔的中心推杆(中心推杆也称为分流锥)和周边推杆以5mm/s的速度,及时挤铸补缩,补缩量按3%体收缩率计算;补缩完成后,然后小缸的活塞轴改为0.1mm/s的速度继续推进,当增压到110MPa时,保压15s完成挤压增强;
步骤四:小缸的活塞轴退回原位,回复模具锁合时状态;启动同轴线两缸双向叠加运动液压缸,大缸的活塞空心轴带动双滑块机构及热压挤铸挤压顶出结构退回,模具完全打开;然后启动同轴线两缸双向叠加运动液压缸,小缸的活塞轴驱动推杆将靠挂在动模上的铸件顶出,取出铸件完成一次加工任务;
步骤五:在向熔炉中添加3次原料后,熔炉底部会熔渣,启动高温密封清渣机构进行排渣,实现连续生产的目的。
结果表明:
硼稀土镁合金采用热压挤铸挤压连产法,所得试样室温时的机械性能如下:
抗拉强度UTS:378MPa
屈服强度YS:226MPa
延伸率δ:9%
采用同样的方法对AZ91镁合金采用热压挤铸挤压连产,所得试样室温时的机械性能如下:
抗拉强度UTS:260~330MPa
屈服强度YS:160~190MPa
延伸率δ:5~10%
结果表明:AZ91镁合金采用热压挤铸挤压连产法,同硼稀土镁合金采用热压挤铸挤压连产法相比较,硼稀土镁合金的机械性能明显优于AZ91镁合金。
采用同样的方法对AE42镁合金采用热压挤铸挤压连产,所得试样室温时的机械性能如下:
抗拉强度UTS:253~340MPa
屈服强度YS:165~200MPa
延伸率δ:4~9%
结果表明:AE42镁合金采用热压挤铸挤压连产法,同硼稀土镁合金采用热压挤铸挤压连产法相比较,硼稀土镁合金的机械性能明显优于AE42镁合金。
本发明的上述实施例并不是对本发明保护范围的限定,本发明的实施方式不限于此,凡此种种根据本发明的上述内容,按照本领域的普通技术知识和惯用手段,在不脱离本发明上述基本技术思想前提下,对本发明上述结构做出的其它多种形式的修改、替换或变更,均应落在本发明的保护范围之内。
一种硼稀土镁合金的热室压铸-挤铸-挤压连续生产方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。





动态评分
0.0