

IPC分类号 : B22C9/02,B22C23/00,B22D33/00,B22C9/12,B33Y10/00,B33Y30/00







专利摘要
本发明涉及一种吹气固化法3D打印铸造砂型的成形方法及装置。该方法是升降机构控制工作平台每下移一个层厚距离铺设一层原砂,计算机根据当前层砂型的截面信息,控制阵列喷头喷射粘接剂进行层层打印。砂型打印完成后移到密闭环境中,通入压缩空气和催化剂气体以实现砂型的固化,并将剩余催化剂气体及未固化原砂进行处理,最终得到所需砂型。本发明还提出了一种吹气固化法3D打印铸造砂型的成形系统,包括:成形系统、铺粉装置、储砂装置、阵列喷头、吹气装置、供液系统及尾气处理装置。采用本发明所述的方法及装置制造砂型具有成形效率高,固化速度快,砂芯溃散性好,铸件尺寸精度高,表面质量好等优点,可进一步在铸造企业大力推广。
权利要求
1.一种吹气固化法3D打印铸造砂型的成形方法,其特征在于该成形方法包括如下步骤:
步骤1:根据砂型三维CAD模型,进行切片分层,获得各层详细的截面轮廓信息;
步骤2:在工位一区域,在底座处,升降机构控制支撑于升降机构上的工作台板和位于工作台板上的带筛网的挡板下移一个层厚,用铺粉辊均匀的铺一层原砂;
步骤3:按照当前层砂型的截面形状,在指定区域采用阵列喷头喷射粘结剂,粘结剂遇到原砂将其包覆;
步骤4:重复步骤2、步骤3,层层打印,直至打印完成整个砂型;
步骤5:利用移动小车将打印好的砂型在保持于底座的状态下移动至工位二,其中,所述升降机构固定于移动小车上;
步骤6:通过压板将打印好的砂型向下压紧并使压板抵靠在底座边框上以实现砂型的整体密封,同时使压板抵靠在位于打印好的砂型上的带筛网的挡板上,其中,所述工作台板隔绝外部空气;
步骤7:向砂型密闭空间通入干燥的压缩空气及催化剂气体,在一定时间内完成铸型固化,其中,所述位于工作台板上的带筛网的挡板和位于打印好的砂型上的带筛网的挡板设有多个孔,以便于气体的流入与流出;
步骤8:停止吹气,等待砂型固化,并将漏过所述位于工作台板上的带筛网的挡板中的筛网的剩余的催化剂气体通入到通过排气管与工作台板相连的尾气处理装置进行尾气处理;
步骤9:移除压板,工作台板上升,清洗打印喷头,回收未固化的原砂,并将固化好的砂型取出。
2.根据权利要求1所述的吹气固化法3D打印铸造砂型的成形方法,其特征在于,铺设的原砂为铸造用型砂,粒度为70/140目。
3.根据权利要求2所述的吹气固化法3D打印铸造砂型的成形方法,其特征在于,铸造用型砂为石英砂或陶粒砂或铬铁矿砂或锆英砂或橄榄石砂。
4.根据权利要求1所述的吹气固化法3D打印铸造砂型的成形方法,其特征在于,阵列喷头所喷射的液体粘接剂为酚醛树脂和聚异氰酸酯时,其相应的催化剂气体为三乙胺气体;粘接剂为呋喃系冷硬树脂时,其相应的催化剂气体为SO
5.根据权利要求1所述的吹气固化法3D打印铸造砂型的成形方法,其特征在于干燥的压缩空气压力为0.3Mpa-0.45Mpa。
6.根据权利要求1所述的吹气固化法3D打印铸造砂型的成形方法,其特征在于,打印完成后,通入催化剂气体固化时间为30s左右。
7.一种吹气固化法3D打印铸造砂型的成形装置,其特征在于,包括:
成形系统,所述成形系统一方面用来完成原砂的打印成型,一方面用于吹入循环流动的催化剂气体实现铸型的整体固化;
二维运动系统,所述二维运动系统位于成形系统上方,用于实现阵列喷头在X轴向和Y轴向的往复运动;
铺粉装置,所述铺粉装置位于成形系统上方,与X轴导轨相连接,用于铺设原砂;
储砂装置,所述储砂装置位于成形系统上方,与支架相连接,用于提供所需原砂;
阵列喷头,所述阵列喷头安装于成形系统上方的Y轴导轨上,用于按需喷射粘接剂,粘接砂型,并可实现在XY平面内的往复移动;
供液系统,所述供液系统与阵列喷头连接,用于为阵列喷头提供打印所需的液体粘结剂;
吹气装置,所述吹气装置位于成形系统上方,用于打印完成后对铸型进行吹气固化;
尾气处理装置,所述尾气处理装置位于成形系统的一侧,用于吹气固化结束后催化剂气体的处理;
移动小车,所述移动小车位于成形系统底部,用于打印完成后工作区域从工位一移动至工位二;
其中,所述成形系统包括:底座、升降机构、工作台板及位于工作台板上的带筛网的挡板和位于打印好的砂型上的带筛网的挡板,所述底座固定于移动小车上,所述升降机构固定于移动小车上而能够带动工作台板和所述位于工作台板上的带筛网的挡板上下运动,以实现分层打印;所述位于工作台板上的带筛网的挡板和位于打印好的砂型上的带筛网的挡板设有多个孔,以便于吹气固化阶段的气体流入与流出;所述工作台板隔绝外部空气,且在吹气固化阶段后,漏过所述位于工作台板上的带筛网的挡板中的筛网的剩余的催化剂气体将被通入到通过排气管与工作台板相连的尾气处理装置进行尾气处理,所述移动小车将打印好的砂型在保持于底座的状态下移动至工位二;所述成形系统还包括压板,通过压板将打印好的砂型向下压紧并使压板抵靠在底座边框上以实现砂型的整体密封,同时使压板抵靠在位于打印好的砂型上的带筛网的挡板上。
8.根据权利要求7所述的吹气固化法3D打印铸造砂型的成形装置,其特征在于,所述位于工作台板上的带筛网的挡板和位于打印好的砂型上的带筛网的挡板内部嵌有若干个可更换的筛网,筛网的目数大于砂子的目数,用于承托型砂和吹气固化阶段催化剂气体在型砂内部的流动;所述工作台板用于承托砂型。
9.根据权利要求7所述的吹气固化法3D打印铸造砂型的成形装置,其特征在于,所述二维运动系统包括:
X轴导轨,所述X轴导轨安装于支架上;
Y轴导轨,所述Y轴导轨通过滑块与X轴连接。
10.根据权利要求7所述的吹气固化法3D打印铸造砂型的成形装置,其特征在于,所述铺粉装置包括:
铺粉辊,所述铺粉辊与成形系统上方的导轨相连,用于铺平漏下的原砂;
铺粉料斗,所述铺粉料斗与成形系统上方的导轨相连,用于漏下原砂。
11.根据权利要求7所述的吹气固化法3D打印铸造砂型的成形装置,其特征在于,所述储砂装置包括:
储砂罐,所述储砂罐与成形系统上方的支架相连,开口处为非对称结构,用于原砂的存储和下落;
振动器,所述振动器位于储砂罐上方,用于原砂的顺利下落。
12.根据权利要求7所述的吹气固化法3D打印铸造砂型的成形装置,其特征在于,所述供液系统与阵列喷头连接在一起,用于为阵列喷头提供粘接剂。
13.根据权利要求7或8所述的3D打印铸造砂型的成形装置,其特征在于,所述吹气装置包括:
催化剂气体储气罐,所述催化剂气体储气罐位于压板上方,用于存储催化剂气体;
高压气体储气罐,所述高压气体储气罐位于压板上方,用于存储干燥的压缩空气,压力为0.3Mpa-0.45Mpa,以促进催化剂气体的流动和排放。
14.根据权利要求7或8所述的3D打印铸造砂型的成形装置,其特征在于,所述尾气处理装置位于成形系统一侧。
说明书
技术领域
本发明属于铸造技术领域,具体涉及一种无模铸型快速制成形方法,以及一种无模铸型成形系统。
背景技术
目前的快速原型技术(rapid prototype)大多都基于分层制造技术,分层制造技术是将被加工对象分解为多个平行的薄层,加工过程中,通过逐层成形这些薄层并叠加而完成制造。这一过程往往要借助于计算机技术来实现。
用分层制造技术快速制造铸造砂型(包括砂型和砂芯,以下统称铸型)的常用方法主要有以下两种:
一种是用激光对覆膜砂进行选择性烧结。其基本方法是:先在工作台上铺一层覆膜砂,并加热至略低于覆膜砂融点温度,然后用激光束按照截面形状进行扫描,被扫描的部分融化、粘接成形,该层成形后,工作台下降一个层高,再进行下一层的铺料和烧结,直至最终逐层堆叠固化成铸型。这种方法的主要缺点是制成的铸型需二次固化,并且变形量大,影响砂型和砂芯的装配,铸件尺寸精度受影响。
另一种是对覆有固化剂的型砂进行选择性喷覆树脂,先在工作台上铺一层覆有固化剂的型砂,然后由计算机控制喷头按照切面形状精确地喷射树脂,树脂和砂粒表面的固化剂发生固化反应,一层层固化的型砂堆叠成铸型。这种方法的主要缺点是砂型树脂含量高,加工完铸型后固化速度慢,去砂困难,随后的铸造过程中铸造缺陷发生率高。
发明内容
针对喷射粘结剂粘接砂型所存在的问题,本发明目的在于提出了一种吹气固化法3D打印铸造砂型的方法,以及提出采用吹气固化法3D打印铸造砂型方法的装置。
吹气固化法3D打印铸造砂型的方法是在砂型打印完成后,将砂型移到一个密闭环境中,并向密闭空间内通入压缩气体及催化剂气体,使喷有粘接剂的砂型固化,并将固化完后的催化剂气体排出。该方法无需混砂,大量节省固化剂,而且固化速度快,去砂容易,剩余干砂可回收利用。
为了实现上述目的,本发明所提供的吹气固化法3D打印铸造砂型方法按以下步骤进行:
步骤1:根据砂型三维CAD模型,进行切片分层,获得各层详细的截面轮廓信息;
步骤2:在工位一区域,工作平台下移一个层厚,用铺粉辊均匀的铺一层原砂;
步骤3:按照当前层砂型的截面形状,在指定区域采用阵列喷头喷射粘结剂,粘结剂遇到原砂将其包覆;
步骤4:重复步骤1、步骤2,层层打印,直至打印完成整个砂型;
步骤5:利用移动小车将打印好的砂型移动至工位二;
步骤6:通过压板将打印好的砂型向下压紧以实现砂型的整体密封;
步骤7:向砂型密闭空间通入干燥的压缩空气及催化剂气体,在一定时间内完成铸型固化;
步骤8:停止吹气,等待砂型固化,并对催化剂气体进行尾气处理;
步骤9:移除压板,工作台板上升,清洗打印喷头,回收未固化的原砂,并将固化好的砂型取出。
进一步地,所述的吹气固化法3D打印铸造砂型的方法,其特征在于:铸型所用砂粉为石英砂或陶粒砂、铬铁矿砂、锆英砂和橄榄石砂等铸造用型砂,常用粒度为70/140目。
进一步地,所述的吹气固化法3D打印铸造砂型的方法,其特征在于:阵列喷头所喷射的液体粘接剂为酚醛树脂和聚异氰酸酯时,其相应的催化剂气体为三乙胺气体。粘接剂为呋喃系冷硬树脂时,其相应的催化剂气体为SO2。粘接剂为碱性甲阶酚醛树脂时,其相应的催化剂气体为甲酸甲酯。粘接剂为水玻璃时,其相应的催化剂气体为CO2等。
进一步地,所述的吹气固化法3D打印铸造砂型的方法,其特征在于干燥的压缩空气压力为0.3Mpa-0.45Mpa。
进一步地,所述的吹气固化法3D打印铸造砂型的方法,其特征在于,打印完成后,通入催化剂气体固化时间为30s左右。
进一步地,所述的吹气固化法3D打印铸造砂型的方法,其特征在于:停止吹气后,对催化剂气体进行尾气处理,并回收未固化的原砂。
另外,本发明提供了一种吹气固化法3D打印铸造砂型的成形装置,包括:
成形系统,所述成形系统一方面用来完成原砂的打印成形,一方面用于吹入循环流动的催化剂气体实现铸型的整体固化;
二维运动系统,所述二维运动系统位于成形系统上方,用于实现阵列喷头在X轴向和Y轴向的往复运动;
铺粉装置,所述铺粉装置位于成形系统上方,与X轴导轨相连接,用于铺设各类型砂;
储砂装置,所述储砂装置位于成形系统上方,与支架相连接,用于提供所需原砂;
阵列喷头,所述阵列喷头安装于成形系统上方的Y轴导轨上,用于按需喷射粘接剂,粘接砂型,并可实现在XY平面内的往复运动;
供液系统,所述供液系统与阵列喷头连接,用于为阵列喷头提供打印所需的液体粘结剂;
吹气装置,所述吹气装置位于成形系统上方,用于打印完成后对铸型进行吹气固化;
尾气处理装置,所述尾气处理装置位于成形系统的一侧,用于吹气固化结束后催化剂气体的处理。
移动小车,所述移动小车位于成形系统底部,用于打印完成后工作区域从工位一移动至工位二。
进一步地,所述成形系统包括:底座、升降机构、带筛网的挡板及托板。所述底座固定于移动小车上;所述升降机构固定于移动小车上,可以带动托板和挡板b上下运动,以实现分层打印;所述带筛网的挡板有a和b两个,可上下移动,内部嵌有若干个可更换的筛网,筛网的目数大于砂子的目数,用于承托型砂和吹气固化阶段催化剂气体在型砂内部的流动,同时挡板设有多个孔,以便于气体的流入与流出;所述工作台板用于承托砂型和隔绝外部空气,并可通过排气管将漏过筛网的催化剂气体引入尾气处理装置。
进一步地,所述二维运动系统包括:X轴导轨和Y轴导轨。所述X轴导轨安装于支架上,所述Y轴导轨通过滑块与X轴连接。
进一步地,所述铺粉装置包括:铺粉辊和铺粉料斗。所述铺粉辊与成形系统上方的Y轴导轨相连,用于铺平漏下的原砂。所述铺粉料斗与成形系统上方的导轨相连,用于漏下原砂。
进一步地,所述漏砂装置包括:储砂罐和振动器。所述储砂罐与成形系统上方的支架相连,开口处为非对称结构,用于原砂的存储和下落;所述振动器位于储砂罐上方,用于原砂的顺利下落。
进一步地,所述供液系统与阵列喷头连接在一起,用于为阵列喷头提供粘接剂。
进一步地,所述吹气装置包括:催化剂气体储气罐和高压气体储气罐。所述催化剂气体储气罐位于压板上方,用于存储催化剂气体;所述高压气体储气罐位于压板上方,用于存储干燥的压缩空气,压力为0.3Mpa-0.45Mpa,以促进催化剂气体的流动和排放。
进一步地,所述尾气处理装置位于成形系统一侧,通过排气管与托板相连,用于隔绝外界空气,处理回收的催化剂气体。
本发明采用以上所述的技术方案,有以下优点:
1、通入气体催化剂进行固化,成形效率高,固化速率快。
2、型砂无需提前预混固化剂,节省原料,而且去砂容易,剩余干砂可以回收再利用。
3、砂芯溃散性好,且所获得的铸件表面质量好,尺寸精度高。
附图说明
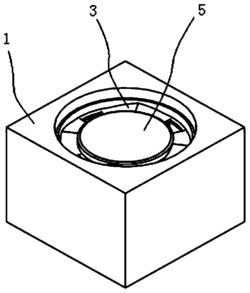
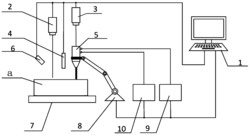
图1砂型打印示意图;
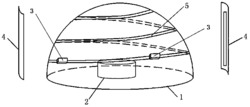
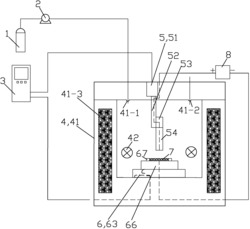
图2吹气固化示意图;
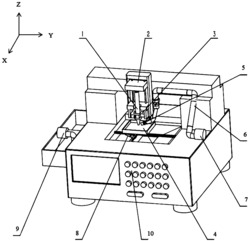
图3吹气固化法3D打印铸造砂型的成形系统整体示意图;
图中:1、铺粉辊;2、铺粉料斗;3、X轴导轨;4、振动器;5、储砂罐;6、支架;7、阵列喷头;8、Y轴导轨;9、打印过程铺设的型砂;10、带筛网的挡板a;11、升降机构;12、底座;13、移动小车;14、供墨装置;15、尾气处理装置;16、打印完成的型砂;17、带筛网的挡板b;18、压板;19、压缩气体储气罐;20、催化剂气体储气罐;21、工作台板。
具体实施方式
以下结合附图对本发明的实施例进行详细说明,但是本发明可以由权利要求限定和覆盖的多种不同方式实施。
参考图3所示,采用本发明提供的吹气固化法3D打印铸造砂型的成形方法及装置打印砂型,步骤如下:
步骤1:根据砂型三维CAD模型,进行切片分层,获得各层详细的截面轮廓信息;
步骤2:在工位一区域,准备粒度为70/140目的石英砂,将该石英砂装入储砂罐5中,作为3D打印铸型所用的原材料;
步骤3:打印砂型之前,首先清理3D打印成形系统的底座12边框及可移动工作台板21上的浮砂,使工作区域干净、无浮砂;然后升降机构11控制可移动工作台板21和带筛网的挡板a沿垂直方向下移5mm;
步骤4:通过振动器4将石英砂漏入铺粉料斗2,铺粉料斗2及铺粉辊1在伺服电机控制下于带筛网的挡板a上均匀铺设一层型砂,该型砂用于将成形砂型与带筛网的挡板a分离;
步骤5:打印砂型时,升降机构11控制工作台板21和带筛网的挡板a沿垂直方向下移2mm;然后伺服电机驱动铺粉料斗2及铺粉辊1沿带筛网的挡板a铺设第1层砂粒,砂粒厚度为2mm;
步骤6:计算机根据砂型的第一层截面数据,控制阵列喷头7及供墨装置14沿X轴3及Y轴8方向向砂型区域喷射粘接剂,获得第1层砂型9;
步骤7:计算机根据砂型的各个分层数据,重复上述步骤5和步骤6,逐层打印出包裹粘结剂的砂型16;
步骤8:包裹粘结剂砂型16打印完成后,将铺粉装置1、2和阵列喷头7分别移至原位;
步骤9:利用移动小车13将打印好的砂型16移动至工位二;
步骤10:通过压板18将打印好的砂型16向下压紧以实现砂型的整体密封;
步骤11:将压缩空气储气罐19中的压缩空气和催化剂气体储气罐20中的催化剂气体吹入铸型的密闭空间,吹气30s后关闭,等待砂型实现整体固化;
步骤12:将剩余的催化剂气体通入尾气处理装置15进行处理;
步骤13:移除压板18,升降机构11控制工作台板21上升;
步骤14:清洗打印喷头7,回收未固化的原砂;
步骤15:并将固化好的砂型取出,得到所需砂型。
综上所述,本发明具有如下优点:型砂无需提前预混固化剂,节省原料,且去砂容易,剩余干砂可以回收再利用。通入气体催化剂进行固化,成形效率高,固化速率快。砂芯溃散性好,且所获得的铸件表面质量好,尺寸精度高。
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
一种吹气固化法3D打印铸造砂型的成形方法及装置专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。















动态评分
0.0