










专利摘要
本发明公开了一种用于加工涡轮盘榫槽的多工位直齿拉刀及其加工方法,多工位直齿拉刀包括拉刀本体,拉刀本体上设有一个以上拉削加工单元,每个拉削加工单元用于对应加工榫槽的一个槽段,各拉削加工单元包括两排用于分别加工对应槽段的两个侧槽体的齿排,齿排包括若干沿拉刀本体轴向等齿距布置的拉削直齿,同一拉削加工单元中两排齿排的齿距相等,且两排齿排的拉削直齿的切削刃在拉刀本体轴向上错位半个齿距。方法是采用上述多工位直齿拉刀加工榫槽,且榫槽厚度为每一个拉削加工单元中两排齿排的齿距的整数倍。本发明具有可避免跳跃交变切削力、降低隔振系数、使用寿命长、加工质量好等优点。
说明书
技术领域
本发明涉及涡轮盘制造加工技术领域,具体涉及一种用于加工涡轮盘榫槽的多工位直齿拉刀及其加工方法。
背景技术
在涡轮盘榫槽的拉削加工中,都是采用拉刀分别对榫槽各段槽体的两个侧槽体进行拉削加工,由于直齿刀齿拉刀跳跃交变切削力不可避免的出现,会导致刀具及机床寿命缩短,榫槽表面质量降低,尺寸误差增大等一系列问题。然而,目前还没有解决上述问题的现有技术。
发明内容
本发明要解决的技术问题是克服现有技术存在的不足,提供一种可避免跳跃交变切削力、降低隔振系数、使用寿命长、加工质量好的用于加工涡轮盘榫槽的多工位直齿拉刀及加工方法。
为解决上述技术问题,本发明采用以下技术方案:
一种用于加工涡轮盘榫槽的多工位直齿拉刀,包括拉刀本体,所述拉刀本体上设有一个以上拉削加工单元,每个拉削加工单元用于对应加工榫槽的一个槽段,各拉削加工单元包括两排用于分别加工对应槽段的两个侧槽体的齿排,所述齿排包括若干沿拉刀本体轴向等齿距布置的拉削直齿,同一拉削加工单元中两排齿排的齿距相等,且两排拉削直齿的切削刃在拉刀本体轴向上错位半个齿距。
上述的多工位直齿拉刀,优选的,所有拉削加工单元的所有齿排的齿距相等。
上述的多工位直齿拉刀,优选的,每个拉削加工单元沿拉刀本体轴向分为一个以上功能段,每个功能段中两排齿排的齿升量一致。
上述的多工位直齿拉刀,优选的,每个拉削加工单元沿拉刀本体轴向依次分为第一校正段、粗加工段、第二校正段和精加工段共四个功能段,所述第一校正段内两排齿排的齿升量为0.005mm~0.015mm,所述粗加工段内两排齿排的齿升量为0.05mm~0.09mm,所述第二校正段内两排齿排的齿升量为0.005mm~0.007mm,所述精加工段内两排齿排的齿升量为0.01mm~0.04mm。
上述的多工位直齿拉刀,优选的,所有拉削直齿的前角为15°~18°;所述粗加工段和精加工段中各拉削直齿的后角为3°~5°;所述第一校正段和第二校正段中各拉削直齿的后角为1°~2°。
上述的多工位直齿拉刀,优选的,各拉削直齿包括刀片以及由拉刀本体向外延伸形成的基座,所述刀片通过螺栓紧固连接在基座上。
上述的多工位直齿拉刀,优选的,所述刀片与基座、刀片与螺栓之间均设有隔热涂层。
上述的多工位直齿拉刀,优选的,所述螺栓穿过刀片与基座连接,且螺栓通过弹性高锰钢垫圈压紧所述刀片。
一种采用上述用于加工涡轮盘榫槽的多工位直齿拉刀加工榫槽的方法,所述方法是采用所述多工位直齿拉刀同时对待加工榫槽的一段以上槽段的两个侧槽体进行加工,且待加工榫槽的厚度为每一个拉削加工单元中两排齿排的齿距的整数倍。
与现有技术相比,本发明的优点在于:本发明用于加工涡轮盘榫槽的多工位直齿拉刀及其加工方法,由于同一个拉削加工单元中的两排齿排具有相同的齿距,且两排齿排的拉削直齿的切削刃在拉刀本体轴向上错位半个齿距,当加工的榫槽的厚度与各排齿排的齿距成整数倍时,各排齿排对工件进行切削的拉削直齿的齿数始终保持不变,从而可避免每一排齿排拉削时产生跳跃交变力,避免了切削过程中力的冲击,不会对拉刀本体造成交变冲击,可大大提高加工稳定性和加工精度;并且,同一个拉削加工单元中的两排齿排同时对榫槽同一槽段两侧的两个侧槽体进行切削,能够提高刀齿切削力的交变频率,在基于隔振系数设定阻尼值时,可使得隔振系数处于较小值,降低振动,提高加工精度。该多工位直齿拉刀还具有结构简单、成本低、加工效率高、使用寿命长的优点。
附图说明
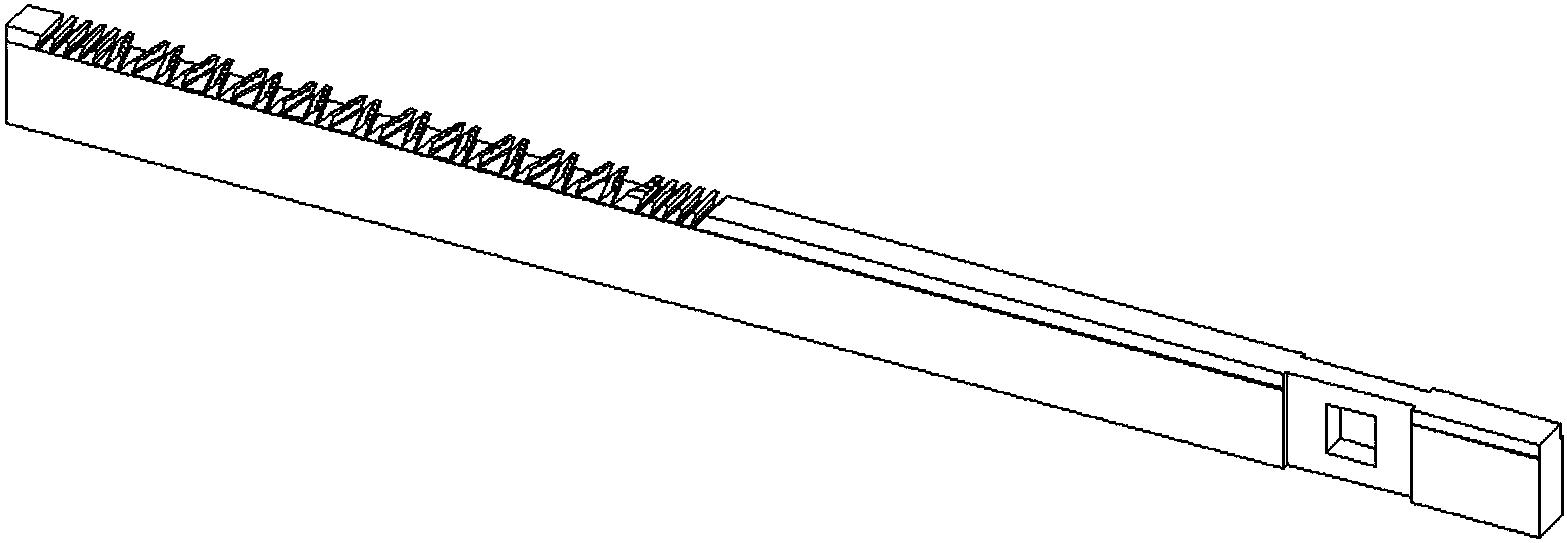
图1为实施例1中多工位直齿拉刀的主视结构示意图。
图2为实施例1中多工位直齿拉刀的剖视结构示意图。
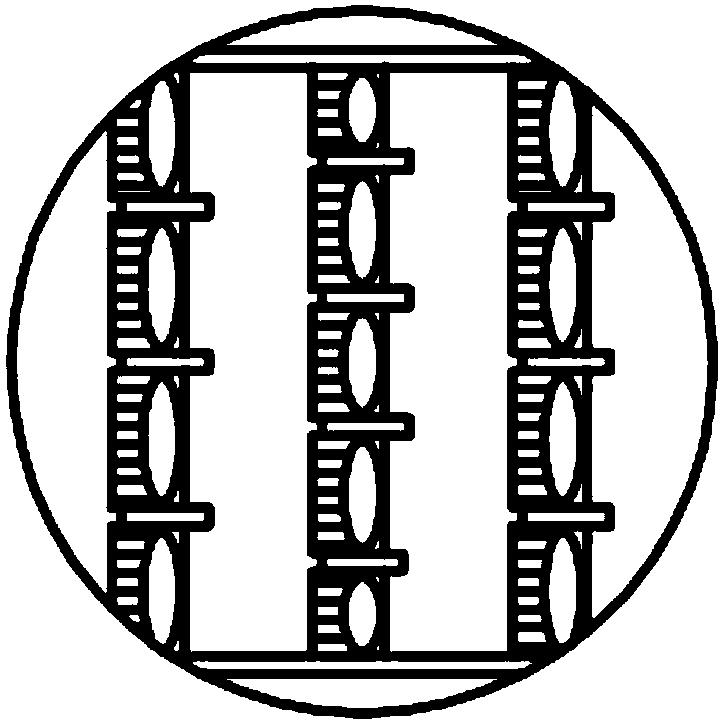
图3为实施例1中拉削加工单元的两排拉削直齿与榫槽相对应的结构示意图。
图4为实施例1中拉削加工单元的两排拉削直齿拉削加工榫槽时的结构示意图。
图5为实施例1中拉削直齿的局部剖视结构示意图。
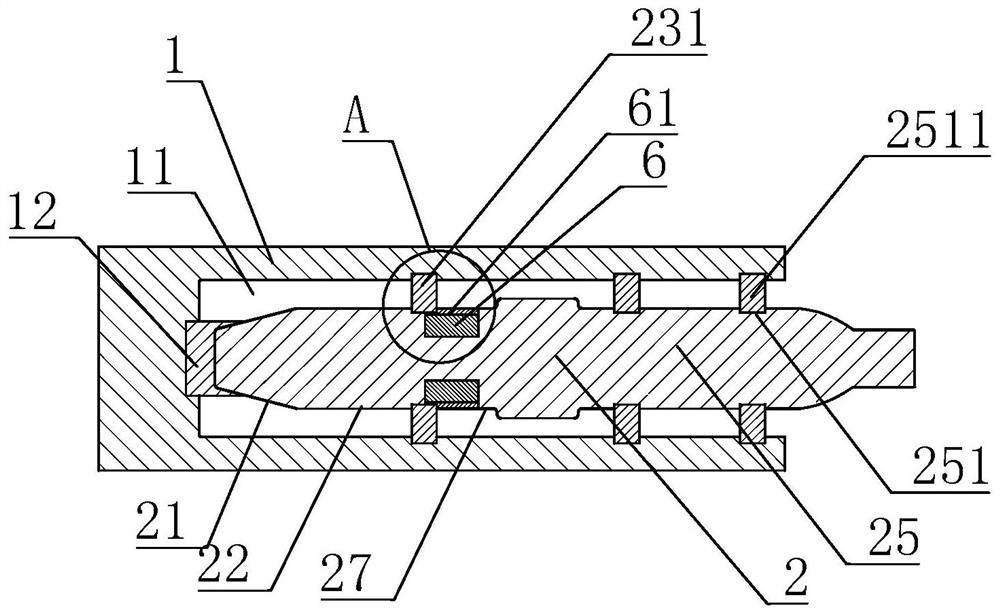
图6为实施例2中多工位直齿拉刀的剖视结构示意图。
图例说明:
1、拉刀本体;10、基座;11、第一校正段;12、粗加工段;13、第二校正段;14、精加工段;2、拉削直齿;20、切削刃;21、刀片;22、螺栓;23、弹性高锰钢垫圈;100、榫槽;101、槽段;102、侧槽体。
具体实施方式
以下结合附图和具体实施例对本发明作进一步详细说明。
实施例1:
如图1至图4所示,本实施例的用于加工涡轮盘榫槽的多工位直齿拉刀,包括拉刀本体1,拉刀本体1上设有一个拉削加工单元,每个拉削加工单元用于对应加工榫槽100的一个槽段101,各拉削加工单元包括两排用于分别加工对应槽段101的两个侧槽体102的齿排,齿排包括若干沿拉刀本体1轴向等齿距布置的拉削直齿2,同一拉削加工单元中两排齿排的齿距相等,两排齿排中所有拉削直齿2的切削刃20长度一致,且两排齿排的拉削直齿2的切削刃20在拉刀本体1轴向上错位半个齿距。所述的齿距为相邻两个拉削直齿2的切削刃20在拉刀本体1轴向上的间距。
由于同一个拉削加工单元中的两排齿排具有相同的齿距,且两排齿排的拉削直齿2的切削刃20在拉刀本体1轴向上错位半个齿距,当加工的榫槽100的厚度与各排齿排的齿距成整数倍时,各排齿排对工件进行切削的拉削直齿2的齿数始终保持不变,从而可避免每一排齿排切削时产生跳跃交变力,避免了切削过程中力的冲击,不会对拉刀本体1造成跳跃交变冲击,可大大提高加工稳定性和加工精度;并且,同一个拉削加工单元中的两排齿排同时对榫槽100同一槽段101两侧的两个侧槽体102进行切削,能够提高刀齿切削力的交变频率,在基于隔振系数设定阻尼值时,可使得隔振系数处于较小值,降低振动,提高加工精度。该多工位直齿拉刀还具有结构简单、成本低、加工效率高、使用寿命长的优点。
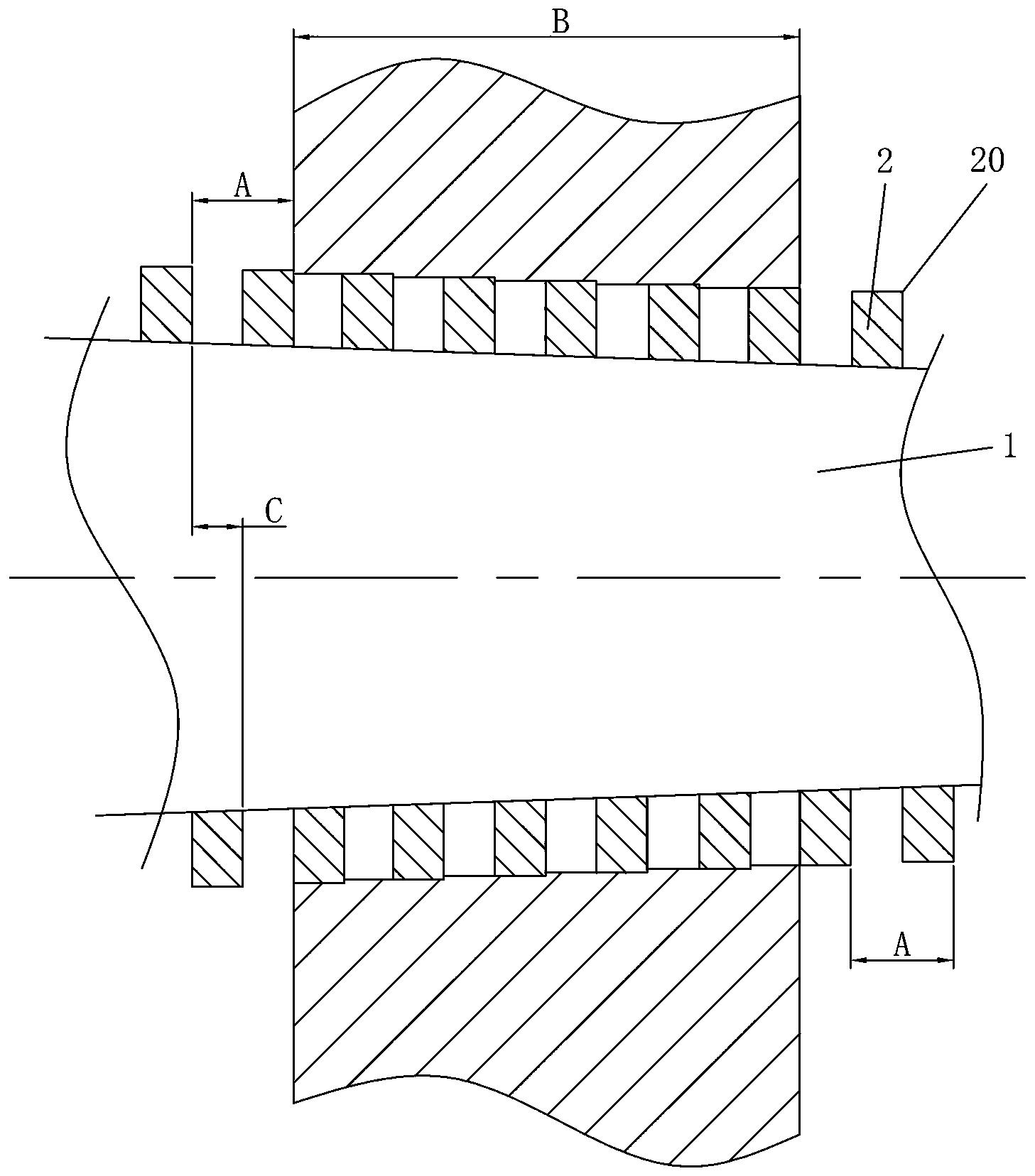
如图4所示,图中A表示各排齿排的齿距,B表示榫槽100的厚度,C表示两排齿排的拉削直齿2的切削刃20在拉刀本体1轴向上错位的距离,C为A的一半大小。拉削加工单元的两排齿排拉削加工榫槽100时,同一排齿排中,当有一个拉削直齿2的切削刃20刚好切出工件,与此同时有一个拉削直齿2的切削刃20刚好切入工件,这样可保证各排齿排对工件进行切削的拉削直齿2齿数不变;并且,两排齿排拉削直齿2的切削刃20在拉刀本体1轴向上错位布置,任意一排齿排中有拉削直齿2刚好切入切出工件时,另一排齿排中没有拉削直齿2刚好切入切出工件,而是所有拉削直齿2都位于榫槽100内保持稳定的切削,这样两排齿排的拉削直齿2不同时出现切入切出的情况,从而提高刀齿切削力的交变频率,降低振动。
本实施例中,所有拉削加工单元的所有齿排的齿距相等,也即每一排齿排的齿距都相等,这样可降低制作难度和成本,且能用于加工更多厚度的榫槽100。
本实施例中,每个拉削加工单元沿拉刀本体1轴向分为一个以上功能段,每个功能段中两排齿排的齿升量一致。
本实施例中,每个拉削加工单元沿拉刀本体1轴向依次分为第一校正段11、粗加工段12、第二校正段13和精加工段14共四个功能段,第一校正段11内两排齿排的齿升量为0.005mm~0.015mm, 此范围的齿升量在校正齿粗加工过程中能够使得由于榫槽100表面的不平造成拉削力峰值小于其极限值,从而提高加工精度与刀具使用寿命;粗加工段12内两排齿排的齿升量为0.05mm~0.09mm,此范围的齿升量在粗加工过程中既能满足较高的材料去除率,又不会影响工件的加工精度;第二校正段13内两排齿排的齿升量为0.005mm~0.007mm,此范围的齿升量在校正齿精加工过程中能够使得由于榫槽100表面的不平造成拉削力峰值小于其极限值,从而提高加工精度与刀具使用寿命;精加工段14内两排齿排的齿升量为0.01mm~0.04mm,此范围的齿升量在精加工过程中既能满足较高的材料去除率,又能满足加工过程中榫槽尺寸及表面质量要求。在拉削加工4个功能段的过渡过程中,拉削力虽不能稳定不变,但是也是逐步增加或减少,不存在跳跃交变拉削力,提高了加工系统的稳定性及榫槽加工质量。
本实施例中,所有拉削直齿2的前角为15°~18°;粗加工段12和精加工段14中各拉削直齿2的后角为3°~5°;第一校正段11和第二校正段13中各拉削直齿2的后角为1°~2°。由于拉削直齿2在刃磨后,应尽可能减少尺寸的变化,以增加刃磨次数,减少金属的粘附,提高拉刀的耐用度,上述形式的拉削直齿2几何结构有利于增加切削刀刃的锋利度,有利于断屑,提高刀刃的强度及有助于散热,从而使其在复杂的切削工况中刀刃的更加不易崩刃,并通过散热降低刀刃温度,提高了刀具耐用度;第一校正段11和第二校正段13中第一拉削斜齿2和第二拉削斜齿3的几何角特征满足了校正阶段榫槽100形貌及粗糙度不均匀造成的切削厚度变化较大的使用要求,提高了刀具的的强度及其耐冲击能力。并且,从切削齿(粗加工段12和精加工段14中的拉削直齿2)到校正齿(第一校正段11和第二校正段13中的拉削直齿2)后角逐步过渡,可避免刃磨后校正齿的齿升突然增加,进而避免影响加工精度。
本实施例中,如图5所示,各拉削直齿2包括刀片21以及由拉刀本体1向外延伸形成的基座10,刀片21通过螺栓22紧固连接在基座10上,当刀片21损坏或者磨损失效后可以单独更换新的,其制作方便、成本低。进一步的,刀片21与基座10、刀片21与螺栓22之间均设有隔热涂层,可阻止拉削过程中产生的高温传递至基座10,避免产生热变形及刚度弱化的问题。同时,螺栓22穿过刀片21与基座10连接,且螺栓22通过弹性高锰钢垫圈23压紧刀片21,弹性高锰钢垫圈23具有良好的弹性回复性能,采用弹性高锰钢垫圈23,能够提供较大的螺栓22预紧力,避免拉削加工过程中切削力对刀片造成较大的位移,从而提高加工精度。
一种采用本实施例的用于加工涡轮盘榫槽的多工位直齿拉刀加工榫槽的方法,该方法是采用多工位直齿拉刀同时对待加工榫槽100的一段以上槽段101的两个侧槽体102进行加工,且待加工榫槽100的厚度为每一个拉削加工单元中两排齿排的齿距的整数倍。所述的待加工榫槽100的厚度为拉削加工方向上(也即拉刀本体1轴向)工件的厚度。
实施例2:
本实施例的用于加工涡轮盘榫槽的多工位直齿拉刀与实施例1基本相同,主要不同之处在于,如图6所示,本实施例中拉刀本体1上设有两个拉削加工单元,两个拉削加工单元分别对应加工榫槽100的两个槽段101。在其他实施例中,拉刀本体1上还可设置三个以上拉削加工单元,以同时加工榫槽100的更多槽段101。
本实施例的多工位(4工位)直齿拉刀能够同时加工榫槽100的两个槽段101,其加工效率更高。若机床产生振动可以通过较小的阻尼即可实现减振或隔振,从而更加容易实现振动控制,提高机床、刀具使用寿命与工件质量。使得隔振系数变为一个极小值。从而调节刀具系统与机床系统的阻尼。
以上所述仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述实施例。对于本技术领域的技术人员来说,在不脱离本发明技术构思前提下所得到的改进和变换也应视为本发明的保护范围。
用于加工涡轮盘榫槽的多工位直齿拉刀及其加工方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。






动态评分
0.0